Trans. Nonferrous Met. Soc. China 23(2013) 1549-1555
Constitutive relationship for high temperature deformation of Al-3Cu-0.5Sc alloy
Guo-fu XU1,2,3, Xiao-yan PENG1, Xiao-peng LIANG2, Xu LI1, Zhi-min YIN1,3
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
3. Key Laboratory of Nonferrous Metallurgical Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410083, China
Received 16 April 2012; accepted 27 July 2012
Abstract: The high temperature compressive deformation behavior of Al-3Cu-0.5Sc alloy was investigated at temperatures from 350 to 500 ��C, and strain rates from 0.01 to 10 s-1 with the Gleeble-1500 thermo-mechanical simulator machine. The flow curves after corrections of the friction and temperature compensations were employed to develop constitutive equations. The effects of temperature and strain rate on deformation behaviors were represented by Zener-Hollomon parameter in an exponent type equation. The influence of true strain was incorporated in the constitutive equation by considering the effect of true strain on material constants. A four-order polynomial is found to be suitable to represent the influence of strain on the constitute equations.
Key words: Al-3Cu-0.5Sc alloy; constitutive relationship; high temperature deformation
1 Introduction
The research on scandium (Sc) addition in aluminum (Al) alloys has been received increasing attention over the last decade because of their interesting benefits. Most of the benefits are related to the formation of Al3Sc particles, including Al3Sc dispersoids and Al3Sc precipitates [1]. The addition of Sc in pure aluminum or non-heat-treatable Al alloys has been extensively investigated [2,3]. In comparison, there are much fewer studies on the Sc addition in heat-treatable Al alloys [4]. But previous studies have shown that Sc can improve the strength of Al-3Cu alloy [5], however, as a deformed aluminum alloy, the deformation behavior is as important as the heat treatment process.
The flow stress of metals during hot deformation processes can be significantly influenced by several metallurgical phenomena such as working hardening, dynamic recovery and dynamic recrystallization. Therefore, the understanding of flow stress is of great importance in metal forming processes and the hot deformability can be improved by optimizing the process parameters [6,7]. So far, many researches have been done on the hot deformation behaviors and microstructure evolution of Al alloys [8-10]. However, many constitutive models are based on the Arrhenius type of equation, which assume that the influence of strain on high temperature deformation behavior is insignificant. In fact, the flow stress is changed with the increase of the true strain, which is important for the high temperature deformation behavior. On the other hand, the effects of the friction and the temperature raise on the stress��strain curves are usually ignored. Since a strain- dependent parameter for the sine hyperbolic constitutive equation was introduced by SLOOFF et al [11], a revised sine hyperbolic constitutive equation was adopted by the incorporation of the strain to predict the elevated temperature flow behaviors for steel [12,13], pure titanium [14] and P/M TiAl based alloy [15].
In this work, a comprehensive constitutive model for describing the relationship among the flow stress, strain rate and temperature was proposed with the compensation of the strain, and it was used to predict the high temperature flow behaviors of the Al-3Cu-0.5Sc alloy.
2 Experimental
The composition (mass fraction) of the alloy used in the test was as follows: 3.0% Cu, 0.5% Sc and balance Al. The ingot was homogenized at 500 ��C for 18 h. The specimens were cut from the ingot with dimensions of d 8 mm��12 mm. The specimens were compression deformed in the temperature range from 350 to 500 ��C and the strain rate range from 0.01 to 10 s-1 on the Gleeble-1500 thermo-mechanical simulator. All specimens were deformed to the total true strain of about 0.7. The specimens were induction-heated to deformation temperatures within 1 min and held for 3 min in order to obtain a stable and uniform temperature prior to the deformation.
