稀有金属 2005,(05),773-779 DOI:10.13373/j.cnki.cjrm.2005.05.039
高强铝合金的激光-MIG复合焊接的实验研究
田志凌 彭云 张小牧
钢铁研究总院结构材料研究所,钢铁研究总院结构材料研究所,钢铁研究总院结构材料研究所,钢铁研究总院结构材料研究所 北京100081 ,北京100081 ,北京100081 ,北京100081
摘 要:
以20 mm厚的高强铝合金2519-T87为研究对象, 研究了激光-MIG复合焊接工艺的工艺参数、坡口形貌以及热处理制度对高强铝合金的平板对接接头的抗拉强度的影响。研究表明:采用类似双U型坡口比国外常用的双V型坡口更有利于复合焊的焊接;保护气体对焊接接头的气孔的形成比较敏感, 从而影响焊接接头的抗拉强度, 复合焊的保护气体一般采用He气中添加少量的Ar;送丝速度通过改变焊接热输入来影响焊缝组织的晶粒大小以及强化元素的烧损量对焊接接头的强度影响较大。焊后对接头进行合适的热处理, 可以显著提升接头的抗拉强度。
关键词:
激光-MIG复合焊 ;2519-T87高强铝合金 ;坡口 ;保护气体 ;热输入 ;
中图分类号: TG456.7
收稿日期: 2005-07-20
基金: 国家863计划 (2002AA305402) 资助项目;
Laser-MIG Hybrid Welding on High Strength Aluminum Alloy
Abstract:
The 20 mm thickness high strength aluminum alloy 2519-T87 as the study object was used.It has focused on how the parameters of the laser-arc hybrid welding, groove pattern and the system of heat treatment affect the tensile strength of the butt welding joints.Results indicate that double-U-like groove is useful for hybrid welding than the double-V groove used in the oversea;the shielding gas is sensitive to the formation of the porosity, so as to affect the tensile strength, the shielding gas of the hybrid welding is He and a little of Ar.The wire feed rate is correspond to the heat input.With high heat input, the microstructure of the weld will be coarse and the strengthening elements will be burned loss.By suitable heat treatment, the tensile strength of the post-weld will improve a lot.
Keyword:
laser-MIG hybrid welding;2519-T87 high strength aluminum;groove;shielding gas;heat input;
Received: 2005-07-20
