���±��: 1004-0609(2005)06-0860-05
����-��ѹ���ϳ��μ���
Ԭ����, �� ��, Ф����, �콭��, ������
(����������ѧ ��е�뾫����������ѧԺ, ���� 710048)
ժ Ҫ: �����һ���µij�Ƭ����м����-��ѹ���ϳ��η����� �Գ���ԭ���������� ��ѹ��ת�� ��������3���ε��ص�������о�, �����˳�Ƭ���γߴ�����ۼ��㹫ʽ, �������ʺ����ּӹ��ĵ��߽ṹ�ص�, �����˵��ߵ����ԭ��, ͨ��ʵ��������ƫ�ǡ� ������ȡ� �������ȹ��ղ����Գ�Ƭ���γߴ��Ӱ����ɡ� ���ۺ�ʵ���о�����: ����ͭ���ϵij�����, �������С��2mm�� ������0.5~3mm�� ������ƫ��20��~50�㷶Χ��, �����ȶ����γɳ��1.5~3.0mm�� ���0.3~1.8mm�ij�Ƭ�� ���, ������ѡ�߽ṹ���������������ǻ�������Ƭ��״�ͳߴ�Ĺؼ����ء�
�ؼ���: ����-��ѹ���ϳ���; ��Ƭ; ���ղ���; ���߽ṹ
��ͼ�����: TG506.9 ���ױ�ʶ��: A
Cutting-press compound shaping technique
YUAN Qi-long, LI Yan, XIAO Ji-ming, ZHU Jiang-xin, LI Peng-yang
(Department of Mechanical Engineering and Precision Instrument,
Xi��an University of Technology, Xi��an 710048, China)
Abstract: A new non-chip cutting-press compound shaping technique of fin tube was presented. The mechanism of cutting-press shaping was studied, and the shaping process properties about the cutting, the overturning with proper press and the bend shaping were analyzed. The theoretical calculating formulas of fin geometry dimension were set up. The structure characteristics of the cutting-press tool were analyzed, and the tool design rules were presented. Laws of the fin geometry dimension influenced by process parameters such as tool side cutting edge angle, depth of cutting, feed, etc. were obtained through experiments. Theoretical analysis and experimental results show that in shaping of copper fin, when the depth of cut is less than 2mm, the feed is ranged from 0.5 to 3mm, and side cutting edge angle is ranged from 20�� to 50��, fin with height from 1.5 to 3mm and thickness from 0.3 to 1.8mm can be steadily formed. Therefore, appropriate tool structure and cutting parameters are key facts in the fin shaping with ideal shape and size.
