文章编号:1004-0609(2008)06-1051-07
真空差压铸造工艺的凝固补缩特性与模型
严青松1,余 欢1,魏伯康2,徐志峰1,蔡长春1
(1. 南昌航空大学 材料科学与工程学院,南昌 330063;
2. 华中科技大学 材料科学与工程学院,武汉 430074)
摘 要:对不同保压压力下真空差压铸造试样致密度进行分析,探讨真空差压铸造工艺的凝固补缩特性,建立凝固补缩过程的数学模型。结果表明:真空差压铸造工艺的凝固补缩速度和补缩能力主要取决于结晶凝固时保压压力的大小;对于晶间同一部位来说,保压压力越大,补缩速度和补缩能力越强,组织越致密;对于晶间不同部位来说,致密度成V形变化趋势,且随着保压压力的逐渐增大,致密度越来越均匀。
关键词:真空差压铸造;凝固补缩;数学模型;保压压力;致密度
中图分类号:TG 249.2 文献标识码:A
Solidification feeding behavior and model of
vacuum counter-pressure casting technology
YAN Qing-song1, YU Huan1, WEI Bo-kang2, XU Zhi-feng1, CAI Chang-chun1
(1. School of Materials Science and Engineering, Nanchang Hangkong University, Nanchang 330063, China;
2. School of Materials Science and Engineering, Huazhong University of Science and Technology,
Wuhan 430074, China)
Abstract: Through analyzing the density of vacuum counter-pressure casting samples under different keeping pressures, their solidification feeding behavior and mathematical model were discussed. The results indicate that both the solidification feeding velocity and ability of vacuum counter-pressure casting technology depend on magnitude of keeping pressure mainly. As for the same location among dendrite, the higher the keeping pressure is, the stronger the feeding velocity and ability are, the denser the microstructure is. Meanwhile, as for the different location among dendrite, changing trend of the density become V shape, moreover, the density is much more even with the increase of keeping pressure.
Key words: vacuum counter-pressure casting; solidification feeding; mathematical model; keeping pressure; density
真空差压铸造工艺是一种先进的反重力精密成形方法,它兼有真空吸铸、低压铸造和压力釜铸造的特点,采用真空条件下充型,高压下结晶的工艺原理,具有优越的充型流体力学和凝固力学条件[1-3],在铸造航空、航天、国防、汽车工业领域的近无余量、大型、薄壁、复杂有色合金铸件方面显示了巨大的生命力。真空差压铸造工艺获得高质量铸件的关键之一是结晶凝固过程的控制,就是保证铸件获得优良的凝固补缩条件,使铸件组织致密,性能优良。
在铸造过程中,对铸件进行补缩的动力主要有[4-5]:液态金属的表面张力;液态金属的压力,液态金属的压力包括液态金属自重形成的静压力和外界的附加压力。而阻碍液态金属补缩的力主要有[6-7]:补缩液体在流向缩孔时的粘性摩擦力;晶粒间隙通道的 局部阻力;反重力铸造中的金属液重力。因此,为了使铸件在结晶凝固过程中获得良好的补缩条件,必须保证一定的补缩动力,并克服阻碍液态金属补缩的力。真空差压铸造的凝固补缩过程非常复杂,它的补缩动力和阻力与一般的铸造工艺有很大的区别,探索真空差压铸造的凝固补缩特性对指导其铸造高质量的薄壁精密铸件具有重要的理论和现实意义。目前,真空差压铸造工艺和设备一直是国内外铸造界研究的课题,差压铸造的创始国保加利亚、日本、德国、意大利等一些发达国家一直在研究和开发先进的差压铸造设备,但是他们将大量的精力花在设备的开发上[8-9];我国一些高等院校和科研院所也一直在研究和开发真空差压铸造设备,在设备的控制系统、充型工艺、数值模拟等方面进行了一定的研究[10-12],但国内外对真空差压铸造的凝固补缩理论研究报道较少,这在一定程度上制约着真空差压铸造工艺的发展和应用。本文作者主要研究真空差压铸造工艺的凝固补缩特性,建立其凝固补缩数学模型,为其铸造高质量的薄壁精密铸件提供理论依据。
1 实验
1.1 真空差压铸造设备及工艺
自制的VCPC型真空差压铸造设备包括主体部分和附属部分,主体部分主要由上、下密封罐、中间隔板、升液管和底座等组成;附属部分主要包括保温炉、坩埚、安全阀、压力表、压力传感器、热电偶、真空泵、储气罐和气路控制部分。下密封罐放保温炉,上密封罐放置铸型。真空差压铸造工作原理图如下图1。
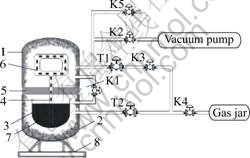
图1 真空差压铸造工作原理图
Fig.1 Working theory of vacuum counter-pressure casting: 1-Upper kettle; 2-Down kettle; 3-Crucible; 4-Rising tube; 5-Clapboard; 6-Mould; 7-Molten metal; 8-Foundation; K1, K2, K3, K4, K5-Switch valves of pneumatic membrane; T1, T2-Regulating valves of pneumatic membrane
真空差压铸造工艺分为5个阶段:抽真空、充型、升压、保压和卸压,其工艺曲线见图2,其保压阶段是真空差压铸造工艺凝固补缩过程的主要阶段。
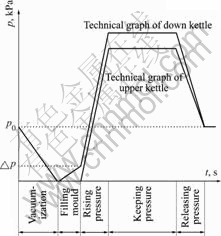
图2 真空差压铸造工艺曲线
Fig.2 Technical graph of vacuum counter-pressure casting
1.2 实验方法
为了探讨真空差压铸造工艺的凝固补缩特性,采用简单的d 30 mm×250 mm的圆柱体试样,铸型采用砂型,合金为ZL104(ZAlSi9Mg)。实验采用4种不同的保压压力,分别为75、200、320和450 kPa,其它的真空差压铸造工艺参数相同,工艺参数如表1所列。
表1 实验采用的真空差压铸造工艺参数
Table 1 Technical parameters of vacuum counter-pressure casting

