����GTAW�۳���Ϊ�ͺ�����ε���ά��ֵģ��
���糬������������ܿ������ʤ��
(���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժҪ����������������ټ����屣���绡��(GTAW)����ά����̬��ֵģ�ͣ��о����ӹ����е��۳�����������Ժ�����ε�Ӱ�졣ģ�ⲻͬ�������۳���˲̬�¶Ⱥ��ٶȷֲ����۳���̬�仯�Լ�������״���о��о�������������ʽ��GTAW���ӵ��۳���Ϊ�ͺ�����״����Ҫ��Ӱ�죻����������£�����ǿ�ȵIJ�������۳������Ե����������ʵı仯���Ӷ��ں��������������������������£��۳ص���̬�仯�������������Ĺ��̣���������������������Ƶ�����ӣ������غ��ӷ����ϵ��������ʼ�С�������ļ��߶ȼ�С��
�ؼ��ʣ�GTAW������������۳أ����죻��ֵģ��
��ͼ����ţ�TG44 ���ױ�־�룺A ���±�ţ�1672-7207(2013)11-4712-08
Three-dimensional modeling of weld pool dynamics and weld bead formation during pulsed GTAW
GAO Ruchao, RAO Zhenghua, LI Yunxiao, LIAO Shengming
(School of Energy Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The complex transport phenomena and their effect on weld pool dynamics and the formation of weld bead in moving gas tungsten arc welding (GTAW) under the pulsed current were studied by using a 3D transient numerical model. The transient distributions of the temperature and melt flow velocity in the weld pool, weld pool dynamics, and solidified weld bead were simulated. The results show that the current pattern has significant effects on the weld pool dynamics and weld bead shape in GTAW. The surface ripples are formed under pulsed current by the interplay between the up-and-down weld pool dynamics, caused mainly by the periodically varied current and the weld pool solidification rate. Under continuous current, weld ripple is not observed due to the continuous weld pool dynamics and solidification. The larger pulsed current frequency tends to decrease the solidification rate and thus the pitch and height of the ripples are reduced.
