ϡ�н��� 2005,(05),609-614 DOI:10.13373/j.cnki.cjrm.2005.05.003
������������������ºϽ��ȱ�����Ϊ���о�
�Ź��� ���� �」�� ��� �ܸ��� ���촺
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�������ղ����о�Ժ,�������ղ����о�Ժ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ������������150001 ������������ѧ���Ͽ�ѧ�빤��ѧԺ,������������150040 ,����100095 ,����100095 ,������������150001 ,������������150001 ,������������150001 ,������������150001
ժ Ҫ��
����Gleeble-3500��ģ��ʵ�����������������������ºϽ���10501 140��, Ӧ������Ϊ0.011 0.0 s-1, ���Ӧ����Ϊ80%��������, �����˵��º�Ӧ������ѹ���ȱ���ʵ�顣ȷ���˸úϽ�����ȱ�������Ϊ�¶�1050��, Ӧ������10.0 s-1, ����Ӧ����20%6 0%;�����˱�������������Ӧ������ֵӦ��������ϵ����Ӱ�����, ����ͬ��Ӧ��������, �����¶ȵ�����, ��ֵӦ������;����ͬ��ʵ���¶���, ����Ӧ�����ʵ�����, ��ֵӦ������;����ϵ�����ӡ������˸�������κϽ���ȱ��μ�����Ϊ920.74 kJ.mol-1, �Ӷ�ȷ���˸úϽ�ı�������, ������˷��̽Ϻõ������úϽ�ı����ص㡣
�ؼ��ʣ�
������� ;���ºϽ� ;�ȱ��� ;������ ;
��ͼ����ţ� TG132.2
�ո����ڣ� 2005-06-30
���� �����������мƻ�������Ŀ (K1400061101);
Hot Deformation Behavior of a New Type Spray Formed Nickel-Base Superalloy
Abstract��
The hot deformation characteristics of a new type spray formed Ni-base superalloy were investigated by compression testing at isothermal constant strain rates in the range of 0.01��0.1 s-1 , and testing temperature in the range of 1050��1140 �� with maximum engineering strain 80% by means of Gleeble-3500 thermal mechanical simulator.The optimum deformation parameters were