采用真空差压铸造铝合金试样,分别得到4根试棒,并由浇口处向上分别均匀切割成7段,并依次标号为1-1~1-7号,2-1~2-7号,3-1~3-7号,4-1~4-7号,测试每个试样段的密度。
为了得到准确的实验数据,实验根据阿基米德原理用排水法测试每个试样段的密度。排水法测试密度的原理是:首先用物理天平测量出每个试样段在空气中的质量,然后分别测出每个试样段在蒸馏水中的质量,根据下式测算每个试样段密度(ρ)[13]:

式中 m1为试样段在空气中的质量,g;m2为试样段在水中的质量,g;ρ(H2O)为蒸馏水的密度,g/cm3,近似取为1 g/cm3。
2 结果与分析
2.1 试样致密度的实验结果
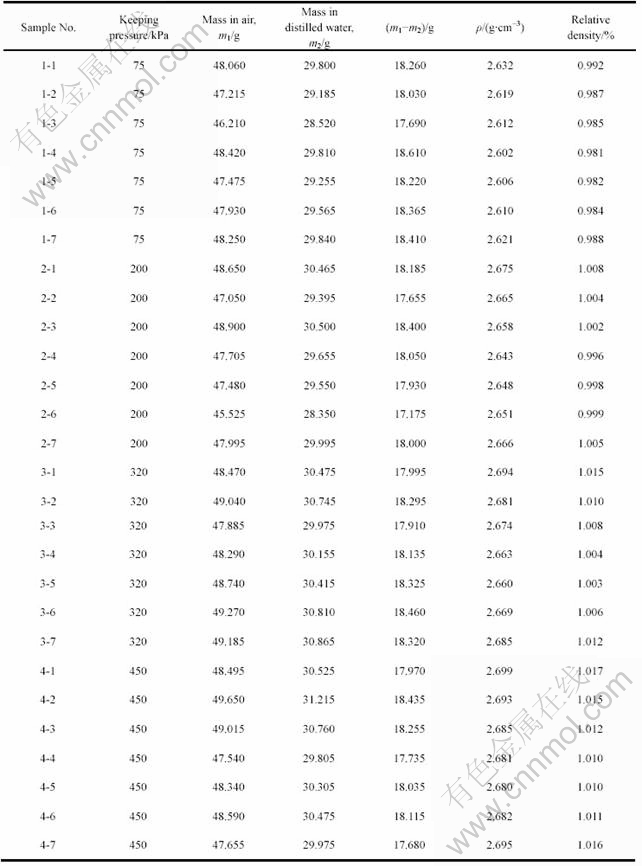
通过测试真空差压铸造铝合金试样的各试样段的密度,可计算其致密度。实验采用的ZL104铝合金的标准密度为2.65 g/cm3,经实际测量其密度为2.653 g/cm3,经过测试及计算,各试样段的致密度见表2。
表2 真空差压铸造铝合金试样的致密度
Table 2 Density of vacuum counter- pressure casting aluminum alloy sample
2.2 试样致密度的分析
1) 不同的保压压力下试样同一部位致密度的变化趋势。
从表2可以得到,真空差压铸造试样同一部位在不同保压压力下的致密度变化趋势,如图3所示。
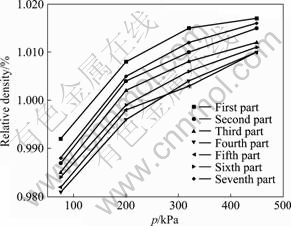
图3 试样同一部位在不同保压压力下致密度的变化
Fig.3 Variations of density of same location under different keeping pressures
从图3可以看出,真空差压铸造试样同一部位的致密度是随着保压压力的增大而提高的,保压压力从负压到正压,致密度增加趋势明显,随着保压压力的进一步增加,致密度增加的趋势逐渐变小。
2) 相同保压压力下试样不同部位致密度的变化趋势
从表2可以得到,真空差压铸造试样不同部位致密度在同一保压压力下的变化趋势,如图4所示。
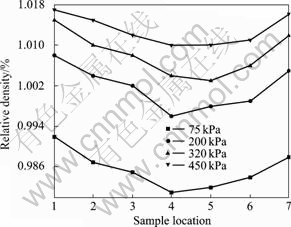
图4 试样不同部位在同一保压压力下致密度的变化
Fig.4 Variations of density of different locations under same keeping pressure