2519-T87高强铝合金是一种可通过热处理强化的硬铝合金, 其较高的强度以及优良的焊接性使其在国防事业上应用越来越广泛, 然而高强铝合金的普通熔化焊时, 由于热输入量比较大, 接头软化、 裂纹、 气孔等问题都很难解决, 接头的强度往往只有母材的60%左右。 其次由于焊接道次比较多, 引起熔合区过热, 导致热影响区以及焊缝的强度大幅下降。 激光焊接高强铝合金虽然能够显著提高接头的强度, 但是对于反射率比较高的铝合金, 激光的利用率比较低, 而且非常容易产生气孔、 缩孔、 裂纹、 咬边等缺陷, 难以实现厚板铝合金的焊接。 所以为了很好解决高强铝合金焊接问题, 必须找到一种新的焊接方法。 激光-MIG (Metal inert gas arc welding) 复合热源焊接铝合金可改善焊道成形, 提高激光吸收率; 激光-MIG复合热源获得的熔深, 大于单独激光或MIG采用同等热输入获得的熔深, 并且它能够减轻单独激光焊接时的气孔裂纹问题, 因此更适合厚板焊接, 在对高强度装甲铝合金的焊接上这是一个非常有前途的方法。
复合焊最早是由英国学者提出的, 主要是通过激光匹配一定的电弧进行复合热源焊接, 研究发现复合焊不仅可以降低成本提高效率, 还可以提高熔深
[1 ,2 ]
。 激光-MIG复合焊是将激光与MIG电弧进行复合, 利用MIG的指向性来改善焊接适应性, 增加熔融金属的润湿性, 同时由于自身能够比较稳定地填丝, 可以较容易的改善焊缝金属的微观组织以及接头的力学性能, 而且添加电弧后整个焊接过程会更加稳定。 焊接时, 热输入相对较小, 焊缝以及热影响区都比较窄, 而且焊后的变形和焊接残余应力也较小
[3 ]
。 因此在对厚板的焊接上激光-MIG焊接工艺有很大优势特别是对一些反射率比较高的有色金属如Al, Cu。 本文采用激光-MIG焊接工艺焊接高强铝合金, 旨在解决高强铝合金的接头强度偏低的问题以便推广激光-MIG焊接工艺在高强铝合金的应用。
1 实 验
1.1 实验设备及装置
实验采用的焊接设备焊接设备采用奥地利产Frounious半自动焊机, 最大输出电流为450 A, 以及德国产的DC030板条CO2 激光器, 额定功率为3.5 kW, 焦距为150 mm。 激光-MIG复合焊的装配示意图如图1所示, 激光倾斜10°, MIG焊枪与工件之间的交角为75°, 焊丝干伸长为15 mm。 焊接过程中采用激光在前电弧在后的方式。
图1 激光-MIG复合焊装配示意图
Fig.1 Assembly scheme of laser-MIG hybrid welding
1.2 实验材料
所用母材为2519-T87, 以及2219-T87两种高强铝合金, T87表示母材的处理状态为固溶处理后, 经7%的冷加工冷变形, 然后进行人工时效, 实验过程中采用了自己研制的焊丝8# 丝, 母材及焊丝的成分如表1所示。
焊前试板、 工作台、 卡具都用丙酮进行了除油清理, 焊前还对试板进行了刮刀除氧化膜处理。 焊后试板进行时效处理以及固溶加时效处理。
1.3 实验方法
试板材料选用2519-T87铝合金板, 尺寸为260 mm×190 mm×20 mm, 采用平板对接。 拉伸试验是在AG-100KNE (50 kN) 及UH-F50A (250 kN) 拉伸试验机上, 按照GB2650-89进行。 焊接接头的硬度测试试验是在日本AKASHI的MVK-E型显微硬度计进行的, 从接头一侧的母材开始每隔0.5 mm取点测量, 一直延伸到接头另一侧母材, 加载载荷100 g, 加载时间为15 s, 取点位置为距焊缝表面1/4处。 采用LEICA MEF4金相显微镜对接头的组织进行了观察以及分析以及利用日本的JSM6400型扫描电镜 (SEM) 及配带的LINK公司的能谱仪 (EDS) 进行拉伸试样断口分析。
表1 母材及焊丝的成分
Table 1 Component of wire and base material
编号
Cu
Mn
Zr
Ti
V
Cr
Fe
Zn
Al
6.0~6.8
0.2~0.3
0.10~0.20
0.10~0.15
0.1
0.2~0.4
0.04
0.07
余
5.6
0.28
0.19
0.06
0.05
-
0.15
0.07
余
2 结果及分析
2.1 坡口形貌对焊接工艺的影响
