稀有金属 2010,34(05),638-642
6061铝合金搅拌摩擦焊接头组织与性能研究
王海艳 戚文军 农登 郑飞燕
广州有色金属研究院材料加工研究所
摘 要:
采用搅拌摩擦焊方法(FSW)对6 mm厚的6061-T4铝合金板材进行对接,焊后利用光学显微镜(OM)和扫描电镜(SEM)分析、对比了焊接接头和母材的显微组织和断口形貌特征,并测试了其室温拉伸性能和显微硬度。实验结果表明:选择了适合于6061-T4铝合金板材搅拌摩擦焊的工艺参数:焊接时搅拌头旋转速度为1200 r.min-1,工件的进给速度为300 mm.min-1,在此参数下获得了与母材等强度、韧性接近于母材的焊接接头,为此种合金应用于汽车关键零部件提供了可靠的工艺方法。FSW板材接头焊核区的组织和性能明显优于其他区,热影响区是接头最薄弱的部分,焊核区的硬度最高,而热影响区的硬度最低,焊缝金属发生回复再结晶使晶粒细化。断口分析表明,断裂发生在热影响区,由于搅拌头的旋转运动和热量的累积,该区存在晶粒长大、组织粗化现象。对工艺参数的优化实验表明,搅拌头旋转速度与焊接速度对接头性能的影响存在一定的适配关系,通过工艺参数的调整可以有效地控制热影响区的焊缝组织和改善焊接接头的性能。细晶强化是搅拌摩擦焊接头强度与韧性提高的主要原因。
关键词:
6061铝合金 ;搅拌摩擦焊 ;组织 ;性能 ;
中图分类号: TG453.9
作者简介: 王海艳(1973-),女,河北迁安人,学士,高级工程师;研究方向:金属材料的成形与加工,通讯联系人,(E-mail:whywhyp@163.com);
收稿日期: 2009-11-23
基金: 广东省科技计划项目(2008A080403002,2008B050100041)资助;
Microstructure and Properties of Friction Stir Welding 6061 Aluminium Alloy Joint
Abstract:
The 6061-T4 aluminum alloy plates with the thickness of 6 mm were welded by friction stir welding.Microstructure and fractographs of the friction stir welding(FSW) joint were studied and contrasted with base metal by optical microscope(OM) and scanning electron microscope(SEM).Meanwhile,the tensile properties and microhardness at room temperature were measured.According to the experimental results,the suited parameters of friction stir welding process for 6061-T4 aluminum alloy plate were selected as follows: the rotation speed of the mixing head was 1200 r・min-1,and the speed of the workpiece feeding during welding was 300 mm・min-1.The strength and toughness of the FSW joints were equal to or close to that of the base metal under the above parameters,which provided the alloys a dependable technology for applying to key components of autos.The microstructure and properties of the weld nugget zone in the FSW joint were significantly better than other areas.The heat affected zone was the weakest part in the joint.The weld nugget zone had the highest hardness while the heat affected zone had the lowest one.The grains were refined due to the recovery and recrystallization occurred in the metal of FSW joints.The fractograph analysis indicated that fracture occurred in the heat affected zone where the grains grew larger and the microstructure was coarsened for the rotation of the mixing head and the cumulating of heat quality.The optimization results of process parameters showed that there was a certain relationship between the influence of rotation speed and welding speed on joint properties.Adjustment of the processing parameters could control the microstructure of the heat affected zone effectively and improve the properties of the joint.Grain refining was the main reason for the improvement of the FSW joint's strength and toughness.
