基于FEM-ANN的冷轧带钢轧制力预报
薛涛1, 2,杜凤山1, 2,孙静娜1, 2,王永强1, 2
(1. 燕山大学 机械工程学院,河北 秦皇岛,066004;
2. 燕山大学 国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛,066004)
摘要:为了提高冷轧带钢轧制力的预报精度,提出一种有限元法结合神经网络的计算方法,建立冷轧带钢轧制力预报模型。采用弹塑性有限元法对冷轧带钢轧制过程进行数值模拟,得到摩擦因数、压下率、前张应力、后张应力和变形抗力等对轧制力的影响规律。将有限元模拟结果作为训练样本,建立冷轧带钢轧制力的BP神经网络预报模型。结果表明:预报结果与仿真结果吻合良好。
关键词:有限元法;神经网络;冷轧;轧制力
中图分类号:TG335.5 文献标志码:A 文章编号:1672-7207(2013)11-4456-05
Rolling force prediction of cold strip rolling based on FEM-ANN
XUE Tao1, 2, DU Fengshan1, 2, SUN Jingna1, 2, WANG Yongqiang1, 2
(1. School of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China)
Abstract: A prediction model of the rolling force for cold rolling mill based on FEM (finite element method) and ANN (artificial neural network) was put forward to improve the prediction precision of the rolling force for cold rolling mill. The cold strip rolling was simulated with elastic-plastic finite element method. From the simulation results, the influence of friction coefficient, reduction, forward tension, backward tension, deformation resistance on the rolling force was identified. With the numerical simulation results, a BP artificial neural network prediction model for cold strip rolling was set up. The results show that prediction results are in accordance with the simulation results.
Key words: finite element method; artificial neural network; cold rolling; rolling force