3 Results and discussion
3.1 Friction correction
It is well known that the interfacial friction between the specimen and dies will affect the symmetrical deformation of the specimens [16]. In this work, although lubricants were used to minimize the interfacial friction, the interfacial friction becomes more and more evident with the increase of deformation. Thus, the deformation is more and more heterogeneous, leading to the drum-like shape of specimens, as shown in Fig. 1. ROEBUCK et al [17] developed a criterion for evaluating the effect of friction by a barreling coefficient, which is expressed as
 (1)
(1)
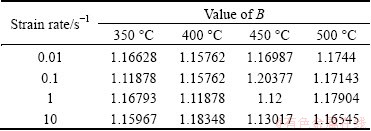
where B is the barreling coefficient; h is the height of deformed specimens; RM is the maximum radius of deformed specimens; h0 and R0 are the initial height and radius of specimens, respectively. When 1 Based on the above criterion, the sizes of deformed specimens under various deformation conditions were measured, and the values of B were calculated, as shown in Table 1. From Table 1, it can be observed that all the values of B are greater than 1.1, so the measured flow stresses under all the deformation conditions must be corrected.
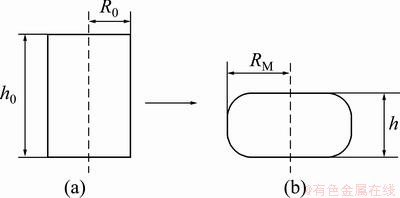
Fig. 1 Schematic plot of sample before (a) and after (b) compression
Table 1 Values of B under various deformation conditions
Based on the upper-bound theory, a simple theoretical analysis of the compression test for the determination of the constant friction factor (m) was proposed [18]. The base equation is shown as follows:
 (2)
(2)
where �� is the corrected true stress; p is the external pressure applied to specimens in compression (uncorrected stress); b is the barrel parameter; m is the constant friction factor; R and H are radius and height of samples, respectively, and
and  . m and b can be evaluated by the following equations:
. m and b can be evaluated by the following equations:
 (3)
(3)
 (4)
(4)
where Rf is the average radius of samples after the deformation; RT is the top radius of deformed samples.
 (5)
(5)
 (6)
(6)
Therefore, by this method, the corrected true stress can be calculated only by measuring the maximum radius and the height of samples after the deformation.
The true stress��true strain curves modified by considering the effects of interfacial friction are shown in Fig. 2. It can be easily found that the measured flow stress is greatly larger than the corrected ones. Meanwhile, the effect of the friction is obvious with the increase of the strain rate and the decrease of the deformation temperature.

Fig. 2 Comparison between friction-corrected and measured flow stress at different strain rates
3.2 Temperature correction
Flow softening is a common characteristic of stress��strain curves at high temperatures. The softening can be caused by the deformation heat or/and microstructural changes. In this compression tests, the temperature was measured and controlled by the thermocouple and computer, respectively. As the response time of the thermocouple is limited [19], the instantaneous temperature change cannot be measured while the strain rate is large enough. At the moment the deformation process is not completely isothermal, thus, the flow stress data must be corrected for the temperature rising induced by the deformation. At a strain rate of 0.001 s-1, the amount of heat generated is usually very small and will be transmitted away, so the temperature corrections are conducted for high strain rate situations, with the following equation [20]:
 (7)
(7)
where ��T is the change of temperature; �� is the adiabatic correction factor;  is the area under the uncorrected stress��strain curve (in this work, the area is under the friction-corrected stress��strain curve); �� is the density (2.75 g/cm3 for Al-3Cu-0.5Sc alloy); cp is the specific heat capacity (0.88 J/(g��K) for Al-3Cu-0.5Sc alloy); the factor of (0.9-0.95) is the fraction of mechanical work transformed to heat (0.9 for Al-3Cu- 0.5Sc alloy). The adiabatic correction factor �� is used under the isothermal condition at strain rates ��0.001 s-1, ��=0, at strain rates ��10 s-1; ��=1, at strain rates between 0.001 s-1 and 10 s-1. GOETZ and SEMIATIN [20] found that �� was a complex function of the strain rate, temperature and strain, the thermal properties of workspaces and tooling, and the heat transfer coefficient at the interfaces. DADRAS and THOMAS [21] found that in the Ti-6Al-2Sn-4Zr-2Mo-0.1Si alloy, �� was typically taken to vary linearly with
is the area under the uncorrected stress��strain curve (in this work, the area is under the friction-corrected stress��strain curve); �� is the density (2.75 g/cm3 for Al-3Cu-0.5Sc alloy); cp is the specific heat capacity (0.88 J/(g��K) for Al-3Cu-0.5Sc alloy); the factor of (0.9-0.95) is the fraction of mechanical work transformed to heat (0.9 for Al-3Cu- 0.5Sc alloy). The adiabatic correction factor �� is used under the isothermal condition at strain rates ��0.001 s-1, ��=0, at strain rates ��10 s-1; ��=1, at strain rates between 0.001 s-1 and 10 s-1. GOETZ and SEMIATIN [20] found that �� was a complex function of the strain rate, temperature and strain, the thermal properties of workspaces and tooling, and the heat transfer coefficient at the interfaces. DADRAS and THOMAS [21] found that in the Ti-6Al-2Sn-4Zr-2Mo-0.1Si alloy, �� was typically taken to vary linearly with  , i.e., equaling 0.25, 0.50 and 0.75 at strain rates of 0.01, 0.1 and 1 s-1, respectively.
