Trans. Nonferrous Met. Soc. China 26(2016) 456-463
Effect of intermetallic compound thickness on anisotropy of Al/Cu honeycomb rods fabricated by hydrostatic extrusion process
Tae-hyuk LEE1,2, Moon-soo SIM2,3, Sin-hyeong JOO1,2, Kyoung-tae PARK4, Ha-guk JEONG5, Jong-hyeon LEE1,2,3
1. Graduate School of Department of Advanced Materials Engineering, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
2. Rapidly Solidified Materials Research Center, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
3. Graduate School of Energy Science & Technology, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
4. Rare Metal R&D Group, Korea Institute of Industrial Technology, 156 Gaetbeol-ro, Yeonsu-Gu, Incheon 406-130, Korea;
5. Advanced Fusion Process R&D Group, Korea Institute of Industrial Technology, 156 Gaetbeol-ro, Yeonsu-Gu, Incheon 406-130, Korea
Received 14 April 2015; accepted 24 November 2015
Abstract: The effect of intermetallic compound (IMC) thickness on the thermal and mechanical properties of Al/Cu honeycomb rods was investigated. The Al/Cu honeycomb rods were fabricated using repeated hydrostatic extrusions at 200 °C. During the process, an IMC layer with 1 mm in thickness was generated at the Al/Cu interface. Different IMC thicknesses were obtained by post-heat treatment at 420 °C for 0.5 to 2 h. The IMC thickness increased to 10.1 mm. The IMC layers were identified as Al2Cu (θ), AlCu (η2), and Al4Cu9 (γ1) phases. The thermal conductivities in the longitudinal direction and cross direction decreased by 11.9% ((268±4.8) to (236±4.4) W/(m・K)) and 10.4% ((210±3.2) to (188±2.8) W/(m・K)), respectively, with increasing IMC thickness. The ultimate tensile strength and elongation of the Al/Cu honeycomb rod are (103±8.4) MPa and (73±6.2)%, respectively. The ultimate tensile strength increased to (131±6.5) MPa until the IMC thickness reached 7.7 mm. It subsequently decreased to (124±3.9) MPa until the IMC thickness reached 10.1 mm. The elongation of the Al/Cu honeycomb rod then sharply decreased to (29±2.5)% with increasing IMC thickness.
Key words: intermetallic compound; Al/Cu honeycomb rod; anisotropy; thermal conductivity; tensile strength; hydrostatic extrusion
1 Introduction
According to technological innovation of industry and improvement of overall standards of living, technical conditions regarding the net shape of metallic materials have become complex. It is difficult to meet the wide variety of demands such as high mechanical strength with high corrosion resistance for chemical applications, high mechanical strength with low density for structure applications, or high electrical conductivity with low density for electrical applications [1]. To satisfy such various demands, it is essential that new materials have different properties. Therefore, the use of clad materials as structural materials is increasing in many industries because such materials have properties that cannot be obtained from a single material [2]. Clad materials in which different metals and alloys with various properties have been joined have been developed to meet demands and have been used in various industrial fields in recent years. The developed materials include Al/Cu, Al/Steel, Cu/Steel, Ti/Al, Ti/Cu, etc. [3-7].
Copper and aluminum clad composites have been widely studied because of their excellent properties of low density, light weight, corrosion resistance (of aluminum), and extraordinarily high levels of electrical and thermal conductivity (of copper) [8-10]. For example, a two-ply clad sheet of aluminum/copper offers a 50% reduction in weight, with the equivalent conductivity of a copper alloy. This material is less expensive than a copper alloy, by a factor of 35% [11]. Methods of fabricating clad materials are classified as overlay welding [12], explosion welding [13], extrusion [2], and rolling [14].
An aluminum/copper clad is typically fabricated using an extrusion process. It is well known that a hydrostatic extrusion process has many advantages over conventional extrusion processes because hydrostatic extrusion can be achieved with a high extrusion ratio, large die angle, and more uniform metal flow due to the excellent lubrication between the metal and the die [15]. The hydrostatic extrusion process is particularly suitable for the extrusion of billets because the surrounding pressure medium ensures that the pressure at the component interface is sufficiently high to prevent the relative movement of the components of the assembled billets [16]. The other significant advantage of the hydrostatic extrusion process is that a uniform morphology can be attained throughout the extrudate, and this characteristic allows custom-made morphologies and reliable material performance.
