������ʱ��: 2015-04-07 09:26
ϡ�н��� 2015,39(02),152-158 DOI:10.13373/j.cnki.cjrm.2015.02.009
ǿ������������������Ӳ�ʺϽߵ���Ӧ�淨�Ż��о�
���� ��Ң ¦��ʤ ����� ��ǿ
����������ѧ���Ͽ�ѧ�빤��ѧԺ
������ѧ���ϵ�Ź����о��������ص�ʵ����
ժ Ҫ��
ǿ����������������ղ��������Ӳ�ʺϽ���������������Ҫ�����Ļ�����Ӧ�淨(RSM)������Ӳ�ʺϽ���ǿ�����������������Թ����������ѹ����������������Ե��߱���ֲڶȺ�Ӳ�ȵ�Ӱ��,��ϻع�ͳ�ƽ�����Ӳ�ʺϽ߱���ֲڶȺ�Ӳ�ȵľ��鹫ʽ,��ʾ��Ӱ�쵶���������ܵ���������,�ҳ������ѹ����������������Ե����������ܵ�����ۺ�����Ч�����������,ǿ��������������չ����е������ѹ����������������Ե��߱���ֲڶȺ�Ӳ�Ⱦ���������Ӱ�졣ͨ�������ı���ֲڶȺ�Ӳ�ȶ������ѹ�������������������Ķ�Ԫ��Ӧ�溯��,�ó�����Ż�����,�ڴ�������,���߱���ֲڶ�Ϊ0.167��m,��Ӳ��ֵΪHV2206������ǿ��������������ս����˵��߱���ֲڶ�,ͬʱ����˱���Ӳ��,�������ѺϽ����������,���־�������������,���ߵĿ�ĥ������������ߡ�
�ؼ��ʣ�
Ӳ�ʺϽ�;ǿ���������;��Ӧ��;��������;
��ͼ����ţ� TG178
����飺����(1982-),Ů,������,��ʿ,������,�о�����:���ϱ�������о�;E-mail:penita_lv@hotmail.com;;��ǿ,����;�绰:13700023311;E-mail:wangq@mail.neu.edu.cn;
�ո����ڣ�2014-07-26
�������ҿƼ��ش�ר����Ŀ(2012ZX04003-061)����;
Surface Modification of High Current Pulsed Electron Beam on Cemented Carbide Tools Using Response Surface Methodology
L�� Xiao Zhang Yao Lou Changsheng Li Guojian Wang Qiang
School of Materials Science and Engineering,Shenyang Ligong University
Key Laboratory of Electromagnetic Processing of Materials (Ministry of Education) ,Northeastern University
Abstract��
Irradiation parameters of high current pulsed electron beam are vital to enhance the cutting properties of cemented carbide tools. The effect of input voltage,current and pulse times on surface roughness and hardness during the surface modification of high current pulsed electron beam on cemented carbide tools using response surface methodology( RSM) was analyzed,and the empirical formula of surface roughness and hardness of cemented carbide tools was established according to regression statistics; furthermore,the main factor which had influences on cutting performance was revealed and the best comprehensive effect of input voltage,current and pulse times on cutting performance was obtained. The results showed that the effects of input voltage,current and pulse times during irradiation of high current pulsed electron beam on the surface roughness and hardness of tools were significant. The optimal parameters were presented by establishing polynomial equation of response surface methodology between input voltage,current,pulse times,roughness and hardness,and the value of surface roughness was 0. 167 ��m and microhardness was HV2206 in this condition. As the surface roughness was reduced and the hardness was increased by irradiation of high current pulsed electron beam on tools,the wear resistance of tools after irradiation was enhanced during the experiment of cutting titanium alloys.