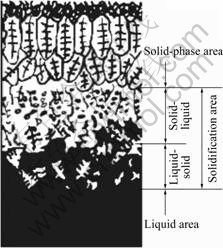
图5 凝固区域结构示意图
Fig.5 Schematic diagram of solidification area structure
从图4可以看出,在同一保压压力下,真空差压铸造的试样浇口部位的致密度最大,从浇口向上部位的致密度先是逐渐减小,到中间部位致密度最小,随后又逐步增大,成V形变化趋势。同时,随着保压压力的增大,试样不同部位的致密度越来越均匀。
3 真空差压铸造凝固补缩过程的数学模型及特性
3.1 真空差压铸造凝固补缩过程的数学模型的建立
在真空差压铸造工艺中,凝固补缩过程涉及到固相骨架基本形成时的状态,如图5所示,在固相骨架形成初期,其晶间通道可相互连成一片,为了研究方便,认为凝固过程无偏析存在,即液态金属的表面张力σ、密度ρ和结晶温度间隔ΔT均不变。此时,可将补缩过程简化为缝隙间层流运动,如图6所示。
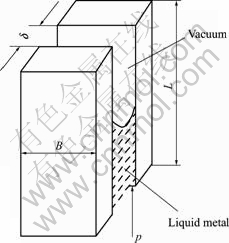
图6 缝隙间层流运动示意图
Fig.6 Schematic diagram of laminar flow between gaps
在缝隙间层流运动状态下,由于液态金属与凝固相的润湿性好,润湿角θ=0?,因此,推动液态金属进行补缩的力F1为[14]
同时,阻碍补缩力F2为[15]
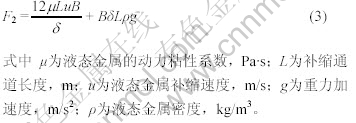
式(3)中12 μLuB/δ为缝隙间层流运动时的粘性阻力,BδLρg是重力造成的阻力。由于所流经的补缩途径并非平板间的平行通道,而是弯曲的晶粒间隙,因而阻力要比按平板间平行缝隙进行计算时大很多倍。令该倍数为k, 则式(3)可写成:

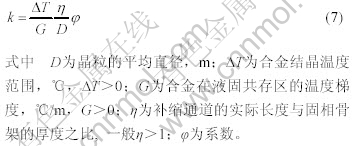
k与形成固相骨架的液固共存区厚度、晶粒大小、数量和晶粒在空间的排列状态取向有关。一般可近似表示为

补缩通道长度L可表示为

将式(6)代入式(5)可得:
推动液态金属进行补缩的力F1与阻碍补缩力F2的差值是造成液态金属薄层向上运动的力。由牛顿第二
运动定律得到:

将式(2)和(3)代入式(8)可得:

但是式(9)的解析解难以求出,须进行近似处理,假设液态金属是匀速进行补缩的,即du/dt=0,则式(9)可写成:

将式(6)和(7)代入式(10)可得液态金属补缩速 度为

将补缩速度u的单位取为液态金属单位时间所流过的晶粒个数,则式(11)可写成:

根据流体力学原理,液态金属在流动过程中都会存在沿程的压力损失。因此,液态金属在不同晶间处的补缩过程中,式(12)中的压力p是不同的。如图6所示的缝隙间层流运动,液态金属的沿程压力损失Σp 为[16]
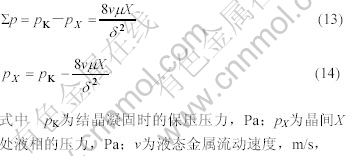
可以表示为[17]
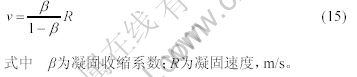
将式(15)代入式(14)中得:

将pX代入式(12)中可得出晶间X处的补缩速度为
从式(17)可以看出,晶间X处的补缩速度和补缩通道大小 、合金结晶温度范围
、合金结晶温度范围 T、液固共存区的温度梯度G、液态金属的表面张力
T、液固共存区的温度梯度G、液态金属的表面张力 、结晶凝固时的保压压力
、结晶凝固时的保压压力 、凝固速度R等有关。在一般情况下,晶间X处的补缩速度主要取决于结晶凝固时保压压力的大小,保压压力越大,晶间X处的补缩速度就越快。
、凝固速度R等有关。在一般情况下,晶间X处的补缩速度主要取决于结晶凝固时保压压力的大小,保压压力越大,晶间X处的补缩速度就越快。
3.2 真空差压铸造凝固补缩特性分析
真空差压铸造铸件的致密程度与合金在保压过程的凝固补缩有很大关系,补缩速度越大,补缩能力就越强,组织越致密。从晶间X处的补缩速度式(17)可以看出,对于晶间同一部位来说,在补缩通道大小、合金结晶温度范围?T、液固共存区的温度梯度G、液态金属的表面张力、凝固速度R等条件都相同的情况下,晶间X处的补缩速度主要和结晶凝固时的保压压力有关,保压压力越大,晶间X处的补缩速度就越大,补缩能力就越强,组织就越致密。这与图3试样同一部位的致密度随着结晶凝固压力的增加而增大是完全吻合的。
在结晶凝固保压压力相同的情况下,从式(14)和晶间X处的补缩速度式(17)可以看出,对于晶间不同部位来说,由于合金液在向上流动过程中沿程的压力损失减小了晶间处液相补缩压力,从下至上晶间处的补缩能力逐渐减小,组织致密度越来越低。同时,从真空差压铸造工艺曲线图2可以看出,在保压结晶凝固过程中,从浇口向上试样始终是处于保压压力pKd下结晶凝固的,而对于试样最顶部也始终是处于保压压力 下结晶凝固的,此时顶部的保压压力为
下结晶凝固的,此时顶部的保压压力为
同理可知,试样从顶部向下致密度也是逐渐降低的,而在试样中间的部位致密度最低。这也与图4试样不同部位在同一保压压力的致密度成V形变化趋势是完全一致的。
因此,真空差压铸造工艺的凝固补缩速度和能力主要取决于结晶凝固时保压压力。对于晶间同一部位来说,保压压力越大,补缩速度和补缩能力就越强,组织越致密;对于晶间不同部位来说,补缩速度和补缩能力从下向上先是逐渐减小,到中间部位最小,随后又逐步增大,成V形变化趋势,且随着保压压力的逐渐增大,V形变化趋势越来越平稳。因此,为了获得致密、均匀的组织,真空差压铸造工艺结晶凝固时必须采用较高的保压压力。
4 结论
1) 随着真空差压铸造的保压压力的增大,试样同一部位的致密度提高,且致密度的增加趋势随着保压压力的增加逐渐变小;在同一保压压力下,试样不同部位的致密度成V形变化趋势,且随着保压压力的增大,致密度越来越均匀。
2) 建立了真空差压铸造工艺凝固补缩过程的数学模型,得出晶间X处的补缩速度。其凝固补缩速度和能力主要取决于结晶凝固时保压压力,为了获得致密、均匀的组织,结晶凝固时必须采用较高的保压压力。