Key words: cutting-press compound shaping technique; fin; process parameters; tool structure
��Ƭ����Ϊǿ�����ȵĺ���Ԫ���ѹ㷺Ӧ���ڸ���ҵ����, ������������ֱ��Ӱ��ǿ�����ȵ�����[1-4]�� ��Ƭ��һ�����ڳ�Ƭ�ܺ����Ƭ������, ���Ƭ��һ�����û�е�ķ����ڹ��������γ�һ��Ƭ�ࡢ һ���߶ȡ� һ����ȵij�Ƭ, �������, �ڽ�����������ͬ������¾��и���Ĵ�����������Ը������������״̬, �������Ч�ʸ���[5]�� ��Ƭ�ܰ������췽���IJ�ͬ�ɷ�Ϊ�����Ƭ�ܡ� ���ӳ�Ƭ�ܺͻ�е���ӳ�Ƭ��, ��������ʽ��Ƭ�����ɻ��ܲ���ֱ�Ӽӹ��γɵ�, ��Ƭ�ͻ���֮���Ӵ�����[6, 7], ����ܵ��˹�����ѧ�ߵĹ㷺����, �ѿ������˸��ֽṹ��ʽ�ĸ�Ч���ȳ�Ƭ��[8-12]��
Ŀǰ����ʽ���Ƭ�ܴ���Dz���ר�ù�ѹ�豸���ƶ���, ����ܲ�����ͭ����Ϊ��[13, 14]�� �����ĵ�[15, 16]���ü�ѹ-������ ����-��ѹ�Ļ�е�ӹ������ӹ���Ч�����Ƭ��, �ѻ���ʵ��Ӧ��, ȡ���˺ܺõ�Ч���� �������������һ���µ����Ƭ�ܵ�����-��ѹ���η���, �÷���������ͨ����, ר�õ���, �������ӹ������Լ�ѹ�����л��ؽ������, ʹ��ͳ��е�ӹ��е���мֱ�ӱ�ɳ�Ƭ, ��һ�־��й㷺Ӧ��ǰ������ɫ���ռ�����
1 ����-��ѹ�ӹ�ԭ��
��ͳ��������������ǽ����г����Լ��ӹ���������������, ��������м����״�ͳߴ�; ������-��ѹ���ϳ��η������ǵ��ص������ʹ���õ���м���������, �γ����õĽṹ��ʽ�� ͼ1��ʾΪ����ͨ�����ϲ�������-��ѹ���ϳ��η����ӹ���Ƭ�ܵ����������ԭ��ͼ�� ר�õ��߹̶��ڵ�����, ʵ�ֺ���������ƶ�, �������������ת, �ڹ����͵���֮�������˶���, �õ������������п��������, ͨ���Ե��߲������˶������ĺ�������, ʹ�п��Ľ������������Ĺ�������תֱ������, �γ�������ʽ�����Ƭ�ܡ�
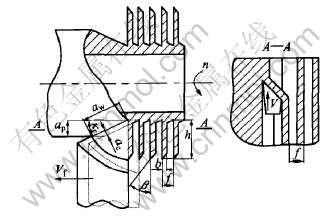
ͼ1 ����-��ѹ����ԭ��
Fig.1 Principle of cutting-press shaping
ʵ����, ��Ƭ�ij������ڵ��ߵ��������к�������Χ�ɵ�ǰ�����ϵ�������������ɵ�, ���ռӹ����ε��ص�ɽ����ι��̷�Ϊ����3���Ρ�
1) �����Ρ� ͬ��ͨ����һ��, ���������������Ȱ��������ap���빤�������, ������Թ���������ÿ�ƶ�һ��������f֮��, �γɾ���һ�����ac�Ϳ���aw��������, �ò�����������л������Ա���, �γɺͻ����ڸ��������ġ���м��, ˳��ǰ����������
2) ��ѹ��ת�Ρ� ���������˶��Ľ���, ���п��Ľ������ص���ǰ���������������ʱ, ���ڲ�ͬλ�õ������ٶȲ�ͬ, �ⲿ�����������, ���, ��ǰ�����һ���ļ�ѹ��Ħ����������, ʹ֮�ط�תֱ��������
3) �������νΡ� �ڵ���ǰ�����Ϸ�תֱ���������Dz����, �����ܵ��������еļ�ѹ, ��������������γɳ�Ƭ, �Ӷ�ʹ��ܱ������γ�����ʽ�����Ƭ��
2 ��Ƭ���γߴ�����ۼ���
��Ƭ���γɹ���ʵ���������������п����Dz����, �ڵ��ߵļ�ѹ�����·��������������γɵ�, ������������״�ͳߴ罫���������γɳ�Ƭ�ļ��νṹ�ͳߴ硣 ��ͼ1���Կ���, ���������ٶ�(v), �����ٶ�(vf)������¼ӹ���Ƭʱ, �������(ac)��ҪӰ���Ƭ���(b), ����������(aw)��ҪӰ���Ƭ�߶�(h)�� ���ڼӹ������б��εĴ���, ��Ƭ���(b)��ȻҪ�����������(ac), �����Ƭ��ȱ���ϵ��(��)��������, ��:

���Ƭ���(b)�ɱ�ʾΪ

ʽ�� ��rΪ��ƫ�ǡ�
�����Ƭ��Ȧ��Dz��ֵĽ���������������Ȧ�Ľ����γɵ�, �����Ƴ���˼��(��)Ϊ

���ݽ������Ա��ε��������ԭ��, �Ƴ���Ƭ�߶�hΪ

���������۹�ʽ���Կ���, Ӱ���Ƭ���γߴ����Ҫ�����ǵ��߽ṹ�� ���������Լ��������Ե����ء� ��Ƭ�߶Ⱥͺ��֮������ı�ֵ��Ӱ�촫��Ч�ʺ����������ľ�������[17, 18], �����ʵ�ʼӹ�ʱ, ͨ����ƫ��(��r)�� �������(ap)�ͽ�����(f)�ĺ���ƥ��, �Ϳ��γ�����ij�Ƭ�ṹ��ʽ�� ����ϵ��(��)��Ҫ�ܵ����β����ͼӹ����ϵ�Ӱ��, ����ͨ��ʵ��������, ����æ�r=30��ĵ��ӹ���ͭʱ, ����ϵ��(��)ԼΪ1.2��
3 ����-��ѹ����ʵ��
3.1 ʵ������
����-��ѹ���ϳ��η����ӹ���Ƭ�ܵ�ʵ������CA6140�����Ͻ���, �ӹ����߲���W18Cr4V���ٸֲ���, �Լ�Ϊ�⾶d22mm�� �ں�2mm����ͭ�ܡ�
3.2 �����β�����Ӱ��
����-��ѹ���ϳ��εĵ���������ͨ����������ĥ����, ��������β�����ѡȡ���ܷ��γɳ�Ƭ�Լ����γɳ�Ƭ�Ľṹ�ߴ����Źؼ������á� ͼ2��ʾΪ����ͬ����������������, ������ƫ�Ǧ�r�ֱ�Ϊ10��, 30���60��ĵ��ӹ�ʱ��õij�Ƭ������Ƭ�� ���Կ���, ��ƫ��(��r)�ĸı�, �Գ�Ƭ�ṹ�нϴ��Ӱ�졣 ��r��Сʱ, �γɵij�Ƭ������, �����������, ��Ƭ�ⲿ���������γɷ���(ͼ2(a)), ͬʱҲ������ɳ�Ƭ������; ����Ħ�r����ʹ����������������߶��ѻ��ڹ���������, �γɼ���εĵͳ�Ƭ(ͼ2(c))�� ѡ���������ƫ��(��r)���Ի������ij�Ƭ�ṹ, ����ͼ2(b)��ʾΪ�������ܽ��ŵ�һ�ֳ�Ƭ�ṹ��
������-��ѹ���ι�����, ���ߵ��������в�������, ��ǰ����������ге��ż�ѹ�������� ����, ��˵�����Ӱ���Ƭ�γɵĹؼ����ڡ� ���ۺ�ʵ���о�����, �����ڳ�Ƭ�γɵĵ������ԭ��ӦΪ: 1) ��������Ӧʹ������ı��ξ�����С, ��������������, ������������Ҫ����; 2) �п��Ľ�������ǰ����������ʱ, �ܵ�������ҪС, ���ǰ����Ӧƽ���⻬; 3) �п��Ľ���������������ʱ��������, �����������ĥ�ɴ�Բ���Ķ��С�
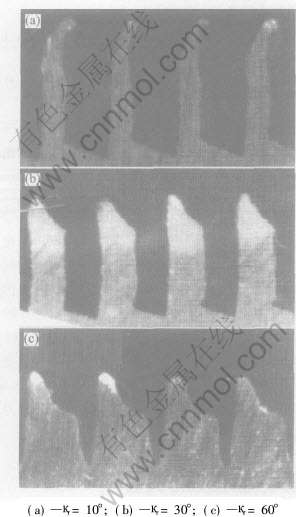
ͼ2 ��ͬ��ƫ�Ǧ�r�µij�Ƭ������Ƭ
Fig.2 Fin section photos with different ��r