determined by hot compression testing, 1050 ��, 10.0 s-1 , engineering strain 20%��60%.The influence of deformation parameters on flow stress, peak stress and softening coefficient were analyzed.The peak stress is decreased with testing temperature increase at the same strain rates, and the peak stress is increased with strain rates increase at the same testing temperature.With the increasing strain rates, the soften coefficient is increased.The constitutive equation of the spray formed superalloy is presented by calculating the deformation activation energy 920.74 kJ��mol-1 .The constitutive equation represents well the spray formed superalloy deformation features.
Keyword��
spray forming;superalloy;hot deformation;activation energy;
Received�� 2005-06-30
������μ���������20����70���, ��������30����ķ�չ��ʷ
[1 ,2 ,3 ]
�� ���ڸü������ڿ������̷���, ���øü����Ʊ��IJ��ϳ��˾��п������̼������ص�����, �������������Ķ�����, �����������ͳ�����һ�������, �Ʊ��ĺϽ�������
[4 ]
, ���ƺϽ���ȼӹ����ܵ�
[5 ,6 ]
; ����������μ���һ��������ܵ��˸��������ߵ������� ���ڸü����ѳɹ�Ӧ�����Ʊ����Ͻ� ͭ�Ͻ� �����Ͻ� ���ºϽ�Ȳ���, ������������е������� �۵η��С� �ȴ���ȹ��̶�������ģ���о�, ��������β��ϵ���֯�� ���ܼ����ƻ����ȷ���Ҳ�����˹㷺���о�
[7 ,8 ,9 ,10 ]
�� ��������ߺϽ����Է�����о�����, �����Ǹ���������θ��ºϽ��ȼӹ����ܷ���, �����ºϽ��ȼӹ����ܵ���߶�������Ͻ��ʹ�÷�Χ��������������Ҫ�ġ� ������Ҫͨ����ģ��ʵ���о�������θ��ºϽ�ı�������, ȷ�����䱾������, Ϊ�úϽ���칤�յ춨������
1 ʵ�鷽��
����������μ����Ʊ����ºϽ�����, �Ͻ�ɷ����1��ʾ�� ����������ȡ��8 mm��12 mmԲ����ѹ����������, ��Gleeble-3500��/��ģ��������Ͻ��и���ѹ���ȱ���ʵ�顣 �����¶�Ϊ1050, 1080, 1100��1140 ��, ������10 �桤s-1 �ٶȼ��ȵ���ͬ�ı����¶�, Ȼ����120 s, �ֱ��Ժ㶨��Ӧ������0.01, 0.1, 1.0��10.0 s-1 ������ѹ������, ������Ϊ20%��80%, ���κ���������������ȴ�� ʵ�����ݵIJɼ���Gleeble-3500�豸�ļ�����ɼ�ϵͳ����ɡ� Ϊ����ѹ��ʱ�������˵�Ħ����, ��ѹ����������ճ����Ƭ��
2 ʵ����������
2.1 ������������Ӧ��-��Ӧ������
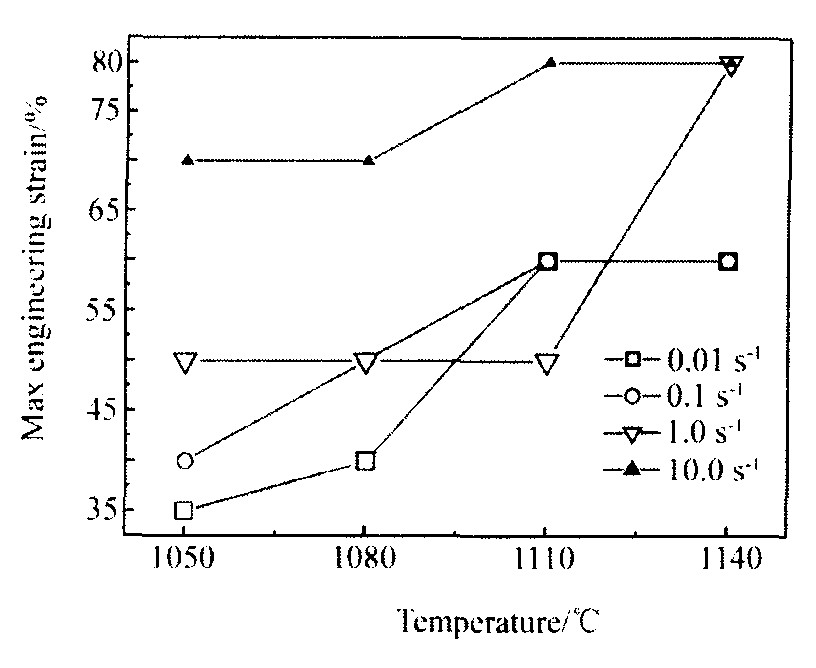
ʵ�鷢�����������ڱ�����Ϊ50%ʱ��û����, ֻ���ڲ�ͬ��ʵ���¶Ⱥ�Ӧ������������������ֲ�ͬ�̶ȵ����ơ� �ڽϵ͵ı����¶��� (T =1050 ��) , ��ʹ�������ʺܵ�
( �B �� = 0 . 0 1 s - 1 ) , ������ѹ��ʱҲ����������; ���ڽϸ��¶��� (T =1140 ��) , ��Ӧ������
�B �� = 1 0 s - 1 ʱ, ��������Ҳû�г�������, ��˵�������¶Ⱥͱ������ʶԲ��ϵı������������Ե�Ӱ�졣 ���ű����¶Ȼ�Ӧ�����ʵ�����, ������θ��ºϽ�����ױ��Ρ� ͼ1��������κϽ��ڲ�ͬ�����¶ȡ� Ӧ������ʱ������ͼ, ������Ϊ������ʱ�����Ӧ�䡣 ��ͼ�пɼ�, ������κϽ��ڸ�Ӧ������ (10.0 s-1 ) ������, ����ʵ���¶ȷ�Χ�ھ�������Ӧ�����������¸��õı��������� �����������Ͻ���εIJ�֮ͬ��, ����һ�����, ���¶Ȳ����������, ����Ӧ�����ʵ�����, ���ϵı�����������, ��������κϽ�ȴ�෴, ������Ϊ����������̹����γɵ���֯�����йء� ������ι�����, �ڲ����ڲ������˴����Ŀ�λ��λ��, ������ԭ�ӵ���ɢ����, ����˺Ͻ�ı��������� ��ͼ1�ɼ������о���������θ��ºϽ�����ȱ�������ΪӦ������10.0 s-1 , �����¶�1050��1140 ��, ������¶�1140 ��, Ӧ������0.01��10.0 s-1 �� ���������Ч�ʺͽ��������ɱ��Ƕȿ���, ���¸�Ӧ������������ʵġ� �������Ϊȷ�����ȼӹ����յ���Ҫ���ݡ�
��1 ������θ��ºϽ���Ҫ�ɷ� (��������, %)
Table 1 Chemical composition of spray formed superalloy (mass fraction , %)
