
Effects of contents of Nb and C on hot deformation behaviors of high Nb X80 pipeline steels
QIAO Gui-ying(�ǹ�Ӣ)1, XIAO Fu-ren(Ф����)2, ZHANG Xiao-bing(������)3,
CAO Ya-bin(���ű�)2, LIAO Bo(�� ��)2
1. School of Environmental and Chemical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. College of Materials Science and Engineering, Yanshan University, Qinhuangdao 066004, China;
3. Shagang Group Corpoation, Zhangjiagang 215625, China
Received 10 August 2009; accepted 15 September 2009
Abstract: The behavior of the flow deformation and the effects of contents of Nb and C on deformation behaviors of high Nb X80 pipeline steels during hot compression deformation were studied by thermal simulation test. The content of solid solution Nb was quantificationally studied during the reheating and hot deformation process, and the effects of change of solid solution Nb in steels on hot deformation behaviors were discussed. The results show that the contents of Nb and C have great effects on the flow stress behaviors of high Nb X80 pipeline steels. When the C content in steels is constant, the recrystallization activation energy increases from 387 to 481 kJ/mol with increasing the Nb from 0.082% to 0.13% (mass fraction). However, the effect of Nb is correlative to the C content, i.e. w(Nb)/w(C). When w(Nb)/w(C) decreases from 3.61 to 2.18, the recrystallization activation energy decreases from 481 to 434 kJ/mol.
Key words: X80 pipeline steel; hot deformation; solid solution Nb; deformation activation energy
1 Introduction
In order to increase the transport efficiency with higher pressure and transmission rate for long distance pipeline, the high-grade steel with high strength and good low-temperature toughness is needed recently[1-2]. API-X70 grade steel is widely applied and API-X80 grade steel is also used in several projects[3-4]. For X70 and/or X80 steels, an acicular ferritic microstructure (or low-carbon bainite) is an optimal microstructure because of its excellent combination of strength and toughness[5]. However, the conventional X70 and X80 acicular ferrite pipeline steels are alloyed with Mn-Mo-Nb system owing to the higher cost of Mo element and the strict requirement of low temperature rolling process on equipment load capacity of mill, which results in a very high cost of steel plate[6]. Recently, the high Nb pipeline steels produced by high temperature processing (HTP) begins to be applied[7-8]. The basic principle is that with increasing Nb dissolved in austenite, the austenite recrystallization temperature increases greatly; meanwhile, the Nb dissolved in austenite can restrain the ferrite transformation, and promote acicular ferritic microstructure(or low-carbon bainite) transformation[8]. Thereby, the high strength pipeline steels without Mo (or little Mo) can be produced by high temperature rolling, and the cost of this steel plates can be decreased greatly[6-8]. Whereas, the effects of Nb on hot deformation and phase transformation behaviors strongly lie on behavior of Nb solid solution and precipitation during reheating and rolling processes, which has a strong relation to the contents of Nb and C in steels. Therefore, the contents of Nb and C in steels should be considered. However, the effects of the contents of Nb and C in high Nb pipeline steels on hot deformation behaviors have not been studied extensively. So, it is necessary to clarify the changing principle of effects of contents of Nb and C on the recrystallization during the hot deformation procedures[6]. In this work, the behavior of the flow deformation and the effects of contents of Nb and C on deformation behaviors of high Nb X80 pipeline steels during the hot compression deformation were studied, and the recrystallization activation energy of steel with different contents of Nb and C were calculated. Furthermore, the effects of variety of solid solution Nb in steels on hot deformation behaviors were discussed.
2 Experimental
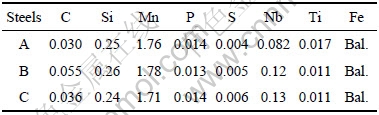
Three high Nb-low carbon microalloyed pipeline steels used in this work were prepared in a 25 kg vacuum induction melted furnace, and subsequently the cast slabs were hot forged and rolled to bars with 12 mm in diameter. In order to assure Nb solid solution, the bars were reheated at 1 250 �� for 30 min, then the bars were machined to hot deformation specimen of cylindrical rod with 12 mm in length and 8 mm in diameter. Chemical compositions of three steels are listed in Table 1.
Table 1 Chemical compositions of experimental steels (mass fraction, %)
Compress tests were performed on Gleeble-3500 hot simulator. The corresponding specimens were reheated at 1 250 ��, and hold for 5 min, then cooled to the testing temperature, and continuous compression tests were carried out to determine the critical strain in the experimental temperature range from 950 to 1 150 �� and the strain rate in the range from 0.005 s-1 to 0.1 s-1.