���������ĵ������ԭ��, ͨ���Ե��ߵ�ǰ�ǡ� ��ǡ� ����ǡ� ��ƫ�ǡ� ��ƫ�ǵȽǶȵĺ���ѡ������ĥ, ����ȷ�ذ�װ, �Ϳ���ʵ�ֳ�Ƭ�ܵļӹ��� һ�����, �ϴ��ǰ�Ǻͺ��, ��ʹ�����з���, �ӹ����̵�Ħ��������С, �����ڳ�Ƭ���γ�, �������ǰ�Ǻͺ�ǻᵼ�µ����������ֵ�ǿ�Ƚ���, Ӱ�쵶������; �������Ҫ�������������������, Ϊʹ�������������ʱ����, Ӧѡ�������; ��ƫ�ǵĴ�С��Ҫ���Ƴ�Ƭ��ֱ���̶�, Ϊ�γ�ֱ��ṹ, ��ƫ��һ��ȡ90�㡣 ����Щ�Ƕ���, ��ƫ�ǶԳ�Ƭ����״�ͼ��γߴ�Ӱ����� ͼ3��ʾΪ��������������apΪ1.2mm, fΪ0.81mm/r, vΪ50m/min�ӹ�ʱ, ��Ƭ�߶Ⱥͺ������ƫ�ǵı仯�� ��ͼ�п��Կ���, ���Ŧ�r������, ���(h)����, �����(b)���, ������ƽ��; �������ڦ�r����, �������(ac)����, ����������(aw)��С, ʹ���ߵļ�ѹ������ǿ, ���γ̶���Ӧ���Ӷ������, ������۷�����һ�µġ�
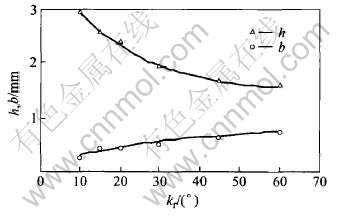
ͼ3 ��ƫ�Ǧ�r�Գ�Ƭ�ߴ��Ӱ��
Fig.3 Effects of ��r on fin dimension
3.3 ����������Ӱ��
���ۺ�ʵ���о�����, �����߲�����, ������������Ҳ��Ӱ���Ƭ�ṹ�ͳߴ����Ҫ����, ��˺�����ѡ��������������������-��ѹ���ι��յ�ʵ������Ҫ�����塣
һ�������ٶ�v��Ҫ�ܱ��ӹ����ϵ����ܺ͵������öȵ���Լ, ���������Ͻ�ij�����, ���ٻ�ʹ��Ƭ����; �ӹ���ͭʱ, ���ڲ��ϵ����Ժ�, �����ٶ�(v)���ܷ��γɳ�Ƭ��������, ���ڵ���ʱ, ��Ƭ����ϴֲ�, �����ë�̺�����, ������ճ��м, ���׳��ֶϳ�����, ����ڵ������ö����ɵ������, Ϊ��߳���Ч��, ���ʵ���������ٶȡ� ���������(ap)�ͽ�����(f)��Ӱ���Ƭ��״�ͼ��γߴ����Ҫ������ ͼ4��ʾΪ����ƫ��(��r)Ϊ20��, ��ͬ��������Ⱥͽ����������, ��������-��ѹ����ʱ��õij�Ƭ������Ƭ�� ���Կ���, �ڲ�ͬ���������(ap)�ͽ�����(f)������, ��Ƭ��״�ͼ��γߴ��нϴ�IJ���, Ϊ�˻�ȡap��f�Գ�Ƭ��Ӱ�����, ʵ���н�����ap��f�ĵ�����ʵ�顣
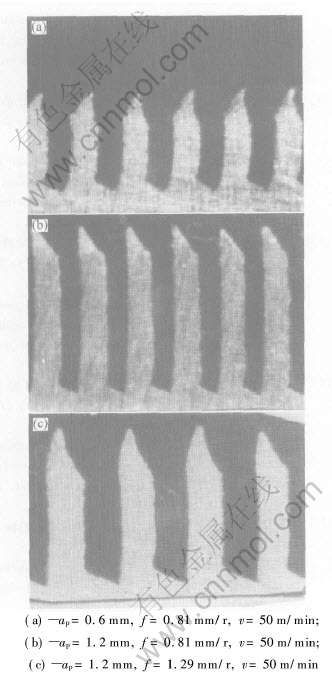
ͼ4 ��ͬap��fʱ�ij�Ƭ������Ƭ
Fig.4 Fin section photos with different ap and f
3.3.1 �������
ͼ5��ʾΪ�ڦ�rΪ20��, fΪ0.81mm/r, vΪ50m/min��������, ��Ƭ���γߴ���������ȵı仯�� ���Կ���, ����ap������, ���h��������������, �����b�������䡣 ������Ϊap�ı仯ֻӰ���������ȵĸı�, ����������Ⱥͼӹ��еĽ�����ȵı��γ̶�Ӱ���С�� ��ʵ�ʼӹ���, ap����ʱ, ���������ڳ�Ƭ�ϵ�����������, ������ɳ�Ƭ����, ͬʱ��ʹ��Ƭ��Ե�����������ƺͽϴ��ë��; ���ǵ�����ǿ�ȼ������նȵ�����������, �������apһ�㲻����2mm��
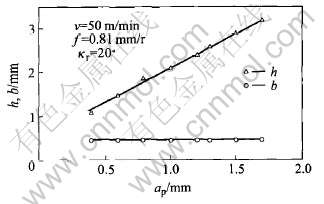