, i.e., equaling 0.25, 0.50 and 0.75 at strain rates of 0.01, 0.1 and 1 s-1, respectively.

Fig. 3 Calculated temperature changes of specimens during compression test at different pre-set temperatures and strain rates
Figure 3 shows the calculated temperature changes during the compression test at temperatures of 350, 400, 450 and 500 ��C and strain rates of 0.01, 0.1, 1 and 10 s-1, respectively. It can be seen that, at strain rates of 0.01 s-1 and 0.1 s-1, the temperature change is small, however, at a strain rate of 1 s-1 and 10 s-1, the temperature increase is obvious. Due to the temperature rise, especially at a strain rate of 1 s-1 and 10 s-1, the measured flow stress curves must be corrected, which takes one of the following forms [22-24]:
 (for low stress level) (8)
(for low stress level) (8)
 (for high stress level) (9)
(for high stress level) (9)
 (for all stress level) (10)
(for all stress level) (10)
where Z is the Zener-Hollomon parameter; Q is the activation energy (kJ/mol); R is the universal gas constant (8.314 J/(mol��K)); T is the deformation temperature (K); A1, A2, A, ��, n1, n and �� are materials constant, ��=��/n1.
In Eq. (10), �� is an adjustable constant. An optimum �� value can be found when the constant temperature curves in the ln[sinh(����)] against  plots are almost linear and parallel with each other. In the present work, however, an optimum �� value cannot be directly obtained from the uncorrected flow stress data because the specimen temperature varies at high strain rates, and the constant temperature curves cannot be plotted. In this case, the flow stress should be corrected using Eqs. (8) and (9) for low stress and high stress, respectively. The correction of flow stress for deformation heating was accomplished by plotting ln �� ��T-1 curve at the low strain rate of 1 s-1 and plotting �� ��T-1 curve at the high strain rate of 10 s-1, as shown in Figs. 4 and 5, respectively. Because there is no correlation of the flow stress with the strain in Eqs. (8) and (9), the correction should be made for each selected strain value.
plots are almost linear and parallel with each other. In the present work, however, an optimum �� value cannot be directly obtained from the uncorrected flow stress data because the specimen temperature varies at high strain rates, and the constant temperature curves cannot be plotted. In this case, the flow stress should be corrected using Eqs. (8) and (9) for low stress and high stress, respectively. The correction of flow stress for deformation heating was accomplished by plotting ln �� ��T-1 curve at the low strain rate of 1 s-1 and plotting �� ��T-1 curve at the high strain rate of 10 s-1, as shown in Figs. 4 and 5, respectively. Because there is no correlation of the flow stress with the strain in Eqs. (8) and (9), the correction should be made for each selected strain value.
3.3 Flow stress
Figure 6 shows the temperature corrected and friction-corrected flow stress curves of Al-3Cu-0.5Sc alloy under different experimental conditions. It can be seen that at strain rates of 1 s-1 and 10 s-1, however, the differences are obvious, especially at low temperatures. From Fig. 6, it can also be seen that the deformation temperature and the strain rate have a significant effect on the flow stress. At the same strain, the flow stress decreases with increasing the temperature, and rises with increasing the strain rates.
