稀有金属 2013,37(02),330-334
复合轧制变形量对Ag/Cu结合界面的影响
卢绍平 杨红梅 俞建树 毛端 朱勇 王健
稀贵金属综合利用新技术国家重点实验室贵研铂业股份有限公司
云南铜业科技有限公司
摘 要:
采用室温固相复合技术制备Ag/Cu复合材料。利用拉力试验仪、扫描电镜、能谱仪等设备对Ag/Cu复合材料的剥离力、界面形貌和成分进行分析。结果表明,Ag/Cu复合材料随着轧制变形量提高,界面的剥离力逐渐增大,在轧制变形量75%时结合牢固。复合轧制结合方式符合裂纹机制。
关键词:
复合轧制 ;变形量 ;剥离力 ;界面形貌 ;
中图分类号: TG339
作者简介: 卢绍平(1980-),男,云南会泽人,学士,工程师;研究方向:贵金属及其复合材料; 王健(E-mail:wj@ipm.com.cn);
收稿日期: 2012-09-19
基金: 2009年国家科技部科研院所技术开发专项;
Effect of Deformation Amount of Composite Rolling on Ag/Cu Interface
Abstract:
The Ag/Cu composite was prepared by room temperature solid-phase composite technology,the stripping force and the interfacial morphology and component of the Ag/Cu composite were investigated with a tensile tester and the scanning electron microscopy.The results showed that the interfacial stripping force of the Ag/Cu composite increased gradually when the deformation amount improved,when the deformation amount improved 75%,the Ag/Cu composite combined firmly.The composite rolling combination mode was conformed to the crack mechanism.