REFERENCES
[1] YAN Qing-song, CAI Qi-zhou, WEI Bo-kang, YU Huan. Simulation of fuzzy control systems for nonferrous alloy vacuum counter-pressure casting[J]. Trans Nonferrous Met Soc China, 2005, 15(4): 873-877.
[2] YAN Qing-song, YU Huan, WEI Bo-kang, XU Zhi-feng. Microstructure and properties of vacuum counter-pressure cast aluminum alloy[J]. China Foundry, 2006, 13(2): 113-116.
[3] 严青松, 余 欢, 魏伯康, 徐志锋. 智能控制的真空差压反重力铸造工艺参数优化[J]. 铸造, 2004, 53(9): 697-700.
YAN Qing-song, YU Huan, WEI Bo-kang, XU Zhi-feng. Optimization of technology parameters of the vacuum counter-pressure casting based intelligent control[J]. Foundry, 2004, 53(9): 697-700.
[4] PIVONKA T S, FLEMINGS M C. Pore formation in solidification[J]. Transaction Metal Society AIME, 1986, 236: 1157-1164.
[5] TYNELIUS K. A parametric study of microporosity in the A356 casting alloy system[J]. AFS Transactions, 1993, 26(10): 401-413.
[6] KATZAROV I H, ARSOV Y B, STOYANOV P. Porosity formation in asi-symmetric castings produced by counter-pressure casting method[J]. International Journal of Heat and Mass Transfer, 2001, 44(3): 111-119.
[7] WEBSTER P D, MUFTI N A. Pressure sand casting[J]. Foundry Trade Journal, 1995, 27(4): 157-160.
[8] AKAD A T. Counter-pressure casting: The processes which occur during casting and crystallization[J]. Foundry Trade Journal, 1989, 21(10): 744-750.
[9] KATZAROV I H, ARSOV Y B. Counter-pressure casting system eases aluminum pouring for high integrity components[J]. Modern Casting, 2004, 94(1): 56-57.
[10] 董选普, 黄乃瑜, 樊自田. 真空压差铸造法工艺参数的研 究[J]. 热加工工艺, 2003(5): 15-17.
DONG Xuan-pu, HUANG Nai-yu, FAN Zi-tian. Study on filling mold of metallic liquid in vacuum differential pressure casting[J]. Hot Working Technology, 2003(5): 15-17.
[11] MA Xu-liang, ZHU Zhao-jun, FANG Wen-bin, et al. Counter-pressure casting control system for larger thin-wall aluminum alloy components[J]. Trans Nonferrous Met Soc China, 2004, 13(S1): 102-105.
[12] 薛寒松, 李华基, 王勇勤. 薄壁件差压铸造的充型特点及影响因素[J]. 重庆大学学报(自然科学版), 2002, 25(10): 20-22.
XUE Han-song, LI Hua-ji, WANG Yong-qin. Characteristics of filling process and factors of differential-pressure cast for thin-wall castings[J]. Journal of Chongqing University(Natural Science Edition), 2002, 25(10): 20-22.
[13] 叶荣茂, 张东成, 韩宝刚. 铝合金薄壁铸件压力结晶及性能的研究[J]. 航空学报, 1989, 10(2): 107-111.
YE Rong-mao, ZHANG Dong-cheng, HAN Bao-gang. Study on the pressure crystallization of aluminum alloy casting with thin section and its mechanical properties[J]. Acta Aeronautica et Astronautica Sinica, 1989, 10(2): 107-111.
[14] 董秀琦, 王 冬, 王承志. 低压及差压铸造理论与实践[M]. 北京: 兵器工业出版社, 2000.
DONG Xiu-qi, WANG Dong, WANG Cheng-zhi. Theory and practice of low pressure casting and counter-pressure casting[M]. Beijing: Weapons Industry Press, 2000.
[15] 李诗久. 工程流体力学[M]. 北京: 机械工业出版社, 1990.
LI Shi-jiu. Engineering fluid mechanics[M]. Beijing: China Machine Press, 1990.
[16] KUBO K, PEHLKE R. Mathematical modeling of porosity formation in solidification[J]. Metall Trans B, 1985, 16: 359-363.
[17] LEE Y W. Modeling of feeding behavior of solidifying Al-7Si-0.3Mg alloy plate casting[J]. Metall Trans B, 1990, 21: 715-722.
基金项目:江西省教育厅科技资助项目(DB200701052);航空高校博士基金资助项目(EA200701071)
收稿日期:2007-09-11;修订日期:2007-12-28
通讯作者:严青松,副教授,博士;电话:0791-3953326;传真:0791-3953300;E-mail: yanqs1973@126.com
(编辑 陈爱华)