The content of solid solution Nb was determined with IR-1000 Inductively Coupled Plasma-Atomic Emission Spectrometer (ICP-AES). The samples were dissolved in hydrochloric acid, then the solution was filtrated. The Nb atomic emission spectrometry of solution was mensurated by ICP-AES, and then the content of solid solution Nb was determined by comparing with the standard atomic emission spectrometry.
3 Results
3.1 Stress�Dstrain curves
The typical stress�Dstrain curves of the tested steels are shown in Fig.1. Those data were determined in the temperature range from 950 to 1 100 �� and the strain rate range from 0.005 to 0.1 s-1. At the lower temperature or higher strain rate conditions, the stress�Dstrain curves display a rapid rise. This is a typical curve of work hardening. However, with increasing temperature or decreasing strain rate, the curves display a rapid initiali- zation to the maximum characterized by the peak strain (��p) and stress (��p), followed by a gradual fall to a constant stress value (��ss). Furthermore, the peak narrows and the corresponding stress and strain decease. It is typical materials to be recrystallized dynamically when deformed temperature is above half their melting points. The curves of three steels have similar changing tendency. However, the peak strain is strongly influenced by the content of added Nb and C. Under the same deforming conditions, the peak stress and strain of Steel C are the largest, those of Steel A are the least because the content of Nb of Steel A is the least. As the contents of Nb of Steel B and C are at the same level, the peak stress and strain of Steel B are lower than those of Steel C, indicating that C content in high Nb steel has an effect on hot deformation behaviors of steels.

Fig.1 Stress�Dstrain curves of tested steels under different hot deformation conditions: (a) =0.005 s-1; (b)=0.1 s-1
=0.005 s-1; (b)=0.1 s-1
3.2 Constitutive equation of hot compression deformation
The hot deformation behaviors of steels are controlled by hot activation process, which is confirmed by the analysis of effect of the deformation conditions on the peak stress (��p) using the hyperbolic sine function [9-11]:
 (1)
(1)
where A, �� and n? are constants; R is the gas constant; is the strain rate; Qdef is the activation energy; �� is the stress; and T is the absolute temperature. A method similar to that used by UVIRA and JONAS[9] was adopted to determine ��, n? and Qdef at peak stress of the dynamic recrystallization. In this case, the activation energy (Qdef) for the deformation was calculated, as shown in Table 2. The activation energy is 387 kJ/mol for Steel A, 434 kJ/mol for Steel B and 481 kJ/mol for Steel C. The fitted results are presented as a plot of ln(sinhas) vs. ln Z (Z is the Zener-Hollomon parameter, Z=exp[-Qdef/(RT)], as shown in Fig.2. The values of n? are determined (see Table 2) to be n?=5.1 for Steel A, 5.6 for Steel B and 5.8 for Steel C. These results are in agreement with the results of other works[3, 12].
Table 2 Activation energy (Qdef) and n? of three steels
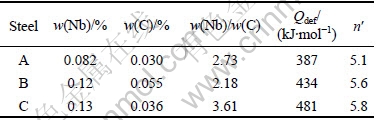
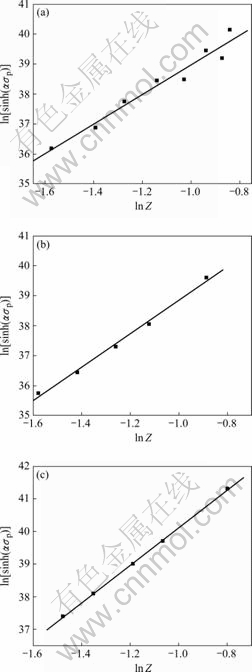
Fig.2 Correlation of ln[sinh(����p) with ln Z
The constitutive equations of hot compression deformation of three steels can be written as follows:
Steel A
=1.91��1019[sinh(����p)]5.1exp[-473 000/(RT)] (2)
Steel B
=2.02��1019[sinh(����p)]5.6exp[-467 000/(RT)] (3)
Steel C
=8.37��1019[sinh(����p)]5.8exp[-487 000/(RT)] (4)
From the results stated above, the contents of Nb and C in steels have an effect on dynamic recrystallization. The dynamic recrystallization activation energy is correlative to w(Nb)/w(C) (see Table 2), with increasing w(Nb)/w(C), the dynamic recrystallization activation energy increases. These results indicate that Nb solid solution in austenite affects the dynamic recrystallization. Therefore, the chemical composition design for high Nb steel should not only consider the Nb content, but also the C content, and the effects of w(Nb)/w(C) on Nb solution and precipitation behaviors during hot deformation.