Keyword:
composite rolling;deformation amount;stripping force;interfacial morphology;
Received: 2012-09-19
Ag/Cu是最具代表的双金属复合材料, 这类复合材料能有效发挥银的良好导电性、 导热性; 铜的机械性能, 力学性能。 在高新电子工业中有着重要的应用, 是一种非常具有推广应用前景的复合材料
[1 ,2 ,3 ]
。
室温固相复合技术制备复合材料, 主要是“预处理→复合轧制→扩散退火”工艺。 在以往开展的研究工作, 主要集中于复合前的预处理和扩散退火的研究。 文献
[
4 ,
5 ,
6 ,
7 ,
8 ,
9 ]
研究了轧制复合前银、 铜表面的净化处理方式; 不同热处理条件下Ag/Cu结合面元素分布及组织形态; 热处理温度条件下的结合性能, 并探讨了热加工参数对结合机制的影响。
以往的研究发现, 室温固相复合的结合强度很弱, 很容易将它们进行剥离。 本文通过增大轧制复合变形量, 增强复合界面结合强度。 采用剥离试验方法, 进行剥离界面形貌及成分分析, 探讨Ag/Cu轧制复合变形量对结合界面的影响; 开展此项工作对认识复合机制, 有效完成复合工艺过程及下一步 “扩散退火”都将具有重要意义。
1实验
实验用纯度99.95%的Ag板: 2.0 mm×100 mm×2000 mm, 纯度99.95%的Cu板: 2.0 mm×100 mm×2000 mm; 经退火处理后, 采用钢丝刷去除附在银、 铜表面的氧化膜; 将银和铜通过导位装置, 银在上, 铜在下叠加进入工作辊Φ160 mm的四辊系冷轧机, 在变形量50%, 60%, 70%, 75%的工艺下进行室温固相复合。 试样编号分别为1# (50%), 2# (60%), 3# (70%), 4# (75%)。
