
Development of pressure control system in counter gravity casting for large thin-walled A357 aluminum alloy components
LI Xin-lei(李新雷), HAO Qi-tang(郝启堂), JIE Wan-qi(介万奇), ZHOU Yu-chuan(周玉川)
School of Materials Science and Engineering, State Key Laboratory of Solidification Processing,
Northwestern Polytechnical University, Xi’an 710072, China
Received 20 November 2007; accepted 27 March 2008
Abstract: Counter gravity casting equipments(CGCE) were widely used to produce large thin-walled A357 aluminum alloy components. To improve the pressure control precision of CGCE to get high quality castings, a pressure control system based on fuzzy-PID hybrid control technology and the digital assembled valve was developed. The actual pressure tracking experiment results show that the special system by applying PID controller and fuzzy controller to varied phases, is not only able to inherit the small error and good static stability of classical PID control, but also has fuzzy control’s advantage of fully adapting itself to the object. The pressure control error is less than 0.3 kPa. By using this pressure control system, large complex thin-walled A357 aluminum alloy castings with high quality was successfully produced.
Key words: counter gravity casting; pressure control system; hybrid fuzzy-PID control; large thin-walled components
1 Introduction
Large thin-walled A357 aluminum alloy components have been widely used in aeronautic and astronautic industries. Due to the large-size profile, complex structure, high strength and ductility, thin wall and asymmetric wall thickness, these components are very difficult to cast by normal casting technology. The counter gravity casting(CGC) possesses the advantage for producing high quality castings with high soundness, low shrinkage porosity, fine grains and high mechanical properties[1-5]. However, some problems related to equipment’s hardware and pressure control restrict the application of the CGC technology. For the large size and complex structure components, sand mold has to be used, but most present counter gravity casting equipments (CGCE) are mainly designed for die-casting molds. Furthermore, most pressure control systems of CGCE have some shortcomings in pressure control precision and stability. There are two main problems in control system. First, the pneumatic diaphragm control valves and electric proportional valves are usually used in CGCE as flux adjustment actuating system[6-8], where some problems exist, such as transition segment of control signal between digital and analog, control lag of their operators, and inadaptability to the step adjustment of gas flux. These problems cause the hysteresis of pressure adjustment, which will lead to the fluctuation of liquid surface, and generate casting defect. Second, the counter gravity casting is a complex and vague, nonlinear and time-variant process, and can not be precisely described by conventional mathematical relation. Therefore, there are universal phenomena accompanying big pressure control error and bad self-adaptability when conventional (linear) PID controllers are used[9-10].
To improve the pressure control precision to get high quality castings, a new pressure control system of counter gravity casting is developed in our laboratory, where the digital assemble valve is used as gas flux adjustor, and the hybrid fuzzy-PID control technology is adopted for pressure calculation. This system has been successfully used in producing large complex thin- walled A357 aluminum alloy castings.
2 CGC process description
The counter gravity casting process has important effect on casting quality. In the process used for large thin-walled A357 components with sand-mold, the pressure of sand-mold needs to be considered, which can be controlled in six stages.
1) Raising: compressed air is used to pressurize the pressure vessel to a predetermined pressure, forcing the molten aluminum in crucible to flow up from bottom to the top of the riser tube.
2) Mold filling: the pressure is increased sequentially to force the molten metal into the casting cavity through gating system.
3) Shell phase: once the casting cavity is completely filled, the pressure is suspended, for the molten metal near mold wall has enough time to solidify to form a hard shell.
4) Pressure increasing: when the shell is formed, the pressure is increased to pressurize the molten metal to a higher pressure.
5) Pressure holding: the increased pressure is maintained during the whole casting solidification process to prevent the formation of shrinkage or porosity, and to improve the casting inherent quality.
6) Pressure reduction: after solidification is completed, the pressure is released and the molten metal in the riser tube flows back into the crucible under the action of gravity.
A typical pressure―time curve of CGC is illustrated in Fig.1. The raising rate is slow in order to push the molten metal to rise along the riser tube with laminar flow. The mold filling rate is little higher to ensure the casting cavity to be filled completely by the molten metal without turbulence. Furthermore, it ensures that the air in casting cavity has enough time to escape. The value of mold filling rate is decided according to the casting structure, the wall thickness and the flow resistance of molten metal. Compared with general counter gravity die casting, the process adds a shell phase in sand-mold casting to prevent the liquid metal from infiltrating into the sand-mold in the subsequent process of the pressure increase. This will decrease the probability of sand inclusion and improve the surface quality of casting. The stages of pressure increasing and pressure holding are the other two important stages to obtain high quality castings.
