���±��: 1004-0609(2005)07-1000-06
����״���½�����������ij�Ĥ����
ŷ������, �Ʋ���, ����, ������, ����
(���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժ Ҫ: Ϊ��̽��������������Ʒ۹����н�����Һ�����������µ���������, ���ý��ͽ������ȶ�, ʹ���ֽ���Һ����������������ǰ���̵ķ���, �о��˿���״����(����ѹ��Ϊ2.1MPa)����Һ���ij�Ĥ���ơ� �������: ����������ҺĤ�����������ɵ�, ��������ɢ��ʽ�γɵ�; ����״���µġ�ʵ�����������ڽ�Һ�μ�ѹ��ҺĤ�ij�Ĥ���̡� �����Ĥ���̿ɱ���Ϊ: ����Һ�����������, ���������������������ɢ��Һ��, �����������н�һ������ϸ��, ��������ǰ�˴���������, ����ѹ�ɺ��ԼΪ10~30��m�� �����ԼΪ10~50mm2��ҺĤ��
�ؼ���: ��������; ��ĩ; ���� ��ͼ�����: TF123.1
���ױ�ʶ��: A
Filming mechanism of high-pressure gas atomization in state of ��opened�� wake
OUYANG Hong-wu, HUANG Bai-yun, CHEN Xin, YU Wen-tao, ZHANG Xin
(State Key Laboratory of Powder Metallurgy, Central South University,Changsha 410083, China)
Abstract: By decreasing the over-heating, a amount of metal sheets were solidified in the process of high-pressure gas atomization. The results indicate that the process of filming is not continuous, but in a discrete way. There is a filming process in the condition of ��opened�� wake, as referred to solid-cone atomization. The filming process is described as: the melt is disrupted into droplets firstly by recirculation gas, and further smashed into smaller droplets in the turbulent layer by violent turbulent eddies; while crossing the Mach-disc, the droplets are squeezed into sheets with the thickness of 10-20��m, and the area around 30-40mm2.
Key words: atomization mechanism; powder; flow structure
������, ��������������Ƶ��о������˹㷺�������̽��, ���ȵ㼯���������·��������������ṹ�����ͽ���Һ��������(����)����[1-5]�� ������������������ͬ, ����������������ص������������������·��γ���һ�������ṹʮ�ָ��ӡ� ���絹�Ļ�������
����Һ���븴�������������, ������Һ�����������, ������δ����Ū��[4-10]�� ���о�����, ������������������˶�����2�ֵ��͵������ṹ, �����кͱ���״��[4, 5]�� ���ֿ�������е���Ϊ������ǰ���Ƿ���ڷ�յ�������(��)�� ������ڷ�յ�������, ��֮Ϊ����״��; ��֮, ��Ϊ����״���� ���нṹ���γ���Ҫ�ϸߵ���������ѹ������ά��, ������״���������ѹ��Խϵ͡� ��Ӧ�ڿ��������״������2�ֲ�ͬ��Һ����������: ʵ���������ƶ�Ӧ�ڿ���״��; �������ƶ�Ӧ�ڱ���״��[5]�� Ŀǰ, ���о���Ϊ, ���������������ƴ���Һ��ת��ΪҺĤ�Ĺ���, ��ЩҺĤ�ڸ������������½�һ�������Һ��; ���������ġ�ʵ������������������ʽ��������������, ����Һ��������������û�г�Ĥ���̡�
���ڽ�����������������ĸ�����, ����Һ���� �����������������Լ��������ղ���������֮����Ӱ��������ȷ��[11-15]�� ���о�������, ����ע��ڿ�������������, ��ĩ�ռ����л����������ĤƬ(����������ԼΪ5%)�� ��ЩĤƬ�Ĵ���, ��Ȼ����������״���µġ�ʵ�������������нϴ�IJ��, Ϊ��, ���߾Ϳ���״���¿��ܴ��ڵĽ���Һ����Ĥ���ƽ���ʵ���о�, ����Խ��������������������е���ʶ��
1 ʵ��
ʵ�������õ��������豸����Ӣ��PSI��˾����Ľ�������������¯�� ��������������������ͼ1��ʾ�� ��������Ϊ�ߴ�����, ��Դ��12����ѹ��ƿ�����Ĺ���ϵͳ����, �����ѹΪ5MPa, ʵ��ʱ��ѹΪ2.1 MPa�� ѡȡ6000g����ͭΪ�������� Ϊ�˻�ȡ�㹻��Ľ���ĤƬ, ���ۻ��¶���Ϊ1409K(ͭ���۵�Ϊ1359K), �����ȶ�Ϊ50K�� �¶Ȳ������Ϊ��2K�� ʵ����̳���Լ2.5min�� ��������������������, �����Ĺ��ȶ�ͨ��������150~250��֮��, һ���潵�ͽ���Һ�����˶�ճ��, ȷ������Һ��˳����ͨ����Һ��; ��һ����ʹ����Һ�������ʵ��ߵ��¶�, �����������в��¹�������, �������������� �����ȶȽ��ͺ�, ����Һ��������������ʱ, �¶�Ѹ���½�50������[16], ������Һ����δ����������Ѿ�����, �ɴ˿��Խ������Ʒ۵Ĺ��̡����̡������� ʵ����, ��ĩ�ռ����ڽ�60%�Ľ�������ĤƬ�ķ�ʽ���ڵġ�

ͼ1 �����������������
Fig.1 Close-coupled atomization process
��������ĩ��ɸ, ��ɸ�����µ�ĤƬ(����������)��Ϊ�о�����
������ò�����������õ�ɨ��羵�ͺ�ΪKYKY2800��
2 ���������
2.1ʵ����
2.1.1 ĤƬ����������
�����ռ��Ľ���ĤƬ��, ĤƬ�ĺ��ͨ��Ϊ10~30��m, ����ĤƬ����40��m, ���ĤƬ��ԼΪ3~5��m�� �Ϻ��ĤƬ�����������, ���ϱ���ĤƬ��������˴����Ŀ��� ĤƬ�Ĵ�С��һ, ƽ�������ԼΪ40mm2, ����ĤƬ���ԼΪ200 mm2, ��С��ĤƬ�����ԼΪ5~10 mm2�� ����״Ҳ�ḻ����, �з�Ҷ״�� ����״�� ��ë״�� ��״����״, �ȵ�, ��ͼ2��ʾ�� ����, ��Ҷ״������״��ĤƬ�����ϸ�, ��Լռ������70%~85%; ��ë״ĤƬ�ı����ȴ�״�ĸ�, ��ԼΪ10%~20%; ��״����״��ĤƬ���١� ĤƬ�ı���ͨ���ʲ�����ľ��״��
2.1.2 ĤƬ�ı�������
ĤƬ�ı�����ֳ�������, ��òҲ�ܸ��ӡ� ͨ���Ϻ��ĤƬ������ֳ�����, ������Թ⻬; �ϱ���ĤƬ���������������Եĺ������ơ� ����ϸС�Ŀ�, ���������Ϊ�ֲ�, ���һ����Կ�������ճ���д����ĸ�����ĤƬ��ϸ������ ����, ��Щ������С��ĤƬ��Ϻ�ϴ��ĤƬ�ۺ���һ��, ϸС�Ŀ���ͨ��ֻ��ճ����ĤƬ�ı���, ֻ�������Ŀ����ۺ���ĤƬ���档
2.2 ������������������ṹ����
2.2.1 ����״���»������������ṹ
