
����ƽ����ë����������ò����������Աȷ���
�춬1����鲨1���Ž�1�������2��¬����2��������2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾������ �人��430083)
ժ Ҫ��
��ò�����ѹ��Ħ����Ϳ����������ҪӰ�죬���ֵı�����ò��ͨ��ë���������������з���ӡ�γɵģ���˹������ı�����ò���������ֱ�����ò�ľ���������֮һ������ֲڶ�Ra�����ܶ�Pc�����ļ��⡢�������ë�����������ڷ��������ڱ��ֳ���ͬ����ĥ���ӡ�ȹ������ԡ�ͨ��ʵ�ʲ��������ֳ�3��ë���������ı�����ò����Է����ԡ��ռ����ԡ�Ƶ�����ԡ��������Ե����⣬�Ա�����������ϵͳ�رȽϺ����ۡ��������������ë�����������ͬ�ԣ�����ϸ�ܣ������ʰ뾶С��������������������ò���ȵĴ��֣����⡢���ë�����������������ë�������棬�������õ��ͳ������ܣ��������ӳ��������ķ������ڡ�
�ؼ��ʣ�
����ƽ��������������������ò���ֲڶ���
��ͼ����ţ�TH161 ���ױ�־�룺A ���±�ţ�1672-7207(2014)03-0734-08
Surface topography multi-parameter analysis of textured rolls in cold temper mill
XU Dong1, LI Hongbo1, ZHANG Jie1, FAN Qingguo2, LU Jinsong2, DONG Hailong2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Wuhan Iron & Steel (Group) Corp., Wuhan 430083, China)
Abstract: The surface topography of cold rolled steel strip is crucial to its drawability, tribological and coating property. It is inherited from the textured work rolls in steel strip cold rolling. Accordingly, the surface topography of work rolls plays an important role in the generation of strip surface. The rolls textured in different ways and completely meeting Ra and Pc requirements have unequal various lubrication, wear and duplication behavior in service cycle of rolls. The directional texture, spatial character, frequent character and functional character of rolls were compared systematically by surface topography of the textured rolls. The results show that the isotropic laser textured roll surface with smaller mean radius of asperities is more conducive to generate uniform surface topography. Meanwhile, the surface of laser and electric discharge textured roll has better lubrication and bearing performance than that of shot blast textured roll.