坡口形貌对复合焊的对接实验起着非常重要的作用, 铝合金的厚板焊接一般都采用I型、 V型以及U型坡口。 由于激光复合焊的熔透能力在5~7 mm之间, 而且复合焊对间隙的要求也较高, 对于20 mm厚的板材I型坡口是不合适的。 V型坡口以及U型坡口在对高强铝合金中的焊接中得到了应用。 国外目前在对复合焊的对接焊上采用的坡口一般都为V型坡口, 坡口角度一般为30°左右
[4 ]
。 我们试验了角度为30°的双V型坡口, 以及类似于双U型的坡口。 坡口形貌如图2所示。
V型坡口角度为30°, 钝边为6 mm, U型坡口共试验了两种角度30°以及20°, 类似U型坡口中间的小平台的宽度为3 mm, 钝边为6 mm。
焊后发现采用V型坡口的焊接接头, 熔深非常浅, 甚至连V型尖头有时都不能熔掉。 这是因为MIG电弧弧柱比较大, 而V型尖头处过于窄, 在尖头处电弧直接在V型坡口两侧燃烧, 形成的等离子体也只停留在坡口表面而不能达到V型坡口底部。 此外在V型尖头处电弧受到了强烈的压缩, 此时电弧的等离子体密度非常高, 激光穿透电弧将要耗费大部分的能量, 到达坡口底部也形成不了深熔焊, 并且焊接过程也极不稳定。 将V型坡口的尖头处改成平底, 能够减少电弧的压缩, 提升激光的利用率, 整个焊接过程也比较稳定并且在激光的引导下电弧能够到达小孔深处, 从而增加熔深, 达到对接的目的。 类似U型坡口的角度对复合焊的焊接效果也有很大影响, 当类似U型坡口的角度在10°时, 电弧不能够达到坡口底部, 在整个焊接过程中可以观察到电弧电流电压值波动都比较大, 激光形成的等离子体飘在坡口表面, 形成的熔深也比较浅。 当坡口的角度在15°时, 整个焊接过程比较稳定, 在坡口外也没有观察到激光等离子体的存在, 说明激光等离子体已经降到了坡口内, 坡口内的穿透熔深也随之增加不少。
图2 复合焊的坡口形状
Fig.2 Geometry of joint groove
(a) 类似于U型的坡口; (b) V型坡口
2.2 保护气体对接头性能的影响
采用合适的保护气体不仅可以提高接头的力学性能还可以减少接头的缺陷。 复合焊的保护气体一般采用在He气中添加一定量的Ar气, He气电离能比较高, 可以减少激光等离子体屏蔽现象, 但是He气含量太高将会导致电弧的不稳定。 添加少量的Ar不仅可以稳定电弧还可以改善焊缝的表面成形, 但是Ar的含量太多时将会形成大量的等离子体, 屏蔽激光, 造成焊接过程的不稳定, 并且减少熔深。 为了找到He和Ar合适的比例, 我们设计了3组不同的He∶Ar比例进行对接试验: (1) 纯He 50 L・min-1 ; (2) 40 L・min-1 He+15 L・min-1 Ar; (3) 40 L・min-1 He+10 L・min-1 Ar。 其他工艺参数如下: 激光功率: 3.5 kW, DLA (激光与电弧之间的距离) : 2 mm, 离焦量: +2 mm, 焊接速度: 1 m・min-1 , 送丝速度: 5.6 m・min-1 , 电流: 158 A, 电压: 23.5 V。 不同保护气体对钝边的穿透能力也有很大的不同, 采用纯He的穿透能力最大, 可以穿透钝边直接作用在反面底部的铜垫片上; 研究表明: 当采用40 L・min-1 He+10 L・min-1 Ar作为保护气体, 其穿透钝边的能力为5 mm, 采用40 L・min-1 He+15 L・min-1 Ar作为保护气体, 其穿透钝边的能力仅仅只有3 mm。 图3为不同保护气体对复合焊接头拉伸强度的影响。
从图中可以看出采用40 L・min-1 He+10 L・min-1 Ar作为保护气体, 获得接头的强度达到最大, 这与焊接接头的缺陷有很大关系, 主要是气孔, 由于气孔的存在降低了接头的力学性能。 通过X射线探伤观察到保护气体对接头的缺陷影响比较大, 在采用40 L・min-1 He+10 L・min-1 Ar作为保护气体时接头的气孔数最少, 采用纯He和40 L・min-1 He+15 L・min-1 Ar作为保护气体焊接接头上都发现了大量的气孔, 为了研究不同保护气体对接头气孔敏感性的影响, 对接头进行了X射线探伤, 表2为不同保护气体焊接接头的X射线探伤结果。