Cr
Mo
W
Ti
Nb
Co
Al
Ni
11.06
4.55
2.64
2.59
2.74
14.4
3.12
��
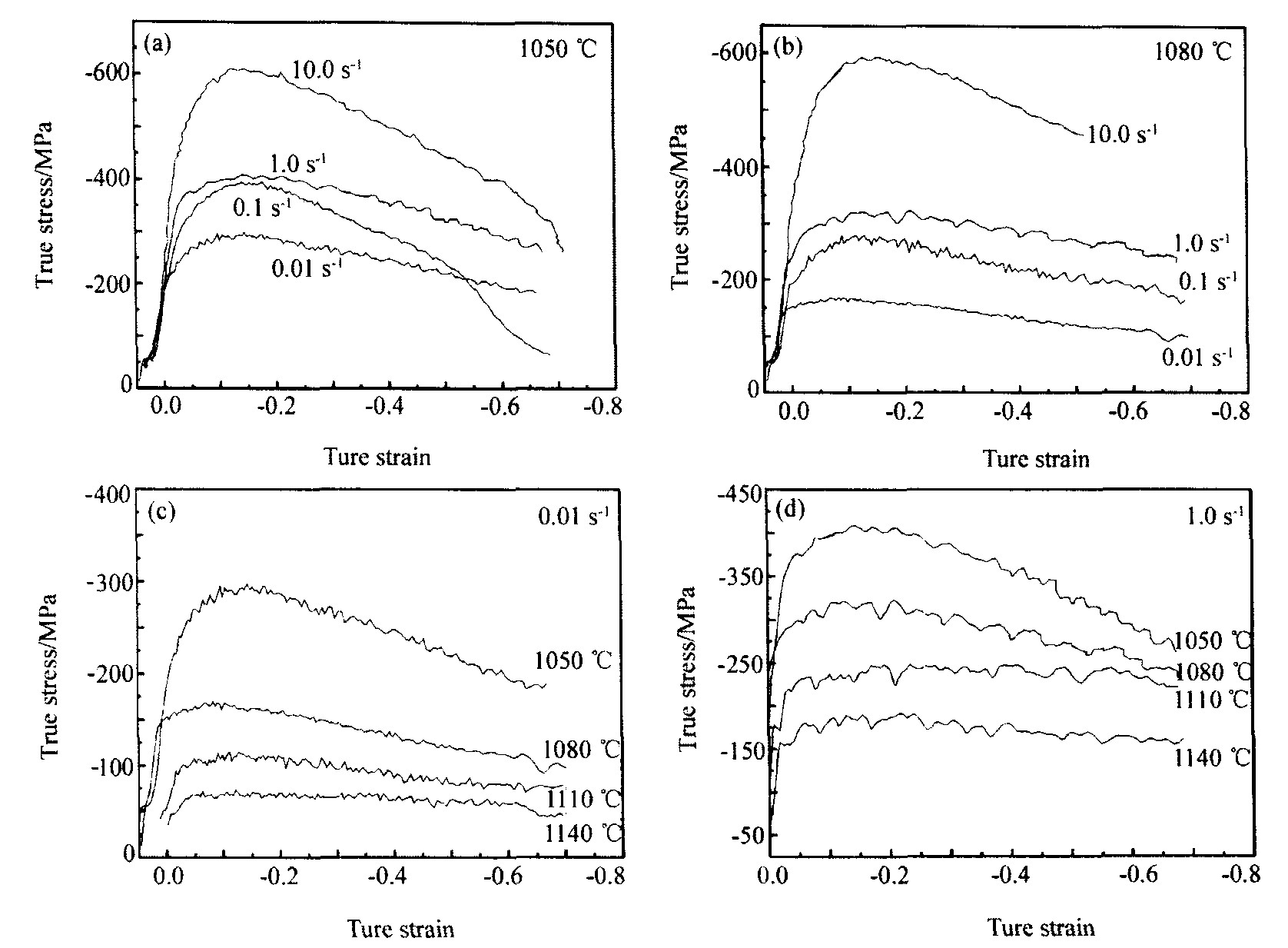
ͼ2��������θ��ºϽ���ѹ������ʱ���͵���Ӧ��-��Ӧ���ϵ����
( �� - �B �� ����) �� ��ͼ�ɼ�, �����¶Ⱥ�Ӧ�����ʶԺϽ�����������״Ӱ��ϴ� ����ͬ�ı����¶���, ����Ӧ�����ʵ�����, �������Ӧ������ (ͼ2 (a) , (b) ) ; ����ͬ��Ӧ������������, ���ű����¶ȵ�����, �������Ӧ������ (ͼ2 (c) , (d) ) �� �����¶�Խ��, ��Ӧ������Խ��, ����������Խ����ƽ��, ��ͼ2 (b) , (c) ��ʾ�� ��ͼ2�л����Կ���, �ڱ��ο�ʼ��, ����Ӧ�������, ���ڼӹ�Ӳ���������Ӧ����������, ��Ӧ��Ϊ-0.05��-0.15���Ҵﵽ���ֵ, ���Ӧ������, ����������θ��ºϽ��ڸ��¶��±���, �ѷ����˶�̬�ٽᾧ, ������Ӧ���ﵽ��ֵӦ��ʱ, �ӹ�Ӳ���Ͷ�̬�ٽᾧ�����ﵽƽ��, ��������̬�����, �������¶�����, �������ʼ�С, ��̬�ٽᾧ���ٽ�Ӧ��ֵ��С (��ͼ2 (a) , (b) ��ʾ, �� =-0.05) , ����ʾ������κϽ��ڸ����¶�̬�ٽᾧ�����úܿ졣 �ڽϸ�Ӧ������1.0 s-1 ��, �������߳����˾���β���, ����Ϊ��������̬�ٽᾧ���� (��ͼ2 (d) ��ʾ) , �����¶ȵ�����, ����β�������, ��������̬�ٽᾧ��ʧ, ����������̬�ٽᾧ�Ρ�
ͼ1 ������θ��ºϽ�ͬ���������µĹ�������ͼ
Fig.1 Plasticity curves of spray formed superalloy at various testing conditions
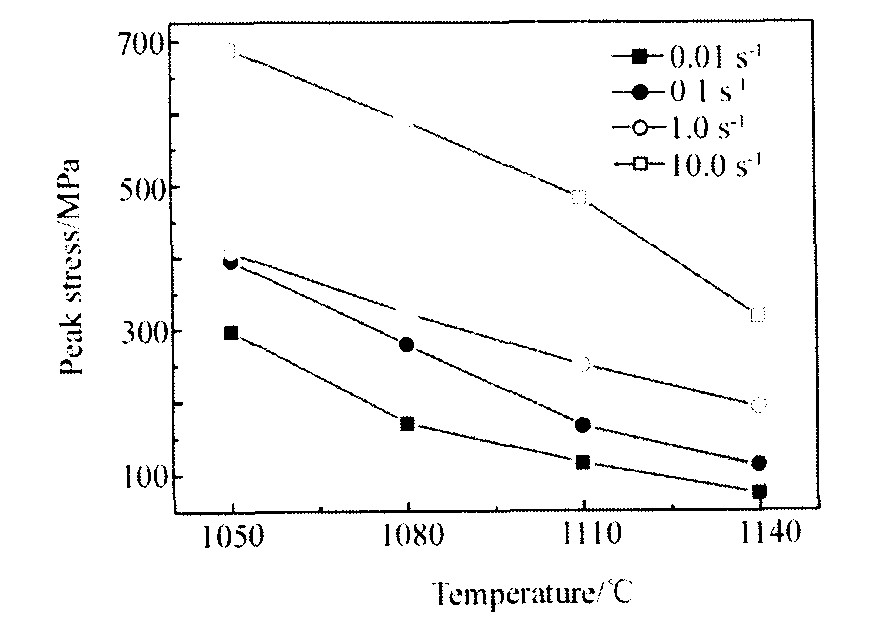
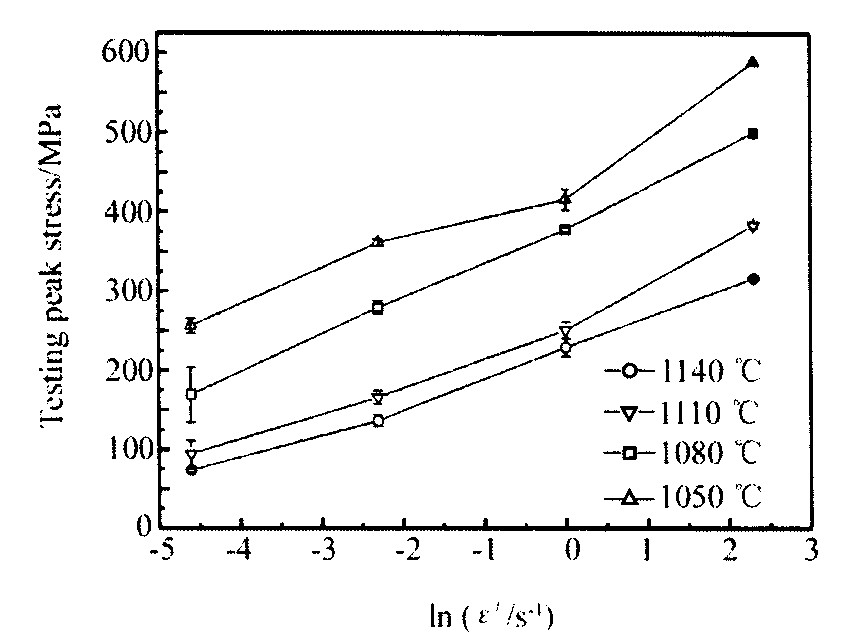
ͼ3��������θ��ºϽ��ֵӦ�����¶ȡ� Ӧ�����ʵĹ�ϵ���ߡ� ��ͼ�п��Կ���, ����ͬ��Ӧ��������, ���ű����¶ȵ�����, ��ֵӦ������; ����ͬ�ı����¶���, ����Ӧ�����ʵ�����, ��ֵӦ������, ������������Ӧ���������в��ϡ� Ӧ������Խ��, ��λӦ�����ʱ��Խ��, λ�������ٶȼӿ�, λ���ܶ�Ѹ������, ʹ��̬�ٽᾧ�ṩ����������ʱ������, ���Ա��ν��в����, ���Ա���������, �Ӷ���ߺϽ���ε��ٽ���Ӧ��, ��������Ӧ������
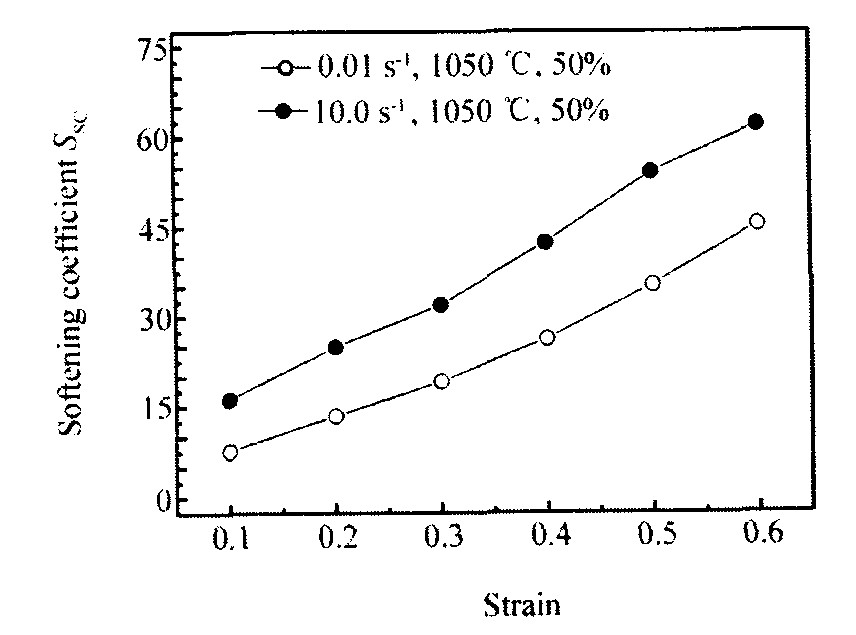
ͼ4�Dz�ͬӦ������������������θ��ºϽ���������ϵ����Ӧ���Ĺ�ϵ�� ��������ϵ���ɶ���Ϊ (1) ʽ����ʽ
[11 ]
, ʽ���� p Ϊ��ֵӦ��, �� i Ϊ��ͬӦ��������Ӧ��Ӧ���� ��ͼ�������ɼ�, ��ʵ������������Ӧ�������, ����ϵ������, ����ͬ�����¶���, ����Ӧ�����ʵ�����, ����ϵ������, ����ͼ2��ǰ��ķ������һ�¡�
S s c = �� p - �� i �� p �� 1 0 0 % ? ? ? ( 1 )
2.2 ������θ��ºϽ��ȱ��α�������
��ǰ��������֪, ���ºϽ��ȱ��ι��̵�ͻ���ص��Ƕ��¶Ⱥ�Ӧ�����ʸ߶�����, ��������������С�ı仯, ���ɵ�������Ӧ��������֯�������ı�, �����Ȼ���ºϽ���ȱ����¶ȷ�Χ��С, ������Ӧ�¶������ںϽ������Ӧ��ȴ�ںܴ�Χ�ڱ仯�� Ϊ���о��Ͻ��������ȼӹ�����������Χ�ڵ�������Ϊ, ����Ҫȷ���Ͻ�ı��μ�����, ��Ϊ���ºϽ���ȱ�����һ���ȼ�����̡� ���ȱ��ι����и�������Ӧ�������ڱ����¶�T��Ӧ������
�B �� , һ������䷽�� (2) ����ʾ
[12 ,13 ,14 ]
:
ͼ2 ������κϽ��ڲ�ͬ�¶Ⱥ�Ӧ�����������µ���������
Fig .2 Flow curve sif spray formed superalloy at different temperatures and strain rates
(a) 1050��; (b) 1080��; (c) 0.01 s-1 ; (d) 1.0 s-1
�� = �B �� ? exp ( Q R �� ) = f ( �� ) ? ? ? ( 2 )
ʽ��ZΪZener -Hollomon ����, �����¶���������Ӧ����; QΪ���μ�����, ����ӳ���ϱ��ε����׳̶�; RΪ���峣��; f (��) ΪӦ�������� ��������: ��ֵӦ����p s f (��) ��3�ֱ�ʾ��ʽ:
ͼ3 ������θ��ºϽ��ֵӦ�����¶ȹ�ϵ����
Fig .3 Maximum flow stress as function of temperature at different testing temperatures
f 1 (��) =A��n1 (�� ����<0.8) (3)
f 2 (��) =B exp (�¦�) (�� ����>1.2) (4)
ͼ4 ��ͬӦ������������������κϽ���������ϵ����Ӧ����ϵ����
Fig .4 Relationship of soften coefficient and strain at various strain rates
f 3 (��) =C[sin h (����) ]n (ȫ��Ӧ��) (5)