Keyword:
6061 aluminum alloy;friction stir welding;microstructure;property;
Received: 2009-11-23
6061铝合金具有中等强度、 好的耐蚀性、 应力腐蚀破裂倾向低、 良好的成形性和工艺性能等优点, 已被广泛应用于现代建筑、 交通运输、 航空航天、 军工制造、 机械、 电力电子和家用电器等领域
[1 ,2 ]
。 焊接此类合金国内外常规的方法是采用钨极惰性气体保护焊(TIG)、 熔化极气体保护焊(MIG)和激光焊(LW)等方法
[3 ]
。 但熔焊的接头强度仅能达到母材的50%~70%, 且焊缝易产生气孔、 夹渣、 裂纹等缺陷。 搅拌摩擦焊技术(Friction Stir Welding, 简称FSW)是解决铝、 镁轻质合金连接的先进制造方法, 自1991年英国焊接研究所(TWI)发明以来
[4 ,5 ,6 ]
, 基于这种固相连接技术的优越性和独特性, 如优良的接头力学性能、 良好的韧性和抗蠕变性能、 不需要填充焊接材料、 低的热输入和低焊接变形等, 因此研究人员已在这方面开展大量的研发工作
[7 ,8 ,9 ,10 ,11 ,12 ,13 ]
。 本文将详细研究6061板材T4状态下进行搅拌摩擦焊的焊缝组织和性能, 以促进搅拌摩擦焊这种先进的连接技术在轻质合金连接方面的应用。
1 实 验
实验选用6 mm厚的6061铝合金板材, 具体合金化学成分如表1所示。 试件尺寸为300 mm×100 mm×6 mm, 其宽度方向为板材的轧制方向。
试件在FSW-3LM-4012型搅拌摩擦焊机上进行对接。 本次实验是在大量工艺实验的基础上, 综合考虑焊接接头的强度和塑性指标而确定的焊接规范, 焊接时搅拌头旋转速度为1200 r・min-1 , 焊接时工件的进给速度为300 mm・min-1 , 搅拌头的最小直径为6 mm, 搅拌头插入的焊接深度为5.6 mm。