在FM-700型拉力试验机上测定试样结合界面剥离力。 用JSM-6360LV型扫描电镜(SEM)观察银/铜界面附近的组织及沿界面撕裂后剥离面的形貌, 并用能谱分析法(EDS)对微区成分进行分析。
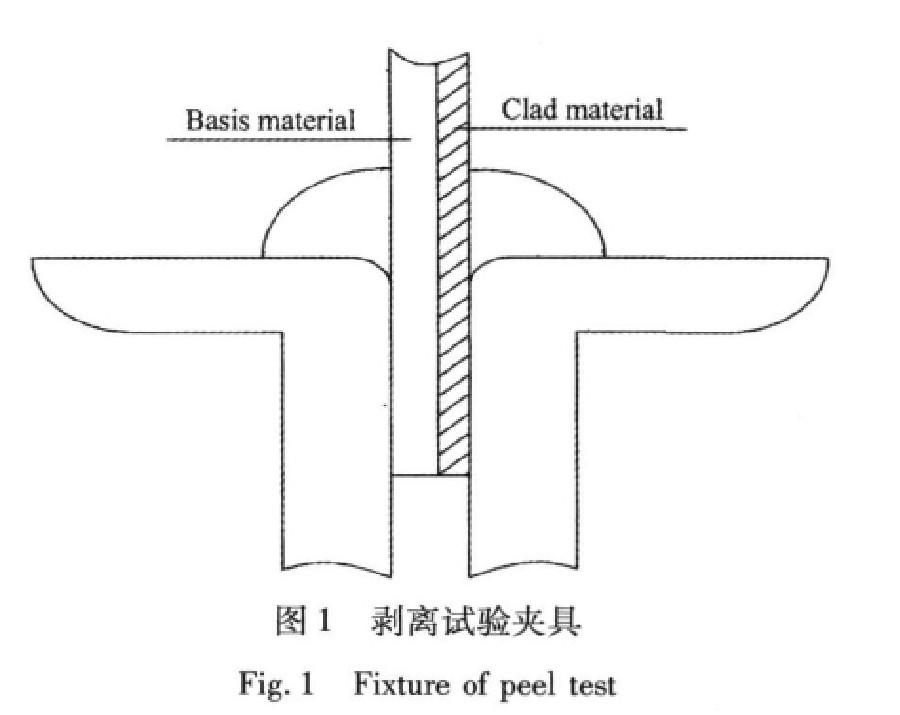
Ag/Cu复合板宽度为10 mm, 放入夹具图1中, 用钳子夹紧头部, 按箭头方向来回做90°弯折, Ag层与Cu层在弯曲应力的作用下产生分层, 接下来把头部分层处剪切齐整, 放到拉力试验机上, 一端夹住Ag 层, 一端夹住Cu层进行拉力剥离试验。
2结果与讨论
2.1 不同轧制变形量剥离力的测试
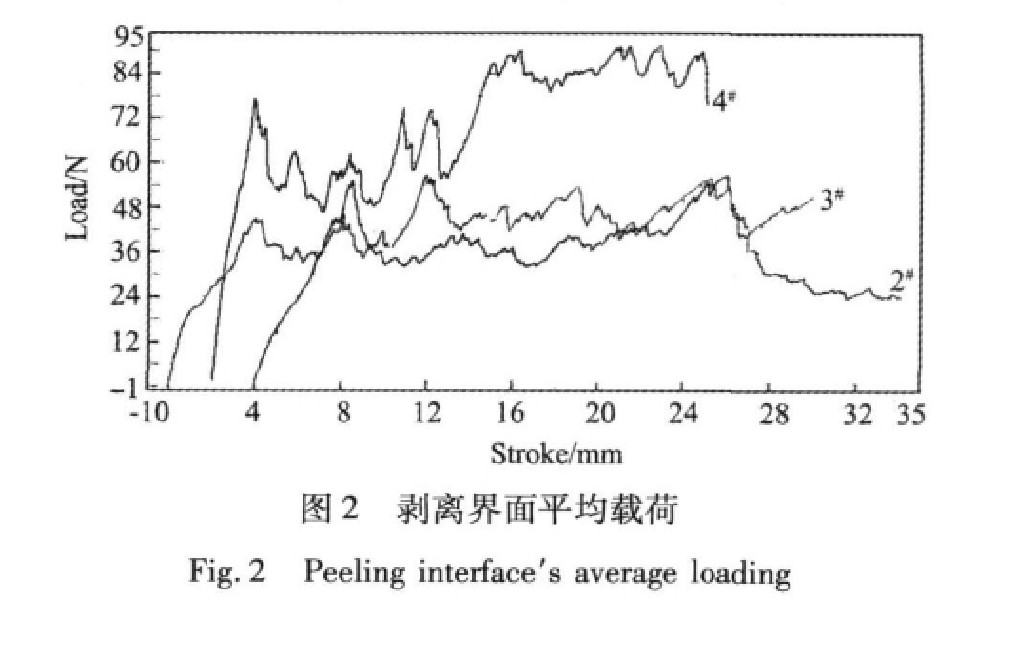
目视观察复合轧制后的4个样品, 其中1# 的Ag层和Cu层轧制后即分离, 其余3个样品的Ag层和Cu层间紧密结合, 因此在拉力试验机上只能进行2# , 3# , 4# 进行剥离。 试验结果见图2, 2# 的剥离载荷稍小于3# , 4# 的剥离载荷明显高于2# , 3# , 最高值达到90 N, 分析得出下列4个样品的平均剥离力: (1) 1# 是50%变形量, 在室温固相复合后即分离, 视平均剥离力为0 N; (2) 2# 是60%变形量, 在室温固相复合下复合的平均剥离力32 N; (3) 3# 是70%变形量, 在室温固相复合下复合的平均剥离力40 N; (4) 4# 是75%变形量, 在室温固相复合下复合的平均剥离力64 N。
根据上述结果绘制不同变形量与平均剥离力的关系图(图3), 从图3可以看出, 随着轧制变形量增大, 界面的剥离力逐渐增大, 结合牢固度逐渐增强。
2.2 不同轧制变形量剥离界面组织
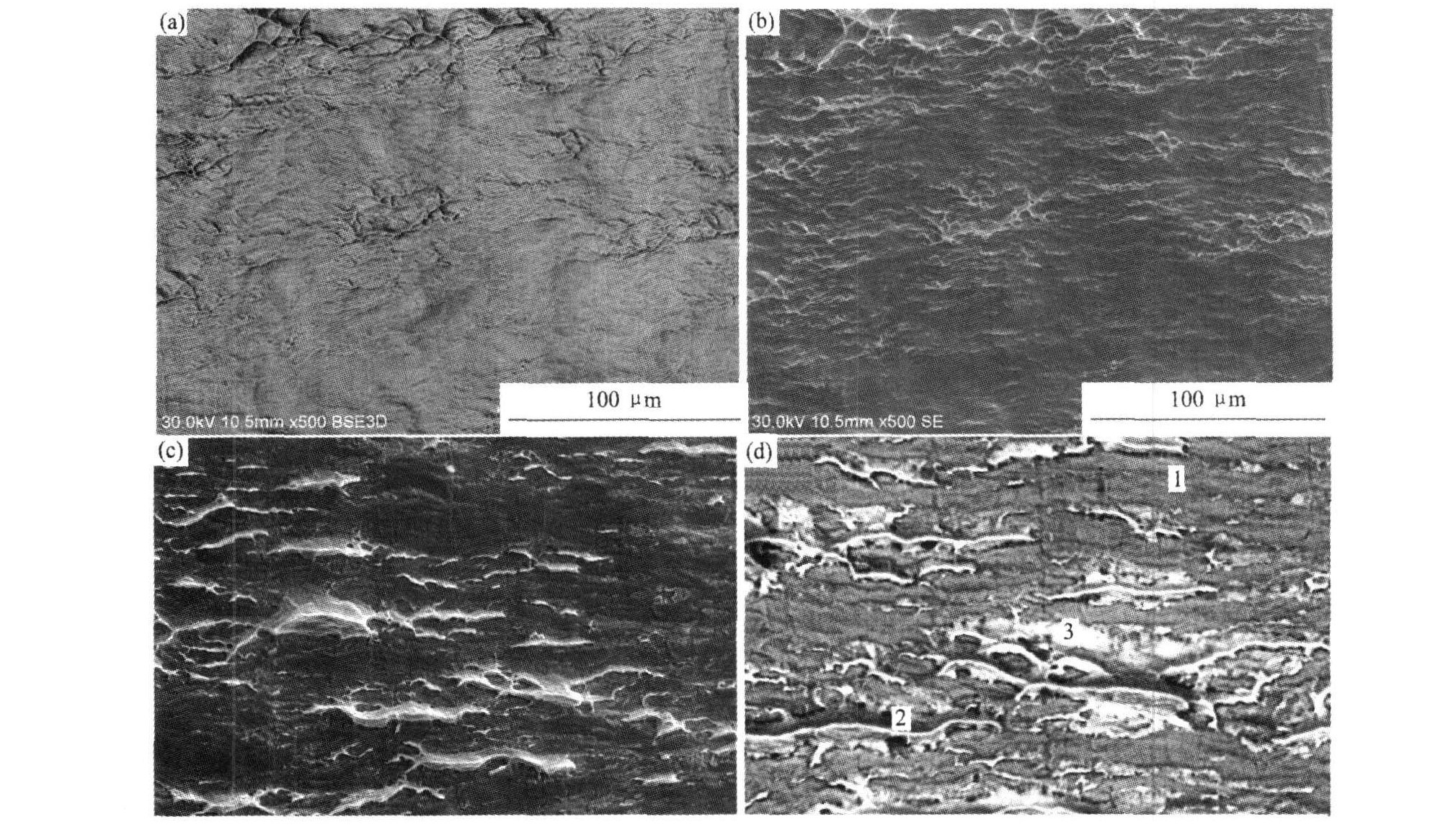
