稀有金属 2007,(01),1-4 DOI:10.13373/j.cnki.cjrm.2007.01.001
喷射成形70Si30Al合金封装材料的组织性能研究
张永安 刘红伟 朱宝宏 王锋 魏衍广
北京有色金属研究总院科技开发部,北京有色金属研究总院有色金属材料制备加工重点实验室,北京有色金属研究总院有色金属材料制备加工重点实验室,北京有色金属研究总院有色金属材料制备加工重点实验室,北京有色金属研究总院有色金属材料制备加工重点实验室,北京有色金属研究总院有色金属材料制备加工重点实验室 北京100088,北京100088,北京100088,北京100088,北京100088,北京100088
摘 要:
利用喷射成形技术制备了70Si30Al合金新型电子封装材料, 研究了材料沉积态、热压态的显微组织演变规律, 测试了材料的各项性能。结果表明:沉积态材料显微组织细小均匀, 一次Si相尺寸大约在10-40μm左右, 且均匀弥散分布。经过热压后, 材料的热膨胀系数为7×10-6-9×10-6K-1, 热导率可以达到120 W.m-1.K-1。
关键词:
喷射成形 ;70Si30Al合金 ;封装材料 ;
中图分类号: TG113
收稿日期: 2006-01-09
基金: 国家“973”计划资助项目 (G20000672);
Microstructures and Properties of Sprayformed 70Si30Al Alloy Packaging Material
Abstract:
A novel 70Si30Al alloy packaging material for electronic applications was prepared by sprayforming technology.The microstructures of the as-sprayformed and the as-hot-pressed samples were studied.The prop-erties were also studied.The results showed that Si phasewas fine and dispersed, the microstructure of preforms from spray forming was fine and homogeneous, the coeffi-cient of thermal expansion (CTE) was 7×10-6-9× 10-6K-1, and the thermal conductivity can reach up to 120 W.m-1.K-1.
