稀有金属 2002,(06),413-415 DOI:10.13373/j.cnki.cjrm.2002.06.001
光学加工对GaAs窗口晶体断裂模数的影响
屠海令 郑安生
北京有色金属总院国家半导体材料工程研究中心,北京有色金属总院国家半导体材料工程研究中心,北京有色金属总院国家半导体材料工程研究中心 北京100088 ,北京100088 ,北京100088
摘 要:
用四点弯曲法测量了GaAs晶体断裂模数 , 其结果表明加工方法是影响GaAs晶体断裂模数测量值的重要因素。切割加工的GaAs晶体的断裂模数最低 , 研磨加工GaAs晶体的断裂模数其次 , 机械抛光的断裂模数再其次 , 而机械抛光后再化学抛光的GaAs晶体的断裂模数平均值最高 , 其平均值约为 135MPa。光学加工表面损伤层及损伤层中的缺陷、裂纹和应力将导致GaAs晶体的断裂模数值下降。
关键词:
GaAs ;光学加工 ;断裂模数 ;损伤层 ;
中图分类号: TN304.23
收稿日期: 2001-07-02
Effect of Optical Machining on Modulus of Rupture of GaAs Window Crystals
Abstract:
The measurement results of modulus of rupture for GaAs window crystals by four point bending method show that the effect of optical processing on the modulus of rupture of GaAs is great. The average value of modulus of rupture for GaAs cut samples is the lowest, the average value of modulus of rupture for GaAs lapped samples is larger than that of the cut samples, and the average value of modulus of rupture for GaAs optical polished samples is larger than that of the lapped samples. When the optical polished samples were chemical polished, the average value of modulus of rupture for GaAs chemical polished samples is the highest with the value about 125 MPa. The damaged layer of GaAs samples due to optical machining, and defects, fine cracks and residual stresses in the damaged layer also lead to the decreasing of modulus of rupture of GaAs.
Keyword:
GaAs; optical processing; modulus of rupture; damaged layer;
Received: 2001-07-02
随着二氧化碳激光器的发现以及它在通讯、 材料加工等方面的发展, 引起对寻找一个在10.6 μm光学窗口材料研究的极大注意。 透红外CO2 激光的窗口材料包括半导体材料 (如Ge, CdTe, ZnSe和GaAs) , 电介质材料 (如KCl, NaCl) 和红外玻璃 (如KRS-5) ; 综合材料的机械、 光学, 热特性在高功率CO2 激光器应用场合, 只有GaAs和ZnSe两种材料得到了广泛的应用
[1 ]
。
CO2 分子激光器是连续输出激光功率很高的器件, 反射镜因为吸收了辐射能量使本身发热, 以及水冷形成温度梯度而发生形变, 严重时导致片子炸裂。 另外, 在放电管内的气压比一大气压小许多, 负压运行承受的压力也会使反射镜发生形变。 所以, 共振腔反射镜材料也要有较高的机械强度。 如果要使窗口晶片不致因强光辐照或大气压力引起破裂, 那么腔片的最小厚度应满足如下条件
[2 ]
:
d =0.433D (ps /A ) 1/2 (1)