研究发现, 复合焊中电弧的不稳定是气孔产生的主要原因。 在观察焊缝截面发现添加了少量Ar, 焊缝熔深虽然有了少量的减少, 但是整个焊接过程中更加的稳定了。 Ar的含量增加的过高将会使电弧过度膨胀, 不能够达到坡口底部熔深会急剧减少, 等离子体对激光的屏蔽作用就会越来越明显, 这就是为什么通入15 L・min-1 Ar气后局部区域出现了未焊透而且出现比较大尺寸的气孔。
图3 不同保护气体对复合焊接头拉伸强度的影响
Fig.3 Affection of shieding gas types on tensile strength of hybrid welding joint
表2 不同保护气体焊接接头的X射线探伤结果
Table 2 Results of X-ray inspection in different shielding gas
通气条件
缺陷等级
缺陷类别
-1 Ⅱ
气孔较多, 在5 cm长的局部焊缝中共有1 mm以上气孔2个, 0.7 mm左右气孔5个
-1 He+-1 ArⅠ
气孔非常少, 且气孔直径低于0.5 mm
-1 He+-1 ArⅢ
局部区域出现未焊透, 且气孔数目非常多, 出现直径为2 mm的气孔
图4 不同保护气体的硬度曲线
Fig.4 Hardness curves in different shielding gas joints
图4为不同保护气体的硬度曲线。 从硬度曲线上来看, 采用混合保护气体和纯He作保护气体中焊缝的硬度值变化不大, 但是采用混合保护气体热影响区中存在一个硬度值非常低的区域, 而采用纯He作保护气体热影响区中的硬度值没有发生明显的先升高后降低的现象, 所以说采用纯He作保护气体热影响区软化问题不是很明显, 这是因为He的电离能比较高, 而且在相同的电流下He产生的电压要比Ar大, 从而使能量更加集中, 热影响区的宽度软化程度就会相应地减少。 但是由于整个焊接接头的薄弱环节在焊缝区, 热影响区的软化并不是整个接头硬度值最低处, 考虑到采用混合保护气体更加有利于稳定焊接过程, 所以复合焊的保护气体还是采用He和Ar的混合保护气体。
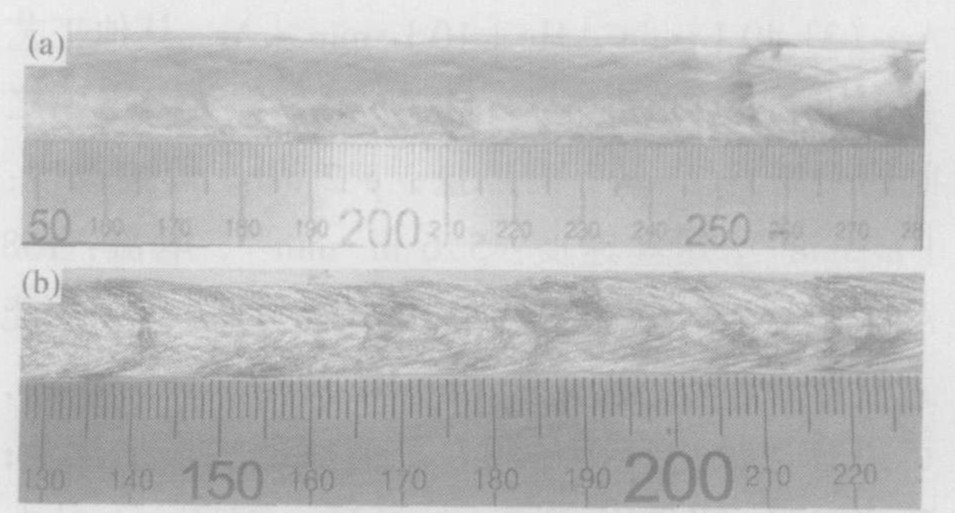
添加少量的Ar还可以改善焊缝成形。 图5为纯He和在He中添加10的Ar的混合保护气体焊缝表面。 从图5中可以看出添加了Ar气的混合保护气体, 阴极破碎作用比较明显, 焊缝表面非常光滑, 没有非常明显的氧化痕迹。
2.3 热输入
复合焊的热输入可以通过调节MIG电弧的送丝速度来调节焊接的热输入, 采用小的送丝速度, 激光与MIG复合的效果不明显, 也没有体现出电弧稳定激光的效果, 此时复合焊的焊接类似于单独激光焊, 随着送丝速度的增加复合焊的熔深增加比较多, 但是当送丝速度升到了一定量时, 在坡口内由于电流的增加形成的电弧等离子体密度也随之增加, 这种高密度高温的等离子体吸收了大量激光的能量, 复合焊的熔深反而减少, 而且这种高温高密度的等离子体不仅不能够稀释激光形成的等离子体, 反而会屏蔽激光, 使整个焊接过程也变得极不稳定
[5 ]
。 实验中对比了3种送丝速度: 4, 6, 8.5 m・min-1 。 其他工艺参数如下: 激光功率: 3.5 kW, DLA (激光与电弧之间的距离) : 2 mm, 离焦量: +2 mm, 焊接速度: 1 m・min-1 。