Keyword:
spray forming;70Si30Al alloy;packaging material;
Received: 2006-01-09
现代电子封装技术的发展对封装材料的性能提出了更高的要求, 理想的电子封装材料应该兼顾3个方面的要求: (1) 热膨胀系数与芯片 (GaAs或Si) 的热膨胀系数匹配; (2) 导热率高, 能够把芯片工作时产生的热量及时地传导出去; (3) 密度小, 能满足系统轻量化的要求。 传统的电子封装材料已不能满足现代先进的微波和混合电路技术的封装要求, 可伐合金 (Kovar合金, 一种Fe-Co-Ni合金) 具有与半导体硅和砷化镓相近的热膨胀系数 (CTE) , 但该材料热导率低、 刚度低, 而且密度偏高。 氮化铝的热膨胀系数 (CTE) 与半导体硅十分相近, 且具有比重低、 刚度高的优点, 但电镀和精密机加工等封装工艺性能较差
[1 ,2 ,3 ,4 ]
。
近年来针对硅铝合金 (Si-30%Al~Si-50%Al) 的研究表明, 该材料能够满足上述要求, 它的热膨胀系数为6.8×10-6 ~11×10-6 K-1 , 导热率为120~149 W・ (m・k) -1 , 密度为2.42~2.51 g・cm-3 。 此外, 该材料具有足够的强度和刚度, 能够用传统工艺方法进行机械加工和涂镀, 与环境友好, 具有广阔的发展前景。 目前, 硅铝合金电子封装材料在国内外的研究开发十分活跃, 其制备工艺主要分两类: 粉末冶金和喷射成形
[5 ,6 ,7 ,8 ,9 ]
。 但是, 目前关于喷射成形Si-Al合金的制备工艺、 沉积坯件的致密化工艺、 在固液两相区的热变形加工工艺及其在制备和变形过程中显微组织特征系统研究的报道很少。 本文利用喷射成形技术制备了Si含量70%的SiAl合金块体材料, 研究沉积态材料同铸态材料之间的显微组织差别, 探索了材料在热压条件下的组织演变机制, 检测了材料的线膨胀系数、 热导率以及抗弯强度, 为进一步的材料研究提供了参考。
1 实 验