ʽ��: A, B, C, ��, ��Ϊ����, n1 ΪӦ��ָ��, �Ҧ�=��/n1 �� һ����Ϊ, (3) ʽ������Ӧ���ϵ͵����; (4) ʽ������Ӧ���ϸߵ������ ��ʽ���Ӧ���ڲ����ʵ�Ӧ������, �����ɽϴ���� Ϊ�˱������ڹ�ʽѡ�ö���ɵIJ���Ҫ�����, Sellars ��Tegart
[14 ]
���� (5) ʽ��˫�����ҹ�ϵ��ʾӦ��, ��ʽ�ܹ�����ԽϿ���Ӧ����Χ�������������ϵı�����Ϊ�� ͨ�������Ż��Ħ�ֵ��0.010��0.016֮��ѡȡ, ��������<0.8ʱ, �������������ݺ���ʽ (3) �ļ�����, ��������>1.2ʱ, ������ָ������ʽ (4) �ļ������� ����ʵ������������õ������, ʽ (5) �����Z��Q��ʽ (3) ��ʽ (4) �ļ���������һ�¡�
Ϊ���о��Ͻ��������ȼӹ�����������Χ�ڵ�������Ϊ, ����ʽ (5) ������˫�����Һ�����ʽ�ı������̼���Ͻ�ı��μ�����, ��ֵͨ��ʽ (3) �� (4) ����õ�,
n 1 = ? ln �B �� ? ln �� | �� ? �� = ? ln �B �� ? �� | �� �� ������� �� =0.023395, n 1 =6.12, ����
�� = 0 . 0 2 3 3 9 5 6 . 1 2 = 0 . 0 0 3 8 2 3 ��
���÷��� (5) ���ʵ��ļ���ɵñ��μ����ܵı���ʽ:
Q = R ? ln �B �� ? ln [ s i n h ( �� �� ) ] | �� ? ? ln [ s i n h ( �� �� ) ] ? ( 1 / �� ) | �B �� = R ? n ? s ? ? ? ( 6 )
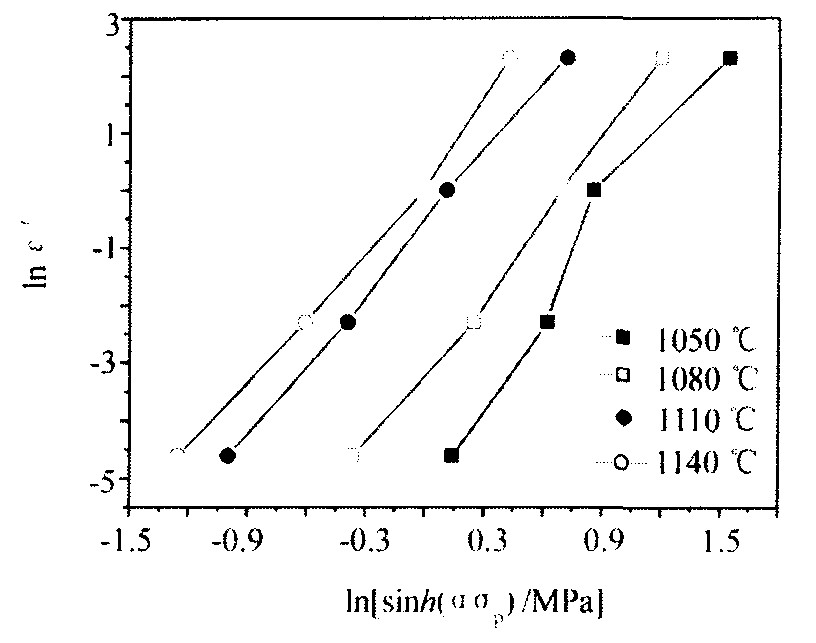
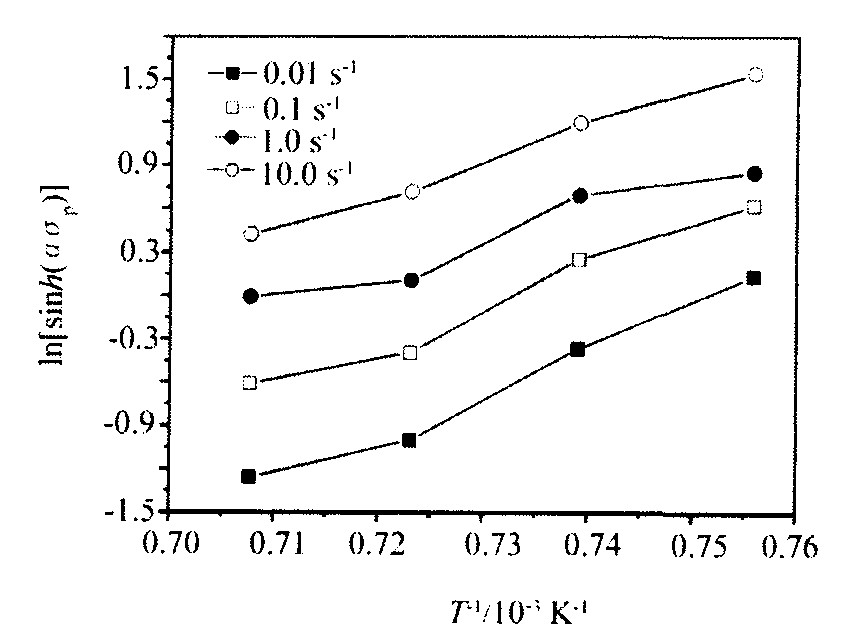
ͼ5��6Ϊ����������θ��ºϽ��ֵӦ�������õ�ln
�B �� ��ln [sin h (����) ]֮�䡢 ln [sin h (����) ]��1/T֮��Ĺ�ϵ����, �Ӷ�ȷ����n��sֵ�ֱ�Ϊ4.396��25192.4, ���Լ�����Q=Rsn=8.314��25192.4��4.396=920.74 kJ ��mol -1 �� ������������ĸ��±��μ�����ֵԶ���ڴ����������ɢ������272.7 kJ ��mol -1
[15 ,16 ]
, ������Ϊ����������ڸø��ºϽ��д��ڴ����Ĺ���Ԫ����Cr , Mo , W , Co ��, �Լ��������� ����, ��ʹ����������ο������̹�����, ��Щ����ԭ�ӵ���ק���ú͵ڶ������ӵĶ���������Ȼ����, ���Ե���Qֵ�������ӡ�
��Ϊ�� (2) �� (5) ʽ�ɵ�,