Keyword��
cemented carbide; high current pulsed electron beam; response surface methodology; cutting property;
Received�� 2014-07-26
Ӳ�ʺϽ������Ӳ�ȡ�����ĥ�Ժ����õĻ�ѧ�ȶ��Ե��ص�,�㷺Ӧ���ڽ��������ӹ�����[1,2,3]��Ȼ��,Ӳ�ʺϽ߲��ϵ���ĥ�Ժ�ǿ���Բ��˼��,��������Ҫͨ��ϸ���������Ʊ�Ӳ�ʺϽ�Ϳ�㼼��,��һ������Ӳ�ʺϽߵ��ۺ��������ܡ�ͨ��ϸ��Ӳ���ྦྷ���ȡ�����Ӳ����ľ���������ʹ���߲��ϵ�ǿ�Ⱥ���ĥ�Եõ����,Ȼ��,Ŀǰϸ���������շ�����������,���ս���������������׳��ɴִ���,ͬʱϸ����Ӳ�ʺϽ�ļ۸�,��������Ӧ�á�Ӳ�ʺϽ�Ϳ�㼼��,�������û�ѧ�������( CVD) �������������( PVD) �����Ʊ�Ӳ�ʺϽ߱���Ϳ��,�ü�������˻���ĸ����Ժ�Ϳ��ĸ�Ӳ�ȡ�����ĥ�Ե��ŵ�,�Ƚ����˵��ߵ�ĥ���ֱ�֤�˻��������,����Ϳ��ͻ����Ľ����������Ҫ���[4,5]��
������,�о���Ա��ʼ���ø�������Ϊ�����������ܵ��ֶ�,���־������տ���������ߵ��ߵ���ĥ�Ժ�ʹ������[6,7,8]����������ͨ�����������ڵ��߱���ĺ��,ʹ�����ڲ���������ȱ��,�Ӷ���߱���Ļ�е����,ͬʱ�˷���Ϳ��ͻ���Ľ�����⡣�����������������Լ���,���������洦����������ص��ŵ㡣������ע��������ڵ���������̷�Χ��,�������ò����Զ����������,���Ի�ý���ĸ��Բ�,���Ҳ������������Ľ������⡣����,������ֻ������������������������[9]��
����ǿ�����������( HCPEB) ��Ӳ�ʺϽ߱�����и��Ե��о����б���,�������ڷ��չ�����Ӱ�쵶�߲��ϱ������������ؽ϶�,���������ղ�������������֮�����ϵ[10,11]����Ӧ�淽��( RSM) ����ʵ�����Ϊ����,���ڴ�����������⽨ģ�ͷ�����һ��ͳ�ƴ�����������ʵ��������֪������ĺ�����ϵ������ʱ������ʽʱ,���Բ��ö�Ԫ���λع鷽���������������Ӧֵ֮��ĺ�����ϵ,ͨ���Իع鷽�̵ķ�����Ѱ�����Ź��ղ���,������������[12,13,14]��
���Ľ�������Ӧ�淨,����ǿ������������Ե��߱�����и��Դ�����ͨ�������������ѹ������������������Ϊ������Ӳ�ʺϽ߱���ֲڶȡ�Ӳ�ȵľ��鹫ʽ,�õ������ղ����Ե��߱���ֲڶȺ�Ӳ�ȵ�Ӱ������Լ��Ե����������ܵ�����ۺ�����Ч��,�������ѵı�����Թ��ղ���,Ȼ��ͨ����ϳʵ��,�����Ż����������µ��ߵ��������ܡ�
1 ʵ ��
1. 1 ��������Ӧ
�����������Ҫ��ͨ�����ٵ�������Ϊ��������,������˲����������ڹ������污����,�γ��¶��ݶȼ��ߵ��������������չ����в��õĹ��ղ�����ͬ,�Բ��ϱ�������֯����ṹ����Ӳ�ȵȵ�����Ч���������仯����ʵ��ͨ���ı������ѹ������������������,��������Ա���ֲڶȺ���Ӳ�ȵ�Ӱ�졣�ٶ����ϱ���������̬�ֲ�,ÿ������ѡ��3��ˮƽ,����BoxBenhnken��Ʒ�,�Ա���ֲڶȺ�Ӳ����Ϊ����ָ��( ��Ӧֵ) ,��Ƶ���������ˮƽʵ�鷽������1��
1. 2 �� ��
ʵ�����ѡ��ɽ��ά�˹�˾������ϳ��Ƭ,�ͺ�ΪR390-11T308M-KL��H13AӲ�ʺϽߡ����߳ߴ�Ϊ11. 0 mm��6. 8 mm��3. 5 mm������ˮ�Ҵ��ͱ�ͪ������ϴ��,���ö���˹������Soloǿ�����������װ�öԲ��Ͻ��б�����Դ�����ʵ��������Ϊ5��s,����Ƶ��1 Hz,��Դ����140mm,����ֱ��15 mm��������,ͨ���ı������ѹ������������������,��������Ե��߱���ֲڶȺ���Ӳ�ȵ�Ӱ�졣