试验所用合金成分为Si 70, Al 30 (%, 质量分数) 。 原料选用工业纯铝和工业纯硅, 喷射成形试验在北京有色金属研究总院和锦州市冶金技术研究所联合研制的高真空高温喷射成形设备上完成, 采用双层非限制式气流雾化喷嘴, 雾化气体为高纯Ar气, 雾化喷嘴与沉积坯件接收系统配合方式为直喷斜拉, 斜拉角度为30°~40°, 偏心距为30 mm, 接收距离为500~700 mm, 熔体质量流率为6~8 kg・min-1 , 雾化压力为0.6~0.8 MPa。
热压致密化试验在北京有色金属研究总院自制的真空热压炉中进行, 气体为氩气。 利用GJB332-87型膨胀仪测定Si-Al合金线膨胀系数, 试样尺寸为Φ 7 mm×65 mm。 材料显微组织在NEOPHOT-2型光学显微镜和JSM-840型扫描电镜上进行观察, 同时利用扫描电镜的附加配置NORAN-VANTAGE-DI4105型能谱仪对合金中的不同位置的成分进行分析。
2 结果与讨论
2.1 喷射成形制备工艺
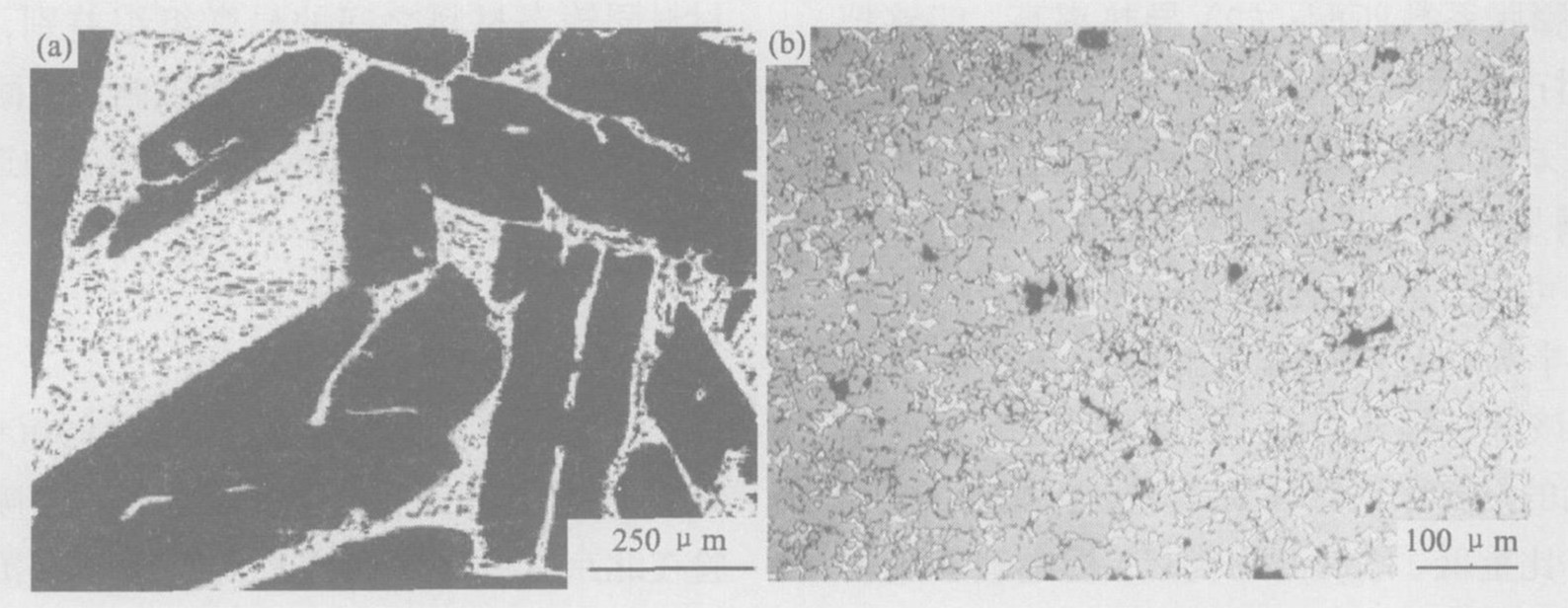
图1所示为常规铸造与喷射成形Si-Al合金显微组织的对比, 铸态显微组织主要由粗大的、 高纵横比的一次硅晶体组成, 针状一次硅相的尺寸为毫米级, 导致极度各向异性的显微组织, 这将有害于力学性能、 物理性能和可加工性。 喷射成形制备Si-30%Al合金组织细小, 初生硅相为不规则形状, 尺寸大约在10~40 μm之间, 均匀弥散地分布在铝基体中, 材料中有小尺寸的疏松和孔洞。 喷射成形Si-Al合金组织最显著的特点是初生硅相得到显著细化, 尺寸较小, 形状不规则, 包括近球形、 近三角形、 近方形及长条形等, 随机分布在铝基体中, 在局部小区域内, 初生硅相互相连接在一起。
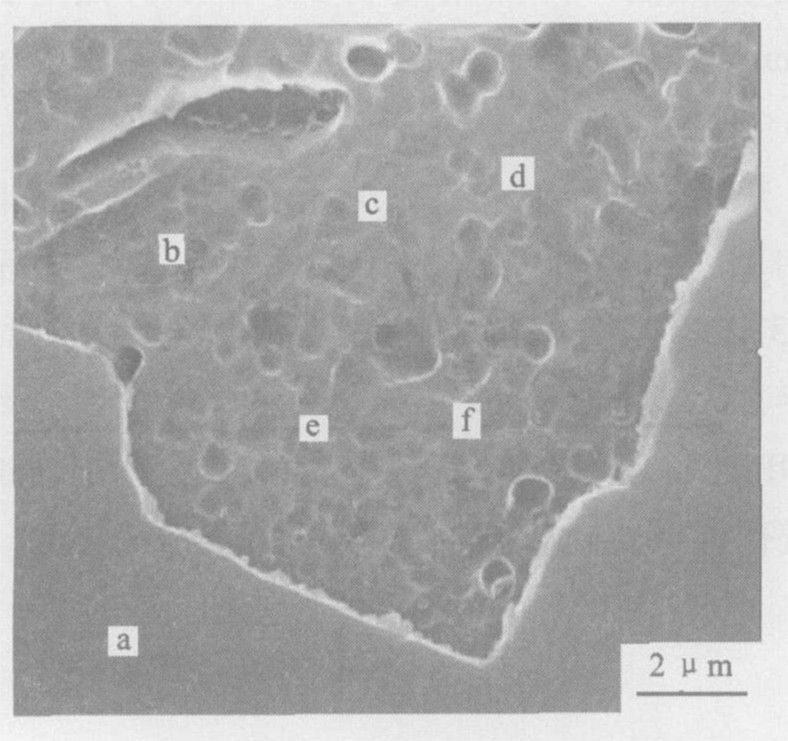
图2所示为喷射成形Si-30%Al合金沉积态的SEM照片, 对铝基体内不同点做能谱分析, 得到各微小区域内的成分, 见表1。 由SEM图及其对应的各点成分初步可以判断, a点为初生硅相, 由b, c, e, d和f各点的能谱分析结果, 可以把铝基体分为两类: 一类是硅含量较低的铝基体 (Si含量在1.43%~5.77%之间) , 根据铝硅合金相图可知, 这种铝基体是α-Al相和过饱和α-Al相; 另一类是硅含量较高的铝基体 (Si含量在12.57%~19.55%之间) , 根据铝硅合金相图可知, 这种铝基体为铝硅共晶相和铝硅伪共晶相。
2.2 致密度化处理
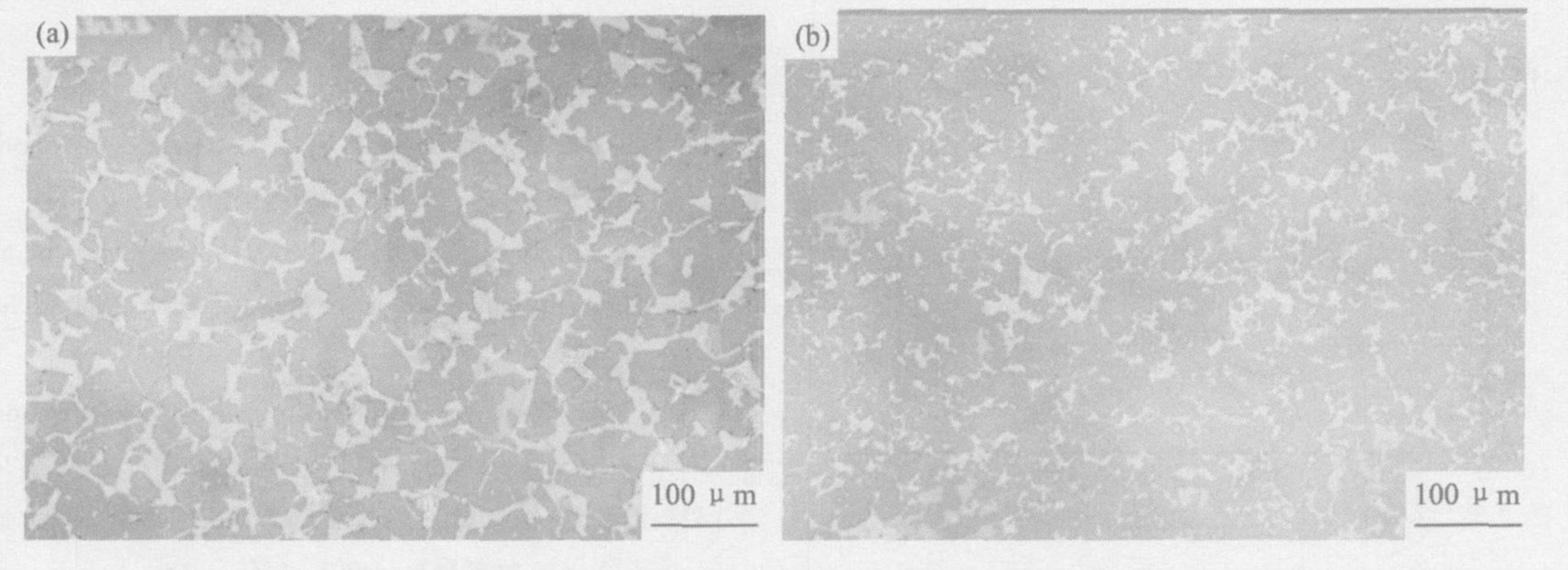