Moreover, during the hydrostatic extrusion of Al/Cu clad materials, intermetallic compounds (IMCs) can be generated at the interface and can act as reinforcements. From a mechanical perspective, the newly formed phases cause a weakening of the bonding strength at the interface when the thickness of the layers extends beyond a certain critical value [17-19]. Furthermore, it is well known that the interatomic bonds within IMCs between aluminum and copper reduce the number of available free electrons, which result in higher electrical resistivity and heat resistivity [20]. Therefore, it is crucial to improve the bonding strength and anisotropic thermal conductivity of Al/Cu clad materials. When a clad material has an asymmetric microstructure with different physical properties in different directions, a variety of new applications can be created, e.g., a directional heat spreader, directional low thermal expansion material, and high-strength shafts for achieving high torque.
In the present work, we have manufactured Al/Cu honeycomb rods using a hydrostatic extrusion process for heatproof plate. The advantage of using the Al/Cu honeycomb rods for a heatproof plate is their high thermal conductivity obtained from the increasing copper volume fraction during the repeated extrusion process. Also, they have low density and light weight compared with copper.
In previous research [21], we have discussed the manufacturing process of Al/Cu honeycomb rods and its effects on microstructure and thermal properties of Al/Cu honeycomb rods according to the number of hydrostatic extrusion iterations. In the present work, the authors describe the properties of Al/Cu honeycomb rods. To analyze the effect of the IMC thickness on mechanical and thermal properties of the Al/Cu honeycomb rods, the thermal conductivity and tensile properties were then determined according to the IMC thickness. Different IMC thicknesses were obtained by controlling the post-heat treatment at 420 °C for various holding time. Further, we have discussed the IMC growth rate in Al/Cu honeycomb rods heat-treated at 420 °C.
2 Experimental
2.1 Fabrication of Al/Cu honeycomb rods
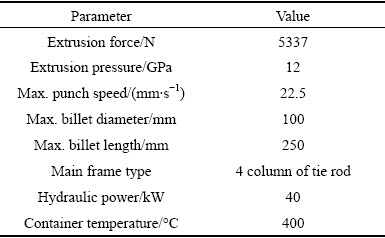
The Al/Cu honeycomb rods were investigated using repeated hydrostatic extrusion processes at 200 °C. A schematic diagram of the hydrostatic extruder is shown in Fig. 1. The hydrostatic extruder has a load capacity of 6 MN and is equipped with a variable speed ram, a linear velocity displacement transducer, and a load cell. Table 1 presents the specifications of the hydrostatic extruder. The pressure medium is important because it transmits the pressure and lubricates the interface between the billet and the die [22]. Therefore, the medium should have properties of low compressibility and good lubrication under high pressure. In this study, high-temperature grease was used as the high-pressure medium.
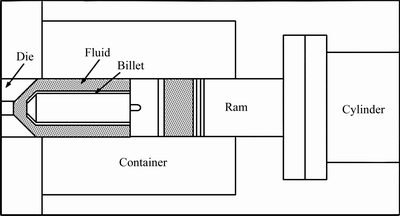
Fig. 1 Schematic diagram of hydrostatic extruder
Table 1 Specifications of hydrostatic extruder
The billet was composed of a phosphor deoxidized copper tube (OD 60 mm and ID 54 mm) and pure aluminum (1060, diameter 53.5 mm) rod. The inside surface of the copper tube and the outside surface of the aluminum rod were cleaned with sand blasting and acetone. After the surface treatment, the aluminum rod was inserted into the inner copper tube. The interfacial surface of the rear end was sealed and the front end of the outer tube was taper-sealed using a spinning process. A schematic diagram of sealed billet is provided in Fig. 2(a). The sealed billets were preheated at 200 °C for 10 min and then extruded at an extrusion ratio of 17:1 at a press ram speed of approximately 10 mm/s, thereafter being allowed to cool in ambient air to room temperature. The die had semi-angle of 45° and a hexagonal shape (Fig. 2(b)). The reason for using the hexagonal-shape die is that the hexagonal shape is easy to stack for subsequent hydrostatic extrusion processes. The procedure for the repeated hydrostatic extrusion in the present work is illustrated in Fig. 3.