key words: temper mill; work roll; surface topography; surface roughness
�����������ҵ����ҵ�Ŀ��ٷ�չ�������������ֵ�������������ߣ�������ò���ڴ��ֵij�ѹ��Ħ����Ϳ������������ҪӰ��[1-3]����˶���������������Ҫ��Ӻ�ȡ���������չ������״̬���������ֵı�����ò���ɹ�����������òֱ�Ӵ��ݵģ���һ����˥���Կ���������[4]����˹������ı�����ò���������ֱ�����ò�ľ���������֮һ��
������ò���۲����ķ�չ��������һ�������Ĺ��̡����Ų������������ַ����Ľ�����Gadelmawla��[5]�����һ���������Ƶ���ò����ϵͳ������59����������������һ��SurfVision��������ͬʱ����һЩѧ��Ӧ��ͳ��ѧ�ķ���������������Ϊ���ʱ�����У�������з���[6-7]�����ڴ˻���������˱�����[8-9]�ĸ���ⳤ����[10]������ƹ����е��ص㣬���������������ĥ�����ܵĹ��ܲ�����
Ŀǰ���õĹ�����ë��������Ҫ������ë�������ë���ͼ���ë��3�֣��ֳ���ë������������ò������Ҫ�����ڴֲڶ�Ra�����ܶ�Pc 2�������ϡ�����ƽ����������������Ҫ���ë��������ͬ��ë�����գ����ֳ���ͬ����ĥ���ӡ�ȹ������ԣ�Ӱ�칤�����ķ������ںʹ��ֱ�����ò���ƣ���ֻʹ��Ra��Pc����ȫ��ȷ������ë���������ı������ԡ��������߽����ö������۲�����ϵͳ������3��ë�������¹�����������ò��������
1 ë���ֲڱ����������
һ���������ߺ���ͼ�δ���һ�����������Ա������Ͷ�����ʾ����������òͨ����һ�����ӵ��о�������ͨ��һ�������������������Խ�����ȫ��������Ϊ���ܹ�������ȷ������ë���ֲڱ�����ò�Ľṹ���������������Ľ���������4������Ա�����������������
���Ȳ���������������ֱ����Ľṹ��������Ҫ����������ƽ���߶�Ra��ƫб��Rsk�����Rku���߶ȷֲ��ܶȺ���ADF��[5, 11]��
�ռ��������������ˮƽ����Ľṹ��������Ҫ������������ܶ�Pc����ƽ�����S����ƽ�����ʰ뾶RAD��[5, 7, 11]��
Ƶ���������������Ƶ��������������˷��Ⱥͼ�����������Ϣ����Ҫ����������غ���ACF��˥������س���Ral���������ܶ�PSD����������ء��Ľ��ص�[5, 8-9, 11]��
���ܲ�������������ĥ�����ܵ���������Ҫ���������������ߡ��嶥���ظ߶�Rbp�����ij��ظ߶�Rbc�����Ĵ������Rsc�ȵ״������Rsv��[10]��
2 �������������������������
ij��������ƽ������������ʹ��ë������������ë����ʽ������ë��(�¹�WW30�����ë��)�����ë��(�¹�ET660/8��5500-45���ë��)������ë��(����HF-1500W�����ë��)3�֡���Բ�ͬë����ʽ����������Ҫ��(Ra��3.5 ��m��Pc��40/cm)�Ĺ�������ͨ��X80���Ĺ�ѧ�����۲칤����������ò����̬���ֲ��������õ¹�����M1�Ӵ�ʽ�ֲڶ��ǶԹ����������ά��ò���в������Ӵ�ʽ����ȡ��ֹ����2.5 mm��ȡ������12.5 mm��������Ϊ8 000����
3��ë����ʽ�¹�����(�в�)������ò�Ĺ�ѧͼ��(X80)��������ĸ�߷����ά������ͼ1��ʾ��ͨ��ͼ1�����ë���ӹ�ԭ����֪������ë����������������ȷ���ԵĹ�����棬���ӵ�λ�úʹ�С�����趨�Ϳ��ƣ����Ӻ��������Ժ��������ԣ����ë���������ı��氼�Ӻ���ֲ��Ͼ��ȣ����Ӻ����γɵ�λ�á���С����������ģ�����ͳ����������˵�Ǿ��ȵġ�һ�µġ�����ë���������ı���Ҳ��һ������γɵı��棬������Ͱ���λ�á��ߴ�͵�λ���������������ܴ�
3 ������ò�����Ƚ�
3.1 �����Է���
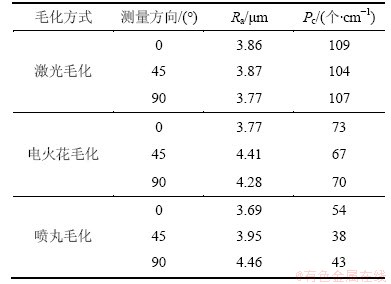
Ϊ�Ƚ�3��ë����������ò�ķ����ԣ��ֱ����ë���������в�������ĸ�߳�0�㣬45���90�� 3�����������������Ra��Pc��������1��ʾ���ӱ�1���Կ�����3��ë����ʽ�õ��������������ֳ�ƽ��������������Ҫ�����У�����ë���Ĺ�����3�������ϵı������������䲻��ȫ��ͬ��������С�����ë���Ĺ�����3�������ϵı�������������һ���IJ������ë���Ĺ�����3�������ϵı��������������ϴ�
���Ӵ�ʽ�����õ��Ĺ������в���ͬ����ı���������Ϊʱ�������źţ�����7���Իع�ģ��AR(7)���������������������ִ��������Ʒ����ɼ���������غ���(ͼ2)�Լ��������ܶȺ���(ͼ3)[12]����ͼ2�۲�ë������ACF 3������ͼ�ο�֪������ë��3������ͼ������(3������Ral�ֱ�Ϊ32��34��30 ��m)�����Ǿ������Ƶ�˥�����������������ë��3������ͼ�ξ�����ͬ������ʮ������(3������Ral�ֱ�Ϊ81��75��90 ��m)������ë��3�����������غ���ͼ�ηֲ���ʽ��ͬ(3������Ral�ֱ�Ϊ289��262��93 ��m)�����ë��90�㷽��(ͼ2(f))��ACF����˥�����������2������˥����һЩ�������ϴ�����ë��90�㷽��(ͼ2(i))��ACF����˥����ԽϿ죬������С�����Ϸ���֤������ë������3�������ͳ�����Ի���һ�£����������ë������3��������һ�����졣
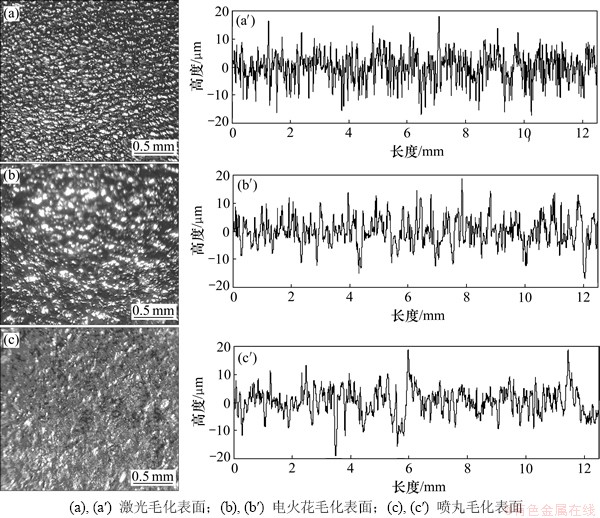
ͼ1 3��ë����ʽ�¹�����������ò�Ĺ�ѧͼ��(X80)((a), (b), (c))����ά����((a��), (b��), (c��))(������ĸ�߷���)
Fig. 1 Pictures of surfaces(X80) and roughness profiles (generatrix direction) of textured work rolls
��1 ��ͬë����ʽ������(�в�)�����������������۲���
Table 1 Surface roughness parameters of textured work rolls surface
��ͼ3�ɵã�ͬһ��ë����ʽ�Ĺ���������3������Ĺ������ܶȺ���ͼ�����ƣ�������ͬ�����������ֵ���ڲ�ͬƵ���ϵķֲ���ʽ����һ�£�����ͬƵ�ʵ����ֵ���в�ͬ��
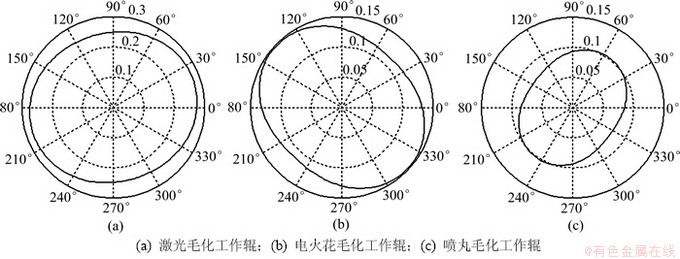
��3����ͬ���������������ܶȺ����Ļ����ϣ��������������Ķ����أ������ɵõ�����Ķ�����ͼ[8-9](ͼ4)��ͨ���۲�3��ë�����������������ͼ��֪������ë������Ķ����ؽ�����Բ�Σ��������ë������Ķ�����Ϊ��Բ�Ρ�Բ�ζ�����ͼ˵����0~360�㷶Χ�ڣ���ͬ�����϶������ǽ�����ͬ�ģ����ŷ���ı仯���ӹ���������û�иı䣬�������ͬ�ԣ���Բ�ζ�����˵�����ŷ���ı仯����ͬ����������ױ������DZ仯�ģ�����һ���ļӹ�������
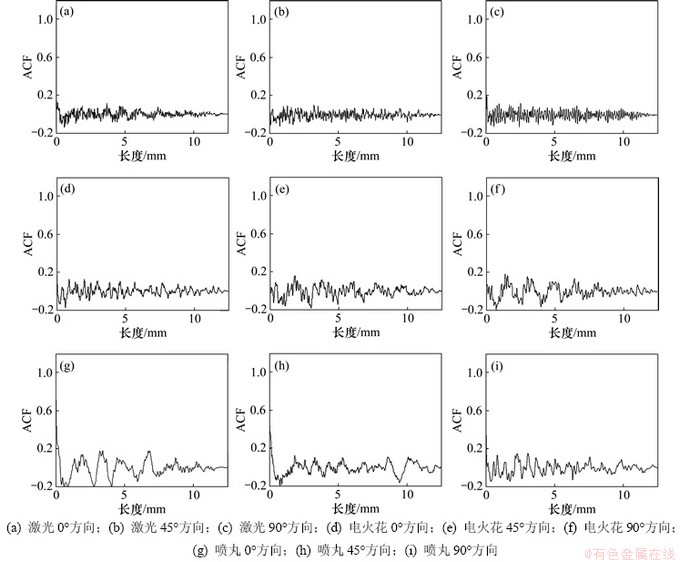
ͼ2 ë��������������������غ���ACF
Fig. 2 Comparisons of ACF (autocorrelation function)
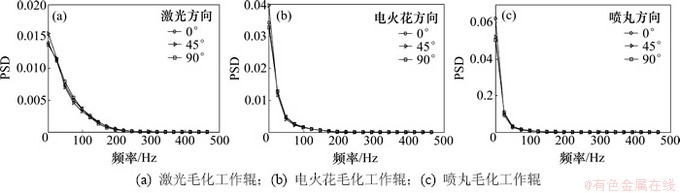
ͼ3 ë������������������PSD����
Fig. 3 Comparisons of PSD (power spectral density)
ͨ�������о���������ݽ���[8]�Լ����ë��������ë���Ļ���ԭ����֪��2��ë���ӹ�������������̣�����ò�ֲ������ڷ����ԡ���һ������ͨ�õĵ������ë��������ƽ��Q235�������мӹ�������Ӧ����ά��òͼ�Ͷ�άACFͼ����ͼ5��ͼ6��ʾ��ͬ������2�ּӹ������õ��ı�����ò�ֲ����������ڷ����ԡ�
�������ë�����������Ӧ����������ֳ���ͬ�ķ�������������һ����2��ë������������߲�λ�õı�����ò�����˲���������ټ���3��λ��(2���߲�λ�á�1���в�λ��)�Ķ����ء��ȽϺ��֣����ë������������λ�ö����طֲ���ʽ����һ�£����ڷ���ȷ�������������ԣ�������ë��������3��λ�ö����طֲ���ʽ������ͬ�������ֳ��������ԡ��������������ԭ������ǣ����ë������ò�ĸı�����С��ĥ�����̲�����ȷ���Ը������Ա����϶࣬���ڵ��ë�������У���Ϊ�ӹ�����(�������������������ת�Ľ����ٶ�)��ƥ���γ������ԣ�����ȷ���Ը������ԣ�����ë�����̵������ȷ���ԣ�ʹ�������������ò���ڸ���ͬ�ԣ�����ֲ����ܱ��ֳ�����ı��淽���ԡ�
ͼ4 ë�����������������ͼ
Fig. 4 Comparisons of second order spectrum moments
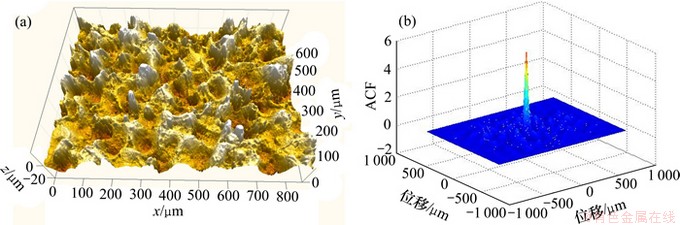
ͼ5 ���ë���Լ�������ά��ò(a)����άACF(b)
Fig. 5 3D display and ACF of electric discharge textured sample surface
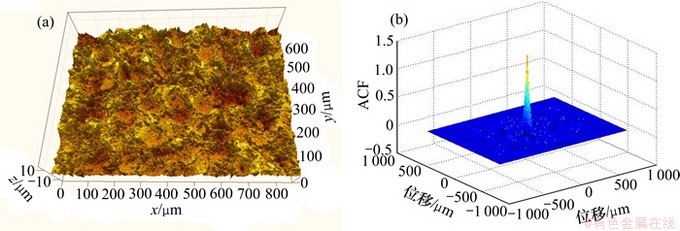
ͼ6 ����ë���Լ�������ά��ò(a)����άACF(b)
Fig. 6 3D display and ACF of shot blast textured sample surface
�����������ֳ�ʹ�õļ���ë�������������Ǹ���ͬ�Եģ����������ͬ�ԵĹ�����������������������ò���ȵĴ��֡����������ά��òʱ�����ڹ���������λ�á����ⷽ���Ͻ��в������ֳ�ʹ�õĵ������ë������������������ĸ������ԣ�������ά������òʱ��Ӧ�ڲ�ͬ�����϶�β�����ȡ��ƽ��ֵ��
3.2 �ռ���������
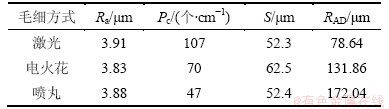
���3��ë�������������㲻ͬλ�á���ͬ���������ռ������������ͬ�������Ķ�Ӧ������ƽ��ֵ���õ���Ӧë����ʽ�µĿռ�������2��ʾ����֪�ڲ�ͬë����ʽ�£��ֲڶ�����ı���(Ra��3.8 ��m)��ռ�����нϴ������
(1) ��Ŀǰ�ļӹ����ղ����£�����ë������ķ��ܶ�Pc�ﵽ100���ϣ�ͨ���Ľ����ղ������Դﵽ���ߣ����ë�������Pc�ﵽ70���ң������ֵ���Ը��ߣ�����Ҫ��ʱ���������ӹ����̵�2~3��������ë������ķ��ܶ���50���£�����ͨ���Ĺ��ղ������ӳ��ӹ�ʱ����ѽ�����ߡ�
(2) ������������ƽ������Ϊ50 ��m���ң���Ŀ��Դﵽ60 ��m����ȡ������һ��������£�������ܶ�PcӦ����ƽ������S�ɷ���أ�Ȼ������Pc��S��������ж��嶨�����һ�£���2�еĽ����û����ʾ��һ���ƣ�˵�����ë��������ڲ��ֶ����������ڴ������ܹ�������Ч�洢���͵İ��ӡ�
(3) ����ë���������ƽ�����ʰ뾶RADΪ80 ��m���ң����ë�������RADΪ130 ��m���ң�����ë�������RADΪ170 ��m���ҡ�����ë�������ʰ뾶С���������������ƹ����й�������ò����ֵĸ�ӡ[13]��
��2 ��ͬë����ʽ�ռ��������
Table 2 Surface spacing parameters of textured work rolls surface
3.3 Ƶ����������
��3��ë�������������ACF(ͼ2)������֪������ë���ı����ACF(ͼ2(g)~(i))����û�й����Ե���˵������ë���ӹ�֮������������������������Գɷ֣������⡢���ë���ı����ACF(ͼ2(a)~(f))���ֲ�ͬ�̶ȵĹ���������˥������˵����Ӧë���ӹ��������������������Եijɷ֡�����ë���������Ժ�ǿ��Ƶ�ʽϸߣ�����ȷ���Եļӹ������йء�ͨ�����ë��ACF(ͼ2(d)~(f))���Կ��������ֵ�仯�ɸ�Ƶ�͵�Ƶ2�ֳɷֵ��Ӷ��ɣ���Ƶ�ɷ�3���������ƣ���Ƶ�ɷ�3�����������ͬ�������Ʋⷽ�����ɵ�Ƶ�ɷ־�����
��3��ë�����յ�PSD(ͼ3)������֪��3��ë����ʽ�£���PSD���ֻ�ڵ�Ƶʱ�ϴ�Ȼ��ͺܿ�˥��������Ƶ�ʷֲ���Χ��խ��������ë�����棬����ǵ��ë�����棬�ֲ���Χ������Ǽ���ë�����棬��˵������3��ë����ʽ�£�����ë������������ĸ�Ƶ�ɷ���ռ������Խϴ����⼤��ë�������PSD��ֵ���Աȵ������ë�������С������ë�����������߶ȷֲ���Χ�Ƚ�С������ϸ���Խϸߣ������Ʊ����Ħ����ĥ�������ܡ�
3.4 ������������
��3��ë���������в�������ĸ�߳�0�����ò����Ϊ�о���������߶ȷֲ��ܶȺ���(ADF)�ͳ�����������ͼ7��ʾ������3��ë����������ͬλ�á���ͬ����������Ӧ��Rsk��Rku��ͼ8��ʾ��
����ë�������ë��������ë��������������ò�߶ȷֲ������ص㣺
(1) ����͵��ë����������ò�ĸ߶ȷֲ��ӽ��ڸ�˹�ֲ�(Rku��3~3.5֮��)��������ë������������߶ȷֲ������д�������(Rku��3.5~5.5֮������ֲ�)��
(2) ����ë��������������ò�ĸ߶ȷֲ���Ƚ��ڵ����������Ϊ���У���Ҫԭ��������ò�IJ��������У�����ë���������˹��趨�ģ�����һ���Ĺ����ԡ������ԣ������������̸�Ϊ�����
(3) ����ë��������������ò������ƫ̬�߶ȸ����ܶȷֲ�(Rsk��0)�����ë��������������ò���и�ƫ̬�߶ȸ����ܶȷֲ�(Rsk��0)������ë������������߶ȷֲ������Թ��ɡ�����Ҫ����Ϊ����ļ��ȹ�������ڵ�ķŵ���̸�Ϊƽ�ȣ��۳��ڵ�Һ���������˶���Ϊ�⻬̨���γ���ƽ��Ͱ���Ϊ������ò����ŵ��γɵ��۳��ھ�˲ʱ�����ij�������������䣬�γɼ�����壻�������������ɰ������ԣ�û�����ԵĹ����ԡ�
�ڴֲڶ���������£���ͬë�������γɵĹ��������棬�����������Ҳ���ֳ�һ���IJ��죬��ͼ7��ʾ��������衢����ë���õ��ij�����������h��0 ��m��б�ʵľ���ֵ���μ�С��������Ͱ��ӵĽṹ��ֲ�״����һ�����졣
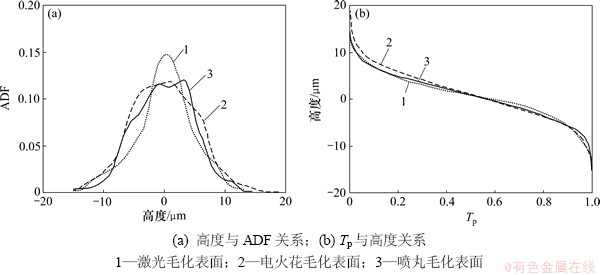
ͼ7 ��ͬë����ʽ����������ADF������������
Fig. 7 ADF (amplitude density function) and bearing area curve of textured work rolls surface
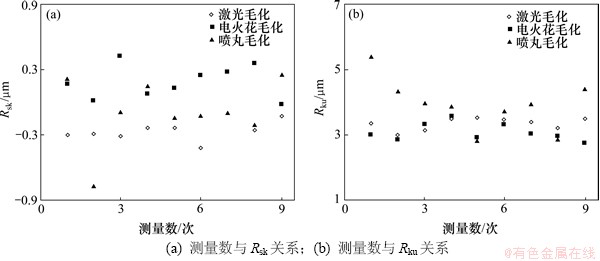
ͼ8 ��ͬë����ʽ����������Rsk��Rku
Fig. 8 Rsk and Rku of textured work rolls surface
����3.2���еIJ������������ݼ������������Ĺ��ܲ���[10]���õ���ͬë����ʽ�¹���������Ĺ��ܲ�����ͼ9��ʾ��3��ë����ʽ��ƽ���ֲڶ����(Ra��3.8 ��m)�������ǵĹ���������������������ë���������嶥���ظ߶�Rbp�ϴ�������嶥�����������࣬�˲��ֺ�����ĥ��ضϣ��γ���м�����������ë�������ij��ظ߶�Rbc�ϴ�������������ij������ܺ���ò�ı�������ǿ����ͼ���ë���Ĵ������Rsc�ϴ������ǵİ��Ӵ��������Ϻã������ƹ����и������γɶ�ѹ������ͼ���ë���ı���ȵ״���ϵ��Rsv�ϴ�˵������ò�ײ����۽϶࣬���巢����ļ�ѹ���κ�ĥ������ʱ���ײ�����Һ���Ӵ����棬�����Ħ����
��������������ë������嶥�Ŀ��ضϵ������������ܽϲ��һ���������ṹ�����������ã������ڶ��ӵ���״̬Ҳ��������������������ë������ӵ�����õ������ܣ�������ij��������ϲ����ë���ı�����Ͱ��Ӿ���ϸ�������϶࣬ʹ�䲻���������õ������ܣ�������ò�ṹҲ����һ���ij���������ͬʱ��ĥ��ϴ�ʱҲ�ܹ�Ҳ�ṩһ���������ܡ�
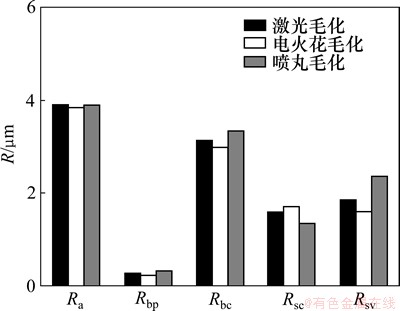
ͼ9 ��ͬë����ʽ���ܲ���
Fig. 9 functional parameter of textured work rolls surface
4 ����
(1) ����ë�������������Ǹ���ͬ�Եģ�����������òʱ�����ڹ��������ⷽ���Ͻ��в������������ë������������������ĸ������ԣ�����������òʱ��Ӧ�ڲ�ͬ�����϶�β�����ȡ��ƽ��ֵ������ͬ�Եļ���ë��������������������������ò���ȵĴ��֡�
(2) Ŀǰ�ӹ������£�����ë������������ı�����ܶȴ��ڵ��ë��������ë�����棬����ƽ�����ʰ뾶С�ڵ��ë��������ë�����棬����ë������������ò��ӡ��
(3) ���⡢���ë�����溬�������Գɷ֡�3��ë����ʽ��PSD���ֻ�ڵ�Ƶʱ�ϴ�Ȼ��ͺܿ�˥��������ë������ĸ�Ƶ�ɷ���Խ϶࣬����ϸ���Խϸߡ�
(4) ����ë������嶥�Ŀ��ضϵ������������ܽϲ���ë������ӵ�����õ������ܣ�������ij��������ϲ����ë���ı�����Ͱ��Ӿ���ϸ�������϶࣬�����������õ������ܣ���������ò�ṹҲ����һ���ij���������
�ο����ף�
[1]  M, Podgornik B,
M, Podgornik B,  J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces[J]. Tribology International, 2010, 48: 102-112.
J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces[J]. Tribology International, 2010, 48: 102-112.
[2] M, Podgornik B, J. Influence of surface preparation on roughness parameters, friction and wear[J]. Wear Tribology of Engineered Surfaces. 2009, 266(3/4): 482-487.
[3] WANG Wenzhong, CHEN Hui, HU Yuanzhong, et al. Effect of surface roughness parameters on mixed lubrication characteristics[J]. Tribology International, 2006, 39(6): 522-527.
[4] ����, ������. ����������Ʒ����ֲڶȿ��Ƽ������о�[J]. ����, 2006(11): 46-49.
BAI Zhenhua, WANG Junfei. Control technique for surface roughness of strip in cold tandem rolling[J]. Iron and Steel, 2006(11): 46-49.
[5] Gadelmawla E S, Koura M M, Maksoud T M A, et al. Roughness parameters[J]. Journal of Materials Processing Technology, 2002, 123(1): 133-145.
[6] ������, ���. ��̼�ֵ绯ѧ�������ò��ͳ��ѧ����[J]. ������ͨ��ѧѧ��, 2006(5): 596-600.
WANG Baocheng, ZHU Jinhua. Statistical characteristics of electrochemically polished surface topography of mild steel[J]. Journal of Xi an Jiaotong University, 2006(5): 596-600.
[7] Robbe-Valloire F. Statistical analysis of asperities on a rough surface[J]. Wear, 2001, 249(5/6): 401-408.
[8] ��ɹ�, ʯ��ҫ. ��ά�ֲڱ����������[J]. ������ҵ��ѧѧ��, 2003(4): 406-410.
LI Chenggui, SHI Zhaoyao. Spectrum moment characteristics of 3-D rough surface[J]. Journal of Beijing Polytechnic University, 2003(4): 406-410.