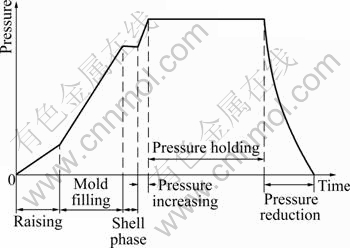
Fig.1 Typical pressure―time curve of CGC
For the large thin-walled A357 aluminum alloy components, the precision of pressure tracking and stability of the control system have critical effect on the quality of castings[11]. Especially for the mold filling stage, pressure fluctuation and overshoot should be avoided, which may arouse fluctuation of the liquid surface, engulf the gas and oxide, and decrease the casting properties.
3 Pressure control system design
For producing large thin-walled A357 aluminum alloy components with sand mold, a pressure control system has been developed in the School of Materials Science and Engineering, Northwestern Polytechnical University(NPU), China. The pressure control system mainly consists of main part and flow control system. The main part of equipment is shown schematically in Fig.2.
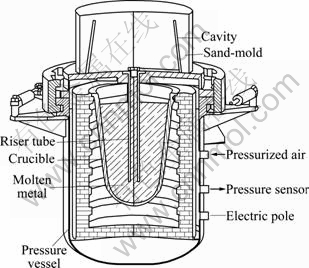
Fig.2 Schematic diagram of main part of CGCE
The flow control system is shown schematically in Fig.3. The digital assembled valve(DAV) developed is used as gas flow control part in the pneumatic system [12]. All valves in the pneumatic system, including DAV and the normally-closed pneumatic ball valves of AQ1 and AQ2, are controlled by the computer through a digital output board. The gas pressure in the pressure vessel is detected by a sensor, which transmits an analog signal to the computer for pressure monitoring.
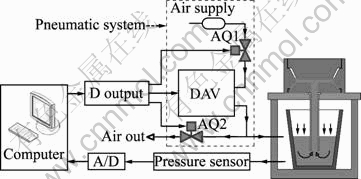
Fig.3 Flow control system for CGCE
The DAV contains 8 sets of electromagnetic valves, manual valve and throttle. Thus, it can provide 256 different flux states, corresponding to 256 different filling rates, which are enough to perform all pressure adjustment actions. Compared with other pneumatic regulating valves, the DAV is driven by digital signals and has much rapid response speed. The response time between two different adjustment states is only 30 ms. As for DAV, the pressure control system for counter gravity casting can provide more rapid adjusting rates and higher flux control precision than any other control system.
4 Controller design
Controller is the key technology for pressure control system to obtain high precision and fine stability of pressure tracking. As we know, fuzzy logic controller (FLC) is suitable to nonlinear system, doesn’t need precise mathematic model of the object, and has some merits of good robustness, short risetime and small overshoot[13-15]. However, FLC is not able to eliminate steady-state errors. To combine the merits of PID controller and FLC, a new hybrid fuzzy PID controller is developed.
The schematic diagram of the hybrid fuzzy-PID controller is shown in Fig.4. The system error e(k) is defined as the difference between the pressure set point and the real pressure point at the moment of k. e0 is set critical switch point between fuzzy controller and PID controller. Based on the control experience, e0 has the value of 0.25 kPa. When |e|≥e0, the control system selects fuzzy controller in order to reduce pressure overtake and assure dynamic performance. When |e|<e0, the control system switches to PID controller in order to eliminate static error and ensure steady-state accuracy control. Furthermore, in order to assure the continuity of system output, the output value of fuzzy controller and PID controller must be equal when the switching actions between different controllers are performed.

Fig.4 Schematic diagram of hybrid fuzzy-PID controller
4.1 PID controller
The PID controller has the following incremental form:
?u(k)=u(k)-u(k-1)=KP?e(k)+KIe(k)+KD[?e(k)-?e(k-1)]
(1)
where KP, KI and KD are the proportional, integral and derivative constants of the PID controller, respectively. In this control system, KP=14, KI=4, KD=0.08.
4.2 Fuzzy controller
The fuzzy controller uses the error (e(k)) and the change of error (ce(k)) as the input variables, and DAV opening control signal u(k) as the output variables. The fuzzy controller operation is typically divided into the following three categories: fuzzification, inference engine and defuzzification.