������Һ��ʱ, �������������ṹ��ͼ3��ʾ�� �ڻ�������, �������ϵĻ��������ڽ���Һ�����ܵij��ڴ��ı䷽��, ���������Ϊ��������, ����������ı���ʱ, �������߽������, ������������, ���������ڻ��������볬���������ָ����� �ɴ��γ��˻������Լ�������֮��������� �������������֮����һ��������뿪�� ���������в�����һϵ�����ڵ��С�
�����������������������ǰ�˽��������, ��ͨ�������������������� �ڻ������ڲ�����[CM(22]������������, ���ڻ���������Χ, ������������������ ��������������ٶȺܵ�, ��������������ȴ�ܴ� �ڴ���������, ���������������������ͬ, ���������������������������൱�� ����, ���������������������������ѹ��Ӱ�첻��

ͼ2 ĤƬ��SEM��ò
Fig.2 SEM images of sheet

ͼ3 ����������������ṹʾ��ͼ
Fig.3 Schematic depiction of gas recirculation zone
�����岢���ӻ������д������ٱ߽���볬�������������С� ������Ϊ���������������������������ɼ����������١� Ȼ��, ��������������ȴ������ɥʧ������Ϊ�����ٲ��������ٱ߽���������ٻ������� ����һ���ּ��ٺ�, ��������ǰ�˱��д������������ ������������������, Ӱ���˵�Һ�ܳ��ڴ���ѹ��, ��Ӱ���˽���Һ���ij���ѹ��, �Ӷ��������Һ������������
��������ǰ��, ���屻��ק������, �����������ٲ��������ٱ߽���볬������������, ���ֻ������ڵĶ�̬ƽ�⡣ �ڽ�������������������, �����·�����������ͨ�����ͻ�ѹ��, ���ڸ��������뻷����ѹ��ƽ��, ������ѹ���Ľ���Һ�������������, �����˿�ѹ������ԭ�е�����ƽ��ṹ, ʹ�������������µĶ�̬ƽ��״����
2.2.2 ����״���µ���������
�ڽ��������������, ����������������������, ���е����������̲��ɱ���ش�����������, �������������̵ı�������֮һ�� ���о�����, ����Ƶ�ʵ���60Hz[17]�� ����[5]�Կ���״������������ģ�͵ı�����ͼ4��ʾ�� ͼ4(a)Ϊ��ʼ������Һ�����������; ͼ4(b)Ϊ����Һ���������������, �����������������, ������������, ��������ı߽��˶�; ͼ4(c)Ϊ�ڽ���Һ�������, ������������, ���ڡ����С�״��, ����Һ����ǰ���뿪�������� ����ɽ���Һ���뿪��������, ������ǰ�˵�ѹ���õ��ָ�, ʹ�������������ṹ�ظ���ͼ4(a)��ʾ��״���� ����������(a)��(b)������״���䷴��ת��, �γ��������������ơ� ����Ϊ����״���µ�������������������ʽ����������, ����ͬ�����������������Һ���ڼ���λ�������ܽ�, ��������Խ���Һ�������ø�Ϊǿ�ҡ� ��ν��ʵ������ģʽ: ����Һ����������Ƭ����Ĥ���Ĺ���, ֱ�ӱ��������������ΪϸС�Ŀ����� ��Һ�ν��볬����������, ������������������, Һ�α����١� �ڼ��ٹ�����, ������Һ���ϵ������������������ƽ���ܵ��ƻ�, Һ�ν�������ɴ�״��˿״��, ��һ�������ϸСҺ��, ��������������[18]��
���������������������ȫ��ȷ�Ļ�, ��ô, �ڿ���״��������ʱ, �ڷ�ĩ�ռ����еõ��IJ�Ӧ�ǽ���ĤƬ, ��Ӧ�Ǵ�״��������״�Ľ���м�� ����ʵ�ʿ���״��������������, �ڷ�ĩ�ռ����ڴ��ڴ����Ľ���ĤƬ, �������Ŀ��������������ڽϴ�IJ���, ������Ϊ����״���¿���ͬ�����ڳ�Ĥ
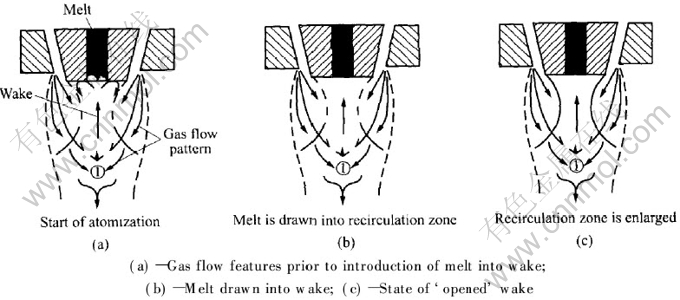
ͼ4 ����״���µ���������
Fig.4 Schematics of atomization mechanism in state of ��opened�� wake
2.3 ����״���¿��ܵij�Ĥ����
2.3.1 ����״���³�Ĥ���Ʒ���
������Ϊ����״̬�µ�����������ʽ������������ʧ���ؽ�֮�������, ���ǻ�������ѹ���ij�ʼƽ�ⱻ���ƺ�, ���������������ṹ�Ļָ��뱣��, �����Ǿֲ��Ĵ�����ָ�, ����ȫ��Ĵ��ơ� ��������: ����������������ѹ������ǰ�����, ����, ��(��)�ε�ѹ����������Ӱ�쵽��(ǰ)�Ρ� �������������Ե�Ӱ�����������Ľṹ������[19]�� �ڽ��������������, �������ڵ������������ṹ(������ṹ�����������)��Ҫ�������������еij���������, �ɼ�, ��������γɺ��ݻ���Ҫ���������������������� ���, ������ѹ���Ľ�����Ҫȡ���������������á� �����������ѹ���ʵ���, ����ƽ�����Һ���Ի�������������Ӱ��, ��ô, ������������������ṹ���ǻ����ȶ���, ������������ֻ����һ���Ƚ�С�ķ�Χ�ڷ���, ���������������ȫ��ʧ���ؽ��� ����������[5]���������������Ƶ���Ҫ��� ����, ����Һ���Ի����������ṹ��Ӱ��Ҳֵ������ע�⡣ ��Ȼ����Һ������Һ������ʽ���������, ���ڻ�����������, �����˶������������θı�(���������±�Ϊ��������; �ٱ�Ϊ��������), ����, ��Ϊ��Ҫ����Һ����Ϊ����ɢ��Һ�Ρ� ��ЩҺ���ڽ�����������һ������, ��Ϊ��ΪϸС��Һ�Ρ� ����ЩҺ�δ������ٱ߽���볬��������ʱ, �ھ�(��ԼΪ100~250kPa)��ѹ��������, Һ�α���ѹ(������)����״�����ҺĤ[5, 18]��
�ڽ���Һ�������������, ���������ڶ�̬ƽ��״��, ���������Һ������ʮ�ָ��ӵ������� ��ѧ�仯�� ���, �����������ֲ��� �����ֲ������ܴ��ڲ��Գƻ�ƽ��״��, ��Һ��������γɵ�Һ�β����Ǿ��ȵطֲ��ڻ�������, ����, Һ�εĴ�СҲ�����ȡ� �ڻ������߽�����, �����ѹ�����ٶȷֲ�������ȫ����һ��, ��ʵ��, �����Ǵ��ڲ����ȵķֲ�״���� �����ֲ������ȡ� ��С��ͬ��Һ��������������ʱ, �Ʊ�Ӱ��������������ṹ�� �������ڽ���Һ�ο�����ѹ��ϵ�(��ѹͨ��)�ķ����˶��� ����, һ����˲������˻�������ԭ�еĶ�̬ƽ��, ��һ���浼�����彫����ػָ���������ƽ��״���� �������ڻָ�������, �ֳ����µ�ѹ���ֲ�������״��, Ϊ����Һ�������������ṩ�������� �ɴ˿ɼ�, ��������ǰ����Һ���˶�״���Ķ�̬�仯, �Լ���������ά�������ṹƽ��ĵ��ڹ���, �ǿ���״����������������Ҫ������
������������, �Կ���״���½���Һ�����������̿��Ա���Ϊ: ����Һ����Һ������ʽ���������, ���ڻ��������������, Һ���������ɢ��Һ��(����ֱ�ӳ�Ĥ), ��ЩҺ�����������н�һ������ϸ��, ����������ǰ�˴��������̽���������, �ڳ���������������, ��һ������������ ���������ļ���, ����Һ����������ǰ�˴���������ʱ, ���ڸ�ѹ�±���ѹ��ҺĤ�� ��ЩҺĤ���볬������������, ��һ������ɸ�ΪϸС��Һ��, ������̳���ĩ������
2.3.2 ����״���³�Ĥ���Ƶ���֤
���ͽ������ȶ�, ʹ�ֽ���Һ���ڿ���״��������������ǰ����, �ɴ˻�ô����Ľ���ĤƬ, ��˵���ڿ���״���´��ڳ�Ĥ���ơ� ĤƬ�ĺ� ��С�� ��״�Լ�������ò�IJ���, һ���淴ӳ��������������̵ĸ�����, ��һ��������ر���, ҺĤ�����������ɵ�, ��������ɢ�ķ�ʽ�γɵġ� ��������ģʽ��ʵ������һ�������ı��������Ŀ���, �������ڴ����Ľ���ҺĤ���еشӻ�����ǰ�����ʱ, �γ���һ������ɢϸСҺĤ��ɵ������� ���, ������������̵ġ�ʵ����ģʽҲ����һ����Һ�μ�ѹ��ҺĤ�ij�Ĥ���̡�
��ij�������Ͽ�, ���������͡�ʵ����������ʵ����ͬ��, ������Һ�εij�Ĥ����, ֻ�DZ�����ʽ�����в��: ��ʵ����ģʽ�µ��������̲��硰������ģʽ��ô��ƽ�ȡ�, ��Ĥ�������Լ�����ҺĤ����Ч�����ڲ��졣 ��������������, �����������ṹ���ڶ�̬�仯����, �ر���������ѹ���IJ���, ֱ��Ӱ���˽���Һ�������ʡ� ��������ѹ�����ʱ, ���������ڴ���ѹ�����, ʹ����Һ��������, ������ֹ����Һ�����������; ��������ѹ���½�ʱ, ����Һ�������, ����˲ʱ�����������ѹ���ֲ��ṹ�� ͨ�������: ��ʵ����ģʽ��, �������ʸ�, ����Ч���ϲ�, ϸ��ĩ�ı�����; ��������ģʽ��, �������ʵ�, ����Ч����, ϸ��ĩ�����ߡ�
��ʵ��, ���ڽ�������������и�Ӱ�����ص��������, ����Һ�����������̵ľ�����ʽ�Բ���ȷ���ֲ���, ����������һ��ʱ����(������)���̡� ���������ղ�������������, �������ڽ���Һ��������, �Լ�Һ�������Ի����������ķ�����, ����Ӱ������Һ�γ�Ĥ�� ����һ�����ϵĸ������ù��̡�
3 ����
1) ͨ�����ͽ������ȶ�, ʹ���ֽ���Һ����������������ǰ���̵ķ���, �о��˿���״����(����ѹ��Ϊ2.1MPa)��������������Ľ���Һ����Ĥ���ơ� ���ռ���ĤƬ���ܺ� ��С�� ��״�Լ�������ò����, ������˵���ڿ���״���´��ڳ�Ĥ���ơ� ��ĤƬ��ò�ķ�������, ����������ҺĤ�����������ɵ�, ��������ɢ�ķ�ʽ�γɵġ� ������������ġ�ʵ����ģʽ����һ��������Һ�μ�ѹ��ҺĤ�ij�Ĥ���̡�
2) ����״���½���������ij�Ĥ����Ϊ: ����Һ����Һ������ʽ���������, �ڻ��������������, Һ���������ɢ��Һ��, �����������н�һ������ϸ��, ����������ǰ�˴��������̽����������� ����Һ����������ǰ�˴���������ʱ, �ڸ�ѹ�±���ѹ��ҺĤ, ���ȴ�ԼΪ10~30��m, �����ԼΪ10~50mm2�� ��ЩҺĤ�볬�������������, ��һ������ɸ�ΪϸС��Һ��, ������̳ɷ�ĩ������
REFERENCES
[1]Dowson A G. Atomization dominates powder production[J]. MPR, 1999, 54(1): 15-17.