冷轧带钢轧制力预报模型是轧制过程计算机控制模型中的一个重要组成部分。冷轧带钢轧制力的预报方法主要包括数学模型法、有限元法、智能方法及采用数学模型与智能方法相结合[1]。计算冷轧带钢轧制力的经典数学模型主要包括Stone公式和Bland-Ford公式等。近年来,相关研究人员又开发了一些新的轧制力数学模型,如混合摩擦模型[2]、微分单元法[3]、数值积分法[4]、离散块元法[5-6]、离散单元法[7]等。相比于数学模型法,利用有限元法模拟带钢轧制过程[8-10]减少了假设条件,更加接近实际的轧制过程,但是有限元法计算时间较长,不适合用于在线计算。计算轧制力的智能方法有BP神经网络[11]、RBF神经网络[12]、基于贝叶斯方法的神经网络[13]和遗传神经网络[14-15]等。本文作者采用商用有限元软件MSC.Marc模拟冷轧带钢轧制过程,并采用有限元法(FEM)与人工神经网络(ANN)相结合的方法,对冷轧带钢轧制力进行预报。该方法充分利用了有限元法与智能方法的优点,不但精确地模拟了冷轧带钢的轧制过程,而且计算时间短,可以在线应用。
1 有限元模型的建立
在冷轧过程中,轧辊的弹性压扁不可忽略,因此,在计算冷轧带钢轧制力及其沿接触弧长的分布问题时,可根据研究需要将问题视为平面应变问题,选用二维弹塑性有限元模型进行处理。模型中,轧辊为弹性体,带钢为弹塑性体,采用四节点平面应变实体单元进行建模,单元总数为1 464个。
在计算过程中认为带钢上下关于厚度方向中心对称,故在分析时作为对称问题,取1/2进行分析,如图1所示。在划分网格时,只对轧辊和带钢的可能接触区域的单元进行了细化,这样既能保证计算精度,又能节省计算时间。张力边界条件施加在带钢前后单元边部。
在模型的求解过程中采用位移加载模式压下,以限定轧辊与带钢之间的相对位置,通过给定轧辊圆心的角速度使轧辊旋转。同时在带钢的对称面上建立对称面约束,以限定有限元模型节点在对称面上的位移。带钢通过其尾部的刚性推板进行强迫咬入,推板的速度略低于轧辊转动的线速度。当摩擦力大到能将带钢咬入并正常轧制时,带钢尾部刚性推板与带钢分离,带钢在摩擦力及张力的带动下完成轧制过程。
轧制的带钢选用生产中的实际钢种,变形抗力曲线由拉伸试验获得;模型求解参数选用修正的Lagrange法描述的大变形弹塑性有限元模型;Von Mises屈服准则;模型选用库仑摩擦模型和经轧制力实测值修正过的摩擦因数。
2 有限元模型的验证
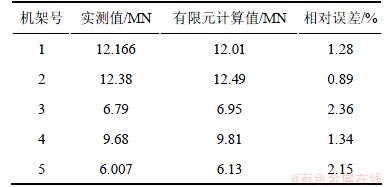
以某厂5机架冷连轧机的实际轧制过程数据对有限元模型进行验证。带钢来料规格为1 206 mm×2.62 mm(长度×厚度),成品规格为1 206 mm×0.574 mm(长度×厚度)。冷连轧机工艺参数见表1,轧制力结果比较见表2,计算结果的相对误差在3%以内。
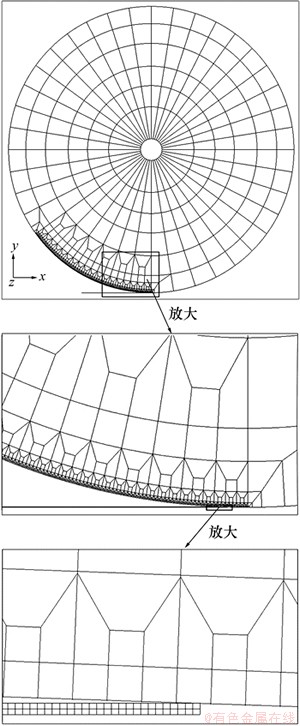
图1 二维有限元分析模型
Fig.1 2-D finite element model
表1 某5机架冷连轧机工艺参数
Table 1 Parameters of tandem cold mill

表2 轧制力实测结果比较
Table 2 Results and comparisons of rolling force
3 模拟结果分析
3.1 摩擦因数对轧制力的影响
根据表1中第3机架的工艺参数,保持带钢压下率不变,摩擦因数为0.03~0.08,摩擦因数对轧制力的影响关系如图2所示。从图2可见,随着摩擦因数的增大,轧制力呈增大的趋势,摩擦因数对轧制力的影响非常显著。
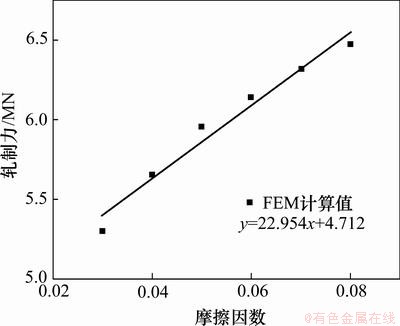
图2 摩擦因数与轧制力的关系
Fig.2 Relationship of friction coefficient and rolling force
3.2 压下率对轧制力的影响
当压下率为8.7%~51.6%时,压下率对轧制力的影响关系如图3所示。从图3可见,随着压下率的增大,轧制力呈增大的趋势,压下率对轧制力的影响非常显著。
3.3 前张应力对轧制力的影响
在此模型中,固定后张应力为147 MPa,前张应力为0~200 MPa,在带钢压下率相同的条件下,得到前张应力对轧制力的影响关系如图4所示。从图4可见,随着前张应力的增大,轧制力呈减小的趋势。