�� = �B �� exp ( Q R �� ) = C [ sin h ( �� �� ) ] n ? ? ? ( 7 )
������,
ln �� = ln �B �� + Q R �� = ln C + n ln [ sin h ( �� �� ) ] ? ? ? ( 8 )
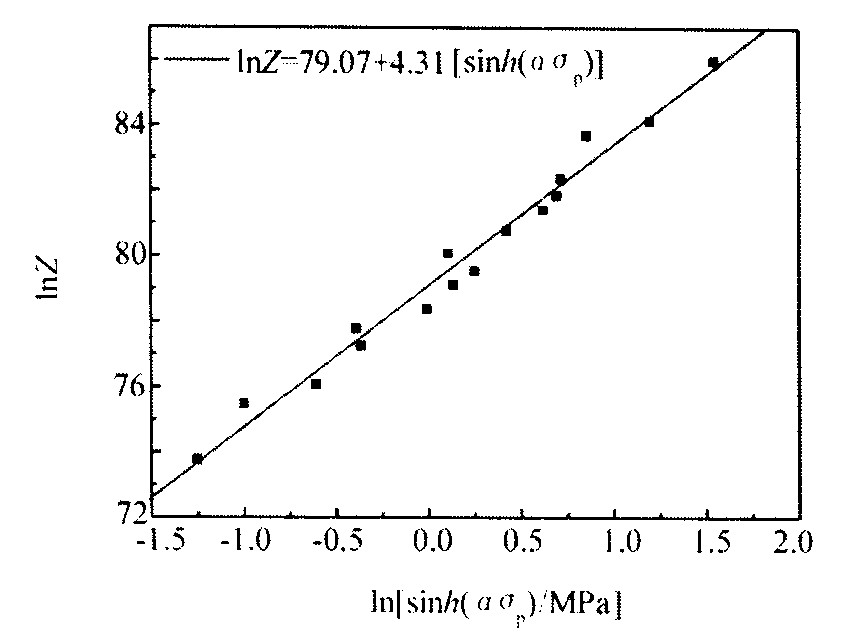
ͨ��ͼ6�ɵ�:
ln Z=79.03+4.3[sin h (����p
��ʽ (8) ͨ��ϵ���Աȿɵ�, C=2.186��1034 , n=4.3�� ����������θ��ºϽ�ı�������Ϊ:
Z=C[sin h (����p n =2.186��1034 [sin h
(0.003823��p 4.3 (10)
��ʽ (7) �� (10) �ɵ�
�B �� exp ( 1 1 0 7 4 5 . 7 �� ) = 2 . 1 8 6 �� 1 0 3 4 [ sin h ( 0 . 0 0 3 8 2 3 �� p ) ] 4 . 3 ? ? ? ( 1 1 )
�� (11) ʽ�ɼ������������ȷ���ķ�ֵӦ����p
ͼ5 ������θ��ºϽ��ֵӦ����nֵ
Fig .5 n values of spray formed superalloy at peak stresses
ͼ6 ������θ��ºϽ��ֵӦ����sֵ
Fig .6 s values of spray formed superalloy at peak stress
ͼ7 lnZ��ln[sinh (����) ]֮���ϵ
Fig .7 Relationship of ln Z and ln [sin h (����) ]
ͼ8 ������θ��ºϽ��ֵӦ������ֵ�����ֵ���ͼ
Fig .8 Error graph between theoretical values and calculation values at peak stresses of spray foamed superalloy
3 �� ��
���о���������θ��ºϽ�����ȱ�������Ϊ�¶�1050 ��, Ӧ������10 s-1 , ���γ̶�20%��60%�� ������θ��ºϽ����ȱ��ι����б��ֳ�����ͬ��Ӧ�������������¶ȵ�����, ��ֵӦ������; ����ͬ��ʵ���¶���, ����Ӧ�����ʵ�����, ��ֵӦ�����͡� ����ͬ��ʵ��������, ����Ӧ�������������θ��ºϽ������ϵ������, ˵�����������ڲ��ϱ��ι�������ռ������λ�� ������Ը��ºϽ�ļ�����Ϊ920.74 kJ��mol-1 , �ߵļ����������ڵڶ��ඤ������ק�������¡� ������θ��ºϽ�ı�������ʽΪZ =A [sinh (���� p ) ]n 34 [sinh (0.003823�� p ) ]4.3 , ������÷��̼����Ӧ��������ֵ�ǺϽϺá�
�����
[1] ��ǬҢ, ���.���ºϽ�[M].ұ��ҵ������, 2000, 4:51.