�� 1 Box-behnken ʵ��������ˮƽTable 1 Box-behnken experimental factors and levels ����ԭͼ
�� 1 Box-behnken ʵ��������ˮƽTable 1 Box-behnken experimental factors and levels
���߱�����òͨ��ɨ���������( SEM,S3400,����) �ͼ���۽�����( OLS4100,���ְ�˹) ���й۲졣����ǰ�߱���ֲڶ��ɼ���۽���������,ÿ����Ʒ�����ֲڶ�Raֵ6��,ȡ6�����ݵ�ƽ��ֵ��Ϊ��Ʒ��Raֵ������ʵ�������ػ���( INTEGREX 200Y,������) �����,��������ΪTC4�ѺϽ����,ֱ��119 mm,ʵ������Ϊ�����ٶ�( v) 200 m��min- 1,������9. 8 mm��r- 1,�������0. 4 mm�����ߺ���ĥ��������( VB) �ɳ�������ά����( VHX-1000C,����ʿ) ���,ÿ����Ʒ�ϲ���3��,ȡ3�����ݵ�ƽ��ֵ��ΪVBֵ�������߱������ξ�400,600,1000��1500��ˮĥɰֽԤĥ,���ʯ��ĥ���Ⲣ��������ϴ��,������Ӳ�ȼ�( FM-300,FT) ������Ӳ��,�����غ�Ϊ0. 5 N,����ʱ��Ϊ5 s��ÿ����Ʒ�ϲ���Ӳ��ֵ4��,ȡ4�����ݵ�ƽ��ֵ��Ϊ��Ʒ��Ӳ��ֵ��
2 ģ�ͽ���
2. 1 ����ֲڶ�Ӱ�����ط���
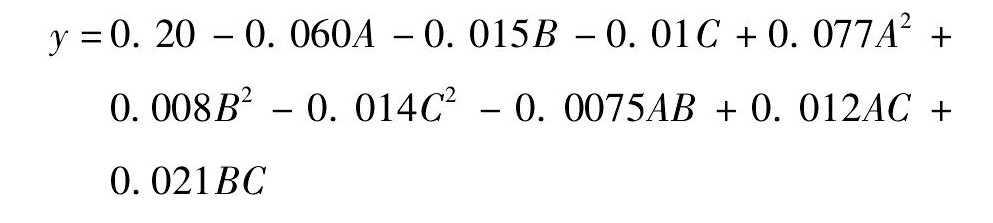
����Box-Behnkenʵ����Ƶ�ͳ��ѧҪ��,����13��ʵ��,ʵ����ƺͽ�����2��ʾ������Design Expert�����Ա�2ʵ�����ݽ��ж��ζ���ع����,�ɵñ���ֲڶ�y�������ѹ( A) ���������( B) ���������( C) �Ķ�Ԫ��Ӧ�溯��:
�� 2 ʵ����Ƽ����Table 2 Experimental design and results ����ԭͼ
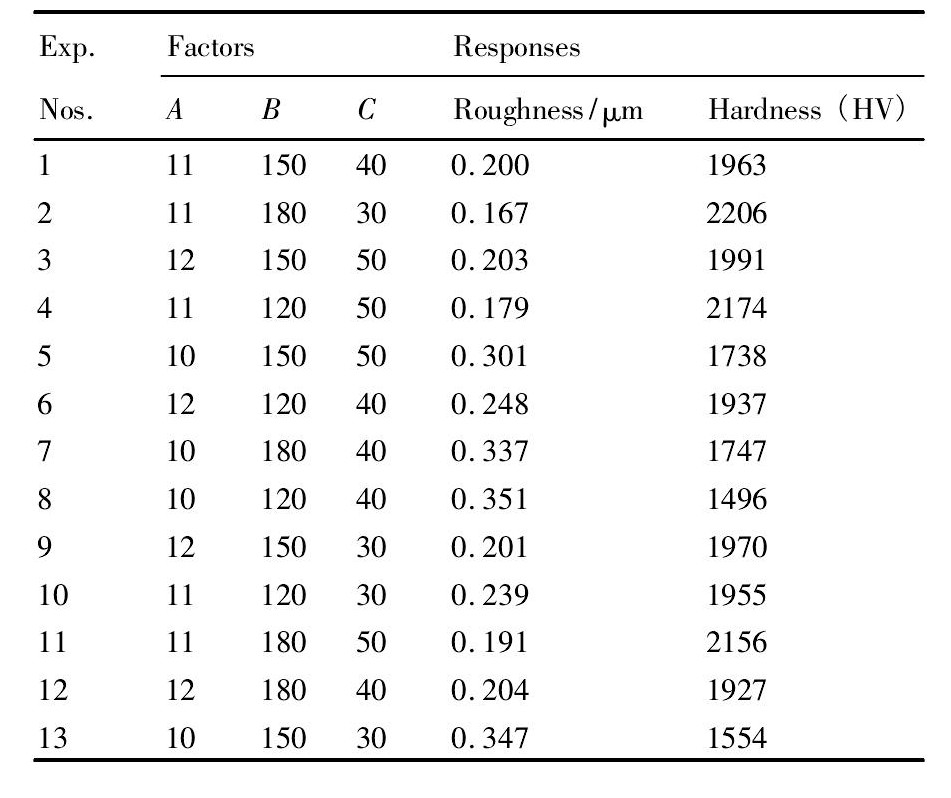
