
���±�ţ�1004-0609(2007)04-0505-06
�������̷�����H90-��-H90���ϴ�
��࣬������������
(������ѧ ���ϵ�Ź����о��������ص�ʵ����, ���� 110004)
ժ Ҫ��
�о�H90-��-H90�������̸��Ϲ����и��ϲ��ȵı仯�����Լ����ϴ�����֯�����ܣ�̽�ֽ����ϻ�����������������Ž���ʱ������ӣ����ϲ�ĺ�ȱ仯����������������ƽ����ֺͻ���3���Σ��ִ���Ԥ���¶�Խ�ͣ���õ���ϲ���Խ��H90���ϲ����֯Ϊ���ᾧ�������Ͻ��洦Cu��Fe��������ɢ����Znδ����������ɢ����ɢ��ϱ���ԼΪ4 ��m�����ϴ��Ľ������ι̣���ͬ���ϲ��ȵĸ��ϴ�������ѧ�������в��죬�����ﵽGB5213��85���涨��F�����ְ����ѧ����Ҫ��
�ؼ��ʣ�
�������������ϴ������ϲ������������ǿ����
��ͼ����ţ�TB 331���� ���ױ�ʶ�룺A
Production of H90-steel-H90 clad coil by inversion solidification
LI Bao-mian, XU Guang-ming, CUI Jian-zhong
(The Key Laboratory of Electromagnetic Processing of Materials,
Ministry of Education, Northeastern University, Shenyang 110004, China)
Abstract: The variation law of cladding thickness, the structures and properties of the clad strip produced by inversion solidification were studied. The interface bonding mechanism was approached. The results show that the thickness of H90 cladding goes sequentially through solidification growth stage, holding stage and remelting stage with the increase of immersion time. The higher the preheating temperature of steel coil, the thicker the maximum cladding thickness obtained. The microstructure of H90 clad layer is equiaxed grains. There is inter-diffusion of Cu and Fe near the interface but there is not obvious diffusion of Zn. The diffusion layer is very thin and about 4 ��m. The interface is firmly bonded, and the mechanical properties of the as-clad coils can reach the requirements of GB5213��85 for F-grade deep-drawing steel plate though there is slight difference of mechanical properties among the clad strips with different cladding thickness.
Key words: inversion solidification; clad coil; clad layer; interface; bond strength