图3 压下率与轧制力的关系
Fig.3 Relationship of reduction and rolling force
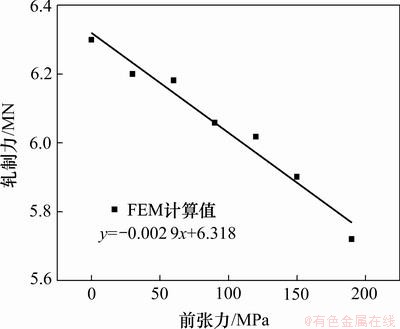
图4 前张应力与轧制力的关系
Fig.4 Relationship of forward tension and rolling force
3.4 后张应力对轧制力的影响
在此模型中,固定前张应力为141 MPa,后张应力为0~200 MPa,在带钢压下率相同的条件下,得到后张应力对轧制力的影响关系如图5所示。从图5可见,随着后张应力的增大,轧制力呈减小的趋势。
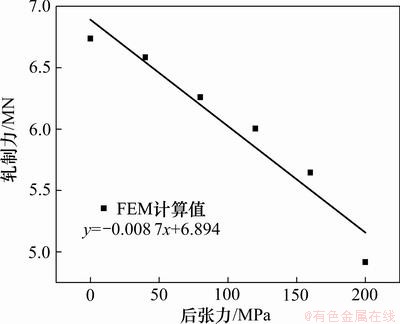
图5 后张应力与轧制力的关系
Fig.5 Relationship of backward tension and rolling force
3.5 变形抗力对轧制力的影响
在此模型中,变形抗力为300~806 MPa,变形抗力对轧制力的影响关系如图6所示。从图6可见,随着变形抗力的增大,轧制力呈增大的趋势。
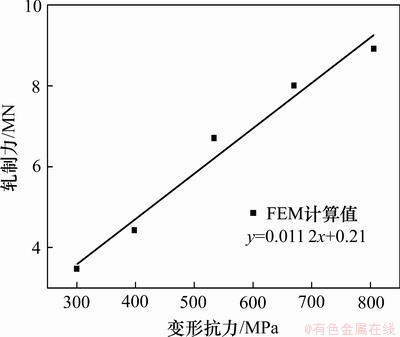
图6 变形抗力与轧制力的关系
Fig.6 Relationship of deformation resistance and rolling force
4 基于BP神经网络的轧制力预报
综上所述,采用弹塑性有限元法对冷轧带钢轧制力进行模拟计算,可获得较为满意的轧制力预报结果。但在实际生产过程中,由于轧制工艺多种多样,采用有限元法进行计算需要反复建模、求解和结果整理,工作量大,分析周期长。将有限元方法与人工神经网络技术结合,为更加便捷地实现冷轧带钢轧制力预报提供了新途径。
4.1 BP神经网络模型
通过对冷轧带钢轧制过程的有限元模拟分析,确定了影响轧制力的主要参数有带钢宽度B,摩擦因数μ,入口厚度h0,出口厚度h1,前张应力tf,后张应力tb,变形抗力k,工作辊直径D等。由于轧制过程中工作辊直径的变化很小,因此忽略工作辊直径的影响。由此可以确定网络的输入节点数为7个,输出节点数为1个,即该机架(道次)的轧制力。
隐含层节点数是影响神经网络性能的重要参数之一,隐含层节点数太少,网络不能充分反应非线性关系;隐含层节点数过多时,又会出现过拟合现象。经过反复测试,确定本文采用7-6-5-1的网络结构,建立冷轧带钢轧制力预报BP神经网络模型(如图7所示)。
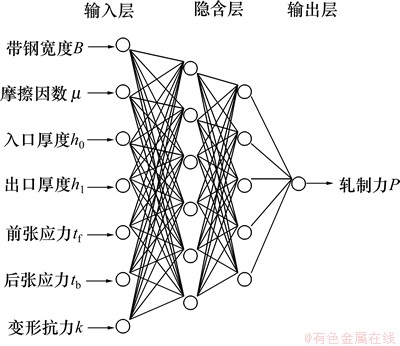
图7 BP神经网络模型
Fig.7 BP artificial neutral network model
4.2 BP神经网络模型训练及预报结果
学习样本是神经网络学习记忆的数据来源,是训练具有高精度神经网络的关键。本文通过对7个输入参数的不同取值进行组合并利用有限元模型进行仿真,将有限元模型参数和模拟结果作为学习样本,该学习样本共有2 187组数据。利用大量学习样本,在MATLAB软件平台上对BP神经网络进行训练,以获得稳定的网络权值和阈值。网络的训练选择收敛速度快、预测精度高的L-M法。网格全局误差指标定为0.000 1,最大训练步数为2 000。
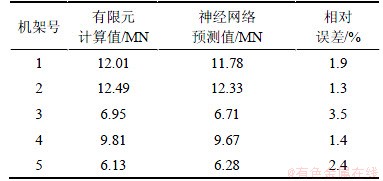
具有稳定权值、阈值的BP神经网络,即轧制力预报模型,通过向该网络输入一组轧制工艺参数,其前向输出即为在给定输入参数下的轧制力预测值。表3所示为BP神经网络模型预测值与有限元计算值的对比结果。从表3可以看出,相对误差在4%以内,小于数学模型计算所得的误差,即神经网络预报值与有限元计算结果基本吻合。因此,利用训练好的BP神经网络模型可以准确、快速地进行轧制力预报,为轧制规程制定与轧制过程控制提供依据。