�� 2 ʵ����Ƽ����Table 2 Experimental design and results
����ֲڶȶ��λع鷽�̷�������������3,�ɱ�3��֪���̲��켫���� ( P < 0. 0001 ) ,ģ�͵�R2= 0. 9997,֤��ģ�͵���ϳ̶ȽϺ�,ʵ�����С,��˿��ø�ģ����������Ԥ�������ѹ����������������Ե��߱���ֲڶȵ�Ӱ��Ч����
ͨ������ֲڶȻع鷽����������Ӧ����ͼ����ȸ���ͼ��ͼ1��ʾ,��ͼ������ʵ�����ضԱ���ֲڶȵĽ������á�ͼ1��ʾ���������ѹ������,�ֲڶȾ����ȼ�С�����ӵ�����; ���ŵ���������,�ֲڶȼ�С; �����������������,�ֲڶ������Ӻ��С��
2. 2 ��Ӳ��Ӱ�����ط���
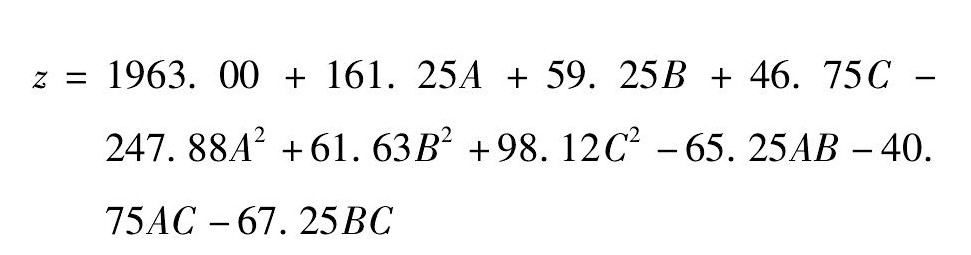
���ݱ�2�Ľ��,����Design Expert������ʵ�����ݽ��ж��ζ���ع����,�õ�������Ӳ��z�������ѹ( A) ���������( B) ���������( C) �Ķ�Ԫ��Ӧ�溯��:
�� 3 ����ֲڶȻع鷽�̷��������Table 3 ANOVA analysis table for surface roughness ����ԭͼ
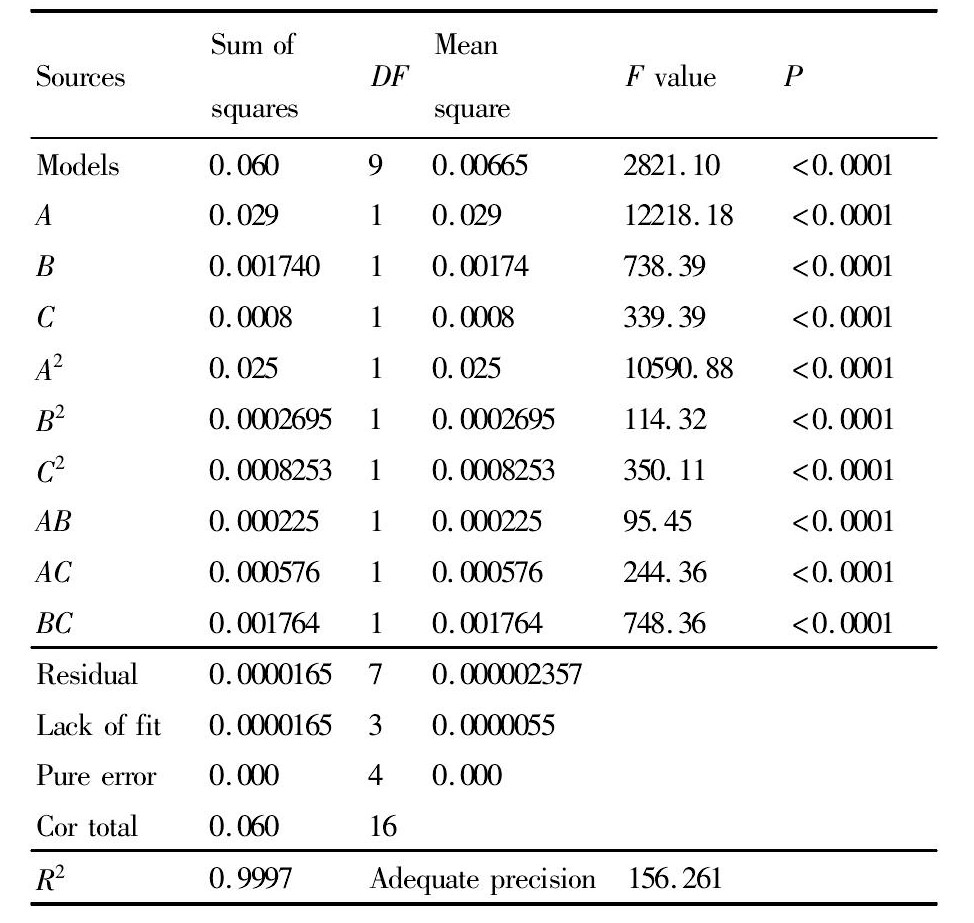
�� 3 ����ֲڶȻع鷽�̷��������Table 3 ANOVA analysis table for surface roughness
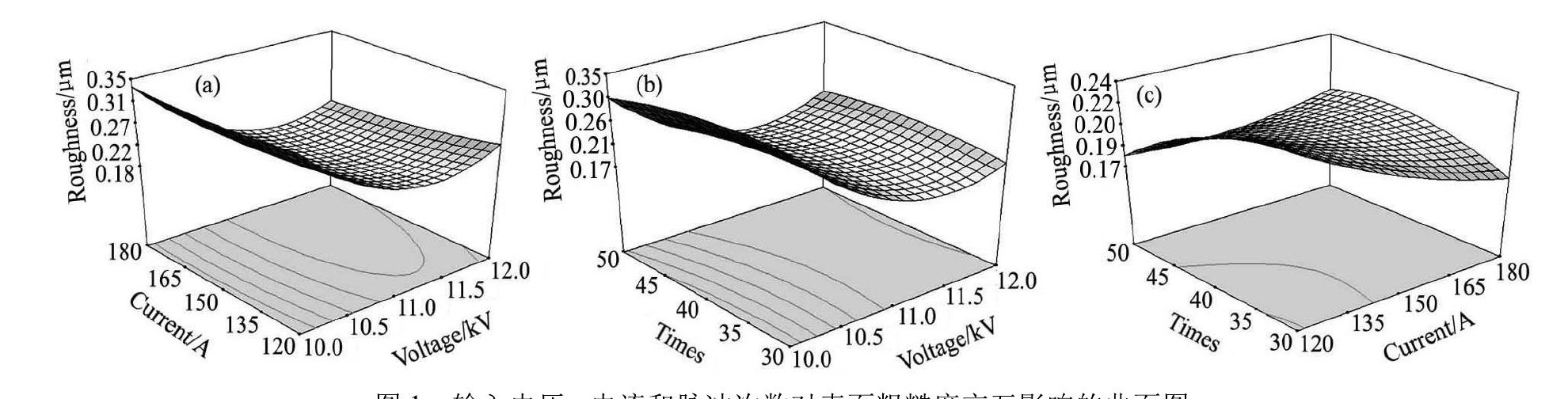
ͼ 1 �����ѹ����������������Ա���ֲڶȽ���Ӱ�������ͼFig. 1 Response surface graphs of interaction effect of input voltage,current and pulse times on surface roughness
( a) Interaction effect of input voltage and current on surface roughness; ( b) Interaction effect of input voltage and pulse time on surface roghness; ( c) Interaction effect of current and pulse time on surface roughness
