
DOI��10.19476/j.ysxb.1004.0609.2018.03.13
��ǿ�ߵ�Cu-Mg-Ca�Ͻ�ӹ���������֯�ṹ�ݱ�
����Ƽ1��Ф ��1���� ǰ1������Զ1���� ��1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
����Ӳ�ȼơ�˫�۵��š�������������羵�ͱ�ɢ���������۲�ȼ����о�Cu-0.3Mg-0.16Ca(����������%)�Ͻ��ڼӹ���������֯�ṹ���ݱ���ɼ����ܱ仯�������������ƺϽ�780 �桢1 h���ܴ�������������״80%ʱ��Ӳ��Ϊ167HV������ǿ��Ϊ545 MPa���絼��70.24%IACS�����������ﵽ90%ʱ��Ӳ��Ϊ174HV������ǿ��Ϊ600 MPa���絼��Ϊ68.68%IACS��������ͬ״̬�µĸ����Ӵ�����CTMH��Cu-0.4Mg�Ͻ�����ܡ���ƺϽ����̬��֯Ϊ�Դ�ǶȾ���Ϊ���ĵ��ᾧ����ռ������ߵ���60��Ĵ�ǶȾ��磻��������εĽ��У��Ͻ���֯�п�ʼ���ֲַ������ȵ�С�ǶȾ��磬���ű������Ľ�һ�����ӣ�С�ǶȾ������������١����������ﵽ80%ʱ���Ͻ�����ı���֯����S����֯����Copper֯��Ϊ������ʱ�Ͻ�����֯�еı��������������������״��֯���ɡ�
�ؼ��ʣ�
Cu-Mg-Ca�Ͻ�����ǿ�����ߵ絼��������֯��
���±�ţ�1004-0609(2018)-03-0547-09���� ��ͼ����ţ�TG146���� ���ױ�־�룺A
������������������չʱ�ٸ��ߵĸ����г�����ҲҪ����ʹ�õĽӴ��߾��и����������ۺ����ܣ������ߵĿ���ǿ�Ⱥ��ߵĵ絼��[1]����ǰ��Ը�ǿ�ߵ�ͭ�Ͻ���о���Ҫ�����࣬һ����ʱЧ����ǿ����ͭ�Ͻ�����͵Ĵ���ΪCu-Cr-Zr�Ͻ𣬾���������ۺ����ܣ�����ǿ�ȿɴ�525MPa���絼��Ϊ82% IACS[2]������ʱЧ����ǿ��ͭ�Ͻ���Ʊ���Ҫ���ӵ��Ʊ��ӹ����̣������ڽӴ����ߵĸ�ǿ�ߵ�ͭ�Ͻ��Ϊ����ص��߲ģ����ԸúϽ�������ʵ�ִ��ģ��������������һ����ǹ��ܡ��ӹ�ǿ����ͭ�Ͻ���Cu-Mg�Ͻ𣬿����ڻ�ýϸ�����ǿ�ȵ�ͬʱ���ֽϸߵĵ絼�ʣ�MgԪ�صļ��뻹�������ͭ�Ͻ���ٽᾧ�¶ȡ�����Cu-Mg�Ͻ��ѱ��㷺Ӧ�����Ʊ������Ӵ���[3]���ҹ������з���Ƶ�CTMH��ͭþ�Ͻ���ǿ�ȿɴ�522 MPa���絼�ʴ�68.6%IACS���ѳɹ�Ӧ���ڶ���������·[4]����������ͨ������Cu-Mg�Ͻ���MgԪ�صĺ�����ͬʱ���������Ĺ���ǿ��Ч�������Ҷ�ͭ�Ͻ�絼��Ӱ���MgԪ�ظ�С��CaԪ�أ����ڵõ����ܸ��ѵĸ����Ӵ��߲���[5-7]���о����֣���Ƶ�Cu-Mg-Ca�Ͻ��Ŀǰ��CTMH��Cu-Mg�Ͻ���и��ߵĿ���ǿ�Ⱥ��ߵĵ絼�ʡ�
1 ʵ��
��ʵ�����Ʊ���Cu-Mg-Ca�Ͻ�ԭ��Ϊ�ߴ����ͭ����þ��Cu-50Ca(����������%)�м�Ͻ𣬺Ͻ���������������Ƶ��Ӧ����¯�н��У��õ��ߴ�Ϊ100 mm��20 mm��200 mm�ĺϽ����������������е����ϵ�������������(ICPAES)�ɷַ���ȷ�����úϽ������ijɷ�ΪCu-0.3Mg-0.16Ca(����������%)��ϳȥ�Ͻ������ı���ȱ�ݣ�Ȼ����780 �����1 h�������ܴ�����İ�Ľ��б������ֱ�Ϊ20%��40%��60%��80%��90%���������δ���������HV-5��С����ά��Ӳ�ȼ��϶Բ�ͬ��������������Ʒ����Ӳ�Ƚ����˲��ԣ������غ�9.8 N������ʱ��10 s��ÿ����Ʒ����7�����ϲ�ͬλ�ã�ȡƽ��ֵΪ��ƷӲ�ȡ�������Ʒ�ߴ���� GB/T 228��2002�еı����мӹ������Ϊ25 mm������MTS811����������϶���Ʒ�����������飬�����ٶ�Ϊ2 mm/min����������İ�Ľ��е�����и��Ʊ���60 mm��3 mm��2 mm�ĵ����ʲ�����Ʒ������˫�۵��Ž��е����ʲ����������ݹ����˻�ͭ��������õ���Ʒ����Ե絼�ʡ�Ϊ�˶Ա��о�����ʵ���жԹ�ҵ����Cu-0.4Mg(����������%)�Ͻ�Ҳ������������ͬ���α��ȴ�����������ܲ��ԡ�Ϊ�˹۲��������֯�ݱ���ɣ�����Leica EC3��ѧ�����ԺϽ��α��ȴ����������֯�����˹۲죬�����ô�EBSD̽ͷ�ij�����ɨ������������������������������EBSD���ݲɼ��������ͬʱ������������FEI F20����羵�Ͻ���������֯�۲��������
2 ���������
2.1 �Ͻ����ܲ���
ͼ1��ʾΪCu-0.3Mg-0.16Ca�Ͻ��Cu -0.4Mg�Ͻ�絼�ʡ�����ǿ���������������ı仯���ߣ��������ݼ���1��Cu-0.3Mg-0.16Ca�Ͻ�ĵ絼���������Cu-0.4Mg�Ͻ�ġ�����ǰ�����ֺϽ�絼�ʷֱ�Ϊ76.64%IACS��71.63%IACS�����ű����������ӣ��Ͻ�ĵ絼�ʳ����½����ƣ��������������ﵽ90%ʱ�����ֺϽ�ĵ絼�ʷֱ�68.68%IACS��63.95%IACS��������Ϊ������Ʒ�ڱ��ι����в����Ŀ�λ��λ����ȱ�������˲��Ͼ�����˶����ӵ�ɢ�䣬ʹ�úϽ�ĵ絼��������������Ӷ����͡����ֺϽ�ͬ�������µĿ���ǿ�ȶԱȼ�ͼ1(b)��Cu-0.3Mg-0.16Ca�Ͻ��ǿ��ͬ��Ҳ�����ϸ���Cu-0.4Mg�Ͻ�ġ�δ���ε�Cu-0.3Mg-0.16Ca�Ͻ���ǿ��Ϊ266 MPa���쳤��Ϊ45.90%����δ���ε�Cu-0.4Mg�Ͻ���ǿ��Ϊ241 MPa���쳤��Ϊ36.31%��������������ӣ����ֺϽ���ǿ�Ȳ��������쳤��Ҳ�����½�������������Ϊ90%���������κ�Cu-0.3Mg-0.16Ca�Ͻ�Ŀ���ǿ�ȴﵽ600 MPa���絼��Ϊ68.68%IACS��
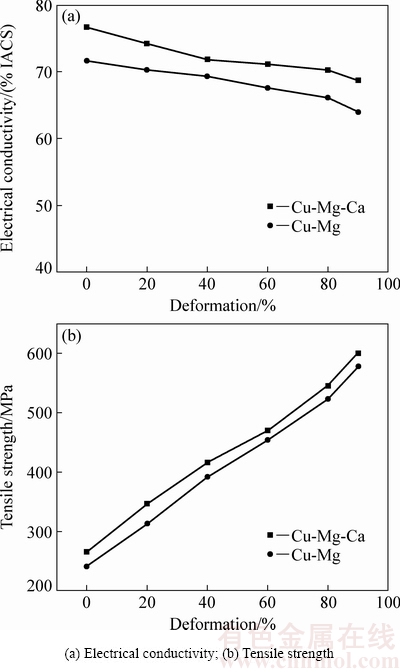
ͼ1 Cu-0.3Mg-0.16Ca�Ͻ��Cu-0.4Mg�Ͻ�絼�ʡ�����ǿ����������仯����
Fig. 1 Electrical conductivity and tensile strength of Cu-0.3Mg-0.16Ca and Cu-0.4Mg alloy with different reductions
��1��ʾΪCu-0.3Mg-0.16Ca�Ͻ��Cu-0.4Mg�Ͻ��Ӳ�ȡ�����ǿ�ȡ��쳤�ʺ͵絼�����������εı仯�����������ͬ���������������Σ�Cu-0.3Mg-0.16Ca�Ͻ��Ӳ�������ϱ�Cu-0.4Mg�Ͻ���Ըߡ����ֺϽ����˻�̬��Ӳ����������Ƚϵͣ�������ʼ�Ͻ�ӹ�Ӳ��������������Ϊ20%ʱӲ���Ѿ��ﵽ100HV���ϣ�֮�����ű����������ӣ��Ͻ�Ӳ�ȼ����������������ٶȽ���������������Ϊ90%ʱCu-0.3Mg-0.16Ca�Ͻ��Cu-0.4Mg�Ͻ��Ӳ���ѷֱ�������174HV��169HV�������ǰ����̬��58HV��63HV��ȷֱ������200%��168%���Ͻ���ǿ�ȵı仯������Ӳ�ȱ仯����һ�£����絼�ʺ��쳤�ʵı仯�����������෴��
����([(H0-Ht)/H0]��100%)����Ӳ�ȱ仯�ʣ�����H0�Dz��ϵij�ʼӲ�ȣ�Ht�DZ��κ��Ӳ�ȡ����ʾ��ͼ2�С��ɼ����������������ֺϽ��������Եļӹ�Ӳ������ͬ������������Cu-0.3Mg-0.16Ca�Ͻ��Ӳ������ֵ�Ը���Cu-0.4Mg�Ͻ�ġ�
����������������ܹ�����������ֺϽ����ѧ���ܣ����ű����������ӣ����ֺϽ��ǿ�Ⱥ�Ӳ�Ȳ��������絼�ʺ�������֮���͡�����ͬ�ļӹ�״̬�£�Cu-0.3Mg-0.16Ca�Ͻ����ѧ���ܺ͵������ܾ�����Cu-0.4Mg�Ͻ�ģ�������ΪCaԪ�ض�ͭ�Ͻ��ǿ����������MgԪ�أ�����Caԭ�Ӷ�ͭ�Ͻ�ĵ絼��Ӱ���Mgԭ�ӵ�С��
��1 ���ֺϽ��ڲ�ͬ�������µ�Ӳ�ȡ�����ǿ�ȡ��쳤�ʺ͵絼��
Table 1 Properties of the two alloys under different conditions

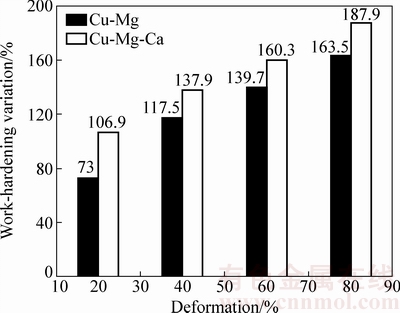
ͼ2 Cu-0.3Mg-0.16Ca�Ͻ��Cu-0.4Mg�Ͻ��Ӳ�ȱ仯��
Fig. 2 Work-hardening variation of Cu-0.3Mg-0.16Ca and Cu-0.4Mg alloy
2.2 ������֯�۲�
ͼ3��ʾΪCu-0.3Mg-0.16Ca�Ͻ��ڲ�ͬ�������µĵ��ͽ�����֯��Ƭ����ͼ3(a)�п��Կ������Ͻ����̬�ľ���Ϊ���ᾧ�������ߴ�ԼΪ50 ��m�����־����ڲ����˻��Ͼ���֯����Ʒ����20%�������κ�����֯�����Ʒ������������־����ڲ����ֱ��δ�����ͼ3(b)��ʾ�����ű��������ӣ����������������ԣ�60%��������Ʒ�ĵ��ͽ�����֯��ò��ͼ3(c)��ʾ���γ������Եļӹ���ά��֯�������������Σ��ӹ���ά״��֯��Ϊ�����������������90%ʱ��������֯��Ƭ�пɹ۲쵽���Ե������Ʒ�����������ά״��֯����ͼ3(d)��ʾ��
2.3 EBSD����
ͼ4��ʾΪ��ͬ��������Cu-0.3Mg-0.16Ca�Ͻ�ľ����뾧��Ƕȷֲ�ͼ����ͼ4(a)���Կ���������̬�Ͻ�����ľ�����ҪΪ����15��Ĵ�ǶȾ��磬��ռ����Ϊ93%��������ռ������ߵ���60��Ĵ�ǶȾ��磬��Ҫԭ���ǹ��ܴ�����ĺϽ���֯�ڲ����˴������Ͼ�[8]������20%ʱ���Ͻ���֯�г����˴�����С�ǶȾ��磬���ֲ������ȣ���ʱ����ǶȾ����ռ14%��������Ϊ40%�ĺϽ���֯�ڵ�С�ǶȾ����һ�����࣬ռ88%�������в���С�ǶȾ���������˴����ڲ���������ʼ�����飻��ʱС�ǶȾ���ķֲ���Ȼ�����ȣ�������������������֯Ӧ�䲻���ȵ��µġ����������ﵽ60%ʱ����ǶȾ�������Χ�ľ������ű����������Ӷ��������Ʒ���������С�ǶȾ���ֲ������ȣ���Щ����ֲ����٣������ص�����������ҵ���״�ֲ�����ͼ4(d)��ʾ����һ������������������80%��С�ǶȾ���ķֲ����ھ��Ȼ������ֵĴ����ж��������ܼ���С�ǶȾ��磬˵����ʱ�������еĴ������ѱ������顱����С������
ͼ5��ʾΪС�ǶȾ���DZ�����������ı仯ͼ����������Ϊ40%ʱ��С�ǶȾ�����ռ������ߣ����ű������Ľ�һ�����ӣ�С�ǶȾ�����ռ�������٣�������Ϊ�����������У������������ѣ��������µļ��α���λ������(GNB)����λ���߽�(IDB)����Щ�����ڱ�������СʱΪС�ǶȾ��磬���ڴ�������£����ž�����ת����GNB����ת������(RD)����ȡ����һ�������γɴ�ǶȾ��磬��˵����˴�ǶȾ������������[9]��
Cu-0.3Mg-0.16Ca�Ͻ��ڲ�ͬ�������µ�ȡ��ֲ�ͼ��ȡ��������������������ı仯��ͼ6��ʾ���Ͻ��������Ĺ�������Ҫ�ܵ����淨���ѹ���Լ��������Ʒ���ļ��������á��ɸ���������ȡ��ֲ�ͼ���Կ�����������ִ�����S����֯��ȡ����60%�������Ͻ���֯Ϊ�����ڱ��ι����У�λ�����ƣ�����ȡ����֮����ת������{112}<111>��{011}<211>�����У��γ��ȶ����ڵ�Copper��Brass֯���������ھ�����{011}<211>����ת����Ҫһ���ܴ�ķ���Ӧ������������ͨ�����������н���ʵ�֣���������������ӣ�����������ת����{112}<111>�������γ�Copper֯��Ϊ���������Ʊ��εļ����������������������������Ƶ������£��Ͻ��л������{011}<100>ȡ���γ�Goss֯����
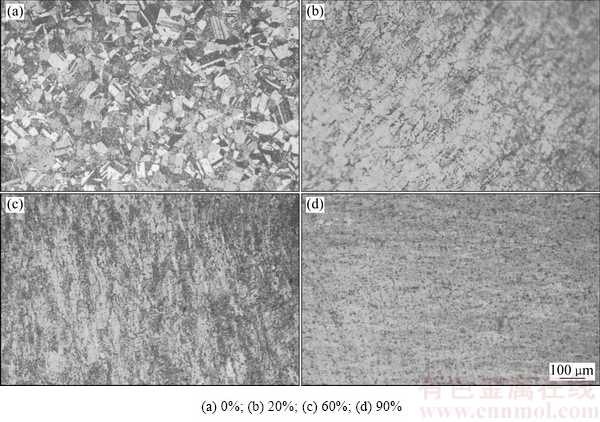
ͼ3 Cu-0.3Mg-0.16Ca�Ͻ�ͬ�������µĽ�����֯
Fig. 3 Metallographs of Cu-0.3Mg-0.16Ca alloy with different cold-rolled reductions
2.4 ��������۲�
ͼ7��ʾΪCu-0.3Mg-0.16Ca�Ͻ�ֱ�20%��40%��60%��80%�������κ���Ʒ�ĵ���TEM���Ͻ�������������Ϊ20%ʱ�����ڷ������������Σ��Ͻ�����֯�����˴�����λ�����ᣬ�������ڱ�������С�������ڲ����β����ȣ���Ƭ����Щ����λ���ܶȽϸߣ�����Щ����λ���ܶ�С(��ͼ7(a))������һ��������������Ϊ40%ʱ��λ���ܶ���������(��ͼ7(b))�����ǿɶ�λ��������������Ӷ�������ֳ�Ľ�����ڱ��ι����У����־�����λ���ָ������д�����������γ��˴������ǽṹ��֯��ͼ7(c)��ʾΪ�������ﵽ60%ʱ�Ͻ�ĵ�������֯��ò��������֯�ڸ���Ӧ���·�������ã����ָ���飬�γɵ�ϸС���Ǿ��ṹ��[12](��ͼ7(c)��A������ʾ)��ͼ7(d)��ʾΪ������Ϊ80%�ĺϽ�����֯�����Կ������Ͻ��е�������֯�߽緢�������������������γɰ�״��֯��
Cu-0.3Mg-0.16Ca�Ͻ��ǿ��������Ҫ�Ǽӹ�Ӳ������ǿ���������ӹ�Ӳ����ԭ���ǺϽ���������Ա��εĹ����У�λ���ܶȲ������ӣ�ʹ����Ӧ������������λ����Ľ������ò�����ǿ����������������ӣ�λ��������ֳ���ᣬ���γ�λ����������λ���˶�Խ��Խ���ѡ�Mg��Ca����ԭ����Cuԭ�ӽṹ����ϴ�ʹ��Cu���巢��������䣬�谭��λ���˶��������Cu-0.3Mg-0.16Ca�Ͻ��Ӳ�Ⱥ�ǿ�ȡ�
2.5 ɨ��羵���۲�
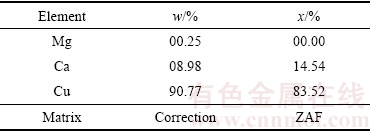
ͼ8��ʾΪ����̬Cu-0.3Mg-0.16Ca�Ͻ���Ʒ��SEM��EDS��Ԫ�ط���ͼ�����Է���Cu-0.3Mg-0.16Ca�Ͻ���֯�д������߶ȵĵڶ������ӡ���2����Ϊͼ8��+������Ԫ�سɷ֣��ɼ��ڶ��������и�CaԪ�ض�ƶMgԪ�أ������жϵڶ�������ΪCu5Ca���ӡ���CaԪ����Cu5Ca�ڶ������ӵ���ʽ���ڣ�ֻ���ٲ��ֹ�������Cu�����С�
���⣬����������Caԭ���п�����Bi��Pb�����ʷ�����Ӧ����Ӧʽ��ʽ(1)��(2)[13-14]��
2Mg+Ca+2Bi=Mg2CaBi2 (1)
2Ca+Pb=Ca2Pb (2)
��Щ���۵㡢���ܶȵĻ������ȥ����������Cu���壬�����˹���ԭ������ľ������Ե��ӵ�ɢ�䣬����˵絼�ʡ������ҹ�������·�ķ��ٷ�չ���Ӵ��߲��ϵ絼�ʵ���߽������Դ��Լ������Ӱ��[16]��
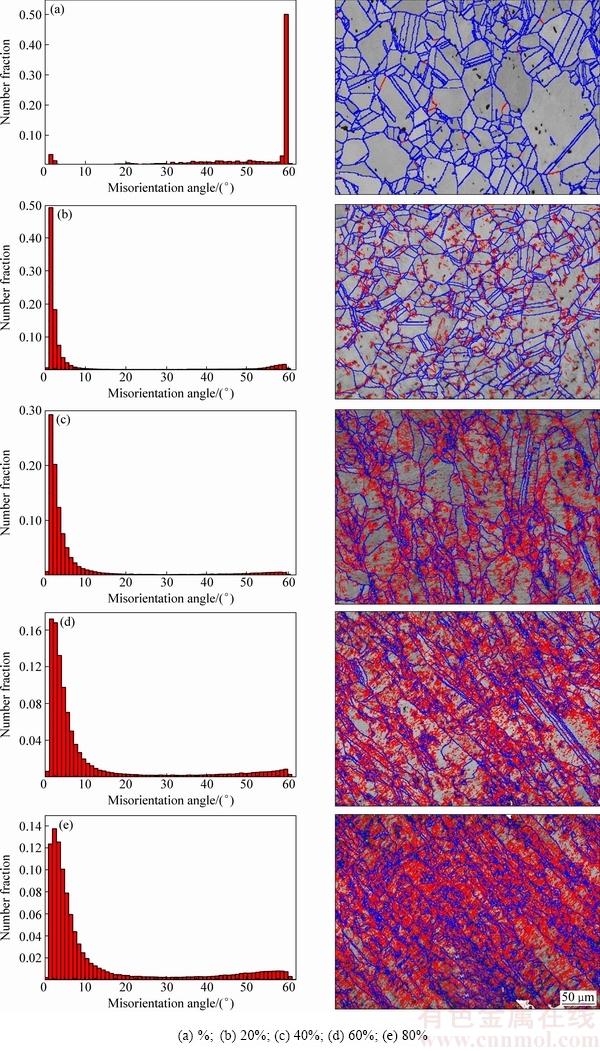
ͼ4 Cu-0.3Mg-0.16Ca�Ͻ��뾧��Ƕȷֲ�ͼ(ͼ�к���Ϊ0��~15���С�ǶȾ��磬����Ϊ15�����ϵĴ�ǶȾ���)