3.3 Content of solid solution Nb
The contents of solid solution Nb of samples austenitized at 1 200 �� and deformed under different conditions are listed in Table 3. It can be seen that the content of solid solution Nb in austenite of samples after austenitizing increases with increasing Nb content in steels, whereas, the solid solution rate (solid solution Nb content/total Nb) decreases.
Table 3 Content of solid solution Nb in samples after reheating at 1 200 �� and parameters for deformation
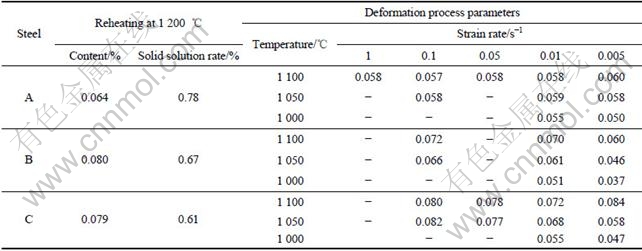
After hot deformation, for different steels, the content of solid solution Nb in austenite represents difference under different deforming conditions. For example, as deforming temperature is 1 100 ��, the contents of solid solution Nb of Steel A and B decrease little, whereas, for Steel C, the content of solid solution Nb has a little change. When the deforming temperature is 1 050 ��, the content of solid solution Nb of Steel A has a little change. However, the contents of solid solution Nb of Steel B and C decrease obviously, especially at lower strain rate. These results indicate that dynamic strain-induced precipitation may take place during hot deformation. When the deformation temperature is lower than 1 000 ��, the contents of solid solution Nb of all tested steels decrease remarkably.
3.4 Effects of contents of Nb and C
During the controlled rolling processing for pipeline steel plate, the recrystallization temperature is important for design of the rough rolling finish temperature and beginning rolling temperature in non-recrystallization zone[3]. Nb can obviously increase the recrystallization temperature. This is an aim of design of the pipeline steel with high Nb content. However, from the results as mentioned above, the effect of Nb on recreystallization is correlative to the variety of the Nb content dissolved in austenite and dynamic precipitation during the hot deformation under different conditions.
Dynamic soft process (dynamic recovery and/or recrystallization) of steel during hot deformation is controlled by the thermal activation, which is relative to the atomic diffusion ability. The hot deformation activation energy is roughly equal to the atom diffusion activation energy[12]. Adding Nb into steels can notably delay the dynamic recrystallization during the continuous deformation, and the deformation activation energy is raised notably because of the effect of atom drag. As 0.87% of Nb is added in C-Mn steel, the deformation activation energy increases to more than 380 kJ/mol (Table 2). With increasing content of Nb, the peak values of stress and strain increase. These results can be confirmed by the results of stress�Dstrain curves (Fig.1) that the peak values of stress and strain of Steel A are lower than those of Steel B or C. However, the effect of Nb on dynamic recrystallization requires that Nb added should be dissolved in austenite. A solubility of Nb relates not only to Nb content, but also to C content (see Table 1) because the contents of C and Nb in steels affect Nb content in austenite (see Table 3), consequently affect hot deformation activation energy (see Table 2). The increase of activation energy is approximately linear with increasing w(Nb)/w(C) (Table 2). The results can be confirmed by stress�Dstrain curves deformed at high temperature (see Fig.1). By comparing stress�Dstrain curves of Steel B and Steel C, as C content increases, the stress and strain of steel decease.
However, the Nb dissolved in steels has another consuming effect on dynamic or static recrystallization. As deforming temperature decreases to a critical point, NbC particles will precipitate during hot deformation. From the results of this work, with increasing the content of Nb and/or C, the critical temperature of Nb precipitation increases (see Table 3). According to the results of HERMAN et al[11], precipitation can delay both dynamic and static recrystallization. CHO et al[13] indicated that precipitation cannot prevent dynamic recrystallization, but can affect the flow stress. However, in the present work, the dynamic precipitation of NbC has a little effect on the flow stress, while it has a great effect on dynamic recrystallization. It is clearly illustrated in Fig.1(a) and Table 3 that, when the deformed temperature is 1 000 �� and strain rate is 0.005 s-1, the content of solid solution Nb in Steel A has a little variety, and the stress�Dstrain curve also holds characterization in recrystallization. For Steel B or C, the content of solid solution Nb in steel decreases notably (see Table 3). These results imply that a lot of Nb precipitation occurs; furthermore, the recrystallization is fully prevented. In addition, a certain amount of precipitates is needed to delay dynamic recrystallization. Therefore, to increase the content of Nb in steels is beneficial to increasing the dynamic recrystallization temperature; however, the Nb must be dissolved during reheating. Hence, the design of chemical composition for high-Nb steels should consider the matching of the contents of Nb and C.