Ӳ�ȶ��λع鷽�̷�������������4,�ɱ�4��֪���̲��켫����( P < 0. 0001) ,������ϵ����������,ģ�͵���϶ȽϺ�,֤��ģ���Ǻ�����Ч��,���ø�ģ����������Ԥ�������ѹ����������������Ե��߱���Ӳ�ȵ�Ӱ��Ч����
ͨ������Ӳ�Ȼع鷽����������Ӧ����ͼ��ͼ2��ʾ����ͼ2�п��Է������������ѹ������,Ӳ��ֵ������������С������; ��������������������������,Ӳ��ֵ�ȼ�С������
�� 4 ������Ӳ�Ȼع鷽�̷��������Table 4 ANOVA analysis table for surface microhardness ����ԭͼ
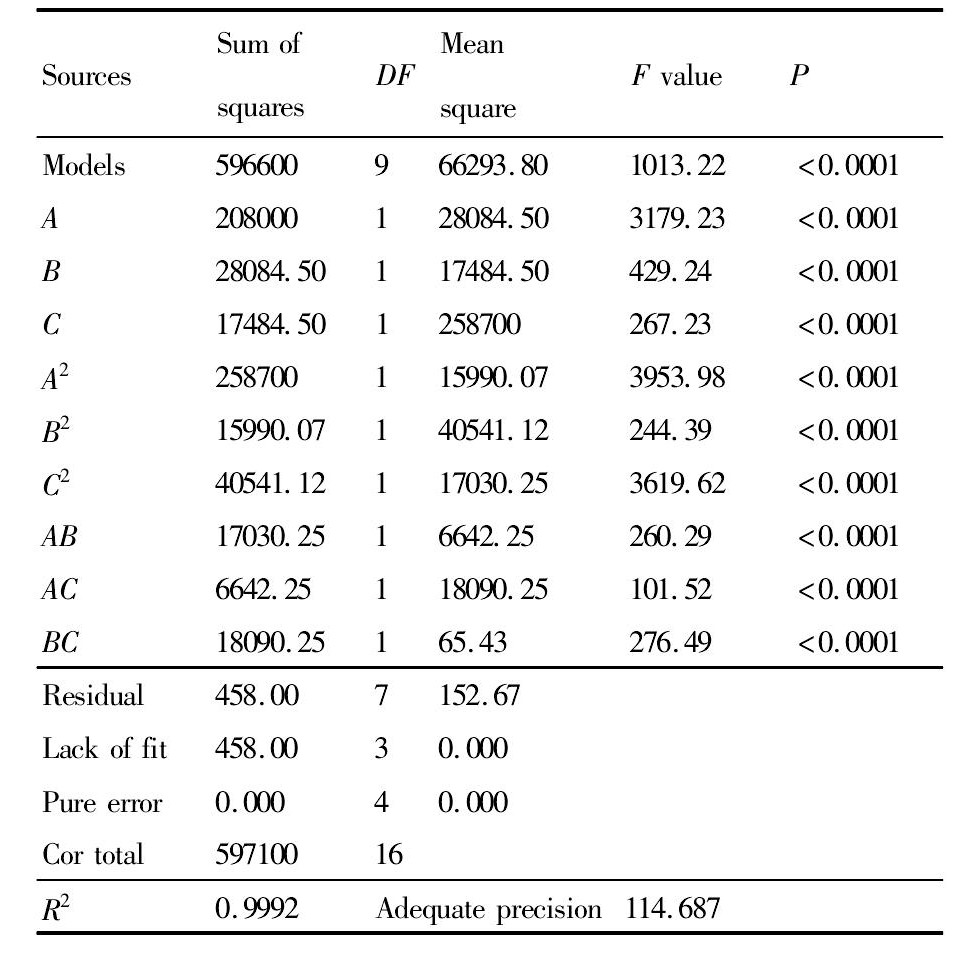
�� 4 ������Ӳ�Ȼع鷽�̷��������Table 4 ANOVA analysis table for surface microhardness
�����Ͻ�����Կ���,�����ѹ����������������Ե��ߵı���ֲڶȺ�Ӳ�Ⱦ�����ҪӰ��,��ͨ��Ѱ����ѹ��ղ���,�ҳ����͵��߱���ֲڶ�,ͬʱ��߱���Ӳ�ȵĹ���������Design Expert������ʵ�����ݽ����Ż�����,�ó�����Ż�����Ϊ: ��ѹֵ11 k V,����ֵ180 A,�������30�Ρ��������Ϲ��ղ����Բ��Ͻ��б�����Դ���ʱ,�õ����߱���ֲڶ�Ϊ0. 167��m,��Ӳ��ֵΪHV2206��
3 ���������
�����������Ų��������·��պ�,�������ǰ�ߵı�����ò���������ܡ�ͼ3( a) ��( b)��ǿ���������������ǰ�ߵı�����ò��Ƭ,ͼ3 