ͼ5 �������ap�Գ�Ƭ�ߴ��Ӱ��
Fig.5 Effects of ap on fin dimension
3.3.2 ������
ͼ6��ʾΪ�ڦ�rΪ20��, apΪ1.2mm, vΪ50m/min��������, ��Ƭ���γߴ���������ı仯�� ������(f)��ҪӰ����(b)���Ƭ�����̶ܳ�, f�Գ��(h)��Ӱ��Ҫ��ap��Ӱ��С�� ������Ϊ�������϶���, ������(f)ֻӰ���������, ����������û��Ӱ��, ����������-��ѹ���εij�Ƭ����Ϊ��ǽṹ, ��f����ʱ, �������ܵ��ߵļ�ѹ���üӾ�, ��˼�Ǹ߶���Ӧ����, ʹ�ó��(h)�������ӡ� ���ݲ������Լ���Ƭ�ܵļ���Ҫ��, ������(f)һ����0.5~3mm/r��Χ��ѡȡ��
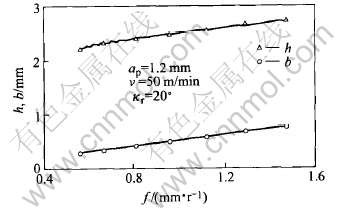
ͼ6 ������f�Գ�Ƭ�ߴ��Ӱ��
Fig.6 Effects of f on fin dimension
REFERENCES
[1]Bergles A E. Enhanced heat transfer: endless frontier, or mature and routine[J]. Journal of Enhanced Heat Transfer, 1999, 6(2): 79-88.
[2]Seiichi I, Kotaro N, Shunroku S. Heat transfer and pressure drop during evaporation and condensation of HCFC22 in horizontal copper tubes with many inner fins[J]. Journal of Enhanced Heat Transfer, 2002, 9(1): 17-23.
[3]Prochorov A M, Apollonov V V, Zubkov N. Prospects of the development of cooled mirrors for high power technological lasers[A]. Experimental Heat Transfer, Fluid Mechanics and Thermodynamics, Proc of the First World Conference[C]. Yugoslavia, Dubrovnik, 1988. 882-892.
[4]Choi S H, Cho W H, Kim J W, et al. A study on the development of the wire woven heat exchanger using small diameter tubes[J]. Experimental Thermal and Fluid Science, 2004, 28(2): 153-158.
[5]������, ����ǫ, ʩ��ɭ. ��Ч���ܳ�Ƭ�ܵļӹ��� Ӧ�ü���չ����[J]. ˮ��������е, 2002, 24(1): 16-18.
WANG Bi-wu, YANG Zi-qian, SHI Guang-sen. Machining and application and development tendency of high efficiency wing pipe in energy saving[J]. Water Conservancy & Electric Power Machinery, 2002, 24(1): 16-18.
[6]Joshi H M, Thomas R M, Wanni A S, et al. A petrochemical industry perspective on professor webb��s contribution to heat transfer enhancement[J]. Journal of Enhanced Heat Transfer, 1999, 6(5): 251-262.