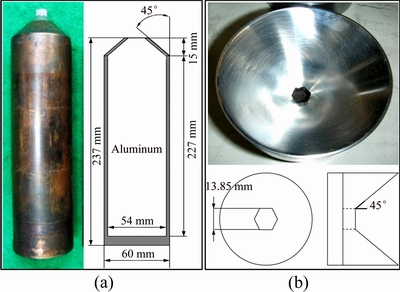
Fig. 2 Photograph and schematic diagram of sealed billet of Al/Cu clad materials (a) and extrusion die with semi-angle of 45° and hexagonal shape (b)
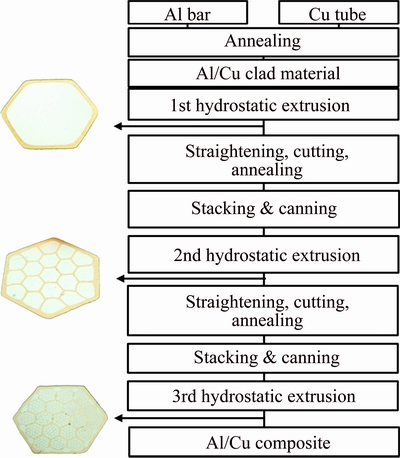
Fig. 3 Flow chart of repeated hydrostatic extrusion process
2.2 Effect of IMC thickness on Al/Cu honeycomb rod properties
Different IMC thicknesses were obtained by controlling the post-heat treatment time. The specimens were heated to 420 °C in a vacuum furnace under 1.33322 Pa at a heating rate of 5 °C/min. Then, the specimens were cooled in the processing chamber under a vacuum. After the post-heat treatment, a cross section of the specimen was polished using standard metallographic techniques, and its microstructure and IMC thickness were examined using field emission scanning electron microscopy (FE-SEM; JSM 6330F, Jeol, Japan). The chemical composition of the IMC at the interface was analyzed using energy-dispersive X-ray spectroscopy (EDS; INCA, Oxford, UK). Thermal conductivity measurements were conducted using a laser flash analyzer (LFA; Netzsch, LFA-427, Germany) at room temperature in an argon atmosphere with disk specimens of 12.7 mm in diameter and 2 mm in thickness [23]. The tensile test was performed using a universal testing machine at room temperature. The measured engineering stress and strain data were automatically recorded by the computer. The tensile tests were conducted under displacement control with a strain rate of 1×10-3 s-1. The thickness of the IMC was measured at five different locations on the specimens.
3 Results and discussion
3.1 Properties of Al/Cu honeycomb rods
Figure 4 shows the results of observation of the cross section by FE-SEM during the repeated hydrostatic extrusion process. The cell size decreased from 13.82 mm to 542.2 mm with the increase in the number of cells from 1 to 361 during the repeated hydrostatic extrusion process. There are several layers of various compositions, and the intermediate layer of approximately 1 mm can be readily distinguished from the other layers, as shown Fig. 4(c). It is understood that both aluminum and copper atoms are thermally activated and some IMCs are developed through diffusion during the annealing process for repeated hydrostatic extrusion. The IMCs were not observed in the first hydrostatic extrusion specimen, as the presence of the oxide film prevents diffusion of the aluminum and copper atoms, as shown in Fig. 4(a). After the second extrusion process, thin intermetallic layers were generated between the aluminum and the copper (Fig. 4(b)). The layer was indicated as an Al2Cu (θ) phase using EDS. Then, the IMC layers grew by 1 mm after the third hydrostatic extrusion process. This was because the oxide films were broken down owing to severe plastic deformation and diffusion of both metal atoms that occurred across the interface during the annealing at 420 °C for 2 h. The different phase layers were identified as an Al2Cu (θ) phase and an Al4Cu9 (γ1) phase using EDS.