1) Fuzzification and membership functions
The universe of discourse of e(k) and ce(k) are set to be [-1, 1] and [-3, 3] respectively. Normalization of the inputs e(k) and ce(k) requires a scale transformation, transferring the physical values of the system variables into a normalized domain as: E=aee(k) and Ec=aecce(k), where the input scaling factors are set as ae=6 and aec=2. The error e(k), the error change rate ce(k) and the control output signal u(k) are divided into seven linguistic subsets. They are NB, negative big; NM, negative medium; NS, negative small; ZR, zero; PS, positive small; PM, positive medium and PB, positive big. The triangular type of membership function is used for e(k), ce(k) and u(k). These are illustrated in Fig.5.

Fig.5 Membership function for error, change of error and output
2) Inference engine
The inference engine is to compute the overall value of the fuzzy control output based on the individual contributions of each rule in the rule base. In this work, the rule base is made based on pressure control character of CGC process, pneumatic control experience and control engineering knowledge[16]. The rule base consists of a set of linguistic IF-THEN rules containing two antecedences and one consequence, as expressed in the following form:
Ri,j,k: IF E is Ai and Ec is Bj THEN ufz is Ck (2)
where 1≤i≤7, 1≤j≤7 and 1≤k≤7. The total number of IF-THEN rules is 49, as listed in Table 1.
Table 1 Fuzzy control rule base
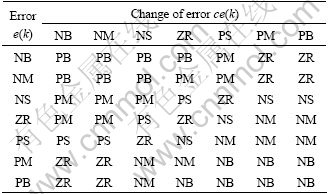
The fuzzy inference determines the output by min-max operations, which is called Mamdani type inference.
3) Defuzzification
Defuzzification is the procedure that produces a real value from the result of the inference, which can be used as a fuzzy control output. Several methods can be used in the defuzzification to obtain the fuzzy control signal, such as the maximum criterion, mean of maximum and centre of gravity methods. In this work, the centre of gravity method is used, and the value of the fuzzy control output is given by
 (2)
(2)
where i is the rule number.
This output ufz(k) should be denormalized by using a scaling factor to obtain the real control output u(k): u(k)=auufz(k). The au=2 is the output scaling factor.
According to the theory of hybrid fuzzy-PID controller, the controlling software has been developed for the pressure control system of counter gravity casting. The controlling software can not only carry out control pressure during the course of CGC process, but also control all actions of the CGCE through computer hardware system.
5 Experiment and application
An actual pressure tracking experiment has been made with the classical PID controller and the fuzzy-PID composite controller, respectively. The pressure―time curves are shown in Fig.6. According to the curve of classical PID controller, the pressure tracking result is fine during the pressure holding stage, however, the pressure fluctuates during the mold-filling stage and pressure increasing stage. Furthermore, the pressure over- shoot is large in the primary process of pressure holding stage. From the curve of the fuzzy-PID composite controller, the pressure control system has small overshoot and good steady-state precision with the pressure control error less than 0.3 kPa. Moreover, the fuzzy-PID composite controller has fine adaptability to different type of CGCE. In general, the hybrid fuzzy-PID controller is not only able to inherit the small error and good static stability of classical PID, but also has fuzzy control’s advantage of fully adapting itself to the object.

Fig.6 Pressure-tracing curves of different controller: (a) Classical PID controller; (b) Fuzzy-PID hybrid controller
Furthermore, based on the application of the digital assembled valve, the flux adjustment actuating system has rapid response speed and the step adjustment capability of gas flux to perform time-varying control signals. So it can harmonize rapidity of control algorithm with hysteretic properties of flux adjustment actuating system. Accordingly, the pressure control system can pledge that the real pressure in the pressure vessel vary following beforehand set process parameter. Consequently, the pressure control system fits the nonlinear system of counter gravity casting and can improve the precision of pressure.
Because of high pressure control precision, the pressure control system is suitable for the production of large thin-walled A357 aluminum alloy components and can obtain outstanding property of castings. The typical frame castings (A357) have been successfully produced by the pressure control system, as shown in Fig.7. The dimension profile of casting is 1 200 mm×450 mm×300 mm, and the average wall thickness is 3.5 mm. In the casting, sb of 320 MPa, and d of 5% are obtained. This pressure control system designed has been used in several foundry factories in China for aluminum alloy castings. The scale of pouring mass reaches 2 500 kg.

Fig.7 Typical large thin-walled A357 casting produced by control system
6 Conclusions
1) The pressure control system in counter gravity casting based on hybrid fuzzy-PID control technology was developed to produce large thin-wall A357 aluminum alloy components with sand-mold. It not only inherits the small error and good static stability of classical PID, but also has fuzzy control’s advantage of fully adapting itself to the object. The real pressure― time curves show that the pressure control system has high pressure control precision with the error less than 0.3 kPa.
2) The digital assembled valve developed was used as flow control part. The valve driven by digital control signals has much rapid response speed.
References
[1] MORIMOTO S, OHNISHI N, OKADA S. Development of a low-pressure die casting process for improved soundness of aluminum casting [J]. AFS Transactions, 1987, 95: 22-28.
[2] SHENEFELT J R, MCCLAIN S T, TAYOR R P. Counter gravity casting of thin-wall Al A356 (Part II): Results of casting characterization studies [J]. AFS Transactions, 1998, 100: 563-566.
[3] LI K, CHENG M C, CHANG E. Effect of pressure on the feeding behavior of A356 alloy in low-pressure casting [J]. AFS Transactions, 2001, 026: 1-9.
[4] KASHIWAI S, OHANKA I, KIMATSUKA A, KANEYOSHI T, OHMICHI T, ZHU J. Numerical simulation and X-ray direct observation of mould filling during vacuum suction casting [J]. Internation Journal of Cast Metals Research, 2005, 18(3): 144-148.
[5] DONG Xiu-qi, WANG Dong, WANG Cheng-zhi, LI Yu-hai, GUO Guang-si, WANG Yong-chen, LIU Zhi-ming. Study and application in low and differential pressure diecast [M]. Beijing: China Machine Press, 2003: 238-240. (in Chinese)
[6] DONG Xiu-qi, SUN Li-gang, GUO Hai-bing, ZHAO Jin-ji, ZHOU Bao-hua, WANG Ying-jie. Research and application of the CLP-7 differential-pressure casting liquid surface forcing control system [J]. Casting, 2001, 50(3): 169-172. (in Chinese)
[7] DEABES W A, ABDELRAHMAN M A, WHITMAN E C. Design and implementation of a control system for a counter-gravity casting machine [C]// IEEE 39th Southeastern Symposium on System Theory. Macon: Mercer University, 2007: 330-334.
[8] DING Su-pei, KANG Jing-le, SUN Guo-fa, WANG Feng, HE Qiang. Technology and equipment of low pressure die-casting Al cylinder head of car [J]. China Casting Equipment and Technology, 2006(2): 59-61. (in Chinese)
[9] LIU Hui-ying, GAI Yu-xian, ZHOU Xia-yu. The computer control system of low pressure cast [J]. Journal of Shenyang Institute of Aeronautical Engineering, 1998, 15(2): 28-30. (in Chinese)
[10] YAO Xi-fan, CHEN Tong-jian. Development and trend of pressure control systems applied on molten metal in low pressure die casting [J]. China Casting Equipment and Technology, 1998(4): 13-14. (in Chinese)
[11] KUO J H, HSU F L, HWANG W S. Development of an interactive simulation system for the determination of the pressure-time relationship during the filling in a low pressure casting process [J]. Science and Technology of Advanced Materials, 2001, 2(1): 131-145.
[12] LI Xin-lei, HAO Qi-tang, JIE Wan-qi. Study on technology of multifunction counter gravity casting equipment [J]. Casting, 2007, 56(7): 727-730. (in Chinese)
[13] LI Fang. The application of fuzzy control to low pressure die casting [J]. Industrial Instrumentation & Automation, 2005(2): 40-42.
[14] EKER I, TORUN Y. Fuzzy logic control to be conventional method [J]. Energy Conversion and Management, 2006, (47): 377-394.
[15] LIU Su-qin, LIU Xin-ping, QI Ping. Comparison and improvement of the PID-control algorithm and the fuzzy control algorithm [J]. Control Engineering of China, 2003, 10(1): 51-53. (in Chinese)
[16] LIU H, LEE J C, LI B R. High precision pressure control of a pneumatic chamber using a hybrid fuzzy PID controller [J]. International Journal of Precision Engineering and Manufacturing, 2007, 8(3): 8-13.
Foundation item: Project(2006CB605202) supported by the Basic Research Development Program of China
Corresponding author: LI Xin-lei; Tel: +86-29-88460275; E-mail: lixxinlei@163.com
(Edited by YUAN Sai-qian)