Key words: gas tungsten arc welding; pulsed current; weld pool; weld bead; numerical simulation
����GTAW���ӵĵ�����ֵ����һ��Ƶ�������Եر仯��������ַ�ֵ�����ͻ�ֵ��������ÿ�������У���ֵ�������Ⱥ��ۻ������γ��۳أ���ֵ����ά�ֵ绡ȼ��ͬʱʹ���빤�����������٣���ˣ�����GTAW���̾��нϺõĵ绡���Ժͽϵ͵��������룬��Ӧ������㷺[1]���۳����̺��ڹ������γ����Ӷ��ɵĺ���[1-2]�������������״���������庸�����ܵ���Ҫָ�꣬���Ժ��Ӽ��ĽṹӦ�������ӽ�ͷ��ǿ�Ⱥ�ƣ������������Ҫ��Ӱ�졣����GTAW������滹�����ź����IJ���[1-2]�����뺸�ӹ�����ƫ��������ṹȱ���йء������о�������ʵ��[3-6]����ֵ[7-9]�����о�GTAW���ӵ��۳���Ϊ�ͺ�����Ρ����ڸ��µ绡�Լ�ĸ�Ľ����IJ����ԣ��������(���¶ȡ��ٶȵ�)������ʵ�鷽����ã�����ö�����GTAW���̵���ȫ���⡣Kim��[7]�о�������GTAW�����۳��ڵ����������Ⱥ����������䴫�ɵ�[8]���������������GTAW�����۳��������¶ȳ�����״��Ӱ�졣������[9]������άGTAWģ���о����ƶ���Դ�����²���ֱ����۳���Ϊ��Ȼ�������ӵ���������GTAW��������Լ����溸����Ӱ����δ����㹻�����ӣ�Ϊ�ˣ���������Ӧ�������ݻ���(VOF)����������ģ�ͽ�����ά����̬��GTAW�ƶ���ģ�ͣ�ģ�ⲻͬ������ʽ�µ��۳���Ϊ�ͺ����γɹ��̡�
1 ��ѧģ��
1.1 ���Ʒ���
ͼ1��ʾΪGTAWƽ��Ѻ����̵�ʾ��ͼ����άx�Cy�Cz����ϵͳ���ڹ̶��Ľ���ƽ���ϣ���άr�Cz������ϵͳ���ڵ绡���ģ�����֮�ƶ����ٶ��绡��缫��x�������������ƶ�����ģ�Ͳ������绡���ɵĹ��̣����ٶ��绡�Ⱥ͵绡ѹ���ڹ�������ʸ�˹�ֲ�[10]����ģ�ͽ����ķ���̬���Ʒ��������¡�
�����Է��̣�
 (1)
(1)
�������̣�

 (2)
(2)

 (3)
(3)


 (4)
(4)
�������̣�

 (5)
(5)
��������������ȷ����������������������������ѹ��p���ٶ� ����h���¶�T���������ϵ����ʰ����ܶȦѡ����ϵ���̡�������c������ϵ��k��������K������ϵ��C��Һ̬��������f�������Բ����Ķ��������[10]��gΪ�������ٶȣ�JΪ�����ܶ�ʸ����BΪ�Ÿ�Ӧǿ��ʸ����bTΪ������ϵ�����±�s��l�ֱ��ʾ��̬��Һ̬��Vr=Vl-VsΪ��������Һ������������ٶ�ʸ����ģ���У�������������ģ��[11]������Һ���߽磻��������(ʽ(5))���ʺ������������ǽ����ۻ������������ջ��ͷ�DZ�ȵĹ��̡����Ϸ��̸�����������������[10]��
����h���¶�T���������ϵ����ʰ����ܶȦѡ����ϵ���̡�������c������ϵ��k��������K������ϵ��C��Һ̬��������f�������Բ����Ķ��������[10]��gΪ�������ٶȣ�JΪ�����ܶ�ʸ����BΪ�Ÿ�Ӧǿ��ʸ����bTΪ������ϵ�����±�s��l�ֱ��ʾ��̬��Һ̬��Vr=Vl-VsΪ��������Һ������������ٶ�ʸ����ģ���У�������������ģ��[11]������Һ���߽磻��������(ʽ(5))���ʺ������������ǽ����ۻ������������ջ��ͷ�DZ�ȵĹ��̡����Ϸ��̸�����������������[10]��
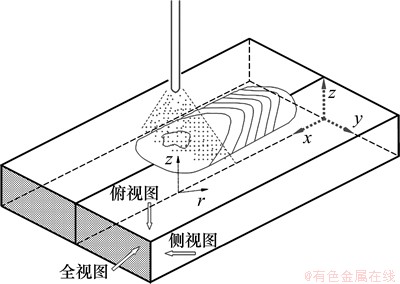
ͼ1 GTAWƽ��Ѻ����̵�ʾ��ͼ
Fig.1 Schematic sketch of bead-on-plate GTAW process
1.2 ���ɱ���ĸ���
�����������(VOF)�����������˶�����[12]���÷������������������F(x, y, z, t)��ʾ��λ�ݻ���������ռ�ı������������·��̣�
 (6)
(6)
�ڼ�������Ԫ��ȡƽ��ֵ����Ϊ�õ�Ԫ�ڽ�����ռ���ݻ���������F=1�����Ӧ�ĵ�Ԫ���ڳ�����������F=0����Ԫ����û�н���������FΪ0~1֮��ʱ�����ʾ���������ɱ���λ�ڸõ�Ԫ���ڡ�������������F�������ɱ��浥Ԫ���䷨�߷���ȷ���۳ص����ɱ���������
1.3 �߽�����
(1) �����ɱ��洹ֱ�����ϵ�ѹ��pӦ����[13]��
 (7)
(7)
���У�parcΪ�绡ѹ����g Ϊ��������ϵ���� Ϊ���ɱ�������ʡ��绡ѹ������ʽ����[14]��
Ϊ���ɱ�������ʡ��绡ѹ������ʽ����[14]��
 (8)
(8)
���У���0Ϊ�ŵ��ʣ�IΪ��������pΪ�绡��ѹ�ֲ�������rΪ��绡���ĵľ��롣
(2) ���ɱ������߷����ϣ��¶���ص�Marangoni��Ӧ����ʾΪ
 (9)
(9)
���У�sΪ���������ɱ����ʸ����
(3) ���������������ֱ�ڹ������棬���������¶ȱ߽�����Ϊ
 (10)
(10)
���У���Ϊ�绡����Ч�ʣ�uwΪ��ѹ����qΪ�绡�����ֲ��������ɶ������������������������ʧqconv��qrad��qevaq�ֱ�Ϊ��
 ��
�� ��
�� (11)
(11)
���У�HevΪҺ-������DZ�ȣ�WΪ�ۻ������������ʡ�
(4) �Գ��� y = 0����
 ��
�� ��
�� ��
�� (12)
(12)
(5) �������棬��
 ��
�� ����
���� (13)
(13)
���У�nΪx��y����z����
1.4 �����
�ٶ��糡Ϊ��̬���絼��Ϊ��������������ָ��z�����Ʀ��������µ����˹Τ����[15]��
 (14)
(14)
�ڹ������ϱ�����������������
 (15)
(15)
���У� Ϊ�絼�ʣ�
Ϊ�絼�ʣ� Ϊ�����ֲ���������õ��Ƶķֲ�֮��r�Cz�����ϵĵ����ܶ�Jr��Jz���Ը�Ӧ����ų�ǿ��B��������ʽ���㣺
Ϊ�����ֲ���������õ��Ƶķֲ�֮��r�Cz�����ϵĵ����ܶ�Jr��Jz���Ը�Ӧ����ų�ǿ��B��������ʽ���㣺
 ��
�� (16)
(16)
 (17)
(17)
��ˣ�ʽ(2)~(4)�е����3�������ϵķ�������ʽ���㣺
 ��
�� ��
�� (18)
(18)
2 ��ֵ����
�Կ��Ʒ���ʽ(1)~(5)���߽��������е������㡣��ÿһʱ�䲽���ڣ�(1) ���²���������������Է���(ʽ(14))����ø�ʱ�̵ĵ����͵�����ֲ���(2) �������ɱ����ϵ��������Լ�����ǿ�ȷֲ������㶯������������(ʽ(2)~(5))��(3) ��VOF����(ʽ(6))������µĽ������ɱ�����״�����¼����������Ԫ�ڵ����Բ����ͱ߽�������(4) ����ʱ�䲢���绡���������µ�λ�ã�����������(1)�ظ��������̣�ֱ�����������
��������x��y��z = 300 mm��30 mm��10 mm�����ڼ���������x�Czƽ��Գƣ�ʵ���н�����һ������������Ϊ610��76��82�������۳�������绡�غ��ӷ����ƶ������ԣ�������ʹ��������Ӧ�ķǾ�������ʹ�۳ظ������и��ܵ���������ƽ��ʱ�䲽��Ϊ10-4 s��
3 ������������
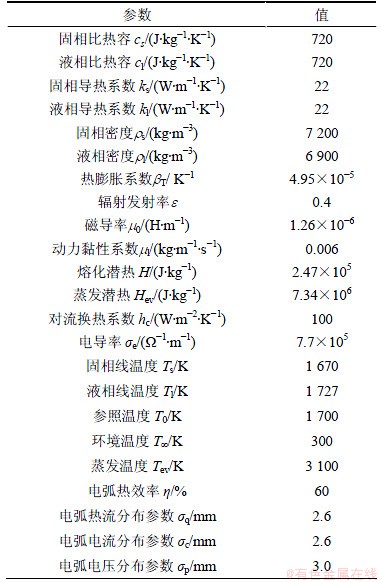
ģ�����������ʽ�µ�GTAW���ӹ��̣�ͬʱ���������������µ�������Ϊ�Ƚϡ���ͼ1��ʾ������Ϊ304L�����ƽ��(��300 mm����30 mm����6 mm)���ټ���˿��ͬ�绡��x�������������ƶ�����1��ʾΪ304L����ֵ����Ժͼ��������������������δ����˵������������Ϊ130 A����ѹΪ12.2 V[1]����������·�ֵ����Ip = 200 A(��ѹ12.5 V)����ֵ����ΪIb=42 A(��ѹ11.2 V)������Ƶ��f����4���ȼ�(�ֱ�Ϊ1��2��5��10 Hz)��ռ�ձ�Ϊ0.55�������ٶ�Ϊva=3.4 mm/s��Ϊ������ܵ�ĩ��Ӱ�죬���Ӵ�x=10.0 mm����ʼ���绡��ȼʱ����Ϊt = 0 s��
��1 304L����ֵ������Ժͼ����������������
Table 1 Thermophysical properties of 304L stainless steel and other parameters
3.1 �۳���Ϊ��������ι���
ͼ2��ʾΪ���������£���ͬʱ�̹������¶Ⱥ����ڽ����ٶȷֲ��IJ���ͼ(y=0)���ڵ绡�����£��۳صı��淢�����صı��Σ��ڵ绡���Ĵ��γ�1�����ӡ�ͼ2(a)��(b)�У�Һ�����¶�(T=1 727 K)�������¶�(T=1 670 K)����������������ȣ��۳��ڵĵ�������״�����ڽ�����ǿ�Ҷ������������ر��Ρ���t=2.00 sʱ�������ȣ�t=3.01 s ʱ���۳��������Ƚϴ�������Ϊ���ź��ӵĽ��У��ۻ��Ľ������ӣ��۳����ֱ���������ۻ����������ʴﵽƽ�⡣ͼ2(c)��(d)���ϱ����ɴ�ʵ�߱����ͼ�н�����1/3����������������������ٶ�ʸ���Ŀɶ��ԡ��ڰ��ӵ���࣬�۳ر����γ�һ�����۳�������x�Ḻ�������ɢ�������ǣ����۳ص�β�����۴����ĸ���Һ̬�������۳�ǰ�˵�������ǰ�ƶ����ٶ���Խϵ͡�������(1 670��T��1 727 K)�ڼ���û����������������������ģʽ��Ҫ�ǵ绡ѹ���������������������������ͬ���õĽ�����绡ѹ�����и�˹�ֲ����ڵ绡�����ƶ���������������������ʹ�۳ر�����ε���Ҫԭ��t=2.00 s��3.01 s ʱ���¶Ⱥ��ٶȷֲ��dz����ƣ��۳صı��κ�������һ���������̣��۳����̺�ĺ���������Ϊƽ�ģ�������ص�ʵ������һ��[3]��
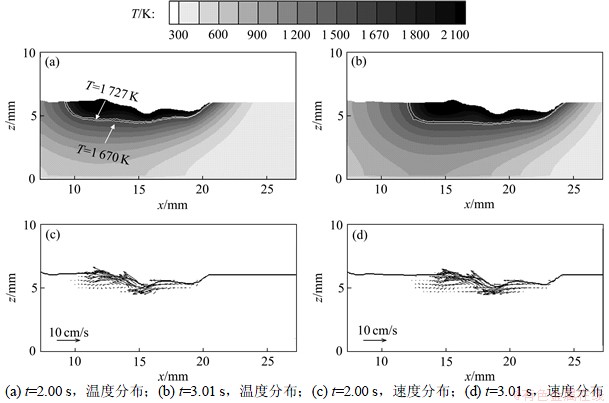
ͼ2 ���������£��������¶Ⱥ��ٶȵķֲ�����ͼ
Fig.2 Side views of temperature distributions and velocity distributions under continuous current
ͼ3��ͼ4��ʾΪ�������f=1 Hz�£�tΪ2.00 s��3.01 s ʱ���������¶Ⱥ����ڽ����ٶȷֲ��仯�IJ���ͼ(y=0)����ͼ3��ͼ4�ɼ�����t=2.00 sʱ����ֵ�����������۳ر��棬�۳��ڸ��������խ���ٶȽϵͣ�������ν�С����t=2.01~2.55 sʱ���������ڷ�ֵ���������۳ص������͵绡ѹ���������ӣ��۳ر������ر��Σ��۳��������Ȳ������ӣ���ʱ���ٶȺ��¶ȷֲ���ͼ2����ʾ���������ƣ����۳���������ٶȸ��ߡ����ڸ��������������ָ���Һ̬�����������۳�β������t=2.56~3.00 sʱ������תΪ��ֵ���������۳ص������͵绡ѹ��Ѹ�ٽ��ͣ������۳ص��������٣��¶Ƚ��ͣ��۳�����������С���������ͱ��������������£�����������ǰ��������ƽ���ӣ��۳ر�������ƽ̹����ˣ����������������������͵绡ѹ���ȵIJ����������������۳���������
��t=2.00 sʱ���۳��������̺�����������γ�1����ĺ������۳��ڵ�Һ��߶������̵ĺ��춥����ƽ����t=2.01 sʱ������תΪ��ֵ���绡ѹ�����ӣ��ڵ绡���Ĵ��γ�1�����ӣ��۳��ڵ��ٶȺ��¶Ⱦ��������ӡ���t=2.01~2.55 sʱ�����������غ㣬������Χ�����屻���𣬲����ɵ绡�������������ϵ��������������У��������������������Һ̬�۳�β������ĸ߶�����������ߵ�Զ���ڲ��ƶ��������ź��ӵĽ��У��绡��ǰ�ƶ����۳�β����������֮���У�����Һ�����¶Ⱥ������¶����������ƶ�����t=2.56~3.00 sʱ���ڻ�ֵ�����£��绡ѹ����С����������������������ƽ���ӣ�ͬʱ��Һ̬������ȴ�������ٶ�����t=2.56 s ʱ���۳�β����һ���ֽ����ڻ���ǰ��������(���ڹ��������Һ��������)���γɺ��첨�ƵIJ��塣��t=3.00 s ʱ�����Ʊ���ȫ���̡���t=3.01 sʱ��Һ�����ƶ����µ�λ�ã����ڵ��ڲ��Ƶȵ�λ�ô�����ʱ��������Ϊ��ֵ���۳��������¶Ⱥ��ٶ����ӣ��۳�β��Һ�����ߣ��۳ص���״���¶ȷֲ�������ģʽ�� t=2.01 sʱ���������ơ�����Ϊ���������������۳���������ѭ��������Ϊ1.0 s��Ҳ�Ǻ��첨���γɵ�1������ѭ����������Ƶ��1 Hzһ�¡�����������������������Եı仯�����۳ص����������ʲ������������GTAW��������γɺ�����������GTAW�еĵ����㶨�����������۳������Ե�����ˣ������γɺ��첨�ơ�
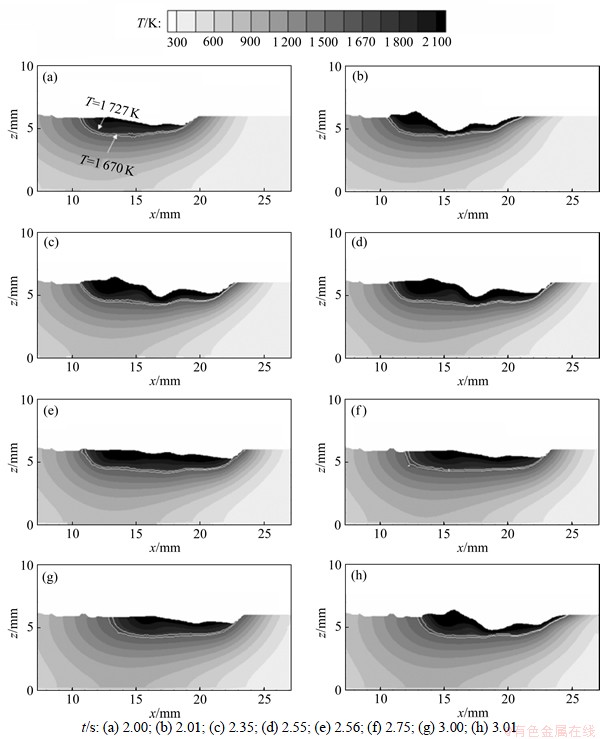
ͼ3 �������(f=1 Hz)�£��������¶ȵı仯����ͼ
Fig.3 Side views of temperature distributions under pulsed current (f=1 Hz)
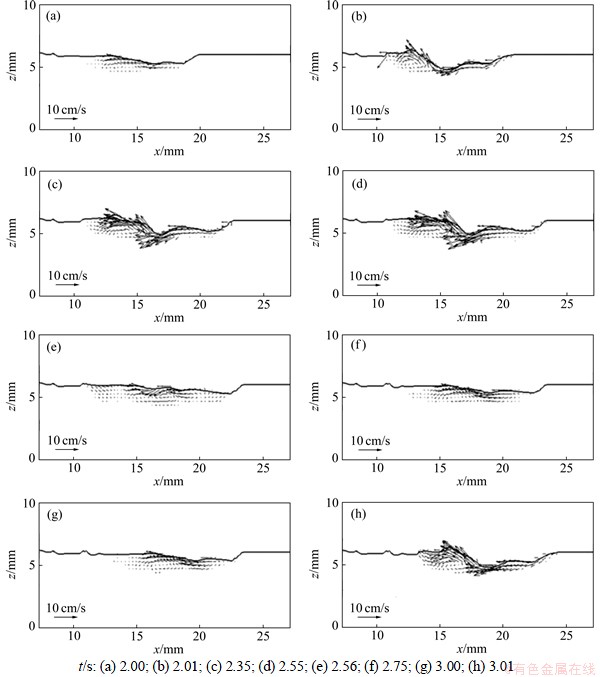
ͼ4 �������(f=1 Hz)�£��������ٶȷֲ��ı仯����ͼ
Fig.4 Side views of velocity distributions under pulsed current (f=1 Hz)
3.2 �������Ƶ�ʶԺ�����Ӱ��
ͼ5��ͼ6��ʾΪ�������Ƶ�ʶ��¶ȡ��۳���״�ͺ�����Ӱ�죬�������Ӳ���������ͬ����ͼ5��ͼ6�ɼ����ڸ��������Ƶ���£��۳��ڵĶ����ͻ�ϸ�ǿ�ң������ĸ߶Ⱥͼ���С��f=1��2��5��10 Hzʱ�ĺ���ƽ���߶ȷֱ�Ϊ0.40��0.36��0.30��0.20 mm��ƽ�����ֱ�Ϊ3.40��1.50��0.61��0.31 mm��������������Ƶ�����ӣ������۳������Ե���Ƶ���������غ��ӷ����ϵ��������ʼ�С���������߶ȼ�С��
3.3 ��ʵ�����ıȽ�
ͼ7��ʾΪ��ͬ����������GTAW�۳���ȫ���̺������״�ļ�������ʵ����[3]����������Ϊ��Ip/Ib=185/48 A��ռ�ձ� 0.55��f =1 Hz��Va=3.4 mm/s�������У�����ʱ��Ϊ 6.00 s���������ߵĺ��������״���ƣ��������ֹ���Ļ��Σ�����õ��ĺ���ƽ�����Ϊ3.4 mm����ʵ���ý��(Լ3.46 mm)�dz��ӽ���
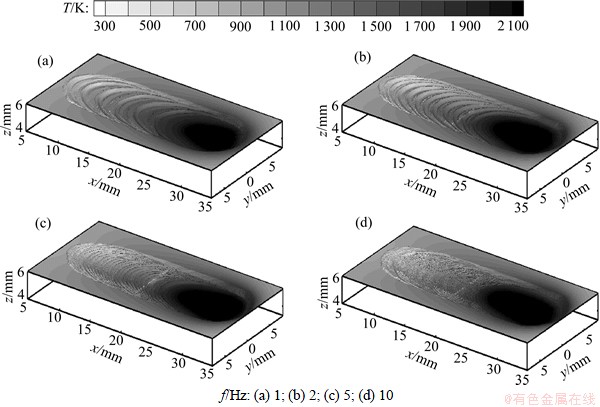
ͼ5 �������Ƶ�ʶԺ�����Ӱ��(��ά������״)
Fig.5 Effect of pulsed current frequency on weld wave
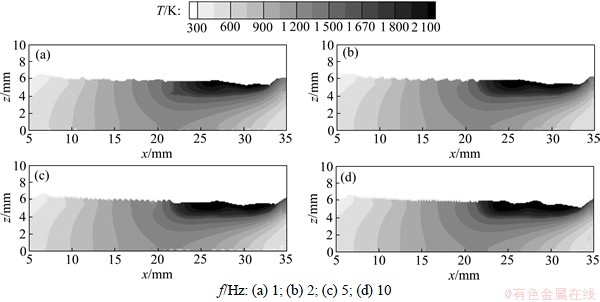
ͼ6 �������Ƶ�ʶԺ�����Ӱ��(�¶ȷֲ�����ͼ)
Fig.6 Effect of pulsed current frequency on weld wave
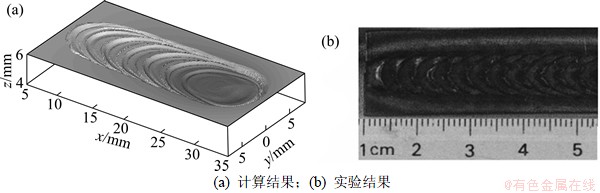
ͼ7 ����GTAW���������״�ıȽ�[3]
Fig.7 Comparison of weld bead shape in pulsed GTAW[3]
4 ����
(1) ����������GTAW����ά����̬��ѧģ�ͣ���ò�ͬ������ʽ���۳���˲̬�ٶȺ��¶ȷֲ����۳��������������������£��۳ص���̬�仯������Ϊ�����Ĺ��̣������������������������£�����ǿ�Ƚ�����ַ�ֵ�ͻ�ֵ����ɽ����۳ص������Լ��绡ѹ���͵�����ȳ��������ԵIJ������Ӷ������۳س��������Ե����������ʱ仯����ˣ��ں������������εĺ�����
(2) ģ������ʵ�����ǺϽϺá��������Ƶ�����ӣ������۳������Ե���Ƶ���������غ��ӷ����ϵ��������ʼ�С���������߶ȼ�С��
�ο����ף�
[1] O��Brien R L. Welding handbook (vol. 2)[M]. 8th ed. American Welding Society, 1991: 207-208.