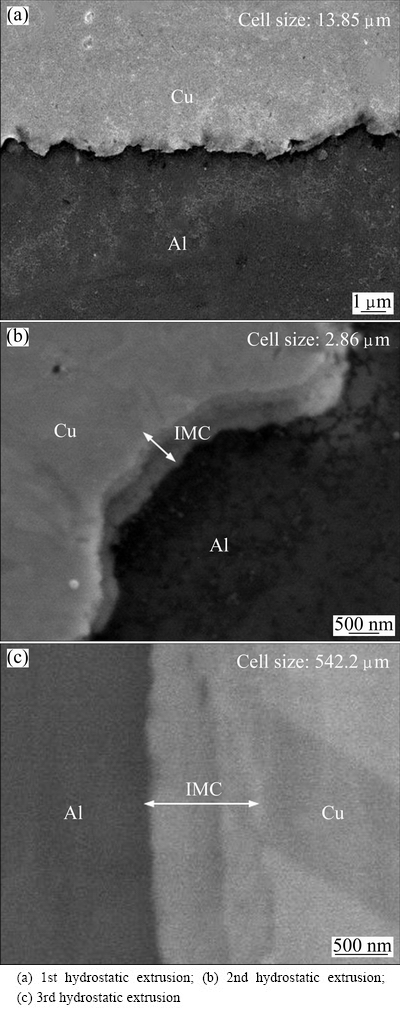
Fig. 4 Microstructures of interface between Al/Cu and cell size
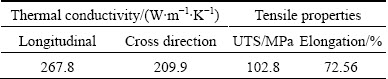
Table 2 presents the thermal and mechanical properties of the Al/Cu honeycomb rods fabricated via the repeated hydrostatic extrusion process. The thermal conductivities along the longitudinal direction and cross direction were (268±4.8) and (210±3.2) W/(m・K), respectively, for the Al/Cu honeycomb rod. This result shows that the Al/Cu honeycomb rod had an anisotropic thermal conductivity. This is because the numerous interface and IMC layers prevented the thermal flow in the cross direction. The ultimate tensile strength of the Al/Cu honeycomb rod was (103±8.4) MPa and its elongation was (73±6.2)%.
Table 2 Thermal and tensile properties of Al/Cu honeycomb rod determined by repeated hydrostatic extrusion
3.2 Effect of IMC thickness on Al/Cu honeycomb rod properties
Figure 5 presents SEM images of the interfaces between the aluminum and copper after post-heat treatment at 420 °C for 0, 0.5, 1, 1.5, and 2 h. The thickness of the IMC increased with the increase in the holding time. The thickness of the IMC layer was 1 mm without the post-heat treatment and 10.1 mm after 2 h of post-heat treatment at 420 °C. The IMC layer between the aluminum and copper exhibited several contrasting layers, and three different phases can be distinguished after the post-heat treatment for 2 h (Fig. 5(e)). EDS analyses enable qualitative identification of the composition of each IMC layer. The chemical compositions of each IMC layer are summarized in Table 3. These results indicate that regions A, B, and C consist of Al2Cu (θ) phase, AlCu (η2) phase, and Al4Cu9 (γ1) phase IMCs, respectively.