[9] ������. �����������غ�ͳ�Ʋ������ļ��ν��ͼ���ͼ�ⷨ[J]. �㽭��ѧѧ��, 1985(6): 148-158.
HUANG Yiyun. Geometrical interpretation and graphical solution of second order spectrum moments and statistical invariants for random surface characterization[J]. Journal of Zhejiang University, 1985(6): 148-158.
[10] �ⳤ��, �Ž�, �ܽ���, ��. ������ְ������ò�Ĺ�����������[J]. �����Ƽ���ѧѧ��, 2006(3): 282-285.
WU Changchun, ZHANG Jie, CAO Jianguo, et al. Functional characteristic parameters for accessing the surface of rolls and steel sheets[J]. Journal of University of Science and Technology Beijing, 2006(3): 282-285.
[11] Dong W P, Sullivan P J, Stout K J. Comprehensive study of parameters for characterising three-dimensional surface topography: ��: Parameters for characterising amplitude and some functional properties[J]. Wear, 1994, 178(1/2): 29-43.
[12] ������, ����, ����ƽ, ��. ʱ�����з����Ĺ���Ӧ��(�ϲ�)[M]. �人: ���пƼ���ѧ������, 2007: 94-108.
YANG Shuzi, WU Ya, XUE Jianping, et al. Time series analysis in engineering application[M]. Wuhan: Huazhong University of Science and Technology Press, 2007: 94-108.
[13] ��Ө, �´���, ����. ƽ�����Ʊ�����ò��ӳ��ϵ����ҪӰ�������о�[J]. ����, 2003(5): 36-39.
LIU Ying, CHEN Darong, QIN Li. Study of influence on topography duplication during skin pass[J]. Iron and Steel, 2003(5): 36-39.
(�༭ �°���)
�ո����ڣ�2013-03-26�������ڣ�2013-06-14
������Ŀ��������Ȼ��ѧ����������Ŀ(51174248)
ͨ�����ߣ���鲨(1982-)���У��������������ˣ���ʿ����ʦ�����°�����ƹ��̰����������ò�����о����绰��010-62332723��E-mail: lihongbo@ustb.edu.cn
ժҪ���������ֵı�����ò�����ѹ��Ħ����Ϳ����������ҪӰ�죬���ֵı�����ò��ͨ��ë���������������з���ӡ�γɵģ���˹������ı�����ò���������ֱ�����ò�ľ���������֮һ������ֲڶ�Ra�����ܶ�Pc�����ļ��⡢�������ë�����������ڷ��������ڱ��ֳ���ͬ����ĥ���ӡ�ȹ������ԡ�ͨ��ʵ�ʲ��������ֳ�3��ë���������ı�����ò����Է����ԡ��ռ����ԡ�Ƶ�����ԡ��������Ե����⣬�Ա�����������ϵͳ�رȽϺ����ۡ��������������ë�����������ͬ�ԣ�����ϸ�ܣ������ʰ뾶С��������������������ò���ȵĴ��֣����⡢���ë�����������������ë�������棬�������õ��ͳ������ܣ��������ӳ��������ķ������ڡ�
[4] ����, ������. ����������Ʒ����ֲڶȿ��Ƽ������о�[J]. ����, 2006(11): 46-49.
[6] ������, ���. ��̼�ֵ绯ѧ�������ò��ͳ��ѧ����[J]. ������ͨ��ѧѧ��, 2006(5): 596-600.
[8] ��ɹ�, ʯ��ҫ. ��ά�ֲڱ����������[J]. ������ҵ��ѧѧ��, 2003(4): 406-410.
[9] ������. �����������غ�ͳ�Ʋ������ļ��ν��ͼ���ͼ�ⷨ[J]. �㽭��ѧѧ��, 1985(6): 148-158.
[10] �ⳤ��, �Ž�, �ܽ���, ��. ������ְ������ò�Ĺ�����������[J]. �����Ƽ���ѧѧ��, 2006(3): 282-285.
[12] ������, ����, ����ƽ, ��. ʱ�����з����Ĺ���Ӧ��(�ϲ�)[M]. �人: ���пƼ���ѧ������, 2007: 94-108.
[13] ��Ө, �´���, ����. ƽ�����Ʊ�����ò��ӳ��ϵ����ҪӰ�������о�[J]. ����, 2003(5): 36-39.