[2] �й���е����ѧ�Ẹ��ѧ���. �����ֲ�(��1��): ���ӷ������豸[M]. 3��. ����: ��е��ҵ������, 2007: 128-129.
Welding Institute of Chinese Mechanical Engineering Society. Welding handbook (vol. 1): Welding method and equipment[M]. 3rd ed. Beijing: China Machine Press, 2007: 128-129.
[3] Lothongkum G, Chaumbai P, Bhandhubanyong P. TIG pulse welding of 304L austenitic stainless steel in flat, vertical and overhead positions[J]. Journal of Materials Processing Technology, 1999, 89/90: 410-414.
[4] Ravisankar V, Balasubramanian V. Optimising pulsed current TIG welding parameters to refine the fusion zone[J]. Science and Technology of Welding & Joining, 2006, 11(11): 57-60.
[5] Giridharan P K, Murugan N. Optimization of pulsed GTA welding process parameters for the welding of AISI 304L stainless steel sheets[J]. International Journal of Advanced Manufacturing Technology, 2009, 40(5/6): 478-489.
[6] Mishra S, Lienert T J, Jobnson M Q, et al. An experimental and theoretical study of gas tungsten arc welding of stainless steel plates with different sulfur concentrations[J]. Acta Materialia, 2008, 56(9): 2133-2146.
[7] Kim W H, Na S J. Heat and fluid flow in pulsed current GTA weld pool[J]. International Journal of Heat and Mass Transfer, 1998, 41(21): 3213-3227.
[8] �䴫��, ֣�, ����. �������������TIG�����۳���Ϊ����ֵģ��[J]. ����ѧ��, 1998, 34(4): 416-422.
WU Chuansong, ZHENG Wei, WU Lin. Numerical simulation of TIG weld pool behavior under the action of pulsed current[J]. Acta Metallurgica Sinica, 1998, 34(4): 416-422.
[9] ����, �䴫��, ������. TIG�������۳���״�ͱ�����ε���ֵģ��[J]. ��е����ѧ��, 2006, 42(10): 203-208.
ZHAO Ming, WU Chuansong, HU Qingxian. Numerical simulation of penetrated weld pool geometry and surface deformation in TIG welding[J]. Chinese Journal of Mechanical Engineering, 2006, 42(10): 203-208.
[10] Rao Z H, Zhou J, Liao S M, et al. Three�Cdimensional modeling of transport phenomena and their effect on the formation of ripples in gas metal arc welding[J]. Journal of Applied Physics, 2010, 107(5): 054905-14.
[11] Diao Q Z, Tsai H L. Modeling of solute redistribution in the mushy zone during solidification of aluminum-copper alloys[J]. Metall Trans A, 1993, 24(4): 963-973.
[12] Torrey M D, Mjolsness R C, Stein L R. NASA�CVOF3D: A three�Cdimensional computer program for incompressible flows with free surfaces[R]. Los Alamos: Los Alamos National Laboratory, 1987: 4-5.
[13] Kothe D B, Mjolsness R C. Ripple: a new model for incompressible flows with free surfaces[R]. Los Alamos: Los Alamos National Laboratory, 1991: 4-5.
[14] Tsai N S, Eagar T W. Distribution of the heat and current fluxes in gas tungsten arcs[J]. Metallurgical and Materials Transactions B, 1985, 16 (4): 841-846.
[15] Hu J, Tsai H L. Heat and mass transfer in gas metal arc welding, Part��: The arc[J]. International Journal of Heat and Mass Transfer, 2007, 50(5/6): 833-846.
(�༭ ������)
�ո����ڣ�2012-10-04�������ڣ�2012-12-12
������Ŀ�������У��������ҵ���ר���ʽ�������Ŀ(2011QNZT097)
ͨ�����ߣ�������(1977-)���У�����ӥ̶�ˣ���ʿ�������ڣ����²��ϼӹ����̴��ȡ����ʷ������о����绰��0731-88879863��E-mail: raoz@csu.edu.cn