表3 轧制力预报结果比较
Table 3 Results and comparisons of rolling force prediction
5 结论
(1) 建立了冷轧带钢轧制过程的有限元分析模型,通过与某厂轧制力实测数据对比,验证了有限元模型的计算精度和可靠性。
(2) 通过轧制过程模拟,分析了摩擦因数、压下率、前张应力、后张应力、变形抗力等参数对轧制力的影响规律。
(3) 将有限元模拟结果作为训练样本,建立了基于FEM-ANN的冷轧带钢轧制力预报BP神经网络模型,可为轧制规程制定与轧制过程控制提供必要的参数。
参考文献:
[1] 周富强, 曹建国, 张杰, 等. 基于神经网络的冷连轧机轧制力预报模型[J]. 中南大学学报: 自然科学版, 2006, 37(6): 1155-1160.
ZHOU Fuqiang, CAO Jianguo, ZHANG Jie, et al. Prediction model of rolling force for tandem cold rolling mill based on neural networks an mathematical models[J]. Journal of Central South University: Science and Technology, 2006, 37(6): 1155-1160.
[2] 王伟, 连家创. 采用混合摩擦模型预报冷轧薄板轧制力[J]. 钢铁研究学报, 2000, 12(1): 10-13.
WANG Wei, LIAN Jianchuang. Rolling force prediction for cold rolled thin plate using mixed friction model[J]. Journal of Iron and Steel Research, 2000, 12(1): 10-13.
[3] 孙登月, 杜凤山, 朱光明, 等. 冷轧带钢轧制力高精度快速仿真模型的研究[J]. 钢铁, 2003, 38(6): 32-35.
SUN Dengyue, DU Fengshan, ZHU Guangming, et al. Accurate and fast simulation of rolling force model in cold strip rolling[J]. Iron and Steel, 2003, 38(6): 32-35.
[4] 刘兴刚, 谭树彬, 崔建江, 等. 冷连轧第5机架轧制力模型[J]. 东北大学学报: 自然科学版, 2004, 25(1): 5-8.
LIU Xinggang, TAN Shubin, CUI Jianjiang, et al. Rolling force modeling for No.5 mill in cold continuous rolling tandem[J]. Journal of Northeastern University: Natural Science, 2004, 25(1): 5-8.
[5] 杜凤山, 王贵国, 李学通, 等. 板带轧制在线控制模型的研究[J]. 塑性工程学报, 2008, 15(1): 138-141.
DU Fengshan, WANG Guiguo, LI Xuetong, et al. Study on online control model for rolling process of strip[J]. Journal of Plasticity Engineering, 2008, 15(1): 138-141.