图6为不同送丝速度下的接头的拉伸强度对比。 采用送丝速度为4 m・min-1 时, 接头强度最大, 达到350 MPa, 母材的抗拉强度为479 MPa。 随着送丝速度的增加接头的强度逐渐地减少, 当送丝速度达到8.5 m・min-1 时, 接头强度只有295 MPa。 但是送丝速度也不能过小, 过小的送丝速度将会减少熔深, 造成未焊透, 在送丝速度为3 m・min-1 时, 接头处就出现大量的未熔合, 无法截取拉伸试样。 研究表明送丝速度太小, 焊接熔化将会不连续, 导致焊接过程不稳定, 焊缝区的缺陷将会增多, 而且在对20 mm厚的板材进行多道焊所需的焊接道次将会增加很多, 焊接效率将会大大下降。 但是过大的送丝速度不仅会导致焊缝金属晶粒粗化, 而且由于坡口内熔融金属的量过多, 干扰了激光匙孔的平衡, 反而会降低熔深, 造成局部未熔合。 所以送丝速度必须严格控制在一个合适的范围。
不同送丝速度下的焊缝中心组织以及接头组织见图7, 从图中可以看出当送丝速度增加到8.5 m・min-1 时, 焊缝中心组织主要是以粗大的树枝晶为主, 而送丝速度为6 m・min-1 时的焊缝中心处的树枝晶组织就比较细小了, 局部区域还能观察到等轴晶的存在。 送丝速度较小时获得的组织比较细小一部分原因是因为送丝速度小时对应的焊接的热输入也比较小, 晶粒自然就会比较细小, 其次由于送丝速度过大时, 激光完全被电弧等离子体所屏蔽, 不能在熔融金属上形成小孔 (激光小孔对熔池有搅拌作用) , 对熔池的搅拌作用就会减弱。 送丝速度过大还会造成紧靠焊缝区的热影响区中的晶粒粗化。 另外随着送丝速度的增加, 电流电压也随之增加, 电弧中心的温度达到几万K以上, 导致一些起强化作用的合金元素如Cu, Mn等大量烧损, 打能谱显示在送丝速度为6 m・min-1 时的焊缝中心的树枝晶内Cu的含量为5.51%, 没有探测到Mn的存在, 在送丝速度为8.5 m・min-1 时, 焊缝中心的树枝晶内Cu的含量降为3.05%, 也没有探测到Mn的存在。 由于送丝速度的增大使强化元素Cu, Mn大量的烧损, 接头强度自然就会随之降低。
图5 不同保护气体的焊缝表面
Fig.5 Surface of weld in different shielding gas types
(a) 40 L・min-1 He+10 L・min-1 Ar; (b) 50 L・min-1 He
图6 不同送丝速度下的接头的拉伸强度对比
Fig.6 Comparison of tensile strength in different wire feeding speeds
图8为不同送丝速度下的拉伸断口形貌。 复合焊的拉伸断口都是韧窝型断口, 只不过随着送丝速度的增加, 拉伸断口的韧窝尺寸也随之增加。 当送丝速度为6 m・min-1 时, 断口的韧窝尺寸比较小, 韧窝的直径在2.0~3.5 μm之间, 当送丝速度为8.5 m・min-1 时, 韧窝的直径在5~9 μm之间。
图9为不同送丝速度下的硬度曲线, 从中可以看出当送丝速度较小时, 由于焊接热输入比较小, 不仅焊缝区的硬度值要略为大些, 热影响区没有明显的软化区域, 而送丝速度较大时, 热影响区的过时效区的软化非常严重, 最低点的硬度值只有110。 送丝速度较大时, 热影响区所受到的热作用比较大, 紧靠焊缝的热影响区受到的热循环比较大, 局部区域的峰值温度到达了共晶温度点, Cu原子的活性非常大, 所以这个区域的晶粒粗化非常明显, 在晶界和晶内有大量共晶相的形成, 由于一些强化相与旁边的α基体相互作用形成共晶相, 所以这个区域的硬度值也是比较低的。 距熔合区稍远的区域, 由于有充分的热作用, 母材中这些强化相粒子重新固溶, 在通过自然时效和人工时效后这些强化相有重新析出长大, 硬度值又重新恢复。 再稍远的区域由于焊接热循环比较小, Cu原子的活性减弱, 强化相粒子基本上没有发生固溶, 大部分粒子受热作用而发生长大, 形成一个软化区域, 在这个区域硬度值又降得非常低, 所以当送丝速度比较大时整个接头的硬度值走向是先升高后降低接着又升高。 而当送丝速度较小时, 整个接头没有观察到明显的硬度值先升高后降低的现象, 这是因为焊接的热输入比较小, 整个热影响区作用时间比较短, 即使在过时效区由于热循环时间比较短, 强化相粒子来不及长大, 硬度值也就没有降下去, 所以在送丝速度较小时整个接头的硬度曲线是逐渐升高的, 中间只是略微有些波动。