[7]��Ƹ��. ������ԭ��������[M]. ����: �廪��ѧ������, 1987. 169-172.
ZHU Pin-guan. Principles and Calculation of Heat Transfer Enhancement[M]. Beijing: Tsinghua University Press, 1987. 169-172.
[8]������, ���Ⱥ�, ½����. ���γ�Ƭ�ܵ�ǿ����������[J]. ������չ, 2002, 10(5): 1-3.
ZHAO Xiao-xi, DENG Xian-he, LU En-xi. Heat transfer enhancement performance lozenge fin tube[J]. Science & Technology in Chemical Industry, 2002, 10(5): 1-3.
[9]ׯ����, ½Ӧ��, ��ΰ��, ��. ��е�ӹ�������(E��)����������߹�������������ʵ���о�[J]. ����ѧ��, 1987, 32(2): 1-9.
ZHUANG Li-xian, LU Ying-sheng, LI Wei-li, et al. Experimental test of mechanically fabricated porous surface tube evaporator and low finned tube evaporator[J]. Journal of Refrigeration, 1987, 32(2): 1-9.
[10]Rabas T J, Taborek J. Performance, fouling and cost considerations of enhanced tubes in power plant condensers[J]. Journal of Enhanced Heat Transfer, 1999, 6(6): 289-315.
[11]Lendezma G, Morega A M, Bejan A. Optimal spacing between pin fins with impinging flow[J]. Journal of Heat Transfer, 1996, 118(3): 570-577.
[12]Lin C N, Jang J Y. A two-dimensional fin efficiency analysis of combined heat and mass transfer in elliptic fins[J]. International Journal of Heat and Mass Transfer, 2002, 45(20): 3839-3847.
[13]����־. ��Ƭ�����ƹ����������������䷽ģʽ[J]. �й���ɫ����ѧ��, 1999, 9(1): 197-200.
YANG Hang-zhi. Feature properties and prescription model of technology lubricant for fin-tube rolling[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 197-200.
[14]����, �ޱ�Ԫ, ���廪, ��. ����������ǿ������ɸѡ�����о�[J]. �˶�������, 1996, 17(1): 23-29.
ZHAO Qi, CUI Bao-yuan, YIN Qing-hua, et al. Single tube sieve test for heat transfer enhancement in heat exchanger[J]. Nuclear Power Engineering, 1996, 17(1): 23-29.
[15]����, �ŷ�Ӣ, �³���, ��. ��ѹ-�������Ƭͭ�ܼӹ��������о�[J]. ������, 1997, 31(1): 7-10.
TANG Yong, ZHANG Fa-ying, CHEN Deng-zhou, et al. Study on the mechanism of extrusion-ploughing during manufacturing copper outside fin tube[J]. Tool Engineering, 1997, 31(1): 7-10.
[16]��ΰ, ���, ����, ��. �����Ƭ�ܵ�����-��ѹ�ӹ�[J]. �й���ɫ����ѧ��, 2001, 11(1): 27-30.
XIA Wei, WU Bin, TANG Yong, et al. Chopping-extrusion technique for making integral-fin tubes[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 27-30.
[17]���ڻ�. ǿ�����ȼ��乤��Ӧ��[M]. ����: ��е��ҵ������, 1987. 189-193.
LIN Zong-hu. Enhanced Heat Transfer and Application in Engineering[M]. Beijing: China Machine Press, 1987. 189-193.
[18]Roques J F, Thome J R. Falling film transitions between droplet, column, and sheet flow modes on a vertical array of horizontal 19 FPI and 40 FPI low-finned tubes[J]. Heat Transfer Engineering, 2003, 24(6): 40-45.
(�༭�°���)
������Ŀ: ������Ȼ��ѧ����������Ŀ(50475039)
�ո�����: 2004-11-11; ������: 2005-03-04
�����: Ԭ����(1970-), ��, ��ʦ, ��ʿ�о���.
ͨѶ����: �� ��, ����; �绰: 029-82312820; E-mail: jyxy-ly@xaut.edu.cn