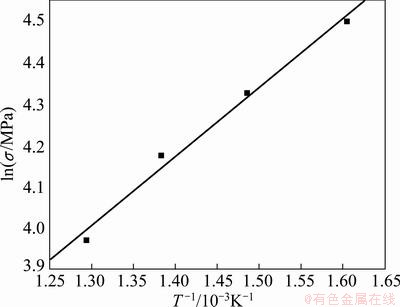
Fig. 4 Plot of ln �� ��T-1 at strain of 0.2 and strain rate of 1 s-1
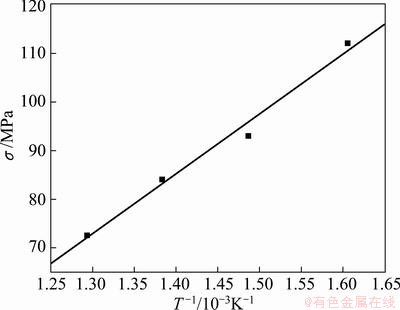
Fig. 5 Plot of �ҡ�T-1 at strain of 0.2 and strain rate of 10 s-1
3.4 Determination of material constants for constitutive equation
The effect of strain on the stress is not considered in Eqs. (8)-(10), which may be reflected by the material constants in the constitutive equation. Taking the strain of 0.2 as an example, the determination of the material constants was conducted. From Eqs. (8) and (9), Eqs. (11) and (12) can be obtained:
 (for low stress level) (11)
(for low stress level) (11)
 (for high stress level) (12)
(for high stress level) (12)
At low stress level, an optimum n1 value can be obtained by plotting ln �� against at constant temperatures, and the slope of the  �� plot is n1. At high stress level, an optimum �� value can be obtained by plotting �� against at constant temperatures, and the slope of the �ҡ� plot is ��.
�� plot is n1. At high stress level, an optimum �� value can be obtained by plotting �� against at constant temperatures, and the slope of the �ҡ� plot is ��.

Fig. 6 Comparison between double corrected (friction- and temperature-corrected) and friction corrected flow stress at different strain rates
Then, substituting the corrected flow stress and corresponding strain rate at the strain of 0.2 into Eqs. (11) and (12), the relationship between the flow stress and strain rate is obtained. Because the slopes of the lines are approximately the same, the average slopes are used for deriving the values of n1 and ��, which are 10.8403975 and 0.154925 MPa-1, respectively. Then, ��=��/n1= 0.01429 MPa-1.
For all stress levels, Eq. (10) can be represented as follows:
 (13)
(13)
Differentiating Eq. (13) gives:
 (14)
(14)
From Eq. (14), it can be seen that the Q value can be derived from the slopes of �� and ��1/T plots. Substituting the values of the corrected flow stress, deformation temperature and corresponding strain rate at the strain of 0.2 into Eq. (14). the relationships of �� and ��1/T can be obtained. Because the slopes of the lines are approximately the same, the average slopes are used to derive the activated energy, which is 133.3 kJ/mol. Then, substituting the values of Q,
and ��1/T plots. Substituting the values of the corrected flow stress, deformation temperature and corresponding strain rate at the strain of 0.2 into Eq. (14). the relationships of �� and ��1/T can be obtained. Because the slopes of the lines are approximately the same, the average slopes are used to derive the activated energy, which is 133.3 kJ/mol. Then, substituting the values of Q,  and T into Eq. (10), the values of Z at different deformation temperatures and strain rates can be obtained.
and T into Eq. (10), the values of Z at different deformation temperatures and strain rates can be obtained.
Taking the natural logarithm of both sides of Eq. (10) gives:
 (15)
(15)
The values of ln A and n are the intercept and slop of  �� plot, respectively. By substituting the values of ln Z and corresponding corrected flow stress into Eq. (15), the relationship between ln Z and
�� plot, respectively. By substituting the values of ln Z and corresponding corrected flow stress into Eq. (15), the relationship between ln Z and  is shown in Fig. 7. Therefore, the values of ln A and n are determined as 21.1 and 8.102 MPa-1, respectively.
is shown in Fig. 7. Therefore, the values of ln A and n are determined as 21.1 and 8.102 MPa-1, respectively.