SEM��Ƭ��ʾ,�����ڷ��մ���ǰ,��������,���ڲ��ֿ�϶�Ϳն�; ��HCPEB���մ�����,���ڵ��߱���Ѹ������,�������ṩ������ʹ���ϱ����ۻ�,���,���ɵı��澭�����۱������ƽ��,��϶�Ϳն����١�ͼ3( c) ��( d) �Ǽ���۽������»�õĵ��߱���3DӰ��,��ͼ�п��Է���,�������������պ�,���߱���ĴֲڶȽ��͡���������۽���������,���ֱ���ֲڶ���ԭ����0. 316����0. 167��m��
��ͨ���ߺ�HCPEB���Ų��������·��յ��ߵ�ĥ��������ͼ4��ʾ�����պ�����ͨ�������,�������ѺϽ�ʱ,��ĥ������������ߡ���������ʱ����ӳ�,��ĥ�����ܲ���Խ����,��������Ϊ4292 mmʱ,����HCPEB���պ�ĵ��߿�ĥ����������˽�������������ĥ�����,�����µ��߱���ֲڶȴ�,�Լ���϶�Ϳն���ȱ��,ʵ�ʽӴ������С,�����빤���Ӵ���ճ������,���߱���ֲڶ�����Ҫ��Ӱ������; ���ھ������յĵ��߱��淢������,����������ƽ��,�ֲڶȽ���,���ĥ�������͡�����ĥ��ʱ����ӳ�,���յ��߱���Ӳ�ȵ����ӳ�Ϊ����ĥ����ߵ���Ҫԭ��HCPEB��������߲��ϱ���Ӳ�Ⱥ���ĥ�Ե���Ч����,ͨ������������ʱ�Ŀ������ºͽ��¹���,������ϸ������,�ı�����֯�ṹ��ȱ�ݵ�����[15,16,17]���ڱ�ʵ����,����HCPEB���յĵ���Ӳ���ɷ���ǰ��HV1674��ߵ�HV2206,��˵��ߵ���ĥ�Եõ���������ߡ�
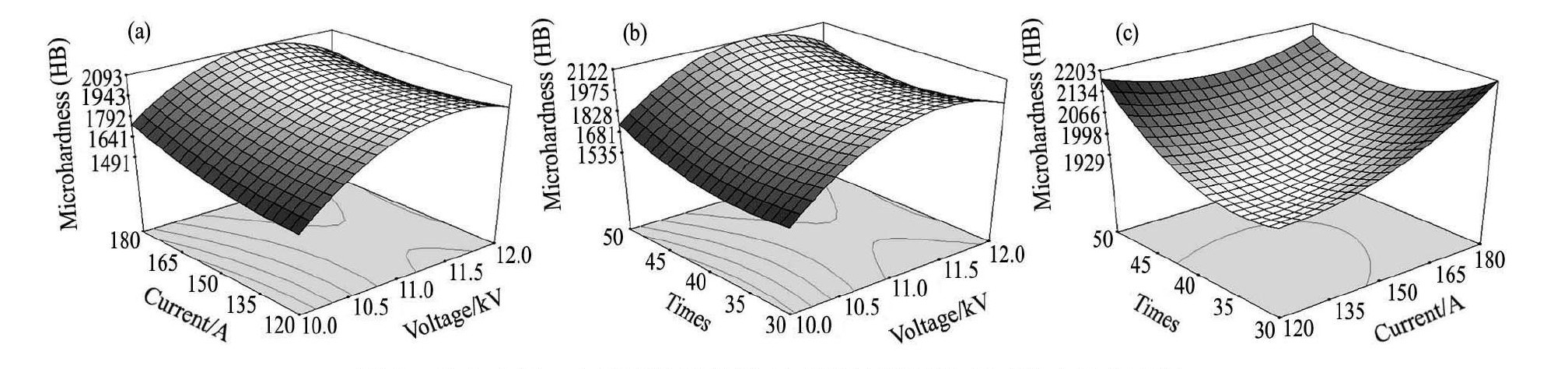
ͼ 2 �����ѹ����������������Ա�����Ӳ�Ƚ���Ӱ�������ͼFig. 2 Response surface graphs of interaction effect of input voltage,current and pulse times on surface microhardness
