Liu Yun Guo Ziao Wang Hang Zhang Jinfang Li Xiaofeng
School of Materials Science and Engineering,North University of China
Henan Huanghe Whirlwind Limited Company
State Key Laboratory For Powder Metallurgy,Central South University
Abstract:
Cemented carbide was composed of refractory metal carbides(such as WC,NbC,TiC,etc.) and transition metal elements(Co,Fe,Ni,etc.).Because of its good hardness,wear resistance and corrosion resistance,it was widely used for drilling and cutting,stamping dies and wear parts,etc.However,there were some difficulties in the high-quality preparation of cemented carbide at present,such as,long production cycle and easy grain growth;restricted by the shape of the mold,it was difficult to prepare workpieces with complex shapes.The rapid development of 3 D printing technology provided the possibility for the manufacture of complex cemented carbide.This paper reviewed the research progress of 3 D printing cemented carbide,focusing on the folding way of cemented carbide 3 D printing for introduction and comparison.3 D printing technology could effectively realize the fast,accurate and convenient production of cemented carbide by reducing the loss of materials,the number of manufacturing steps and reducing production costs.It was expected to become one of the methods for producing complex structure cemented carbide in the future.However,the current cemented carbide parts prepared by 3 D printing had problems such as low density,insufficient structure control and mechanical properties,which required in-depth research in the future.At present,the methods of additive manufacturing of cemented carbide were mainly pided into direct forming and indirect forming.The direct forming methods were mainly selective laser melting(SLM),laser engineered net shaping(LENS) and selective electron beam melting(SEBM);the indirect forming methods were mainly binder jetting 3 D printing(BJ3 DP),3 D gel-printing,and selective laser sintering(SLS).The direct forming method used high-energy laser beam or electron beam as the heating source to selectively melt the powder and deposit it layer by layer.The formed sample had better compactness,and the mechanical properties,such as hardness was better than that of those prepared by indirect forming.Although this method had high forming accuracy and relatively good performance,the micropores and cracks produced by this method during the rapid solidification process had become problems that researchers need to solve urgently in the future.In comparison,after rebinding and high-temperature sintering,the blank formed by indirect forming had higher compactness and low porosity was close to that of traditional preparation methods to produce cemented carbide,but the post-processing process increased the cost.Shrinkage reduced accuracy.In addition,due to the larger layer thickness,the larger surface roughness of the green body and the larger shrinkage rate after sintering were also the current disadvantages of the indirect forming method.Regardless of the forming method,the control of structure and defects and their effects on performance had not yet found a specific corresponding relationship,so it was necessary to study a set of forming mechanisms to effectively control residual stress and pores.For the current mainstream SLM,fully dense cemented carbide produced with a density greater than 99% had not yet been produced,and it was necessary to perform heat treatment and infiltration after forming to increase its density.The green body prepared by BJ3 DP could reach fully dense cemented carbide samples after sintering,but the performance was not enough for industrial production.At present,the research on the preparation of cemented carbide by SEBM was still in its infancy,and there were few related studies.The high energy and fast-moving speed generated by the electron beam could inhibit the growth of grains to a certain extent,and the substrate preheating temperature could reduce high residual stress effectually,and it could be used as one of the feasible methods in the future.Defects were always the bottleneck of additive manufacturing applications.Most of the holes and cracks were caused by the residual stress with the rapid movement of the high-energy laser beam,which were mainly distributed in the initial deposition layer,because the substrates selected by the researchers were mostly 304 L or 316 L stainless steel.The large thermal expansion coefficient and undercooling of the two materials led to cracks,which could reduce the residual stress by increasing the preheating temperature of the substrate to inhibit the cracks.The powder morphology had a great influence on the structure morphology after forming.Compared with irregular powder,spherical powder had good fluidity,which could effectively inhibit the agglomeration of WC and segregation of Co,and the crystal grain dispersion was more uniform.In the method of preparing cemented carbide by additive manufacturing,the heat distribution was not uniform during the laser/electron beam melting process,the rapid solidification process and the rapid movement of the laser,so that the layered structure and uneven size could be observed in the microstructure,agglomeration of WC grains and Co.Not only that,according to the ternary phase diagram of WC-Co,the high residual stress generated during the high-temperature melting process of Co evaporation,carbon loss,and local powder melting by the laser beam promoted the formation of η phase and reduced the hardness the mechanical properties of the alloy.In contrast,during the preparation process of BJ3 DP and 3 DJP technology,the sample was heated evenly,the grain size of the sample was more uniform,and the brittle phase was greatly reduced.As a result,the samples prepared by BJ3 DP and 3 DJP technology were more similar to that prepared by traditional powder metallurgy processes.