Table 3 Chemical compositions of intermetallic compound layer between Al and Cu after post-heat treatment at 420 °C for 2 h
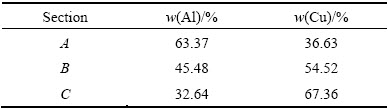
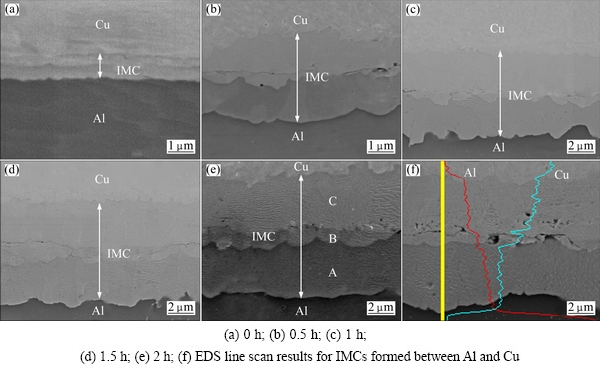
Fig. 5 SEM images of interface between Al and Cu after post-heat treatment at 420 °C for different time
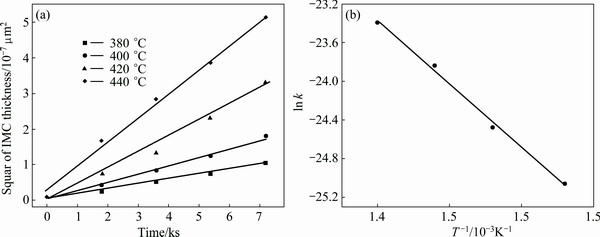
Fig. 6 Intermetallic compound thickness with various time and temperatures (a) and Arrhenius plot for growth rate of intermetallic compounds (b)
According to the equilibrium phase diagram of the Al-Cu system, it can be seen that several Al-Cu phases are stable in the studied temperature interval of 300-500 °C. The formation of interfacial phases is affected by their formation energies. According to a previous study, the formation energies of Al4Cu9 and Al2Cu are 0.83 eV and 0.78 eV, respectively. The diffusivity of copper in aluminum is greater than that of aluminum in copper [24]. Thus, Al2Cu is presumed to form first and then the next reaction phase is Al4Cu9. AlCu is found to form after the formation of the previous two phases.
The variation of IMC thickness (W) versus heat treatment time (t), at temperature of 420 °C is plotted in Fig. 6(a). The relation between heat treatment time and the square of the IMC thickness can be presented by a linear function as given below:
W2=kt (1)
The temperature-dependence of the rate constant is traditionally described by the Arrhenius law:
k=A exp[-Ea/(RT)] (2)
where A is the frequency factor, Ea is the activation energy, R is the mole gas constant (8.314 K/mol), and T is the thermodynamic temperature. The activation energy can be calculated from the slope of the Arrhenius plot, which shows a strong linear relationship, as shown in Fig. 6(b). The activation energy calculated for IMC is 108.5 kJ/mol, which is close to the value reported in a previous study [25].
Figure 7 presents the thermal conductivity of the Al/Cu honeycomb rod according to the different IMC thicknesses. The thermal conductivity of the longitudinal and cross directions decreased from (268±4.8) to (236±4.4) W/(m・K) and from (210±3.2) to (188±2.8) W/(m・K) with the increase in the IMC thickness from (1±0.5) to (10±1.1) mm, respectively. This decrease of thermal conductivity resulted from the formation of IMC layers with low conductivity values [21]. The thermal conductivity of the IMCs was approximately one seventh of the conductivity of copper or one fifth of the conductivity of aluminum [17].
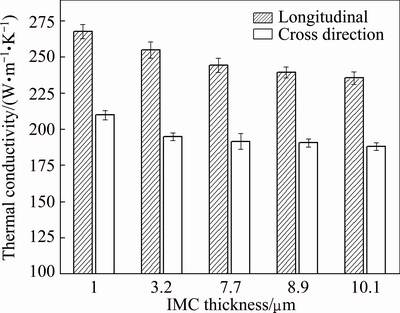
Fig. 7 Effects of intermetallic compound thickness on thermal conductivity of Al/Cu honeycomb rod
The ultimate tensile strength (UTS) and elongation values of the Al/Cu honeycomb rods as a function of the IMC thickness are presented in Fig. 8. As the IMC thickness increased, the ultimate tensile strength of the Al/Cu honeycomb rod increased to a maximum value and then decreased to a low value. The ultimate tensile strength increased from (103±8.4) to (131±6.5) MPa until the IMC thickness reached (7.7±1.3) mm. When the IMC thickness exceeded 7.7 mm, the ultimate tensile strength decreased to (124±3.9) MPa until the IMC reached 10.1 mm. The elongation of the Al/Cu honeycomb rod sharply thereafter decreased from (73±6.2)% to (29±2.5)% with increased IMC thickness.