喷射成形所制备的材料致密度通常在95%~98%左右, 因此在实际使用之前需要进行致密化处理。 图3是不同热压工艺条件下Si-30%Al合金的显微组织, 由图可知热压后Si-30%Al合金的显微组织发生较大变化: 首先, 热压致密化后材料内没有明显的孔洞缺陷; 其次, 热压致密化后初生硅相和铝基体相重新排列, 初生硅相在压力作用下聚集在一起, 而铝基体相在压力作用下连接在一起。
图1 喷射成形Si-30%Al合金沉积坯件中心区域的显微组织
Fig.1 Microstructure of center parts of spray-deposited Si-30%Al alloy
(a) 铸态; (b) 喷射成形70Si30Al
图2 Si-30%Al合金沉积态的SEM照片
Fig.2 SEM photograph of as-deposited Si-30%Al alloy
表1 SEM图中各微区成分 (%, 质量分数)
Table 1 Composition of six positions in SEM
Al
Si
0.95
99.05
94.23
5.77
98.57
1.43
80.45
19.55
96.79
3.21
87.43
12.57
图3 喷射成形Si-30%Al合金热压致密化显微组织的变化
Fig.3 Variation of microstructures of Si-30%Al alloy after hot pressing
(a) As-hot-pressed (570 ℃, 4 h, 200 MPa) ; (b) As-hot-pressed (570 ℃, 4 h, 250 MPa)
根据图3所示材料显微组织特征, 可以推测材料在热压过程中, 初生硅相有两种运动方式: 一是初生硅相在压力作用下断裂并彼此分离; 二是初生硅相在压力作用下有互相接近并连接成一体的趋势。 铝相在压力下也有两种运动方式: 一是铝相流动以填充孔洞, 从而使材料达到致密; 二是铝相在压力的作用下互相聚集与连接, 而且这种聚集与连接的程度主要受到压力大小的影响。 初生硅相在压力作用下转动并滑动, 但是由于初生硅相的数量较多、 尺寸较大, 初生硅相的运动受到周围初生硅相的约束, 在较大的应力作用下初生硅相断裂, 断裂后的初生硅相在压力的作用下转动并滑动, 铝相在压力作用下流向断裂部位, 从而使断裂开来的初生硅相通过塑性相又互相连接在一起, 如图3 (a) 所示。 初生硅相的断裂为铝相的塑性流动提供了新的路径, 铝相的塑性变形促使断裂后初生硅相产生转动和滑动, 这些变形都促进了材料的整体协调变形。 初生硅相在压力作用下有互相接近的现象。 这是由于初生硅相之间的铝相在较大压力作用下变得狭长, 此时铝相的形状依赖于初生硅相边缘部位的形状, 初生硅相在三向压力的作用下互相挤压在一起, 如图3 (b) 所示。
2.3 性能研究
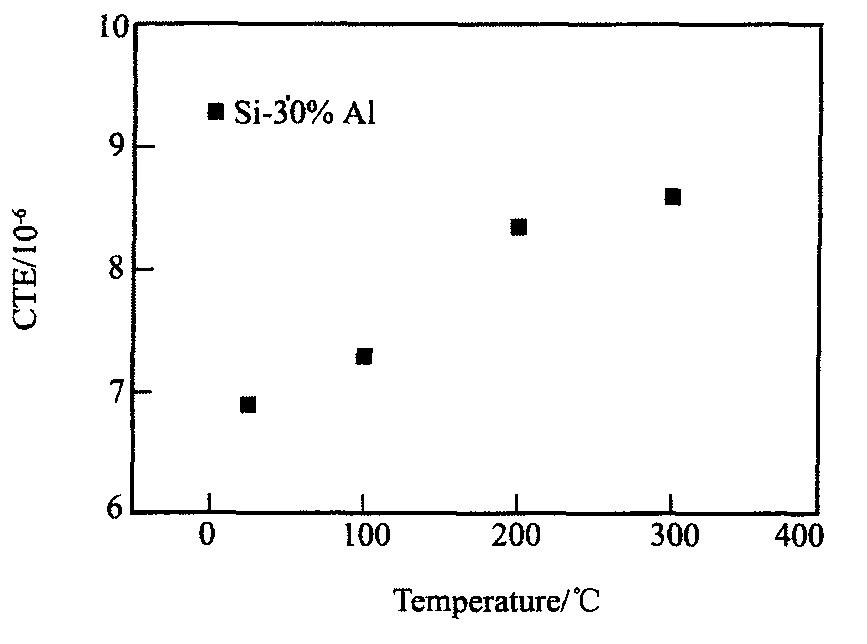
图4为热压致密化后Si-30%Al合金的热膨胀系数随温度的变化规律。 由图可知, 室温下, Si-30%Al合金的热膨胀系数为6.9×10-6 K-1 , 随着温度的升高, 材料的热膨胀系数也随之升高。 在温升初期, 热膨胀系数升高速度较快, 随后有所降低。 这是因为初期合金的热膨胀系数受Al向影响较大, 热膨胀系数升高较快; 随着温度的升高, 合金的热膨胀系数受初生硅相的影响越来越大, 而硅的热膨胀系数随温度变化较小, 因此合金的热膨胀系数升高速度降低。
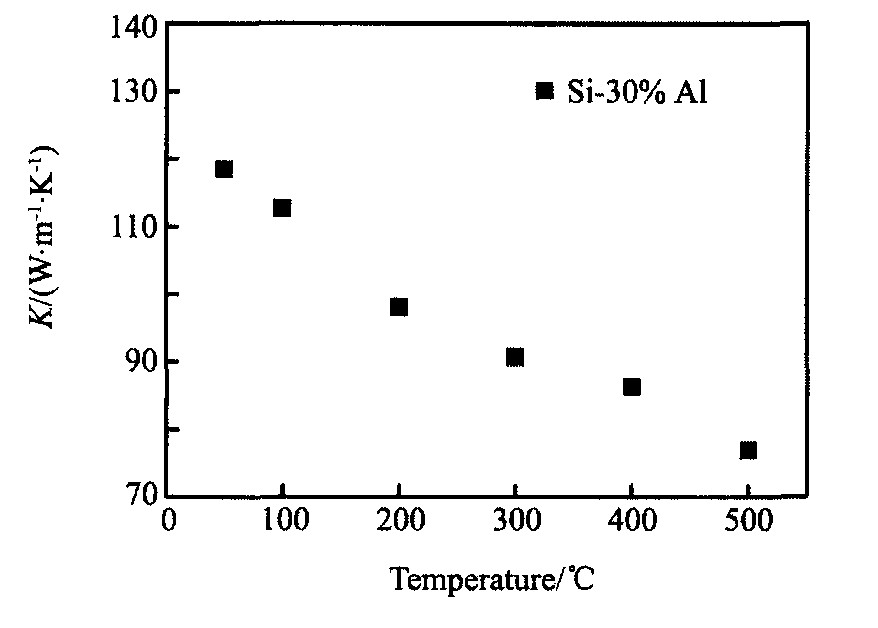
图5是Si-30%Al合金的热导率随温度的变化规律。 可以发现, 在50 ℃条件下, 合金的热导率为118 (W・m-1 ・K-1 ) , 随着温度的升高, 材料的热导率单调降低。 典型的半导体芯片的最大工作温度在100 ℃量级, 因此合金材料这种相对较高的热导率对于及时传导芯片所产生的热量是非常有利的。
喷射成形Si-30%Al合金经过热压致密化后, 其抗弯强度值可以达到180 MPa。 由于封装件在工作过程中承受的力作用较小, 因此其抗弯强度也能够满足使用要求。
图4 热压致密化后Si-Al合金的热膨胀系数
Fig.4 Thermal expansion coefficient of sprayformed Si-Al alloys after hot pressing
图5 热压致密化后Si-Al合金的热导率
Fig.5 Thermal conductivity of spray formed Si-Al alloys after hot pressing
3 结 论
1. 喷射成形所制备的70Si30Al合金中Si颗粒尺寸为10~40 μm, 均匀细小, 且弥散分布, 有利于后续热变形加工处理。
2. 致密化处理后的材料热膨胀系数为 (7~9) ×10-6 /K, 热导率在120 W・m-1 ・K-1 左右, 抗弯强度达到180 MPa, 可以满足电子封装对高性能封装材料的要求。