3.5 Compensation of strain
It is assumed that the influence of the strain on high temperature deformation behavior is insignificant and thereby it is not considered in Eq. (10). For the compensation of strain, the influence of strain in the constitutive equation is incorporated by assuming that the material constants (n, ��, Q and A) are the polynomial function of the strain. The material constants (n, ��, Q and A) of the constitutive equations were computed at various strains and an interval of 0.05. Then, these values were employed to fit the polynomial. A four-order polynomial, as shown in Eq. (16), is found to represent the influence of strain on material constants with a very good correlation for Al-3Cu-0.5Sc alloy, as shown in Fig. 7.

Fig. 7 Relationship between �� (a), n (b), Q (c), ln A (d) and true strain by polynomial fitting of Al-3Cu-0.5Sc alloy
 (16)
(16)
Once the material constants are evaluated, the flow stress at a particular stain can be predicted. The flow stress can be written as a function of Zener-Hollmon parameters. So, the proposed constitutive model can be summarized as follows:
 (17)
(17)
4 Conclusions
1) The measured flow stress of Al-3Cu-0.5Sc alloy was modified by the friction and temperature corrections, and the friction-corrected flow stresses are lower than the measured ones. The effect of temperature on flow stress is obvious at strain rates of 10 and 1 s-1.
2) The influence of strain in the constitutive analysis was incorporated by considering the effect of strain on material constants, and a four-order polynomial was found.
3) The constitutive equation considering the compensation of strain was derived.
References
[1] CHEN B A, PAN L, WANG R H, LIU G, CHEMG P M, XIAO L, SUN J. Effect of solution treatment on precipitation behaviors and age hardening response of Al-Cu alloys with Sc addition [J]. Materials Science and Engineering A, 2011, 530 (15): 607-617.
[2] ROBSON J D, JONES M J, PRANGNELL P B. Extension of the N-model to predict competing homogeneous and heterogeneous precipitation in Al-Sc alloys [J]. Acta Materialia, 2003, 51(5): 1453-1468.
[3] FAZELI F, POOLE W J, SINCLAIR C W. Modeling the effect of Al3Sc precipitates on the yield stress and work hardening of an Al-Mg-Sc alloy [J]. Acta Materialia, 2008, 56(9): 1909-1918.
[4] KHARAKTEROVA M L, ESKIN D G, TOROPOVA L S. Precipitation hardening in ternary alloys of the Al-Sc-Cu and Al-Sc-Si systems [J]. Acta Metallurgica Materialia, 1994, 42(7): 2285-2290.
[5] XU Guo-fu, NIE Zuo-ren, JIN Tou-nan, RONG Li, RUAN Hai-qiong, YIN Zhi-min. Effects of trace Sc on structures and properties of Al-3%Cu alloy [J]. Heat Treatment of Metals, 2004, 31(3): 24-27.
[6] DIXIT U S, JOSHI S N, DAVIM J P. Incorporation of material behavior in modeling of metal forming and machining processes: A review [J]. Materials and Design, 2011, 32(7): 3665-3670.
[7] LIN Y C, CHEN X M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working [J]. Materials and Design, 2011, 32(4): 1733-1759.
[8] MOSTAFAEI M A, KAZEMINEZHAD M. Hot deformation behavior of hot extruded Al-6Mg alloy [J]. Materials Science and Engineering A, 2012, 535(15): 216-221.
[9] ZHANG J, CHEN B Q, ZHANG B X. Effect of initial microstructure on the hot compression deformation behavior of a 2219 aluminum alloy [J]. Materials and Design, 2012, 34: 15-21.
[10] LIN Y C, LI Q F, XIA Y C, LI L T. A phenomenological constitutive model for high temperature flow stress prediction of Al-Cu-Mg alloy [J]. Materials Science and Engineering A, 2012, 534(1): 654-662.
[11] SLOOFF F A, ZHOU J, DUSZCZYK J, KATGERMAN L. Constitutive analysis of wrought magnesium alloy Mg-Al4-Zn1 [J]. Scripta Materialia, 2007, 57(8): 759-762.