试样沿试件横截面(垂直焊接方向)线切割截取, 经镶样、 研磨和抛光后, 用Keller试剂(3 ml硝酸+6 ml盐酸+6 ml氢氟酸+150 ml水)腐蚀。 接着用DMM-400C型光学显微镜和QUANTA 200型扫描电镜(加速电压为20 kV)观察其显微组织; 用MH-5D型维氏硬度计测试其硬度, 加载力为10 g, 加载时间为15 s; 用GP-TS2000型材料试验机测试其室温拉伸性能, 拉伸速度为2 mm・min-1 。 母材和焊接接头力学性能试验按照GB16865-1997《变形铝、 镁及其合金加工制品拉伸试验用试样》进行, 拉伸试样尺寸如图1所示。
2 结果与讨论
2.1 6061铝合金搅拌摩擦焊接头的力学性能
2.1.1 6061-T4铝合金搅拌摩擦焊焊接接头的强度
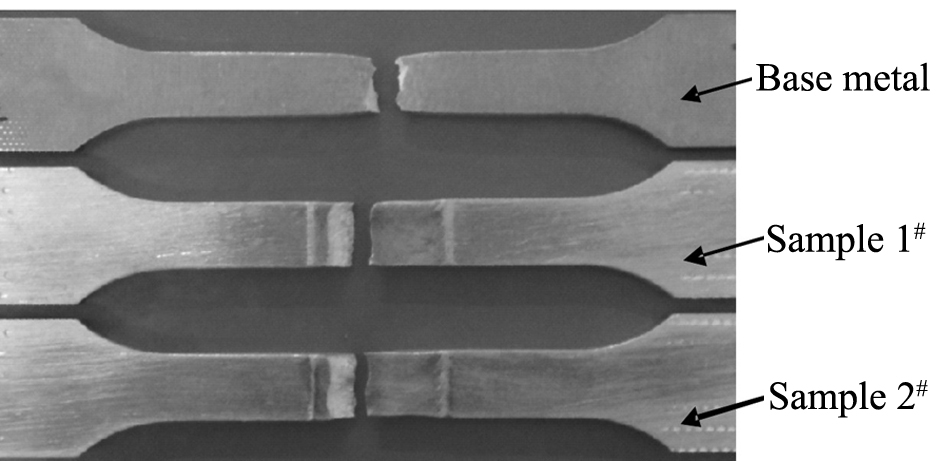
图2为部分拉伸试样断裂后的宏观形貌。 可见, 断裂时的宏观断裂特征是韧性断裂, 经T4处理的6061铝合金轧制板材在搅拌摩擦焊接后的拉伸试验断口明显发生在热影响区。
表2列出了一组试样的抗拉强度σ b 和延伸率δ 。 在选取的典型断裂试样照片(图2)中, 母材塑性最好, 是在发生明显的颈缩后断裂的。 1# 和2# 试样的断裂部位和断裂特征基本相似, 断裂都发生在接头的热影响区, 而后向焊缝扩展。 尽管发生断裂的方式有所不同, 但断裂的部位都源于热影响区, 可以推断出热影响区仍然是搅拌摩擦焊接头中最薄弱的环节。
图1 拉伸试样尺寸
Fig.1 Dimension of tensile specimen
图2 拉伸试验后部分试样的宏观形貌
Fig.2 Macro-morphology of tensile specimen
表1 6061铝合金的化学成分(%, 质量分数)
Table 1 Chemical composition of 6061 aluminum alloy (%, mass fraction )
Si
Fe
Cu
Mn
Mg
Zn
Cr
Ti
Others
Al
0.40~0.80
≤0.70
0.15~0.40
≤0.15
0.60~1.20
≤0.25
0.04~0.35
≤0.15
≤0.15
Bal.
表2 1#和2#试样的拉伸强度和延伸率
Table 2 Tensile strength and elongation of 1 # and 2 # tensile specimens
Sample
Tensile strength σ b /MPa
Elongation δ /%
Base metal
After FSW
Base metal
After FSW
1#
252
248
24.7
22.2
2#
241
234
25.2
18.3
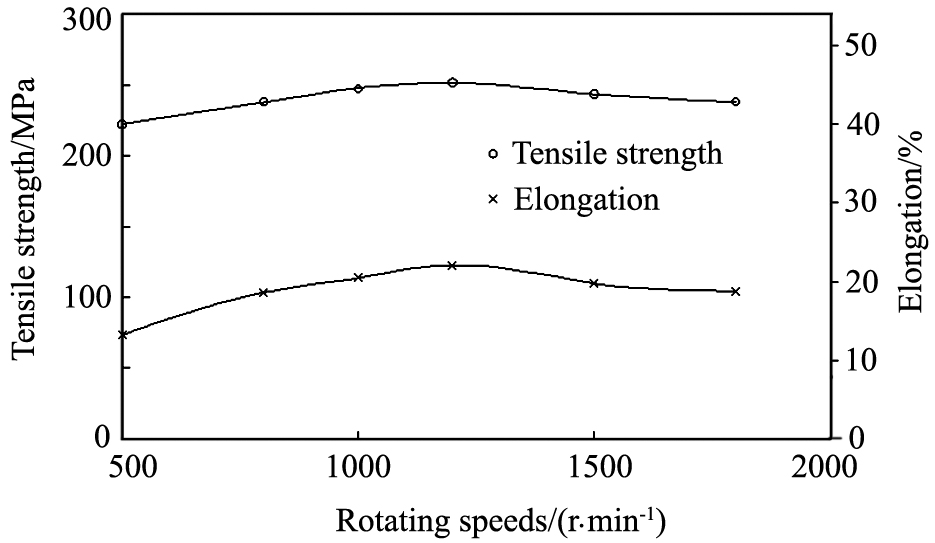
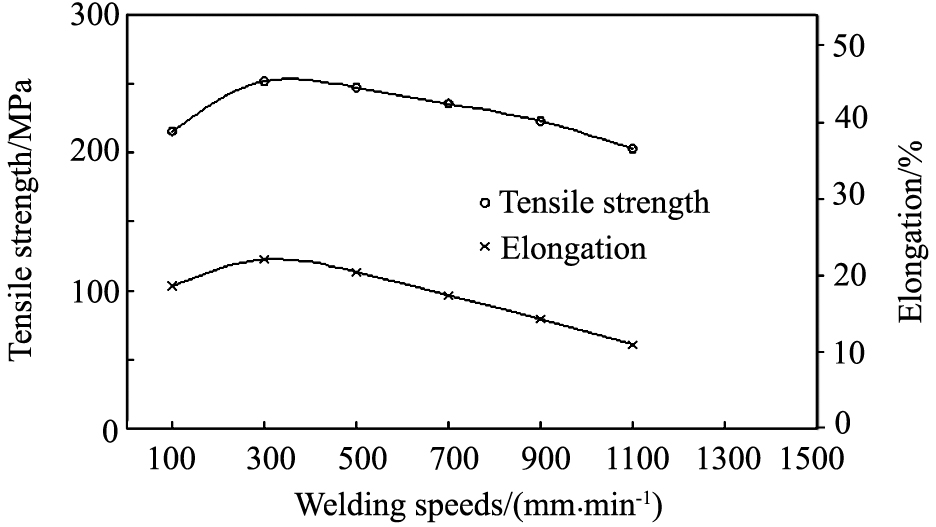
工艺参数对搅拌摩擦焊接头机械性能的影响分别如图3和4所示。 由图3可知, 随着旋转速度的增加, 6061-T4铝合金搅拌摩擦焊焊接接头的抗拉强度变化不大, 而延伸率先逐渐增加, 而后呈缓慢下降, 这是由于旋转速度的进一步增加导致热输入能量增大, 晶粒呈现长大的倾向。 由图4可知, 随着焊接速度的增加, 6061-T4铝合金搅拌摩擦焊焊接接头的抗拉强度和延伸率均先上升后下降, 出现最大值的焊接速度在300~500 mm・min-1 之间。
搅拌摩擦焊本质上是以摩擦热作为焊接热源的焊接方法, 所以采用热输入评价接头质量的优劣是一种有效方式。 根据推导, 搅拌摩擦焊的热输入q k 可表示为: q k =k ′n /v , 式中k ′为常数, n 为搅拌头旋转速度, v 为焊接速度。 可见, 参数(n /v )直接表征了焊接热输入的大小。 对于给定的搅拌头和焊接压力, 任何搅拌摩擦焊过程, 接头的质量主要取决于热输入因子n /v 。 因此通过工艺参数的调整(正确匹配搅拌头旋转速度和焊接速度)可以有效地控制热影响区的焊缝组织和改善焊接接头的性能
[14 ]
。
图3 6061-T4铝合金搅拌摩擦焊焊接接头在焊接速度为300 mm・min-1各旋转速度时的抗拉强度和延伸率
Fig.3 Tensile strength and elongation of the FSW 6061-T4 aluminum alloy joints at different rotating speeds and a welding speed of 300 mm・min-1
2.1.2 6061-T4铝合金搅拌摩擦焊焊接接头的硬度
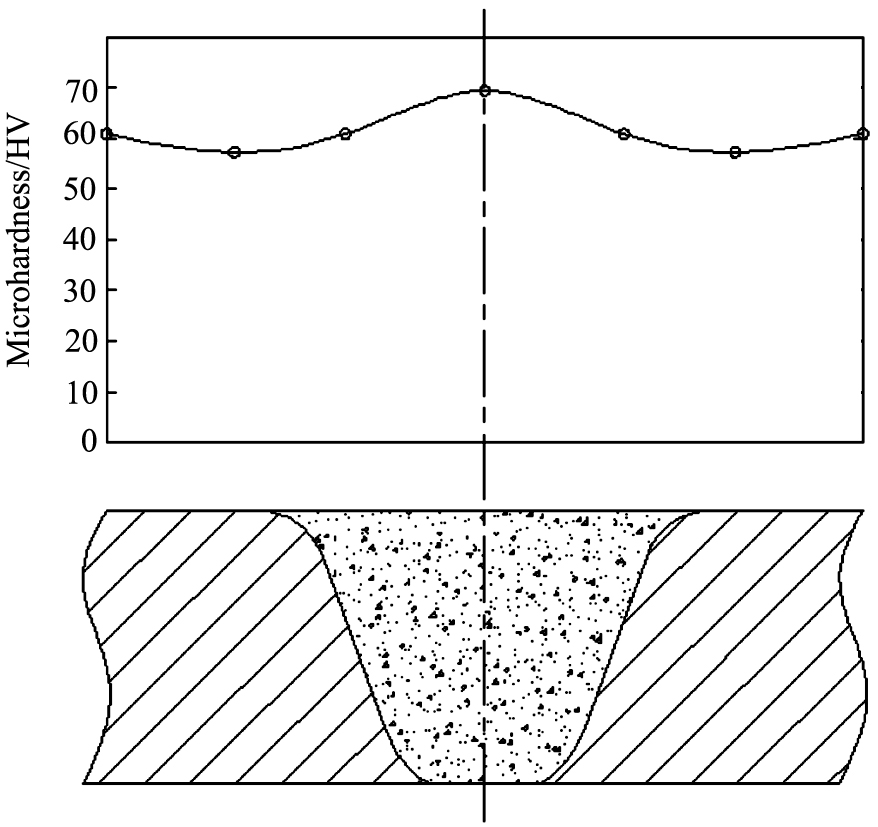
图5为6061-T4铝合金经搅拌摩擦焊后在不同区的显微硬度分布。 可见, 6061-T4铝合金经搅拌摩擦焊后焊核区硬度HV最高, 达到68.9; 在过渡区处硬度有所下降, 硬度最低点出现在热影响区, 仅为51.4, 明显低于母材(61.2), 而断裂也恰好发生在热影响区。
图4 6061-T4铝合金搅拌摩擦焊焊接接头在旋转速度为1200 r・min-1各焊接速度时的抗拉强度和延伸率
Fig.4 Tensile strength and elongation of the FSW 6061-T4 aluminum alloy joints at different welding speeds and a rotating speed of 1200 r・min-1
图5 6061-T4铝合金搅拌摩擦焊焊接接头的显微硬度分布
Fig.5 Microhardness distribution of the FSW 6061-T4 aluminum alloy joint
2.2 6061铝合金搅拌摩擦焊接头的微观组织
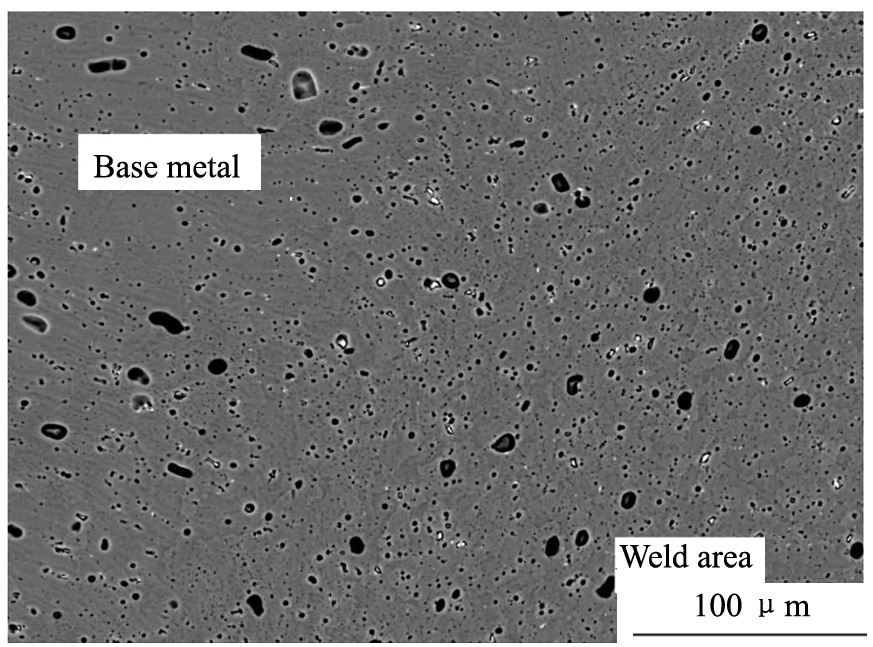
图6为6061-T4铝合金搅拌摩擦焊接头横截面以及母材的显微组织。 可见, 焊核区、 热机影响区、 热影响区和母材间存在着明显的分界, 且各区的显微组织存在差异: 焊核区组织比较细小, 基本上是由被搅拌头破碎后的细小的等轴晶组成的; 热机影响区组织比焊核区稍微粗大一些; 热影响区的组织在焊接过程中受到搅拌头的旋转作用和金属流变的散热影响, 晶粒长大、 粗化。 与母材组织(图6(b))相比, 热影响区组织的轧制特征减少, 而被粗化的晶粒尺寸接近母材。
图6 6061-T4铝合金搅拌摩擦焊焊接接头横截面(a)和母材(b)的显微组织
Fig.6 Microstructures of cross-sectional of the FSW 6061-T4 aluminum alloy joint (a) and base metal (b)
对于6061铝合金板材, 搅拌摩擦焊后母材和焊缝区强化相Mg2 Si的数量和分布没有显著的不同, 即搅拌摩擦焊的过程中没有析出相的强化。 但在搅拌头的快速旋转而产生的摩擦热的驱动下, 焊缝金属发生回复再结晶使晶粒细化, 从而焊缝得到了比母材精细的微观晶粒组织
[15 ,16 ]
, 如图6和7所示。 因此, 搅拌摩擦焊接头性能的提高主要是通过焊缝组织的细晶强化
[17 ]
来实现的。
2.3 拉伸试验断口的SEM及分析
图8为搅拌摩擦焊后和母材的拉伸试样的断口扫描照片。 可见, 6061-T4铝合金母材和焊接后的断裂都明显属于韧性断裂, 而进行FSW后的拉伸断口的等轴型韧窝明显多于母材, 韧窝小而深, 许多小韧窝聚集成尺寸较大的韧窝。 母材试样的断口呈现出比接头试样大而深的韧窝, 表明母材的韧性优于热影响区。
图7 6061-T4铝合金搅拌摩擦焊焊接接头的SEM图
Fig.7 SEM of the FSW 6061-T4 aluminum alloy joint
图8 6061-T4铝合金经搅拌摩擦焊焊后(a, b)和母材(c, d)的拉伸试样断口形貌
Fig.8 Fracture morphology of the tensile specimens of the 6061-T4 aluminum alloy after FSW (a, b) and the base metal (c, d)
3 结 论
1. 选择了适合于6 mm厚的6061-T4铝合金板材搅拌摩擦焊的工艺参数, 获得了与母材等强度、 韧性接近于母材的焊接接头, 为此种合金应用于汽车关键零部件提供了可靠的工艺方法。
2. FSW焊核区的组织及性能明显优于其他区, 热影响区是接头最薄弱的部分, 搅拌头的旋转运动和热量的累积, 使该区的晶粒长大, 组织粗化, 接头的断裂就发生在此处。
3. 在合适的工艺参数控制下, 搅拌摩擦焊可以获得较为优质的焊接接头, 细晶强化是提高接头强度与韧性的主要原因。
参考文献
[1] Xiao Yaqing,Xie Shuisheng,Liu Jingan,Wang Tao.Alumi-num Technology Practical Handbook[M].Beijing:MetallurgyIndustry Press,2005.165.(肖亚庆,谢水生,刘静安,王涛.铝加工技术实用手册[M].北京:冶金工业出版社,2005.165.)