Keyword:
3D printing;cemented carbide;folding way;machnical property;
Khmyrov等
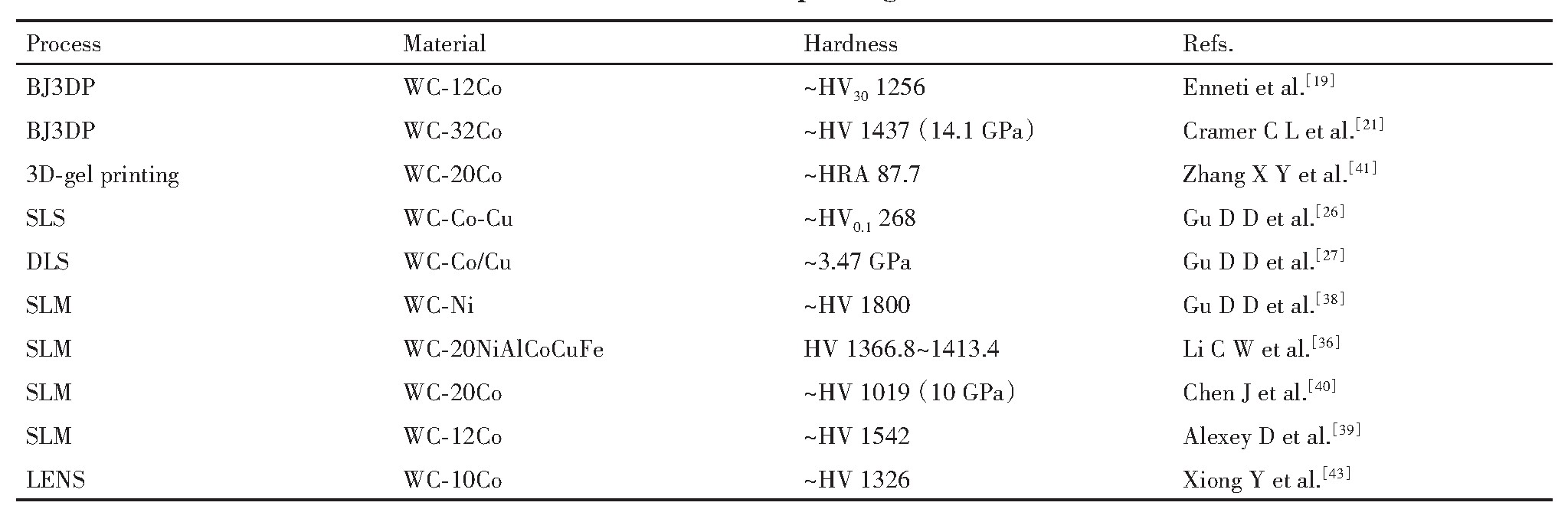
[35]采用球磨法制备WC-Co纳米级复合粉末,通过选区激光熔化(SLM)获得WC-Co硬质合金试样,发现碳化钨颗粒分布在Co基体中,硬质合金未出现明显裂纹。然而Co含量过高,合金的强度与硬度均降低。此外,提高激光扫描速度能够降低成型过程中球化效应和细化合金的微观结构,减少SLM的热循环。Li等
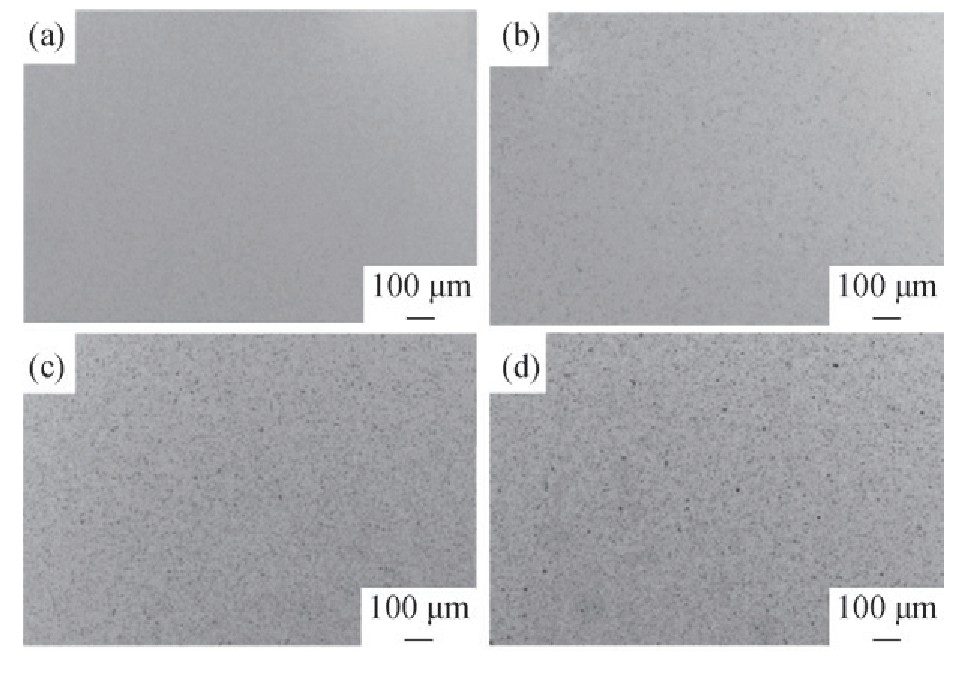
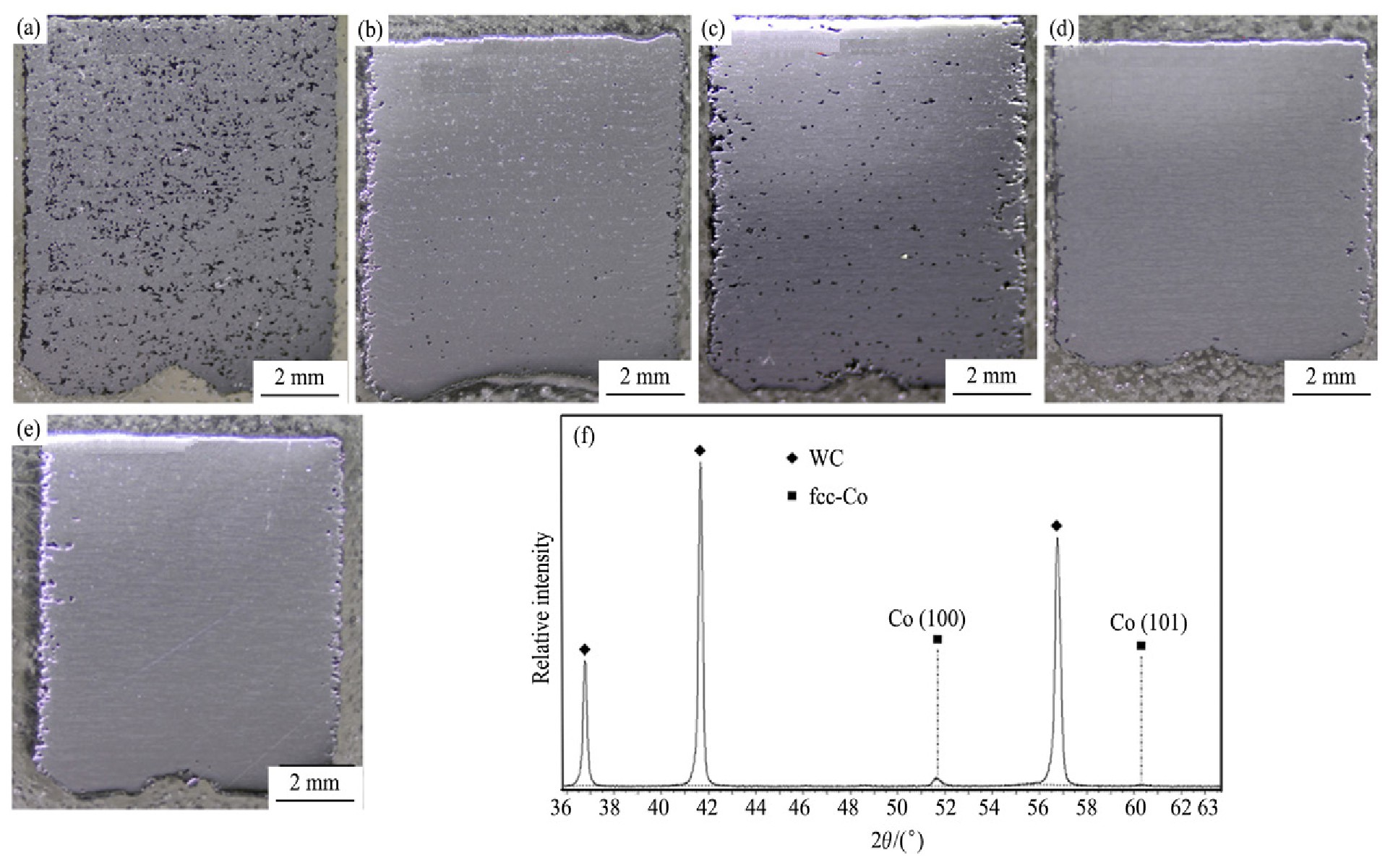