将轧制后分离的1# 和结合紧密的2# , 3# , 4# 试样剥离后的Cu层, 用JSM-6360LV型扫描电镜(SEM)观察撕裂后的断面形貌, 如图4所示, 可以看出, Ag/Cu复合轧制变形量为50%时, Ag 层和Cu层间未形成结合点, 轧制后即分离, 在 Cu层表面产生大量褶皱, 见图4(a), 这种褶皱是轧制过程中银和铜延伸率不同产生的相互间挤压, 在变形方向上, Ag的塑性好, 变形速率大, 银对铜产生拉应力, 铜对银产生压应力, 复杂的力学环境, 导致图中铜面的不均匀变形产生褶皱, 但未形成结合点, 因此轧制后即分离。 当轧制变形量增加到60%时, 从图4(b)中的Cu剥离面可以观察到有絮状及丝状的白亮结合点产生, 这是在搓轧过程中, 银为软金属, 被挤出填充铜的皱褶区, 从而在界面的接触部位产生粘合, 在剥离时, 银层有少量表面在拉裂时粘附在铜层的剥离面上, 形成少量白亮的界面粘合点, 此时的结合很弱的, 结合强度不高。 随着轧制变形量增加到70%时, 银和铜的结合点明显的增多, 且有少量片状结合产生, 能观察到凹凸的机械嵌合, 轧制后的试样有轻微的发热, 这是在搓轧过程中, 由于Ag 层和Cu层变形量大产生大量的热量, 这些热量的产生促进Ag/Cu复合层的界面结合, 产生界面粘合的同时有少量机械齿合, 致使其结合强度大于60%变形量轧制的2# 试样, 这个结果与剥离试验相符。 当轧制变形量增加到75%时, 轧制后的试样会有明显的发热, 观察其剥离Cu层, 如图4(d)所示, 片状结合点明显增加, 并有扩大形成白色片状小区域, 在表面还形成很多的微裂纹, 裂口垂直轧制方向, 在裂口中有许多白亮的片状物, 说明在75%变形量的轧制复合过程中, 产生的大量热量促进Ag/Cu复合层的界面结合, 过程中复合金属的抗变形力降低, 致使Cu层表面产生裂口, 形成了裂口结合, 同时由于变形产生的热量使轧制复合过程中银层和铜层间温度升高, 此时引入热作用机制, 导致结合所需的变形量减少, 使4# 样品的Ag 层和Cu层间既有界面粘合和大量机械齿合, 又激发了裂纹齿合机制, 使其结合强度大大提高
[10 ,11 ,12 ,13 ]
。
图3 变形量与剥离力的关系
Fig.3 Relation of deformation amount and stripping force