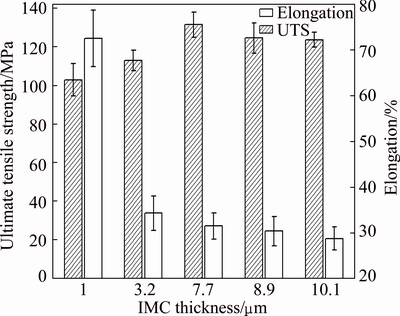
Fig. 8 Effects of intermetallic compound thickness on tensile properties of Al/Cu honeycomb rod
Generally, the tensile strength decreased with increase of the holding time at 420 °C. On the other hand, the elongation increased with increase of the holding time. The base metals (Al and Cu) are recrystallized during the heat treatment at 420 °C. Aluminum and copper metals are recrystallized at ~200 and 300 °C, respectively. However, in the results, the tensile strength increases and the elongation decreases during specimen heat treatment at 420 °C. These results were affected by the IMCs between aluminum and copper. It is well known that IMCs are dense and improve the bonding strength between aluminum and copper. Due to their intrinsic high strength and low toughness, IMCs increase the ultimate tensile strength and decrease the elongation of the Al/Cu honeycomb rod [26]. Hence, the IMCs function as reinforcement in the Al/Cu honeycomb rod and lead to strength enhancement until IMC thickness reaches (7.7±1.3) mm. However, the IMCs cause weakening of the bonding strength at the interface when the IMC thickness extends beyond a certain critical value [17-19]. In previous research, the intermetallic layer between the aluminum and copper phases caused brittle fractures when its thickness exceeded 2.5 mm [17]. However, in this study, it was demonstrated that the optimum IMC thickness for the ultimate tensile strength of the Al/Cu honeycomb rod was (7.7±1.3) mm. This optimum IMC thickness could be affected by the base metal composition, heat treatment conditions, and manufacturing process. The IMCs were brittle due to the ionic and/or covalent inter-atomic bonding, which results in high rates of nucleation and propagation of cracks [27].
Thus, the decreasing elongation was found to be related to the increase of the IMC thickness at the Al/Cu interface. The deterioration of the elongation could be due to residual stresses that increased due to differences in the thermal expansion coefficients of the metallic layer and the IMCs. The above differences could generate residual thermal stresses during cooling from the heat treatment temperature at the metal/intermetallic interfaces, which would lead to a lower elongation value [28].
4 Conclusions
1) Al/Cu honeycomb rods were produced using a repeated hydrostatic extrusion process and the effects of the IMC thickness on the thermal conductivity and the mechanical properties of Al/Cu honeycomb rods were investigated. The interfacial layer of the Al/Cu honeycomb rod after the post-heat treatment consisted of IMCs of Al2Cu (θ) phase, AlCu (η2) phase, and Al4Cu9 (γ1) phase.
2) A maximum tensile strength value of (131±6.5) MPa was obtained for the IMC thickness of (7.7±1.3) mm. The increase in tensile strength was found to be due to the IMCs, which led to strength enhancement. The thermal conductivity in the longitudinal direction and in the cross direction decreased with the increase in the IMC thickness. This decrease of thermal conductivity resulted from the formation of IMC layers with low conductivity values.
Acknowledgments
This research was supported by a grant from the Fundamental R&D Program for Energy (No. 2012T100100092, development of pyro-metallurgical technology for low quality urban mining by-products), funded by the Ministry of Knowledge Economy, Korea.
References
[1] LEE Sang-mok, LEE Min-geun, LEE Sang-pill, LEE Geun-ahn, KIM Yong-bae, LEE Jong-sup, BAE Dong-su. Effect of bonding interface on delamination behavior of drawn Cu/Al bar clad material [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S): s645-s649.
[2] RHEE K Y, HAN W Y, PARK H J, KIM S S. Fabrication of aluminum/copper clad composite using hot hydrostatic extrusion process and its material characteristics [J]. Materials Science and Engineering A, 2004, 384: 70-76.