[2] ����һ, ���ػ�.�������̼��������ͺϽ�[M].�������, 1990, 11:158.
[3] ʦ����, ����ܭ.�й����ºϽ�40��[J].����ѧ��, 1997, (3) :1.
[4] Mckechnie T.Near net shape spray forming-metals[A].Proceed-ings of the International Thermal Spray Conference[C].2000.1105.
[5] Greg Butzer, Kim Bowen.Spray forming aerospace alloys[J].Ad-vanced Materials and Processes, 1998, (3) :21.
[6] �」��, ���, �־�, ��.��������������ºϽ������֯����[J].�й���ɫ����ѧ��, 1999, (Supl.1) :142.
[7] Brichnell R H.The structure and properties of a nickel-based su-peralloy produced by spray atomization-deposition[J].Metall.Trans., 1986, 17A (4) :583.
[8] Grant N J.Recent trends and developments with rapidly solidifiedmaterials[J].Metall.Trans., 1992, 23A (4) :1083.
[9] Lavernia E J, Grant N J.Spray deposition of metals:A Review[J].Mater.Sci Eng., 1988, 98:381.
[10] �Ź���, ������, ����.�ṹ����������μ����������������ºϽ�[J].���Ͽ�ѧ�빤��, 1999, 7 (Supl) :66.
[11] Verlinden B, Suhadi A, Delaey L.A generalized constitutive equa-tion for an AA6060 aluminium alloy[J].Scripta Metall.Mater., 1993, 28 (11) :1441.
[12] ��ʫ���.���������Ա�������[M].������ҵ������, 1997.13.
[13] Karhausen K, Kopper R.Model for integrated process and mi-crostructure simulation in hot forming[J].Steel Research, 1992, 63 (6) :247.
[14] �ص�����, �ſ���У.����ĸ������Ա���[M].����:����������ѧ������, 1989.35.
[15] Burachy V, Cahoon J R.A theory for solute impurity diffusion[J].Met and Mat Trans A, 1997, 28A (3) :563.
[16] �.����ѧԭ��[M].��������ҵ��ѧ������, 1989.226.