[36]用球形WC粉末和Ni Al Co Cr Cu Fe高熵合金粉末混合,通过SLM制备出平均密度为14.69 g・cm3WC-20Co硬质合金。如图4所示,从表面至芯部显微硬度逐渐增加,这是由于选区激光熔化时高激光功率引起的基板金属元素扩散稀释和元素蒸发造成,导致晶粒分布不均匀。
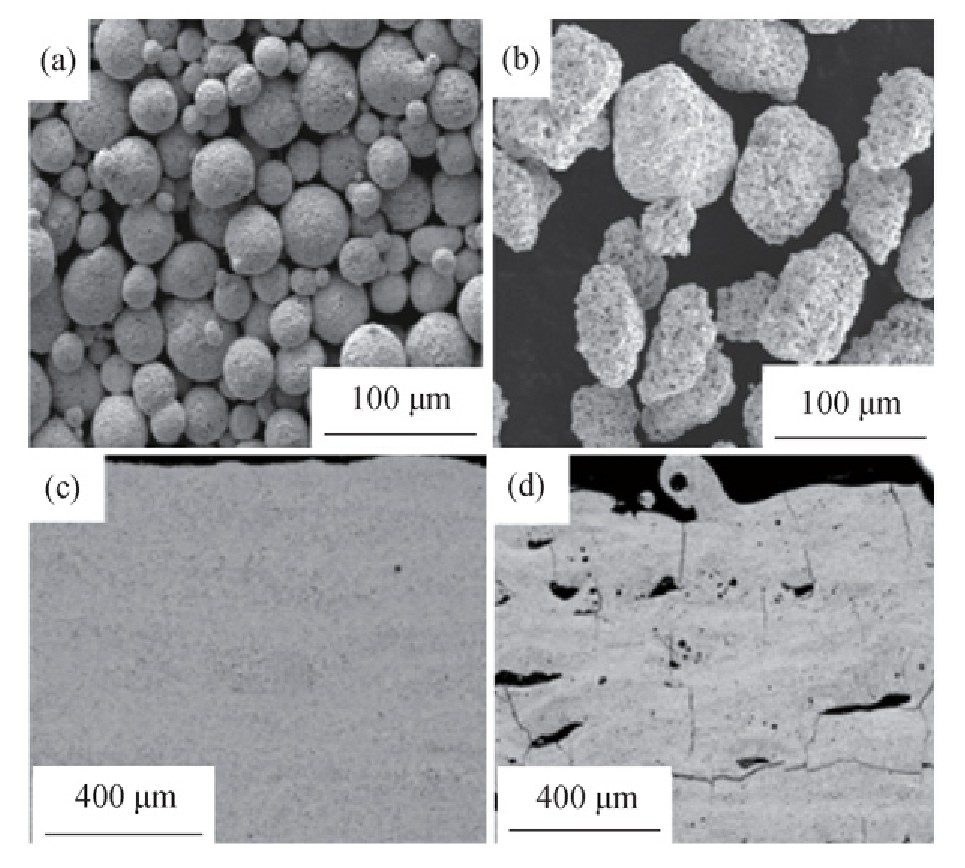
Fig.6 SEM images of WC-Co granules and cemented car-bides
[40]
(a)Granule A,made by spray drying;(b)Granule B,madeby cold pressing followed by crushing;(c)Cemented