( a) Interaction effect of input voltage and current on surface roughness; ( b) Interaction effect of input voltage and pulse time on surface roughness; ( c) Interaction effect of current and pulse time on surface roughness
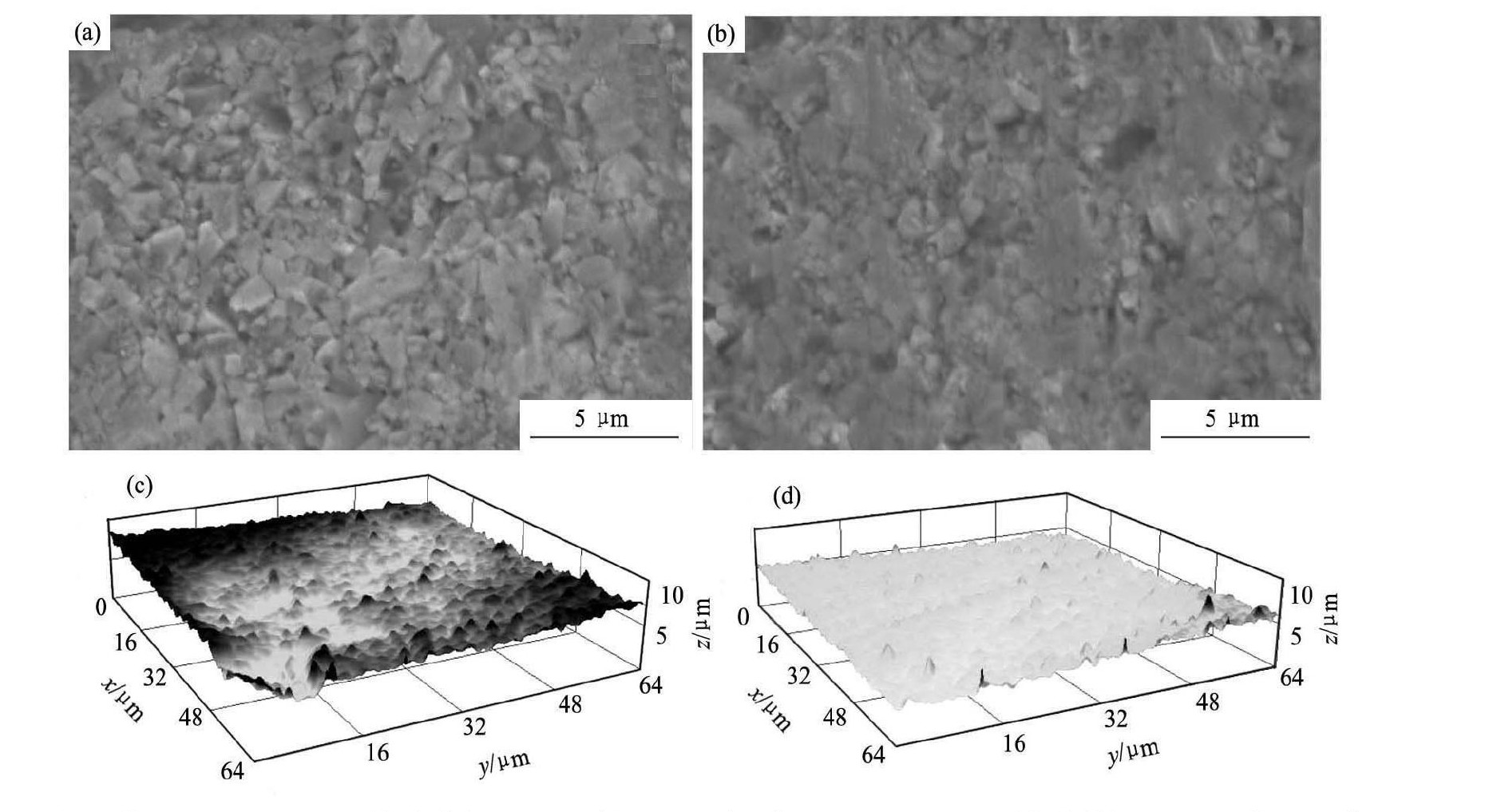
ͼ 3 ��ͨ���ߺ� HCPEB ���Ų������պߵ� SEM ��Ƭ; ��ͨ���ߺ� HCPEB ���Ų������պߵ� 3D Ӱ��Fig. 3 SEM images of normal tool ( a) and tool treated by HCPEB with optimal parameters ( b) ; 3D images of normal tool ( c) and tool treated by HCPEB with optimal parameters ( d)
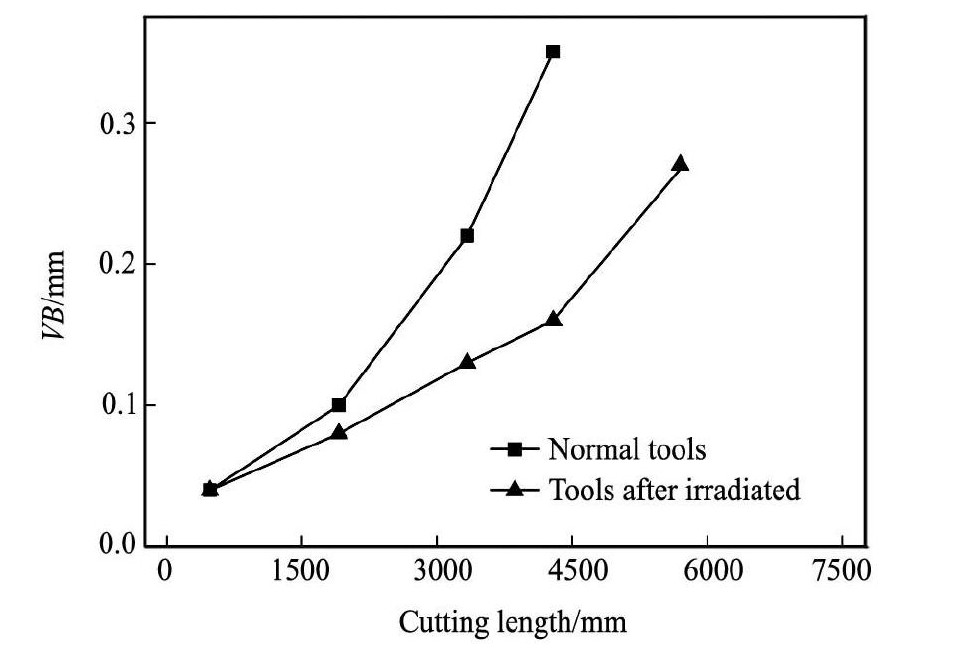
ͼ 4 ��ͨ���ߺ� HCPEB ���Ų������յ��ߵ�ĥ������Fig. 4 Wear curves of normal tool and tool treated by HCPEB with optimal parameters
4 �� ��
1. Ӧ����Ӧ�淨������Ӳ�ʺϽ߱���ֲڶȺ�Ӳ�ȵľ��鹫ʽ,�ɹ�ʽ��֪ǿ��������������չ����е������ѹ����������������Ե��߱���ֲڶȺ�Ӳ�Ⱦ���������Ӱ�졣
2. ͨ����ʵ�����ݽ����Ż�����,�ó�����Ż�����Ϊ: ��ѹֵ11 k V,����ֵ180 A,�������30�Ρ������Ų��������¶Ե��߽���HCPEB����,�õ����߱���ֲڶ�Ϊ0. 167��m,��Ӳ��ֵΪHV2206��
3. ��HCPEB���պ�,���ֵ������ɵı��澭������,�������ƽ��,��϶�Ϳն�����; ����Ӳ���ɷ���ǰ��HV1674��ߵ�HV2206��
4. ����ǿ��������������ս����˵��߱���ֲڶ�,ͬʱ����˱���Ӳ��,�������ѺϽ������,��ĥ������������ߡ�����������Ϊ4292 mmʱ,����HCPEB���պߵĿ�ĥ����������˽�������

