Simulation of fuzzy control systems for nonferrous alloy vacuum counter-pressure casting
YAN Qing-song(严青松)1, CAI Qi-zhou(蔡启舟)1, WEI Bo-kang(魏伯康)1, YU Huan(余 欢)2, YU Zi-rong(俞子荣)2
(1. State Key Laboratory of Die Technology, Huazhong University of Science and Technology, Wuhan 430074, China;
2. Nanchang Institute of Aeronautical Technology, Nanchang 330034, China)
Abstract: Through simulation analyses of vacuum counter-pressure casting fuzzy control systems based on MATLAB, fuzzy control systems designed by simulation can track technical route established well. When transmission functions of vacuum counter-pressure casting controlled objects are changed in operation, fuzzy control systems can carry on self-regulation and stabilize quickly, and embody the advantages of fleet response velocity and little adjusting quantity. The design of vacuum counter-pressure casting fuzzy control systems is accelerated and improved greatly by simulation based on MATLAB. Meanwhile, their design is accurate and reliable. Moreover, microstructure and properties of thin-wall aluminum alloy castings are improved effectively by using fuzzy control systems.
Key words: vacuum counter-pressure casting; nonferrous alloy; fuzzy control; MATLAB; simulation CLC number: TG249.2
Document code: A
1 INTRODUCTION
Vacuum counter-pressure casting technology is a kind of advanced counter-gravity method. It has characteristics of vacuum suction casting, low-pressure casting and pressure kettle casting concurrently, and its technology theory adopts to fill mould under low pressure or vacuum and to crystallize under high pressure, so it has predominant filling hydrodynamics and solidification mechanics condition[1]. It shows enormous vitalities in near net shape, large-scale, thin-wall and complicated nonferrous alloy castings in many fields such as aviation, spaceflight, national defence and automobile industry. To obtain high quality nonferrous alloy castings the whole technology must be controlled accurately, therefore, adopting advanced intelligent control systems is an assurance of the whole technology[2, 3].
Fuzzy control is one of the most advanced control algorithms in current intelligent control systems, and adapts greatly to control industry production process and big systems. However, the design methods of fuzzy control systems depend on trial and error analyses, which limits their use. Therefore, how to design and improve fuzzy control systems quickly and accurately is a problem explored in present intelligent control field[4-6]. At present, control systems of vacuum counter-pressure casting adopt advanced fuzzy control mostly[2, 7, 8], but it is a very time-consuming and troublesome task to adjust fuzzy control parameters such as vacuum pressure. Moreover, they adopt mostly general programming language such as C language. Not only their design cycle is long, their design and debug are difficult, but also control error is relatively heavy, so it is difficult to satisfy the demand of accurate control of the whole technology. MATLAB is a famous mathematical software collecting mathematical operation, graph processing and language design in a whole, and it is the widest language and tool used in international control field[9]. The functions of MATLAB numerical analysis, simulation and operation are very strong, and it is a convenient and feasible utility tool which carries on computer aided design of control systems[10-12], moreover, it adapts to simulation and design of fuzzy control systems especially[13, 14]. In the paper the authors adopt MATLAB to simulate and analyze vacuum counter-pressure casting fuzzy control systems.
2 TECHNOLOGY AND CHARACTERISTICS OF VACUUM COUNTER-PRESSURE CASTING
2.1 Technology theory
Working theory of vacuum counter-pressure casting is shown in Fig.1. Its technology is divided into five stages: vacuumization, filling mould, rising pressure, keeping pressure and releasing pressure. Its technical route is shown in Fig.2.

Fig.1 Working theory of vacuum counter-pressure casting
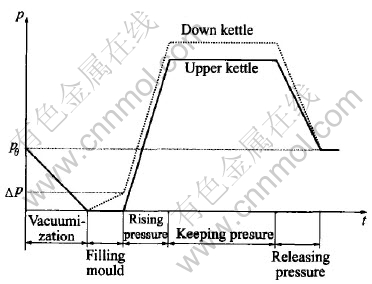
Fig.2 Technical route of vacuum counter-pressure casting
During vacuum counter-pressure casting, three technology stages which include filling mould, rising pressure and keeping pressure must be controlled accurately, meanwhile, they must be kept in continuous and steady transition between each technology stage.
2.2 Control model
The broad sense objects of vacuum counter-pressure casting technology include electric valve positioner, regulating valve of pneumatic membrane, vacuum counter-pressure casting machine and pressure sensor etc, and their transmission function[15] is

In control systems, continuous transmission function G(s) of controlled objects must be converted into dispersed transmission function G(z), and Eqn.(2) is obtained by Tustin conversion rule:

By substituting Eqn.(2) into Eqn.(1), dispersed transmission function G(z) of vacuum counter-pressure casting control systems is obtained, meanwhile, vacuum counter-pressure casting fuzzy control systems in which sampling time is 100ms are designed:

3 SIMULATION ANALYSES
By utilizing Fuzzy Toolbox of MATLAB, reasoning systems of vacuum counter-pressure casting fuzzy control are designed. The reasoning systems are a kind of construction of double inputs and single output, in which double input variables include fuzzy error(E) and fuzzy error variable(EC), and single output variable is fuzzy control variable(U)[ 16, 17]. Supposing all fuzzy control field of E, EC and U are -6-+6, they are described with seven kinds of different fuzzy language variables such as Negative-Big(NB), Negative-Middle(NM), Negative-Small(NS), Zero(Z), Positive-Small(PS), Positive-Middle(PM) and Positive-Big(PB). Subjection functions of fuzzy language variables corresponding to fuzzy error E, EC and control variable U are designed with MATLAB, and they are shown in Fig.3.
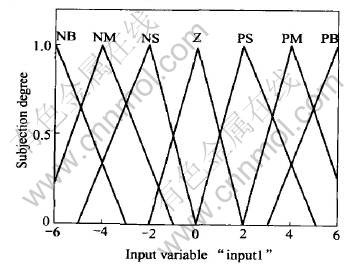
Fig.3 Subjection function of fuzzy error E, EC and control variable U
Because the systems are of double inputs and single output control, their control sentences are
If Ei and ECj then Uk
Every sentence corresponds to a fuzzy relation:
Ri=Ei *ECj *Uk
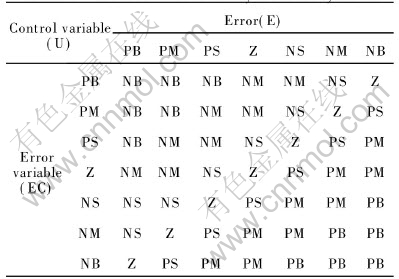
According to the experience, control rule can be described in Table 1.
Table 1 Control rule of fuzzy control systems
Through inputting subjection functions of input and output variable corresponding to fuzzy language variable and fuzzy control rule into Fuzzy Toolbox of MATLAB, and adopting the center law to solve fuzzy, the design of vacuum counter-pressure casting fuzzy control reasoning systems is finished. By using View Surface command menu of Fuzzy Toolbox, three-dimensional cubic chart of input and output fuzzy control relation of fuzzy controller is observed and shown in Fig.4.
Finally, by using Simulink toolbox of MATLAB, simulation systems of vacuum counter-pressure casting fuzzy control are designed and shown in Fig.5.
4 RESULTS AND DISCUSSION
4.1 Simulation
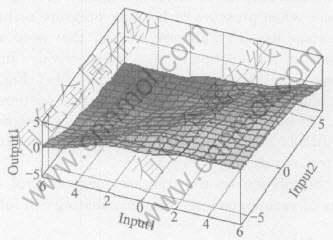
Fig.4 Three-dimensional cubic chart of input and output fuzzy control relation
Through adjusting fuzzy control parameters, and after running simulation model of vacuum counter-pressure casting fuzzy control systems, following MATLAB command is input:
》plot (t, in, ‘r’, t, out, ‘b’);
》axis ([49 60 293 301]);
Simulation results of transitional technical route from rising pressure to keeping pressure stage of vacuum counter-pressure casting fuzzy control systems are obtained and shown in Fig.6.
Because controlled objects of vacuum counter-pressure casting can suffer from interfering with all kinds of exoteric factors, their transmission functions are not single in the course of whole operation. In order to be consistent with actual control conditions, certain interfering signal shown in Fig.7 is added in feedback line of fuzzy control
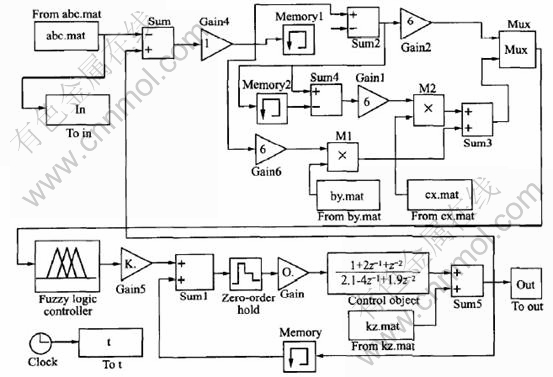
Fig.5 Simulation systems of vacuum counter-pressure casting fuzzy control
simulation model. Interfering signal is arranged to appear when pressure of keeping pressure technology stage has been already steady, that is to say, time is on the position of 60 s. Respectively, interfering signal is written into kz.mat file( Fig.5) and simulation model of fuzzy control systems is run. At last, interfered segment of output signal is amplified, and output simulation results of fuzzy control are shown in Fig.8.
Simulation results indicate fuzzy control sys-tems of vacuum counter-pressure casting can follow
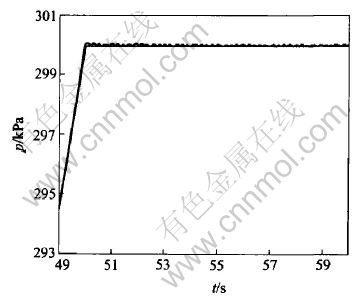
Fig.6 Simulation results of fuzzy control systems
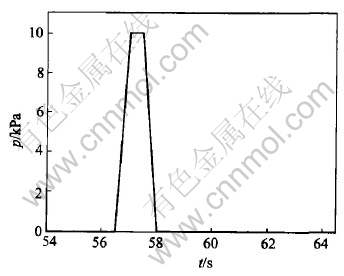
Fig.7 Interfering signal

Fig.8 Simulation results of fuzzy control systems under condition of interfering signal
technical route established well. When transmission functions of vacuum counter-pressure casting controlled objects are changed in operation, that is to say, they are interfered by exoteric factors, fuzzy control systems can carry on self-regulation and stabilize quickly, and embody the advantages of fleet response velocity and little adjusting amount.
4.2 Production experiment
On the basis of simulation analyses based on MATLAB and tuning of fuzzy control parameters, fuzzy control systems of vacuum counter-pressure casting have been designed and improved quickly. Adopting such technology parameters as vacuum degree of 20kPa, filling time of 5s, pressure difference of 40kPa, time of rising pressure of 10s, keeping pressure of 240kPa and time of keeping pressure of 80s, and using resin sand mould, production experiment of casting thin-wall aluminum alloy castings is carried on in which the smallest thickness of wall is 0.8mm. Practical running results of fuzzy control systems are shown in Fig.9, meanwhile, the tensile strength and elongation of thin-wall A356 aluminum alloy castings after T6 treatment is 330MPa and 7%, respectively, and its microstructure observed by LEICA-DMIRM image analyzer is shown in Fig.10.
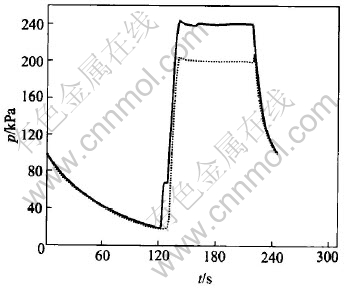
Fig.9 Practical running results of fuzzy control systems
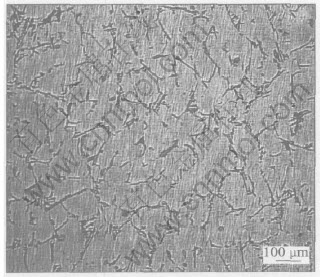
Fig.10 Microstructure of thin-wall A356 aluminum alloy castings
It can be seen from practical running results of vacuum counter-pressure casting fuzzy control systems that practical technical route is steady and smooth, and it is consistent with ideal technical route. Production experiment proves that the time-consuming and troublesome tasks of tuning fuzzy control parameters can be executed efficiently by simulation analyses based on MATLAB, and the design of vacuum counter-pressure casting fuzzy control systems is accelerated and improved greatly. Meanwhile, their design is accurate and reliable. Moreover, dendrite of thin-wall aluminum alloy castings by using fuzzy control systems is fine, and its microstructure is dense and uniform; meanwhile, its mechanical properties are improved greatly.
5 CONCLUSIONS
1) Through simulation analyses and design based on MATLAB, fuzzy control systems of vacuum counter-pressure casting can follow technical route established well. When transmission functions of vacuum counter-pressure casting controlled objects are changed in operation, fuzzy control systems can carry on self-regulation and stabilize quickly, and embody the advantages of fleet response velocity and little adjusting amount.
2) The time-consuming and troublesome tasks of tuning fuzzy control parameters can be executed efficiently by simulation analyses based on MATLAB, and the design of vacuum counter-pressure casting fuzzy control systems is accelerated and improved greatly. Meanwhile, their design is accurate and reliable. Moreover, microstructure and properties of thin-wall aluminum alloy castings are improved effectively by using fuzzy control systems.
REFERENCES
[1]YAN Qing-song, YU Huan, WEI Bo-kang, et al. Optimization of technology parameters of the vacuum counter-pressure casting based intelligent control [J]. Foundry, 2004, 53(9): 697-700.(in Chinese)
[2]ZHAO Kai-rui, REN Tian-qing. Vacuum differential pressure die-casting fuzzy control systems [J]. China Casting Machine, 1992, 1: 8-11.(in Chinese)
[3]MA Xu-liang, ZHU Zhao-jun, FANG Wen-bin, et al. Counter-pressure casting control systems for larger thin-wall aluminum alloy components [J]. Trans Nonferrous Met Soc China, 2004, 13(S1): 102-105.(in Chinese)
[4]Hayashi K, Otsubo A. Simulator for evaluating various fuzzy control methods [J]. Fuzzy Theory Systems, 1994, 6: 260-264.
[5]Cao S G, Rees N W, Feng G. Analysis and design of fuzzy control systems using dynamic fuzzy global models [J]. Fuzzy Sets and Systems, 1995, 75: 47-62.
[6]Hayashi K, Otsubo A. Simulator for studies of fuzzy control methods [J]. Fuzzy Sets and Systems, 1998, 93: 137-144.
[7]JIN Feng, ZHANG Yu-ping, SHEN Ming-shan. The control system for smelting-casting stove via vacuum and differential pressure [J]. China Foundry Machinery and Technology, 2002, 5: 47-48.(in Chinese)
[8]Katzarov I H, Arsov Y B. Counter-pressure casting system eases aluminum pouring for high integrity components [J]. Modern Casting, 2004, 94(1): 56.
[9]MENG Yi-zheng. Application and Skill of MATLAB5X [M]. Beijing: Science Press, 1999.
[10]Ata A A, Shahin A R, Asfour S S. Design of an industrial flexible robot controller using MATLAB [J]. Computer & Industrial Engineering, 1996, 21(1): 131-134.
[11]Holzhuler T. Simulation of relay control systems using MATLAB/SIMULINK [J]. Control Engineering Practice, 1998, 100(6): 1089-1096.
[12]Hoffbeck J P, Sarwar M, Rix E J. Interfacing MATLAB with a parallel virtual processor for matrix algorithms [J]. Journal of Systems and Software, 2001, 56: 77-80.
[13]XING Chun-gui, HE Xi-wen. Application and simulation of MATLAB on fuzzy control system [J]. Microprocessors, 2004, 1: 34-36.(in Chinese)
[14]CAO Zhi-guo, LIAN Xiao-qin. Two kinds of fuzzy control system simulation methods based on MATLAB [J]. Computer Simulation, 2004, 21(3): 41-44.(in Chinese)
[15]REN Tian-qing. Automation Control Systems Design of Foundry Equipment [M]. Beijing: National Defence Industry Press, 1990.
[16]Bouslama F. Fuzzy control rules and their natural control laws [J]. Fuzzy Sets and Systems, 1992, 48: 65-86.
[17]YAO Xi-fang, CHEN Tong-jian. Application of fuzzy control with parameter self-turning in differential pressure [J]. Journal of South China University of Technology(Natural Science), 1998, 26(1): 120-123.(in Chinese)
(Edited by YANG Bing)
Foundation item: Project(BB200300088) supported by the Commission of Science Technology and Industry for National Defence Fund of China
Received date: 2005-01-07; Accepted date:2005-03-28
Correspondence: YAN Qing-song, PhD candidate; Tel: +86-27-87543876; E-mail: yanqs@163.net