[3] GUEYDAN A, DOMENGES B, HUG E. Study of the intermetallic growth in copper-clad aluminum wires after thermal aging [J]. Intermetallics, 2014, 50: 34-42.
[4] GUO X Z, TAO J, WANG W T, LI H G, WANG C. Effects of the inner mould material on the aluminum-316L stainless steel explosive clad pipe [J]. Materials & Design, 2013, 49: 116-122.
[5] SASAKI T T, BARKEY M, THOMPSON G B, SYARIF Y, FOX D. Microstructural evolution of copper clad steel bimetallic wire [J]. Materials Science and Engineering A, 2011, 528: 2974-2981.
[6] SUN J, TONG W P, ZUO L, WANG Z B. Low-temperature plasma nitriding of titanium layer on Ti/Al clad sheet [J]. Materials & Design, 2013, 47: 408-415.
[7] LEE J S, SON H T, OH I H, KANG C S, YUN C H, LIM S C, KWON H C. Fabrication and characterization of Ti-Cu clad materials by indirect extrusion [J]. Journal of Materials Processing Technology, 2007, 187-188: 653-656.
[8] SAEID T, ABDOLLAH-ZADEH A, SAZGARI B. Weldability and mechanical properties of dissimilar aluminum-copper lap joint made by friction stir welding [J]. Journal of Alloys and Compounds, 2010, 490: 652-655.
[9] XIA C Z, LI Y J, PUCHKOV U A, GERASIMOV S A, WANG J. Microstructure and phase constitution near the interface of Cu/Al vacuum brazing using Al-Si filler metal [J]. Vacuum, 2008, 82; 799-804.
[10] KIM I K, HONG S I. Effect of heat treatment on the bending behavior of tri-layered Cu/Al/Cu composite plates [J]. Materials & Design, 2013, 47: 590-598.
[11] TORTORCI P C, DAYANADA M A. Phase formation and interdiffusion in Al-clad 430 stainless steels [J]. Materials Science and Engineering A, 1998, 244: 207-215.
[12] RAO N V, REDDY G M, NAGARJUNA S. Weld overlay cladding of high strength low alloy steel with austenitic stainless steel-structure and properties [J]. Materials & Design, 2011, 32: 2496-2506.
[13] SUN X J, TAO J, GUO X Z. Bonding properties of interface in Fe/Al clad tube prepared by explosive welding [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2175-2180.
[14] SHENG L Y, YANG F, XI T F, LAI C, YE H Q. Influence of heat treatment on interface of Cu/Al bimetal composite fabricated by cold rolling [J]. Composites: Part B, 2011, 42: 1468-1473.
[15] OSAKADA K, LIMB M, MELLOR P B. Hydrostatic extrusion of composite rods with hard cores [J]. International Journal of Mechanical Sciences, 1973, 15: 291-307.
[16] PARK H J, NA K H, CHO N S, LEE Y S, KIM S W. A study of the hydrostatic extrusion of copper-clad aluminum tube [J]. Journal of Materials Processing Technology, 1997, 67: 24-28.
[17] ABBASI M, TAHERI A K, SALEHI M T. Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process [J]. Journal of Alloys and Compounds, 2001, 319: 233-241.
[18] LI D G, WANG Q, LIU T, LI G J, HE J C. Growth of diffusion layers at liquid Al-Solid Cu interface under uniform and gradient high magnetic field conditions [J]. Materials Chemistry Physics, 2009, 117: 504-510.
[19] HUG E, BELLIDO N. Brittleness study of intermetallic (Cu, Al) layers in copper-clad aluminum thin wires [J]. Materials Science and Engineering A, 2011, 528: 7103-7106.
[20] LEE W B, BANG K S, JUNG S B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing [J]. Journal of Alloys and Compounds, 2005, 390: 212-219.
[21] LEE T H, LEE Y J, PARK K T, JEONG H G, LEE J H. Mechanical and asymmetrical thermal properties of Al/Cu composite fabricated by repeated hydrostatic extrusion process [J]. Metals and Materials International, 2015, 21: 402-407.