[2]Schulz G. Some applications of ultrafine, gas atomized metal powder beyond classical powder metallurgy[A]. Kosuge K, Nagai H. Proc of 2000 Powder Metallurgy World Congress[C]. Japan: The Japan Party of Powder and Powder Metallurgy, 2000. 475-478.
[3]Sheikhaliev S M, Beryukhov A V, Dunkley J J. Metal droplet��s deformation and break-up by a gas stream[A]. Euro PM2004[C]. 2004. 1-6.
[4]Ting J, Anderson I E. A computational fluid dynamics (CFD) investigation of the wake closure phenomenon[J]. Materials Science and Engineering A, 2004, A379: 264-276.
[5]Ting J, Peretti M W, Eisen W B. The effect of wake-closure phenomenon on gas atomization performance[J]. Materials Science and Engineering A, 2002, A326: 110-121.
[6]Laulgy A. Atomization: The Production of Metal Powder[M]. Princeton, NJ: Metal Powder Industries Federation, 1992. 76.
[7]Mates S P, Settles G S. High-speed imaging of liquid atomization by two different close-coupled nozzles[A]. Cadle T M, Narasimhan K S. Advances in Powder Metallurgy & Particulate Materials-1996[C]. Princeton NJ: MPIF, 1996. 67-80.
[8]Liu H, Robert F. Effect of atomizer geometry and configuration on gas flow field in gas atomization[A]. Cadle T M, Narasimhan K S. Advances in Powder Metallurgy & Particulate Materrals-1997(part 1)[C]. Princeton, NF: MPIF, 1997. 5-10.
[9]Espina P I, Piomelli U. Numerical simulation of the gas flow in gas-metal atomizers[A]. Cadle T M, Narasimhan K S. Proceedings of FEDSM 98[C]. Princeton, NF: MPIF, 1998. 1-11.
[10]Dunkley J. Water bench testing boots gas atomizing[J]. MPR, 1999, 54(3): 26-29.
[11]Lee C H, Reitz R D. An experimental study of the effect of gas density on the distortion and breakup mechanism of drops in high speed gas stream[J]. International Journal of Multiphase Flow, 2000, 26: 229-244.
[12]Strauss J T. Hotter gas increases atomization efficiency[J]. MPR, 1999, 54(11): 24.
[13]Strauss J T, Miller S A. Effect of gas properties in powder yield produced by close-coupled gas atomization[A]. Advances in Powder Metallurgy & Particulate Technology-1997(part1)[C]. Princeton NJ: MPIF, 1997. 45-52.
[14]Strauss T J. Close-coupled gas atomization using elevated temperature gas[J]. Advances in PM Tech, 1999, 1: 23-34.
[15]Murray I F, Heister S D. On a droplet��s response to acoustic excitation. International[J]. Journal of Multiphase Flow, 1999, 25: 531-550.
[16]LIU Yun-zhong, CHEN Zhe-hua, WANG J N. Numerical simulation of the thermal history of droplets during multi-stage atomization[J]. Science and Technology of Advanced Material, 2001, 2:177-180.
[17]Jr Giel T V, Mueller T J. The Mach Disk in Truncated Plug Nozzle Flow[M]. AIAA, 1975. 75-886.
[18]LI Qing-quan. The principle of powder production by the closed-coupled gas atomization[J]. Powder Metallurgy Industry, 1999, 9(5): 3-17.
[19]Zucker R D. Fundamentals of Gas Dynamics[M]. Chesterland, OH: Matrix Publishers Inc, 1977.
������Ŀ: ������Ȼ��ѧ����������Ŀ(10476034)
�ո�����: 2004-11-29; ������: 2005-05-09
�����: ŷ������(1964-), ��, ����, ��ʿ.
ͨѶ����: ŷ������, ����; �绰: 0731-8877192; E-mail: oyxy163@163.com
(�༭ ���)