[12] XIAO Y H, GUO C. Constitutive modelling for high temperature behavior of 1Cr12Ni3Mo2VNbN martensitic steel [J]. Materials Science and Engineering A, 2011, 528(15): 5081-5087.
[13] LIN Y C, CHEN M S, ZHONG J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel [J]. Computational Materials Science, 2008, 42(3): 470-477.
[14] ZENG Z P, STEFAN J, ZHANG Y S. Constitutive equations for pure titanium at elevated temperatures [J]. Materials Science and Engineering A, 2009, 505(1-2): 116-119.
[15] LIANG X P, LIU Y, LI H Z, ZHOU C X, XU G F. Constitutive relationship for high temperature deformation of powder metallurgy Ti-47Al-2Cr-2Nb-0.2W alloy [J]. Materials and Design, 2012, 37: 40-47.
[16] LIN Y C, XIA Y C, CHEN X M, CHEN M S. Constitutive descriptions for hot compressed 2124-T851 aluminum alloy over a wide range of temperature and strain rate [J]. Computational Materials Science, 2010, 50(1): 227-233.
[17] ROEBUCK B, LORD J D, BROOKS M, LOVEDAY M S, SELLARS C M, EWANS R W. Measurement of flow stress in hot axisymmetric compression tests [J]. Materials at High Temperatures, 2006, 23(2): 59-83.
[18] EBRAHIMI R, NAJAFIZADEH A. A new method for evaluation of friction in bulk metal forming [J]. Journal of Materials Processing Technology, 2004, 152(2): 136-143.
[19] LI L, ZHOU J, DUSZCZYK J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion [J]. Journal of Materials Processing Technology, 2006, 172(3): 372-380.
[20] GOETZ R L, SEMIATIN S L. The adiabatic correction factor for deformation heating during the uniaxial compression test [J]. Journal of Materials Engineering and Performance, 2001, 10(6): 710-717.
[21] DADRAS P, THOMAS J F. Characterisation and modeling for forging deformation of Ti-6Al-2Sn-4Zr-2Mo-0.1Si [J]. Metallurgical and Materials Transactions A, 1981, 12(11): 1867-1876.
[22] McQUEEN H J, RYAN N D. Constitutive analysis in hot working [J]. Materials Science and Engineering A, 2002, 322(1-2): 43-63.
[23] MIRZADEHA H, CABRERA J M, PRADO J M, NAJAFIZADEH A. Hot deformation behavior of a medium carbon microalloyed steel [J]. Materials Science and Engineering A, 2011, 528(10-11): 3876-3882.
[24] ZOU D N, HAN Y, YAN D G, WANG D, ZHANG W, FAN G W. Hot workability of 00Cr13Ni5Mo2 supermartensitic stainless steel [J]. Materials and Design, 2011, 32(8-9): 4443-4448.
Al-3Cu-0.5Sc�Ͻ���±��εı�����ϵ
�����1,2,3����С��1��������2���� ��1����־��1,3
1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
3. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083
ժ Ҫ������Gleeble-1500��/��ģ��������о�Al-3Cu-0.5Sc�Ͻ����¶�Ϊ350~500 ��C��Ӧ������Ϊ0.01~10 s-1�����µĸ���ѹ��������Ϊ�����þ�Ħ���������¶Ȳ��������������Ӧ�����߽����Ͻ�ı������̣��¶Ⱥ�Ӧ�����ʶԱ�����Ϊ��Ӱ���ʹ�ð���Zener-Holloman������ָ��������������ͨ������Ӧ��Բ��ϳ�����Ӱ�죬����������Ӧ��ı������̣�����Ӧ��Ա������̵�Ӱ����ɣ���ͨ�����ϳ������Ĵζ���ʽ�����ʵ�֡�
�ؼ��ʣ�Al-3Cu-0.5Sc�Ͻ𣻱�����ϵ�����±���
(Edited by Wei-ping CHEN)
Foundation item: Project (2005CB623705) supported by the National Basic Research Program of China; Project (51312010402) supported by the National Defence Pre-research Foundation of China
Corresponding author: Guo-fu XU; Tel: +86-731-88877217; E-mail: csuxgf66@csu.edu.cn
DOI: 10.1016/S1003-6326(13)62629-1