式中D 是腔片的直径 (如果用在布儒斯特窗口片上, D 是椭圆面的长轴) , p 是共振腔内外的气压差, s 是安全因子, A 是破碎模量 (Modulus of fracture) ; 可见, 窗口晶片的厚度越大, 对防止压力形变越有利; 但会增加窗口晶体对激光功率的吸收。 因此必须权衡两方面的得失来选择合适的厚度。 对于球面窗口, 可能由于弹性弯曲而破坏, 其临界应力P cr 为:
Ρ c r = 5 . 5 ˉ E ( d / D ) 2 √ 1 - u 2 × 1 0 3 ? ? ? ( 2 )
P c r = 5 . 5 E ? ? ? ( d / D ) 2 1 ? u 2 √ × 1 0 3 ? ? ? ( 2 )
式中
ˉ E , u
E ? ? ? , u
分别为腔片材料的杨氏模量和泊松比; 设计要求窗口所能承受的压力必须高出100%。 可见晶体的力学参数是光学设计必不可少的参数, 作为光学材料的质量参数, 一般采用断裂模数 (modulus of rupture ) 。 GaAs 是脆性材料, 当它受力时无明显的永久变形就会断裂。 关于GaAs 窗口晶体断裂模数的研究未见有详细报道。 李贺成等
[3 ]
对光学元件Ge 晶体的断裂模数的测量方法――四点弯曲法进行了详细研究; 其测量结果与美国、 英国、 比利时等国提供的数据基本相符; 结果可靠。 GaAs 和Ge 同属脆性材料, 为此, 本文借鉴光学Ge 的四点弯曲测量方法, 研究加工对GaAs 窗口晶体断裂模数影响。
1 实 验
1.1 测量方法
弯曲状态下的断裂模数, 是指样品在弯曲状态下由一梁式负载造成断裂时, 断裂纤维的最大拉伸应力或压缩应力。 矩形截面的抗弯曲截面 (section modulus) W 为: W =bh 2 /6
[4 ]
, 梁在承受纯弯曲时, 产生断裂时的最大应力点应发生在离中性轴最远处, 且其对应的最大应力为
[4 ,5 ,6 ]
:
σ max = Μ W = 6 Μ 6 h 2 ? ? ? ( 3 )
σ max = M W = 6 M 6 h 2 ? ? ? ( 3 )
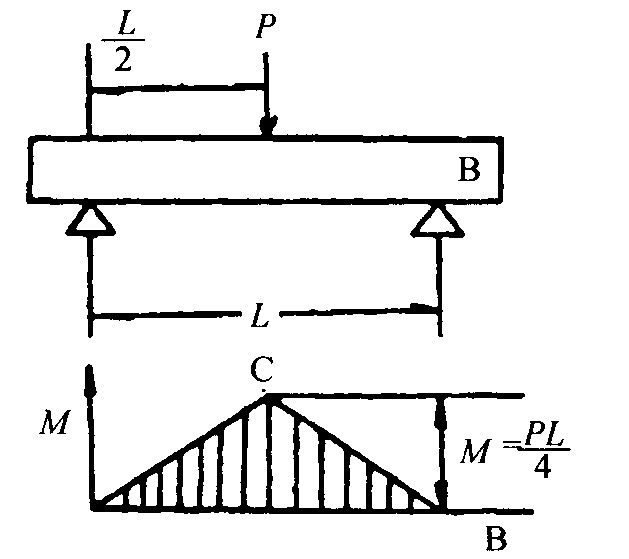
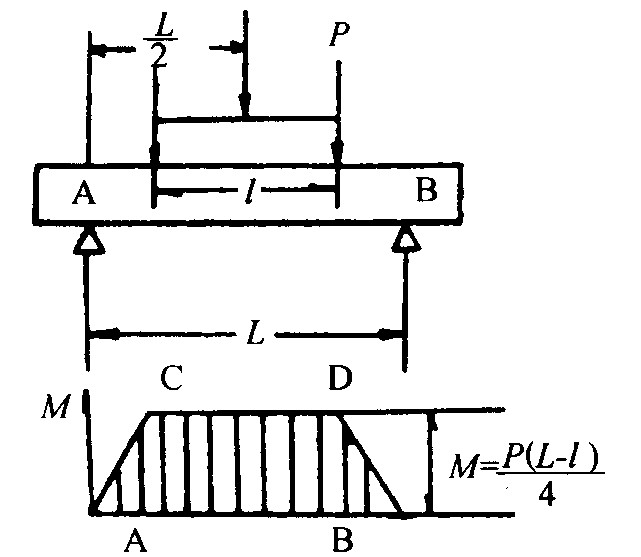
式中M 为作用在梁横截面上的弯矩; b , h 分别表示矩形截面的宽和高。 最大弯矩M max 的计算公式为: ①三点弯曲法:M max =PL /4, 如图1所示; ②四点弯曲法:M max =P (L -l ) /4, 其弯曲图见图2。 把它们分别代入上式, 可得断裂模数计算公式:
σ 3 = 3 Ρ L 2 b h 2 ? ? ? ( 4 ) σ 4 = 3 Ρ ( L - l ) 2 b h 2 ? ? ? ( 5 )
σ 3 = 3 P L 2 b h 2 ? ? ? ( 4 ) σ 4 = 3 P ( L ? l ) 2 b h 2 ? ? ? ( 5 )
式中P 为断裂时的负载, σ 3 为三点弯曲法的断裂模数, σ 4 为四点弯曲法的断裂模数。
图1和2比较可知, 在四点弯曲中式样内部在两个负载点C, D之间形成最大应力。 测量中, C, D间的任何一点发生断裂都是可以的。 而在三点弯曲中, 理论上最大应力应在负载作用点上, 发生在C点以外的任何点断裂均会带来误差。 因此, 采用四点弯曲法来测量砷化镓晶体的断裂模数。
1.2 设备
测量设备为日本AG-25TA微机电子拉力实验机。 GaAs和Ge同属脆性半导体材料, 为适应砷化镓的测量, 采用锗断裂模数测量用压力器
[3 ]
, 压力器的上部开有凹槽, 确保负载均匀分配在压力器下部的两个圆柱上, 其下部两个圆柱体与样品保证点接触。
图1 三点弯曲法示意图
Fig.1 Sketch of three point bending
图2 四点弯曲示意图
Fig.2 Sketch of four point bending
1.3 样品的制备
从原生厚度为6 mm的GaAs切割晶片切取4 mm×6 mm×40 mm的毛坯试样条, 先用302# , 303# 金刚砂研磨去除切割刀痕, 再用Al2 O3 粉在抛光机上把承受外力的两个相对侧面 (即40 mm×6 mm面) 抛至镜面; 根据需要对两切割表面进行加工, 以获得切割、 研磨、 机械抛光、 机械抛光后再化学抛光等不同光学加工两相对承受压力的表面; 表面清洁处理后, 用千分表测量两端的b 和h , 要求其误差在±0.5%以内。