[6] 杜凤山, 张尚斌, 黄华贵, 等. 一种改进的板带在线控制算法的研究[J]. 钢铁, 2010, 45(9): 53-57.
DU Fengshan, ZHANG Shangbin, HUANG Huagui, et al. A new study on online control model for rolling process of strip[J]. Iron and Steel, 2010, 45(9): 53-57.
[7] 梁勋国, 王业科, 李轲, 等. 基于离散单元方法的冷轧轧制力计算[J]. 塑性工程学报, 2011, 18(5): 8-12.
LIANG Xunguo, WANG Yeke, LI Ke, et al. The calculation on rolling force of cold strip rolling using force discrete element method[J]. Journal of Plasticity Engineering, 2011, 18(5): 8-12.
[8] 时旭, 刘相华, 王国栋. 薄板轧制的接触摩擦及其对轧制力的影响[J]. 塑性工程学报, 2005, 12(3): 31-34.
SHI Xu, LIU Xianghua, WANG Guodong. The friction and its influence on the rolling force in cold thin strip rolling[J]. Journal of Plasticity Engineering, 2005, 12(3): 31-34.
[9] LIU Xianghua, SHI Xu, XU Jianyong, et al. FEM analysis of rolling pressure along strip width in cold rolling process[J]. Journal of Iron and Steel Research, 2009, 14(5): 22-26.
[10] SUN Jingna, HUANG Huagui, DU Fengshan, et al. Nonlinear finite element analysis of thin strip temper rolling process[J]. Journal of Iron and Steel Research, 2009, 16(4): 27-32.
[11] 孙登月, 杜凤山, 朱泉封, 等. 五机架冷连轧轧制力人工神经网络预报[J]. 钢铁, 2002, 37(2): 28-30.
SUN Dengyue, DU Fengshan, ZHU Quanfeng, et al. Prediction on five-stand cold rolling mill of rolling force by neural network[J]. Iron and Steel, 2002, 37(2): 28-30.
[12] 张俊明, 刘军, 康永林, 等. 应用RBF神经网络预测冷连轧机轧制力[J]. 钢铁, 2007, 42(8): 46-48.
ZHANG Junming, LIU Jun, KANG Yonglin, et al. Application of RBF neural networks to prediction of rolling force of tandem cold mill[J]. Iron and Steel, 2007, 42(8): 46-48.
[13] 梁勋国, 贾涛, 矫志杰, 等. 基于贝叶斯方法的神经网络应用于冷轧轧制力预报[J]. 钢铁研究学报, 2008, 20(10): 59-62.
LIANG Xunguo, JIA Tao, JIAO Zhijie, et al. Application of neural network based on Bayesian method to rolling force prediction in cold rolling process[J]. Journal of Iron and Steel Research, 2008, 20(10): 59-62.
[14] 张大志, 程秉祥, 李谋渭, 等. 基于遗传神经网络的冷连轧机轧制压力模型[J]. 北京科技大学学报, 2000, 22(4): 384-388.
ZHANG Dazhi, CHENG Bingxiang, LI Mouwei, et al. Rolling force models of cold tandem rolling mill based on genetic neural networks[J]. Journal of University of Science and Technology Beijing, 2000, 22(4): 384-388.
[15] 张清东, 徐兴刚, 于孟, 等. 基于遗传神经网络的不锈钢带冷轧轧制力模型[J]. 钢铁, 2008, 43(12): 46-48.
ZHANG Qingdong, XU Xinggang, YU Meng, et al. Cold rolling force model based on GA and ANN for stainless steel strip[J]. Iron and Steel, 2008, 43(12): 46-48.
(编辑 赵俊)
收稿日期:2012-12-26;修回日期:2013-03-15
基金项目:国家自然科学基金资助项目(51027003)
通信作者:薛涛(1985-),男,天津人,博士研究生,从事板带轧机数值仿真研究;电话:13780373898;E-mail: xuetao@ysu.edu.cn