carbidesmade from(a)Granule A;(d)Cemented carbides made from(b)Granule B after SLM processing
4 其他3D打印硬质合金成型方法
4.1 3D冷打印技术制备硬质合金
3D冷打印技术(3D gel printing)是基于增材制造理念,以金属/陶瓷和凝胶体系制备出的稳定悬浮浆料为原料,通过选择逐层堆积和固化悬浮浆料,制造三维实体的技术
[41]。从成型条件和原理可以得出3D冷打印技术具有常温/低温打印、低成本、高自由度等特点,同时免去了高能激光束/电子束成型时产生的一系列问题。3D冷打印技术的优点适用于硬质合金复杂结构设计和短流程的要求。
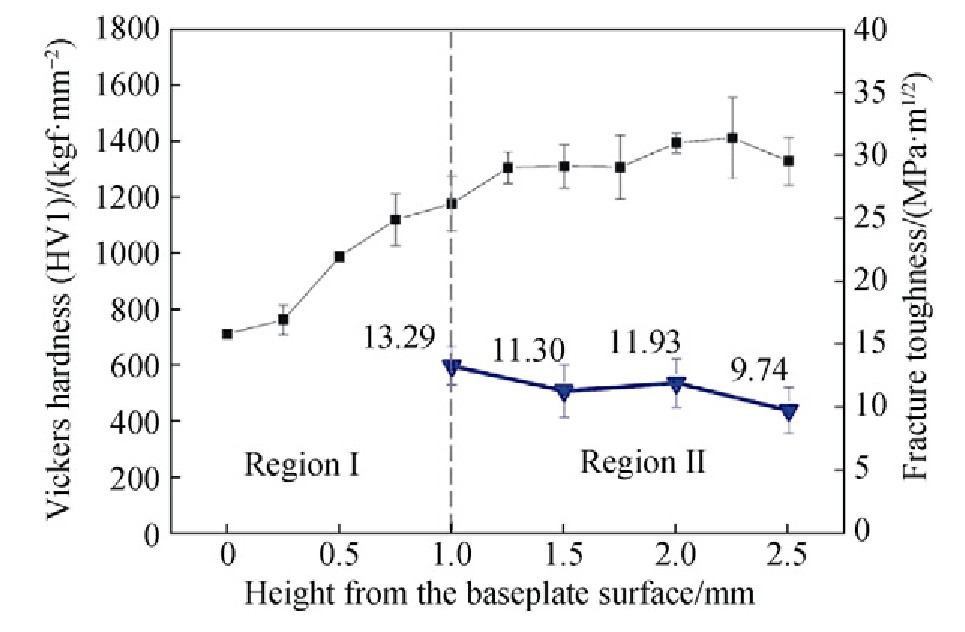
激光在基板快速移动的同时在沉积区域产生熔池,材料以粉末或丝状直接送入熔池中,融化后快速凝固,逐层沉积完成零件打印,这种成型方法被称为定向能量沉积技术(directed energy deposition,DED)。DED主要是以激光近净成型制造(laser engineered net shaping,LENS)和金属直接沉积(direct metal deposition,DMD)技术为主。Xiong等
[43]利用LENS技术制备的WC-10Co薄壁硬质合金,致密度为97%,平均维氏硬度值约为HV 1326。作者分析顶部受到的重熔和加热次数少于中间部分,晶粒长大不明显;底部随着试样高度的升高散热速率不断降低,WC晶粒不规则均匀长大。