1.4 测量步骤
(1) 调整压力机上的支座, 使其距离为30 mm (精确到0.02 mm) , 并使它们与压力机的中心距离相等; (2) 把实验加工后的样品条放置在支座上, 保持其前后左右的对称性; (3) 将压力器轻轻放置在样品条上, 使其上面的凹槽面的中心线对准压力机压头, 负载P 均匀分配在压力器的两个圆柱上, 然后以0.5 kg・min-1 的速率对样品条施加压力, 直到式样条断裂; (4) 记录断裂负载P , 测量断裂处的b 和h , 根据 (5) 式计算断裂模数。
2 结果分析与讨论
2.1 测量结果
对原生GaAs晶片用不同工艺方法加工得到的样品进行晶体断裂模数测试, 其结果如表1所示。 不同的加工方法获得的样品, 晶体断裂模数值差别较大。 切割加工的GaAs晶体的断裂模数最低, 平均值为42 MPa; 研磨加工晶体断裂模数平均值约为92 MPa; 机械抛光晶体断裂模数平均值约为125 MPa; 而机械抛光后再进行化学抛光 (化学腐蚀) 的GaAs晶体的断裂模数平均值最高, 约为135 MPa。
表1 GaAs晶体断裂模数测量结果
Table 1 Measurement values of modulus of rupture for GaAs samples
变化范围/
平均值/
标准偏差/
30~50
42
6.3
80~100
92
9.4
100~135
125
12.2
120~150
135
8.3
2.2 分析与讨论
2.2.1 加工引入的损伤层厚度对晶体的断裂模数的影响
机械加工在GaAs晶体表面引入的损伤层由两层晶格不完整区晶格组成:外表层是碎裂层, 包括微裂纹、 位错和破碎, 碎裂层下面是应力层; 加工引入的损伤层厚度随机械加工的方式不同而有所不同。 Mcguigan等
[7 ]
用腐蚀坑方法研究了GaAs晶片损伤层, 结果为:切片引入的细裂纹和残余损伤层深度约36.1 μm; 研磨引入的损伤层约16.6 μm; 采用TEM对非掺Si-GaAs抛光晶片进行观测, 获得表面损伤层厚度为70 nm。 陈坚邦等
[8 ]
用SEM, TEM观察GaAs材料的切片损伤层深度≤50 μm; 研磨损伤层深度≤15 μm, 机械化学抛光损伤层深度≤1.2 μm。 这些数据结果有差别, 是由于晶体研制的工艺条件、 样品制备条件和检测方法都不同, 因而取得的结果就不同; 但都能得出一致的结论:切割加工引入的损伤层深度最大, 研磨损伤层深度其次, 机械化学抛光损伤层深度最小。 加工表面损伤层深度愈厚, 样品承受外力的实际厚度变小; 按测量厚度用公式 (5) 计算的断裂模数减小。 因此, 切割加工的GaAs晶体的断裂模数最低, 研磨加工GaAs晶体的断裂模数其次, 机械抛光的断裂模数再其次, 而机械抛光后再化学抛光的GaAs晶体的断裂模数最大。
2.2.2 表面损伤层中的缺陷、 应力对晶体的断裂模数的影响
加工引入的损伤层中存在大量缺陷、 裂纹及加工引入的残余应力等因素使诱生断裂的可能性增大; 因此, 在外力作用下, 有缺陷、 裂纹或应力的区域首先断裂, 致使断裂模数降低。
3 结 论
GaAs单晶样品晶体的断裂模数测量结果表明:加工方法是影响晶体的断裂模数测量值的重要因素; 加工表面损伤层的厚度及损伤层的缺陷、 裂纹和应力导致GaAs晶体的断裂模数值下降。 机械抛光后, 再进行化学抛光的GaAs晶体的断裂模数平均值最高, 约为135 MPa。
参考文献
[1] 杨宝春, 程兆谷, 陈 刚, 等. 中国激光, 1995, 22 (4) :271.
[2] PatelBS . Appl.Opt., 1977, 16:1232.
[3] 李贺成, 张 梅, 李桂华, 等. 稀有金属, 1995, 19 (2) :107.
[4] Higdon, Ohlsen, Stiles, etal.著.易钟煌, 周 芝, 宗洪生等译. 材料力学, 北京:高等教育出版社, 1985.158.
[5] 刘烈全, 梁枢平编.材料力学, 武汉:华中理工大学出版社, 1996.154.
[6] 单辉阻主编. 材料力学.北京:国防工业出版社, 1981.156.
[7] McguiganS , ThomasRN , BarrettDL , etal. J .Cryst.Growth, 1986, 76:217.
[8] 陈坚邦, 钱嘉裕, 杨 钧. 稀有金属, 1998, 22 (5) :392.