参考文献
[1] White D, Keck S, Smith I.New ground in hybrid packaging[J].Hybrid Circuit Technology, 1990, 12 (1) :14.
[2] Jacogson D M, Sangha S P S.Future trends in materials forlightweight microwave packaging[J].Microelectron.Intl., 1998, 15 (3) :17.
[3] Hodson Tirnothy.AlN steps up, takes the heat and delivers[J].Electronic Packaging and Production, 1997, 37 (3) :34.
[4] 王敬欣, 张永安.应用于电子封装的新型硅铝合金的研究与开发[J].材料导报, 2001, 15 (6) :18.
[5] 张济山.新型喷射成形轻质、高导热、低膨胀Si-Al电子封装材料[J].材料导报, 2002, 16 (1) :1.
[6] Sangha S P S, Jacobson D M, Ogilvy A J W, et al.Novel alumini-um-silicon alloys for electronics packaging[J].Engineering Scienceand Education Journal, 1997, 11:195.
[7] Jacobson D M, Sangha S P S.Novel low expansion packages forelectronics[J].The GEC Journal of Technology, 1997, 14 (1) :48.
[8] Jacobson D M.Lightweight electronic packaging technology based onspray formed Si-Al[J].Powder Metallurgy, 2000, 43 (3) :200.
[9] 张智慧, 熊柏青, 张永安, 朱宝宏, 刘红伟, 石力开.喷射成形Al11.4Zn2.6Mg1.7Cu合金沉积、预热和挤压3种状态的显微组织分析[J].稀有金属, 2005, 29 (4) :534.