Fig. 4 Distribution maps of grain boundary and misorientation angle of Cu-0.3Mg-0.16Ca alloy after different cold-rolled reductions (rolled plane) (Red line is low angle grain boundary (0��-15��) and blue line is high angle grain boundary (��15��))
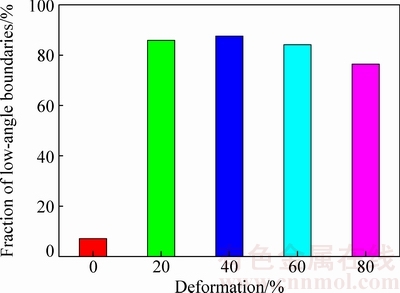
ͼ5 С�ǶȾ���DZ�����������ı仯��״ͼ
Fig. 5 Fraction of low-angle grain boundaries of Cu-0.3Mg-0.16Ca alloy subjected to different cold-rolled reductions
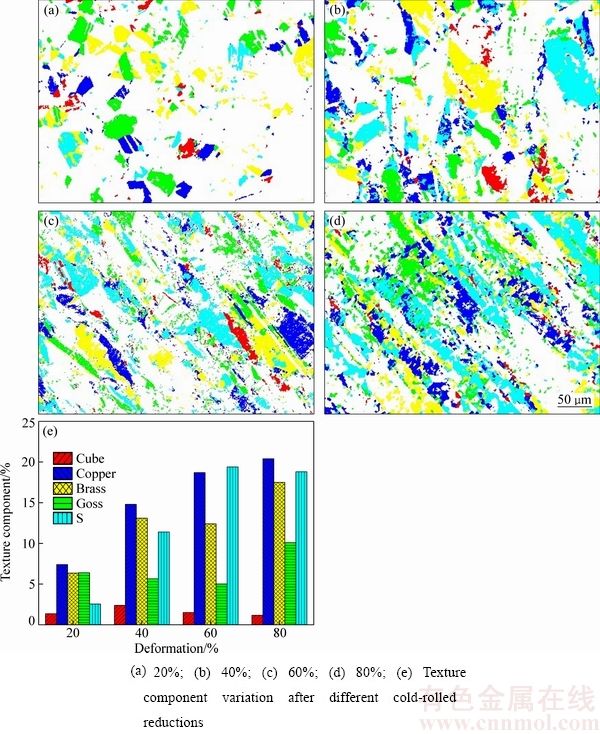
ͼ6 Cu-0.3Mg-0.16Ca�Ͻ��ڲ�ͬ�������µ�ȡ��ֲ�ͼ��ȡ��������������������ı仯
Fig. 6 Texture distribution maps and texture component variation of Cu-0.3Mg-0.16Ca alloy after different cold-rolled reductions (rolled plane)
3 ����
1) Cu-0.3Mg-0.16Ca�Ͻ���ǿ��������γ̶����Ӷ����絼����֮�½�����������Ϊ80%ʱ������ǿ�ȴﵽ545MPa���絼�ʱ�����70.24%IACS�����������ﵽ90%ʱ������ǿ������600 MPa���絼��Ϊ68.68%IACS��
2) Cu-0.3Mg-0.16Ca�Ͻ���δ����ǰ��������ҪΪ��ǶȾ��磬����������ӣ�С�ǶȾ��������������½���������֯�зֲ��Ŵ�����S����֯�������������ﵽ80%ʱ������֯����Ҫ��S����֯����Copper֯����ɡ�
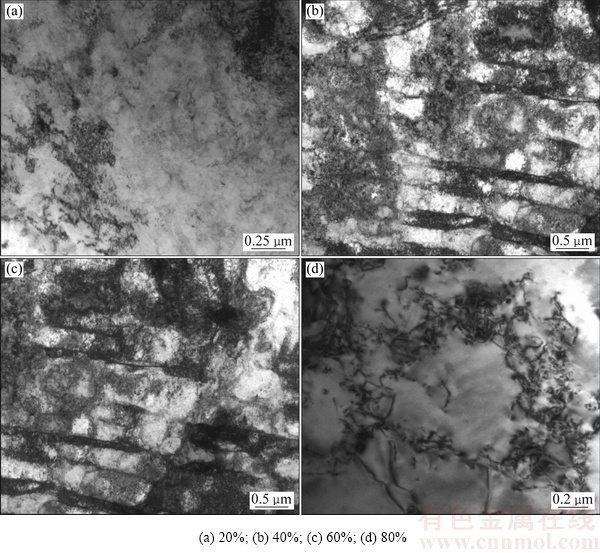
ͼ7 Cu-0.3Mg-0.16Ca�Ͻ��ڲ�ͬ�������µ�TEM��
Fig. 7 TEM images of Cu-0.3Mg-0.16Ca alloy after different cold-rolled reductions
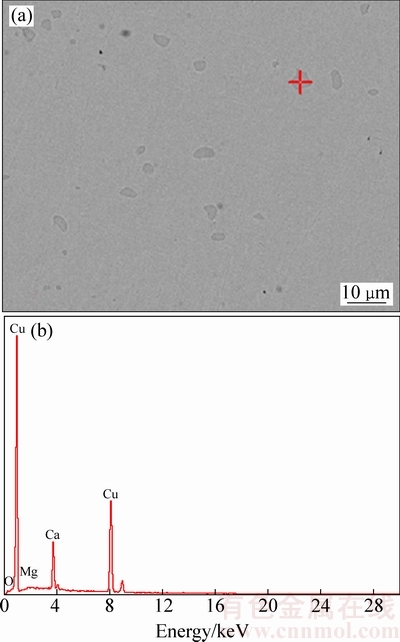
ͼ8 Cu-0.3Mg-0.16Ca�Ͻ�SEM��EDS������
Fig. 8 SEM image and corresponding EDS results of Cu-0.3Mg-0.16Ca alloy
��2 ͼ8��+����������
Table 2 Point analysis of marks ������
3) ����ͬ״̬�£�Cu-0.3Mg-0.16Ca�Ͻ����ѧ���ܺ͵������ܾ����ڸ����Ӵ�����CTMH��Cu-0.4Mg�Ͻ�ģ�������ΪCaԪ�ض�ͭ�Ͻ��ǿ����������MgԪ�صģ�����Caԭ�Ӷ�ͭ�Ͻ�ĵ絼��Ӱ���Mgԭ��С����CaԪ����Cu5Ca�ڶ������ӵ���ʽ���ڣ������˹���Ԫ������ľ������Ե��ӵ�ɢ�䣬ʹ�úϽ��ܹ�ͬʱ���иߵ絼�ʺ�ǿ�ȡ�
REFERENCES
[1] ������. ������·����ͭþ�Ӵ��߹ؼ�����[J]. ������������, 2014, 34(2): 112-115.