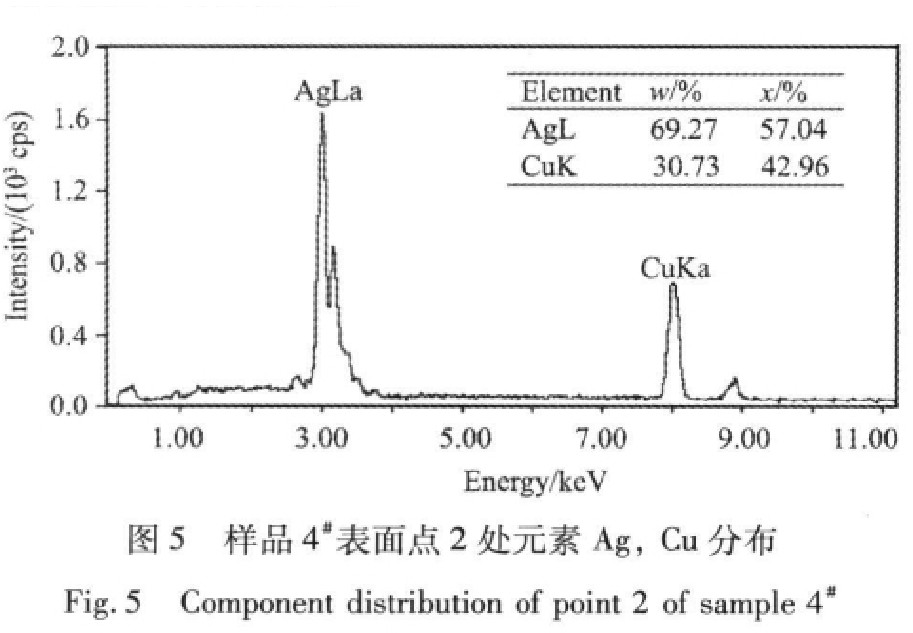
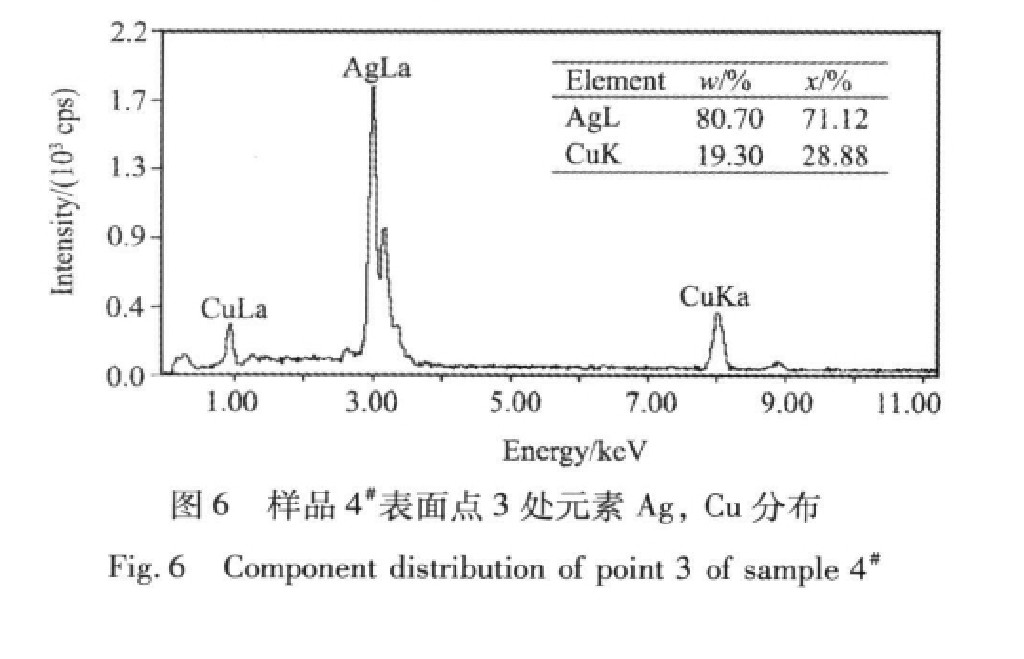
为了更好的分析4# 样品的结合强度明显提高的原因, 我们对4# 样品的黑色区域、 片状结合处和裂口处进行光谱分析, 见图4(d)中标记的1(黑色区域)、 2(裂口内的白色片状物)和3(白色片状结合区域)位置, 其元素分布情况如下: (1) 黑色区域检测为100%Cu, 说明黑色区域为物理界面结合, 没有Ag分布; (2) 裂口内的白色片状物的银含量达69.27%, 见图5, 说明已有大量银挤入铜层表面的裂纹中与铜形成牢固地结合, 进一步说明变形量最大的4# 样品的银铜界面已产生裂口结合方式, 银已经嵌入到铜的变形裂纹里, 形成牢固的“钉扎”; (3) 在白色片状区域银含量增加到80.7%, 见图6, 且在4# 的形貌上看, 已经有少量像点3处形成小区域的银铜结合面, 说明随着变形量的增大, Ag 层和Cu层间形成的结合点有扩大的趋势, 并形成较小的结合区域
[14 ,15 ]
。
图4 不同轧制变形量的Ag/Cu复合带Cu侧分离表面貌
Fig.4 Cu interfacial SEW photographs of different deformation amount
(a) Deformation 50%; (b) Deformation 60%; (c) Deformation 70%; (d) Deformation 75%
结合上述成分分析, 当复合轧制变形量达到75%时, 在剥离开的铜层表面上粘附着许许多多的银, 这些银主要分布在Cu层的裂纹和表面粘合处, 并且形成了表面凹凸不平的相互嵌入的机械齿合和“钉扎”的裂纹齿合相互交错, 具有较高结合强度的结合方式。
3 结 论
轧制变形量为50%时, 室温固相复合后银铜层分离, 随着变形量增加, 银铜层形成紧密结合, 当变形量在60%和70%时, 虽出现了絮状和片状结合点, 其结合强度有所提高, 但二者相差不大。 变形量达到75%时, 铜层表面产生了少量片状结合区域和裂纹, 形成了表面凹凸不平的相互嵌入的机械齿合和“钉扎”的裂纹齿合相互交错, 使Ag/Cu复合层的界面结合强度大大提高。
参考文献
[1] Yin P,Huang F X,Li S S,Wang Z,Li M.Researchadvances of Ag matrix composite[J].Materials Review,2009,23(S14):350.(尹平,黄福祥,李司山,汪振,李敏.银基复合材料的研究进展[J].材料导报,2009,23(Z14):350.)
[2] Nobuyuki Yam Agishi.Dai Huifen transtation.Electri-cal contact materials[J].Electrical Engineering Materi-als,2011,2:41.(山岸宣行.戴惠芬译.电触头材料[J].电工材料,2011,2:41.)
[3] Meng L,Zhang L,Zhou S P,Yang F T,Shen Q J.Effect of annealing temperature on peeling strength ofAg/Cu bimetallic strips[J].Transactions of Materialsand Heat Treatment,2002,23(3):31.(孟亮,张雷,周世平,杨富陶,沈其洁.退火温度对Ag/Cu层复合板分离强度的作用[J].材料热处理学报,2002,23(3):31.)
[4] Ma Z X,Hu J,Li D F,Li Y L.Overview of researchand manufacture of layer metal composite plate[J].Chinese Journal of Rare Metals,2003,27(6):799.(马志新,胡捷,李德富,李彦利.层状金属复合板的研究和生产现状[J].稀有金属,2003,27(6):799.)
[5] Jiang G S,Wang Z F,He P,Wang H S.Effect ofprocessing of surface-treatment on shear strength of inter-face of Cu/Mo/Cu composite[J].Chinese Journal ofRare Metals,2005,29(1):6.(姜国圣,王志法,何平,王海山.表面处理方式对铜/钼/铜复合材料界面结合效果的影响[J].稀有金属,2005,29(1):6.)
[6] Li X G,Qi K M,Zhu Q.Cold rolling of ZnAl cladmaterial[J].The Chinese Journal of Nonferrous Metals,1999,9(2):300.(李兴刚,齐克敏,朱泉.锌/铝轧制复合研究[J].中国有色金属学报,1999,9(2):300.)
[7] Wang P,Liu S C,Liu D Y,Chen R S,Teng Y L,DaiY K.Study on diffusion interface of copper/steel[J].Nonferrous Metals Processing,2006,35(2):34.(王璞,刘世程,刘德义,陈汝淑,滕颖丽,戴雅康.铜/钢扩散复合界面分析[J].有色金属加工,2006,35(2):34.)
[8] Huang W,Zhou S P,Yang F T,Meng L.Current sta-tus and future prospects for China's research on layeredcomposite materials used in electrical contactors[J].Materials Review,2001,15(8):26.(黄伟,周世平,杨富陶,孟亮.我国层状复合电触头材料的研究现状及进展[J].材料导报,2001,15(8):26.)
[9] Meng L,Zhou S P,Yang F T,Shen Q J,Yang M S.Effect of roll bonding and diffusion treatment temperatureon bond properties of Ag/Cu bimetallic laminates[J].The Chinese Journal of Nonferrous Metals,2001,11(6):982.(孟亮,周世平,杨富陶,沈其洁,刘茂森.轧制及扩散温度对Ag/Cu层状复合材料结合性能的影响[J].中国有色金属学报,2001,11(6):982.)
[10] Wu A P,Zou G S,Jin Q,Liu G M.Primary investi-gation of the rolling diffusion bonding of mild steel[J].Welding&Joining,2005,(9):25.(吴爱萍,邹贵生,金奇,刘根茂.金属轧制扩散复合技术基础研究[J].焊接,2005,(9):25.)
[11] Yu J M,Yu C S,Zhu Q.Effect of rolling temperatureon bonding strength of clad plates[J].Journal of North-eastern University,1995,16(5):491.(于九明,于长生,朱泉.轧制温度对复合板初结合强度的影响[J].东北大学学报,1995,16(5):491.)
[12] Xu W,Zhu M,Guo S L,Hu J,Li D F.Titanium-alu-minum clad sheet and affecting to processing performance[J].Chinese Journal of Rare Metlas,2011,35(3):342.(徐卫,朱明,郭胜利,胡捷,李德富.钛-铝复合板界面组织及其对加工性能的影响[J].稀有金属,2011,35(3):342.)
[13] Ping C X,He Y D,Chen G A.Mechanical planariza-tion of Ni-P electroless plating[J].Chinese Journal ofRare Metals,2011,35(3):189.(平朝霞,何业东,程国安.机械研磨化学镀Ni-P镀层[J].稀有金属,2011,35(3):189.)
[14] Ge R S,Zhang Y A,Li Z H,Wang F,Zhu B H,XiongB Q.Fatigue crack growth rate and microstructures of2E12 and 2524 alloy[J].Chinese Journal of Rare Met-als,2011,35(4):600.(葛荣山,张永安,李志辉,王锋,朱宝宏,熊柏青.2E12和2524铝合金微观组织与疲劳裂纹扩展速率研究[J].稀有金属,2011,35(4):600.)
[15] Sun B,Mao C H,Gan B,Yang J,Wang S S,Ma S W.Preparation of(WC+B4C)p/6063Al composites by vac-uum hot-pressing[J].Chinese Journal of Rare Metals,2012,36(6):1015.(孙波,毛昌辉,甘斌,杨剑,汪山山,马书旺.(WC+B4C)p/6063Al复合材料的制备工艺研究[J].稀有金属,2012,36(6):1015.)