[22] JEONG H G, YOON D J, KIM E Z, PARK H J, NA K H. The influence by hydrostatic extrusion on the microstructure and extrudability of the IM processed hypereutectic Al-Si-Z alloys [J]. Journal of Materials Processing Technology, 2002, 130: 438-443.
[23] TERADA Y, OHKUBO K, NAKAGAWA K, MOHRI T, SUZUKI T. Thermal conductivity of B2-type aluminides and titanides [J]. Intermetallics, 1995, 3: 347-355.
[24] JIANG H G, DAI J Y, TONG H Y, DING B Z, SONG Q H, HU Z Q. Interfacial reactions on annealing Cu/Al multilayer thin films [J]. Journal of Applied Physics, 1993, 74: 6165-6169.
[25] CHEN C Y, HWANG W S. Effect of annealing on the interfacial structure aluminum-copper joints [J]. Materials Transactions, 2007, 48: 1938-1947.
[26] THOMASON P F, RAUCHS G, WITHERS P J. Multi-scale finite-element modelling of fatigue-crack growth in TiAl intermetallic matrix TiNb and Nb platelet composite [J]. Acta Materialia, 2002, 50: 1453-1466.
[27] MEHR V Y, TOROGHINEJAD M R, REZAEIAN A. Mechanical properties and microstructure evolutions of multilayered Al-Cu composites produced by accumulative roll bonding process and subsequent annealing [J]. Materials Science and Engineering A, 2014, 601: 40-47.
[28] MOZAFFARI A, HOSSEINI M, MANESH M D. Al/Ni metal intermetallic composite produced by accumulative roll bonding and reaction annealing [J]. Journal of Alloys and Compounds, 2011, 509: 9938-9945.
金属间化合物厚度对静液挤压Al/Cu蜂窝状棒材各向异性的影响
Tae-hyuk LEE1,2, Moon-soo SIM2,3, Sin-hyeong JOO1,2, Kyoung-tae PARK4, Ha-guk JEONG5, Jong-hyeon LEE1,2,3
1. Graduate School of Department of Advanced Materials Engineering, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
2. Rapidly Solidified Materials Research Center, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
3. Graduate School of Energy Science & Technology, Chungnam National University, 99 Daehak-ro, Yuseong-gu, Daejeon 305-764, Korea;
4. Rare Metal R&D Group, Korea Institute of Industrial Technology, 156 Gaetbeol-ro, Yeonsu-Gu, Incheon 406-130, Korea;
5. Advanced Fusion Process R&D Group, Korea Institute of Industrial Technology, 156 Gaetbeol-ro, Yeonsu-Gu, Incheon 406-130, Korea
摘 要:研究了金属间化合物厚度对蜂窝状棒材热性能和力学性能的影响。在200 °C下采用重复静液挤压制备Al/Cu蜂窝状棒材。在制备过程中,Al/Cu界面生成1 μm厚的金属间化合物层。经420 °C退火0.5~2 h后续热处理后,可获得不同厚度的金属间化合物层,最厚可达10.1 μm。经鉴定,金属间化合物层为Al2Cu(θ)、AlCu(η2)和Al4Cu9(γ1)相。随着金属间化合物层厚度的增加,纵向和截面方向上的热导率分别减小11.9% (从(268±4.8)到(236±4.4)W/(m・K))和10.4% (从(210±3.2)到(188±2.8)W/(m・K)),Al/Cu蜂窝状棒材的抗拉强度和伸长率分别是(103±8.4) MPa和(73±6.2)%。当金属间化合物层厚度达到7.7 μm时,抗拉强度增加至(131±6.5) MPa, 随着金属间化合物层厚度增加至10.1 μm时,抗拉强度降低至(124±3.9) MPa。随着金属间化合物层厚度增加,蜂窝状棒材的伸长率急剧下降至(29±2.5)%。
关键词:金属间化合物;Al/Cu蜂窝状棒材;各向异性;热导率;拉伸强度;静液挤压
(Edited by Yun-bin HE)
Corresponding author: Jong-hyeon LEE; Tel: +82-42-821-6596; Fax: +82-42-822-5850; E-mail: jonglee@cnu.ac.kr
DOI: 10.1016/S1003-6326(16)64134-1