LIU Yi-lun. The ultrafine grain strengthened cu-mg contact wire of high speed railway[J]. Railway Locomotive & Car, 2014, 34(2): 112-115.
[2] MU S G, GUO F A, TANG Y Q, CAO X M, TANG M T. Study on microstructure and properties of aged Cu-Cr-Zr-Mg-RE alloy[J]. Materials Science and Engineering A, 2008, 475: 235-240.
[3] ������. ͭþ�Ͻ�Ӵ��ߵĹ��մ��¼��������Ʒ���[J]. ������������, 2015(9): 99-102.
QIU Zheng-xiao. Technological innovation and analysis of technological advantages of Cu-Mg alloy contact wire[J]. Railway Construction Technology, 2015(9): 99-102.
[4] ZHU C, MA A, JIANG J, LI X, SONG D, YANG D, YUAN Y, CHEN J. Effect of ECAP combined cold working on mechanical properties and electrical conductivity of Conform-produced Cu-Mg alloys[J]. Journal of Alloys and Compounds, 2014, 582: 135-140.
[5] �� ��, ���к�. ���ת����Cu-Ca�Ͻ����֯�������о�[J]. ���ϵ���B, 2014, 28(10): 88-90.
ZOU Jin, XU Zhao-hong. Research on microstructure and properties of Cu-Ca alloy for motors rotor[J]. Materials Review B, 2014, 28(10): 88-90.
[6] ITO Y, MATSUNAGA H, MORI H, MAKI K, Effect of plastic deformation on the proof strength and electrical conductivity of copper-magnesium supersaturated solid-solution alloys[J]. Materials Transactions, 2014, 55(11): 1738-1741.
[7] �����. ͭ�Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2002.
TANG Rong-zhang. Handbook of copper alloys and its working[M]. Changsha: Central South University Press, 2002.
[8] �� ��. ��ͨ��ת�Ǽ�ѹ���Ʊ�Cu-Mg-Ce�Ͻ�Ľṹ�������о�[D]. ��ɳ: ���ϴ�ѧ, 2015.
YANG Guang. Study on structure and properties of Cu-Mg-Ce alloy processed by equal channel angular pressing[D]. Changsha: Central South University, 2015.
[9] �� ��, �� ��, ������. ������ͭ����֯��֯���ݱ������[J]. �������� (�����ֲ�), 2008, 44(8): 405-407.
WANG Lei, LI Fan, JIANG Jian-qing. Microstructure and microtexture evolution of cold rolling copper[J]. Physical Testing and Chemical Analysis Part A (Physical Testing), 2008, 44(8): 405-407.
[10] ZHOU Y, NEALE K W, TOTH L S. Analytical solutions for the ideal orientations of f.c.c. rolling textures[J]. Acta Metallurgica et Materialia, 1991, 39(11): 2921-2930.
[11] LEFFERS T, RAY R K. The brass-type texture and its deviation from the copper-type texture[J]. Process in Materials Science, 2009, 54: 351-396.
[12] TAO N R, WANG Z B, TONG W P, SUI M L, LU J, LU K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment[J]. Acta Materialia, 2002, 50(18): 4603-4616.
[13] ITKIN V, ALCOCK C. The Ca-Pb(calcium-lead) system[J]. Journal of Phase Equilibria(USA), 1992, 13: 162-169.
[14] LU D K, JIN Z N, CHANG Y F, SUN S H. Mechanism of debismuthizing with calcium and magnesium[J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 1501-1505.
[15] ����ϼ, �� ƽ, ���¿�, ��С��, �����, �� ΰ, �δ���. ���ٵ�������·�Ӵ��ߵ��о���Ӧ��[J]. ���ϵ���A, 2012, 26(2): 46-50.
ZHAO Yuan-xia, LIU Ping, LIU Xin-kuan, CHEN Xiao-hong, MA Feng-cang, LI Wei, HE Dai-hua. Research progress and application of contact wire for high-speed electrical railway[J]. Materials Review A, 2012, 26(2): 46-50.
Microstructure and mechanical properties evolution of high strength and high electrical conductivity Cu-Mg-Ca alloy during manufacture process
LI Ya-ping1, XIAO Zhu1, LEI Qian1, ZHOU Zhe-yuan1, LI Zhou1, 2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. State Key Laboratory of Powder Metallurgy, Changsha 410083, China)
Abstract: The microstructure evolution of the designed Cu-0.3Mg-0.16Ca (mass fraction, %) alloy was studied by metallographic microscopy, transmission electron microscopy and electron backscattered diffractometry. The result shows that, after being homogenized at 780 �� for 1 h, followed by cold rolling with a reduction of 80%, the designed alloy shows prospective comprehensive properties with tensile strength of 545 MPa and electrical conductivity of 70.24%IACS. When being cold-rolled to 90% reduction, the tensile strength and electrical conductivity of Cu-0.3Mg-0.16Ca (mass fraction, %) alloy approach 600 MPa and 68.68%IACS, respectively, which are both higher than those of CTMH Cu-0.4Mg alloy that is commonly used in high-speed railway contact wires. The fraction of low-angle grain boundaries of the alloy increases and then decreases with the increase of deformation. After a cold rolling reduction of 80%, the textures of S and Copper are predominatant.
Key words: Cu-Mg-Ca alloy; high strength; high electrical conductivity; microstructure
Foundation item: Project(2016YFB0301300) supported by the National Key Research and Development Program of China; Project (U1637210) supported by the National Natural Science Foundation of China
Received date: 2016-12-29; Accepted date: 2017-04-26
Corresponding author: LI Zhou; Tel: +86-731-88830236; E-mail: lizhou6931@163.com
(�༭ ������)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2016YFB0301300)��������Ȼ��ѧ�����ص���Ŀ(U1637210)
�ո����ڣ�2016-12-29�������ڣ�2017-04-26
ͨ�����ߣ��� �ܣ����ڣ���ʿ���绰��0731-88830236��E-mail��lizhou6931@163.com
ժ Ҫ������Ӳ�ȼơ�˫�۵��š�������������羵�ͱ�ɢ���������۲�ȼ����о�Cu-0.3Mg-0.16Ca(����������%)�Ͻ��ڼӹ���������֯�ṹ���ݱ���ɼ����ܱ仯�������������ƺϽ�780 �桢1 h���ܴ�������������״80%ʱ��Ӳ��Ϊ167HV������ǿ��Ϊ545 MPa���絼��70.24%IACS�����������ﵽ90%ʱ��Ӳ��Ϊ174HV������ǿ��Ϊ600 MPa���絼��Ϊ68.68%IACS��������ͬ״̬�µĸ����Ӵ�����CTMH��Cu-0.4Mg�Ͻ�����ܡ���ƺϽ����̬��֯Ϊ�Դ�ǶȾ���Ϊ���ĵ��ᾧ����ռ������ߵ���60��Ĵ�ǶȾ��磻��������εĽ��У��Ͻ���֯�п�ʼ���ֲַ������ȵ�С�ǶȾ��磬���ű������Ľ�һ�����ӣ�С�ǶȾ������������١����������ﵽ80%ʱ���Ͻ�����ı���֯����S����֯����Copper֯��Ϊ������ʱ�Ͻ�����֯�еı��������������������״��֯���ɡ�
[1] ������. ������·����ͭþ�Ӵ��߹ؼ�����[J]. ������������, 2014, 34(2): 112-115.
[3] ������. ͭþ�Ͻ�Ӵ��ߵĹ��մ��¼��������Ʒ���[J]. ������������, 2015(9): 99-102.
[5] �� ��, ���к�. ���ת����Cu-Ca�Ͻ����֯�������о�[J]. ���ϵ���B, 2014, 28(10): 88-90.
[7] �����. ͭ�Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2002.
[8] �� ��. ��ͨ��ת�Ǽ�ѹ���Ʊ�Cu-Mg-Ce�Ͻ�Ľṹ�������о�[D]. ��ɳ: ���ϴ�ѧ, 2015.
[9] �� ��, �� ��, ������. ������ͭ����֯��֯���ݱ������[J]. �������� (�����ֲ�), 2008, 44(8): 405-407.