[2] Luan Guohong,Guo Delun,Zhang Tiancang,Wei Yi.Appli-cation of friction stir welding to aircraft manufacturing industry[J].Aeronautical Manufacturing Technology,2002,(11):20.(栾国红,郭德伦,张田仓,韦依.搅拌摩擦焊在飞机制造工业中的应用[J].航空制造技术,2002,(11):20.)
[3] Zhao Yong,Fu Juan,Zhang Peilei,Yan Keng,Jiang Chengyu.Research on effect of welding ways on joint performance of alumi-num alloy[J].Journal of Jiangsu University of Science andTechnology(Natural Science Edition),2006,20(1):90.(赵勇,付娟,张培磊,严铿,蒋成禹.焊接方法对6061铝合金焊接接头性能影响的研究[J].江苏科技大学学报(自然科学版),2006,20(1):90.)
[4] Thomas W M,Nicholas E D.Friction stir welding for the trans-portation industries[J].Materials and Design,1997,18(12):269.
[5] Mahoney M W,Rhodes C G.Properties of friction stir welded7075 T651 aluminum[J].Metallurgical and Materials Transac-tions(A),1998,27(7):1955.
[6] Liu G,Murr LE,Niou C S.Microstructural aspects of the fric-tion stir welding of 6061 T6 aluminum[J].Scripta Material,1997,37(3):355.
[7] Wang Dayong,Feng Jicai,Zhang Wei,Chen Guoqing.Ther-mal cycle analysis of friction stir welding Al-Li alloy[J].Chi-nese Journal of Rare Metals,2004,28(1):156.(王大勇,冯吉才,张伟,陈国庆.铝锂合金搅拌摩擦焊热循环[J].稀有金属,2004,28(1):156.)
[8] Sato Y S,Kokawa H,Enomoto M.Microstructural evolution of6063 aluminum during friction stir welding[J].Metallurgicaland Materials Transactions(A),1999,30(9):2429.
[9] Park S H C,Sato Y S,Kokawa H.Effect of microtexture onfracture location in friction stir weld of Mg alloy AZ61 during ten-sile test[J].Scripta Materialia,2003,49(2):161.
[10] Lee Chang-Yong,Lee Won-Bae,Kim Jong-Woong,Choi Don-Hyun,Yeon Yun-Mo,Jung Seung-Boo.Lap joint properties ofFSWed dissimilar formed 5052 Al and 6061Al alloys with differ-ent thickness[J].J.Mater.Sci.,2008,43:3296.
[11] Liu Huijie,Fujii H,Maeda M,Nogi K.Tensile properties andfracture locations of friction-stir welded joints of 6061-T6 alumi-num alloy[J].Journal of Materials Science Letters,2003,22:1061.
[12] Wang Deqing,Liu Shuhua,Cao Zhaoxia.Study of friction stirwelding of aluminum[J].Journal of Materials Science,2004,39:1689.
[13] Vijay Soundararajan,Eswar Yarrapareddy,Radovan Kovacevic.Investigation of the friction stir lap welding of aluminum alloys AA5182 and AA6022[J].Jmepeg,2007,16:477.
[14] Zhou Wansheng,Yao Junshan.Aluminum and Aluminum AlloyWelding[M].Beijing:Machinery Industry Press,2006.322.(周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2006.322.)
[15] Cederquis TL,Reynolds A P.Factors affecting the propertiesof friction stir welded aluminumlap joints[J].Welding ResearchSupplement,2001,80(12):281.
[16] Chao Y J,Wang Y,Miller K W.Effect of friction stir weldingon dynamic properties of AA2024-T3 and AA7075-T7351[J].Welding Journal,2001,80(8):196.
[17] Li Jie,Song Renguo,Chen Xiaoming,Ma Xiaochun,Weng Xi-aohong.Effects of solid solution treatment on microstructure andmechanical properties of 7050 high strength aluminum alloy[J].Chinese Journal of Rare Metals,2009,33(4):494.(李杰,宋仁国,陈小明,马晓春,翁晓红.固溶处理对7050高强铝合金显微组织和机械性能的影响[J].稀有金属,2009,33(4):494.)