图7 不同送丝速度下的焊缝中心组织以及接头组织
Fig.7 Microstructure of weld center and joint in different wire feeding speeds
(a) 送丝速度为6 m・min-1 (中心) ; (b) 送丝速度为8.5 m・min-1 (中心) ; (c) 送丝速度为6 m・min-1 (接头) ; (d) 送丝速度为8.5 m・min-1 (接头)
图8 不同送丝速度下的拉伸断口
Fig.8 Tensile fracture in different wire feeding speeds
(a, b) 送丝速度为6 m・min-1 ; (c, d) 送丝速度为8.5 m・min-1
图9 不同送丝速度下的硬度曲线
Fig.9 Hardness curves in different wire feeding speeds
2.4 热处理制度的影响
与MIG一样, 焊后采用合适的热处理制度接头强度能够提高很多, 实验中采用了3种热处理制度: 自然时效、 人工时效 (120 ℃×18 h) 、 固溶处理加人工时效 (535 ℃×1 h+120 ℃×20 h) 。 不同热处理制度下的力学性能如表3所示。
焊后仅仅通过自然时效获得的接头的强度比较低, 通过人工时效接头的强度有部分的提高, 不过此时接头的薄弱环节与自然时效一样都还是在焊缝区; 固溶处理后加人工时效接头的强度提高较多, 并且接头的塑性也有很大的提高, 此时接头的薄弱环节在热影响区, 拉伸断口也都断在热影响区。 固溶处理后, 随着人工时效时间的增加, 接头的抗拉强度和屈服强度都有比较微小的增加。
表3 不同热处理制度的力学性能
Table 3 Mechanical property in different heat treatment
热处理制度
抗拉强度/
屈服强度/
断后伸
断面收
295
178
2.5
13.5
340
280
2.0
16.5
415
250
22.0
35.5
420
255
19.0
20.5
430
260
23.0
39.5
3 结 论
1. 采用合适的焊接规范可以获得高强铝合金的激光-MIG复合焊接工艺的无缺陷焊接接头。 且接头抗拉强度能达到350 MPa, 达到母材的73%。
2. 采用类似于U型坡口能够使电弧达到坡口底部, 从而可获得更大的熔深。
3. 采用在He中添加少量的Ar作为保护气体, 可以稳定电弧, 减少气孔率。 并且能够改善焊缝成形。
4. 合适的热输入能够增加熔深稳定焊接过程, 在确保接头无焊接缺陷的情况下, 采用送丝速度4 m・min-1 时接头强度达到最大。
5. 采用人工时效和固溶处理加人工时效的热处理制度, 接头强度提升很多。 固溶处理后随着人工时效时间的增加, 接头强度是逐渐增加的。
参考文献
[1] Steen WM, Eboo M, Clarke J.Arc augmented laser welding.ad-vancesin welding process proceedings[A].4th International Confer-ence[C].Harrogate, 1978.9.
[2] Steen WMEboo M.Arc augmented laser welding[J].Metal Con-struction, 1979, 11 (7) .
[3] 王威, 李丽群, 王旭友, 等.激光与电弧焊接技术[J].焊接, 2004, (3) :6.
[4] Ymakino, Kshiihara.Combination welding between CO2laser beamand MIGarc[J].WeldingInternational, 2002, 16:99.
[5] 陈彦宾.激光-TIG复合热源物理特性研究[D].哈尔滨工业大学博士论文, 2003.