4 Conclusions
1) With increasing the Nb content in steels, the amount of solid solution Nb in austenite increases during reheating. Dissolved Nb and precipitation NbC can delay dynamic recrystallization, and improve the dynamic recrystallization temperature.
2) The effect of Nb content on dynamic recrystallization has relation to the contents of Nb and C in steels. In the present work, the hot deformation activation energy approximately linearly increases with increasing w(Nb)/w(C). As w(Nb)/w(C) decreases from 3.61 to 2.18, the recrystallization activation energy decreases from 481 to 434 kJ/mol.
3) The precipitation has more effect on the dynamic recrystallization than on dissolved Nb; however, the precipitates is needed to be a certain amount, and few precipitates cannot fully prevent the dynamic recrystallization.
References
[1] YOO J Y, AHM S S, CHOO W Y. Microstructure and mechanical properties of API-X80 grade C-Mn-Nb-V-Mo linepipe steel [C]// Proc of Int Pipeline Technology Conference. Ostend, Belgium: Scientific Surveys Ltd., 2004, 3: 1089-1098.
[2] HULKA K, GRAY J M, HEITERKAMP F. Metallurgical concept and full scale testing of a high toughness, H2S resistant 0.03%C-0.10%Nb steel [R]. Niobium Technical Report 16/90, CBMM. Sao Paulo, Brazil, 1990.
[3] XIAO Fu-ren, LIAO Bo, SHAN Yi-yin, QIAO Gui-ying, ZHONG Yong, ZHANG Chun-ling, YANG Ke. Challenge of mechanical properties of an acicular ferrite pipeline steel [J]. Mater Sci Eng A, 2006, 431(1/2): 41-52.
[4] ZHENG Lei, GAO Shan, ZHANG Chuan-guo, ZHANG Bei, LI Yan-feng. Development of high Nb X80 grade pipeline steel wide-thick plate used in the second west to east gas pipeline project [J]. Welded Pipe and Tube, 2009, 32(4): 25-29, 34. (in Chinese)
[5] XIAO Fu-ren, LIAO Bo, REN De-liang, SHAN Yi-yin, YANG Ke. Acicular ferritic microstructure of a low-carbon Mn-Mo-Nb microalloyed pipeline steel [J]. Mater Charact, 2005, 54(4/5): 305-314.
[6] STALHEIM D G, JANSTO, S G. The role of niobium in high strength oil and gas transmission linepipe steels [C]// Proceedings of the Biennial International Pipeline Conference, IPC. ASME, 2007, 3(Part A): 99-106.
[7] SICILIANO F, STALHEIM D G, BORDIGNON P, GRAY J M. For steel plant how to produce HTP linepipe steel [J]. Microalloying Technology, 2007, 7(4): 18-43.
[8] STALHEIM D G. The use of high temperature processing(HTP) steel for high strength oil and gas transmission pipeline application [J]. Iron and Steel, 2005, 40(S): 699-704.
[9] UVIRA J L, JONAS J J. Hot compression of Armco iron and silicon steel [J]. Trans Metall Soc AIME, 1968, 242(8): 1619-1626.
[10] LIN Gao-yong, ZHANG Hui, GUO Wu-chao, PENG Da-shu. Flow stress of 7075 aluminum alloy during hot compression deformation [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 412-415. (in Chinese)
[11] HERMAN J C, DONNAY, LEROY V. Precipitation kinetics of microalloying additions during hot-rolling of HSLA steels [J]. ISIJ Int, 1992, 32(6): 779-785.
[12] SELLARS C M, TEGART W J M. On the mechanism of hot deformation [J]. Acta Metall, 1996, 14(9): 1136-1138.
[13] CHO S H, KANG K B, JONAS J J. The dynamic static and metadynamic recrystallization of a Nb-microalloyed steel [J]. ISIJ Int, 2001, 41(1): 63-69.
Foundation item: Project(09276705D) supported by the Key Technologies R & D Program of Hebei Province, China; Project(E2009000443) supported by the Natural Science Foundation of Hebei Province, China
Corresponding author: LIAO Bo; Tel/Fax: +86-335-8077110; E-mail: frxiao@ysu.edu.cn
DOI: 10.1016/S1003-6326(09)60039-X
(Edited by YANG Hua)