ͭ-�ָ��ϲ������ھ���ǿ�ȸߡ���ʴ����ĥ�𡢵��絼�ȡ��ɱ��͵��ŵ㣬�ھ��������ӡ���ҡ����ߡ�ұ����װ�ε��������Ź�����Ӧ��ǰ����������ʹ��H90-08Al-H90���ϲ��ϴ����ͭ����ͷ��ǣ��������ã����䵯�����ܸ���Խ��������������㷺��ע[1-3]��Ŀǰ������������ͭ-�ָ��ϰ���ĵķ�����Ҫ�����������������ͱ�ը��[4-7]���������ͱ�ը���Ĺ��ո��ӡ��ɱ��ߡ�����ʵ��������������������Ȼ��ʵ��������������ʵ�������л���˹㷺Ӧ�ã�����Ӧ����ͭ-�ָ��ϲ��ϵ�����ʱȴδ��������Ч��[8-9]����ԭ���ǣ�ͭ����Ͻ�Ļ��������Ĥ���������õ����ԣ���������ʱ�������侭��˿ˢ���������α������ﵽ70%�������Ҳ�������ѿڣ�������������ϴ�������Ĥ������ֵ��ѿ��У��ʸ��Ͻ���Ľ��ǿ�ȵ��Ҳ��ȶ�����������ͭ-�ָ��ϲ��ϵĽ�һ���ƹ��Ӧ�á���ˣ������µġ���Ч�ʵ�ͭ-�ָ��ϲ����Ʊ���������ʵ�����塣
�������̹����ǵ¹�Mannesmann���ź�Aachen������ѧ��1989�����Ͽ�����һ�־��ж��ظ���Ľ����α�����������[10-11]����ԭ���Ͽ�Ҳ�������������̲���ĸ����ͬ�ĸ��ϲ��ϣ�����Ŀǰ�㷺���õı�ը���ϡ����Ƹ��ϼ�����ȣ��־��и�Ч�ʡ����ܺġ��������Ͷ����̵��ص㣬���һ������������ע[12-16]����Ŀǰ��û�м������˹���Ӧ����ͭ-�ָ��ϴ��������о�������ͬʱ���е��о���ȱ���Խ����ϻ�����̽�֡���ˣ��������߶Է������̷�����H90-08Al-H90���ϴ��Ĺ��ս�����̽�����о��˸ִ�Ԥ���¶Ⱥͽ��ո���ʱ��Ը��ϲ��ȵ�Ӱ������Լ����ϴ�����֯�����ܣ�̽���˽����ϻ�����
1 ʵ��
�����۵�08Al�ִ���ĸ���������Ϊ120 mm�����Ϊ1.2 mm�����ϲ����H90��ͭ��1�ŵ��ͭ��1��п����Ƶ��Ӧ¯���������ɣ�����ʱ����ɰ��������Cu-13.5%P(��������)���м�Ͻ�������ʵ��װ����Ҫ��50 kg��Ƶ��Ӧ¯����ĥ��������Ƶ���ټ����豸�������������Ϳ�����ȡ�豸��ɡ�H90�Ͻ�Һ�ɷ������������϶˽��룬���豸ʾ��ͼ��ͼ1��ʾ���ִ�����֬���͡���ĥ���⡢��Ϳ�������;�����Ƶ���ټ��ȵ�һ���¶Ⱥ���һ�����ٶ�ͨ��H90�Ͻ�Һ���ִ��ı���Ԥ����(���͡���ĥ��Ϳ������)�뷴�����̸��Ϸֿ����С�Ϊ��ֹ���ϲ�H90�Ͻ��������ڷ���������ǰ����Ar��������H90�Ͻ�Һ���¶���Pt-Rh�ȵ�ż�������ִ����¶����ֳַǽӴ�ʽ��������Dz��������ϲ�ĺ����Leica MPS30�����ڷŴ�50���²���������ʱ�ڸ��ϴ��������в��ֱ�ȡ����ÿ����������3���㣬ȡƽ��ֵ��Ϊ�������������ֵģ����[17]��֪��H90�Ͻ�Һ���¶ȱ仯�Ը��ϲ�ĺ�ȼ��俪ʼ���̵�ʱ��Ӱ�첻�����ʵ���н�H90�Ͻ�Һ���¶ȹ̶����䡣�ο�H90�Ͻ��Һ�����¶ȼ����ǵ��Ͻ�Һ�������ԣ����䶨Ϊ1 100 �档�ִ���Ԥ���¶Ȳ��ս��ո���ʵ����[17]�ֱ�Ϊ600��800 �档�����ִ��������ٶ��Ըı�ִ���H90�Ͻ�Һ�ĽӴ�(����)ʱ�䡣

ͼ1 �������̸����豸ʾ��ͼ
Fig.1 Schematic diagram of inversion solidification clad apparatus
2 ��������
ͼ2��ʾΪH90�Ͻ�Һ�¶�Ϊ1 100 �棬�ִ�Ԥ���¶ȷֱ�Ϊ600��800 ��ʱ������ʱ��Ը��ϲ��ȵ�Ӱ�졣Ϊ���ڱȽϣ�ͼ��ͬʱ��������Ӧ�����µ���ֵģ����[17] (��������)����ͼ2�ɼ������Ÿִ���ͭҺ�н���ʱ����ӳ������̸��ϲ�ĺ�ȱ仯�����˿�������(���)��ƽ�����(��Ȼ�������)��Ѹ�ٻ���(��ȱ䱡) 3���������Ľ�(���������μ�����ͨ����˵���Ƚ��ƽ�)���ִ�Ԥ���¶ȵĸߵ�ֻӰ�츴�ϲ㿪ʼ���̵�ʱ��tk���ɻ�õ���ϲ���hmax�Լ����ϲ���ȫ��������Ҫ��ʱ��t���Ը��ϲ��ȱ仯�ġ����Ρ�ģʽû��Ӱ�졣
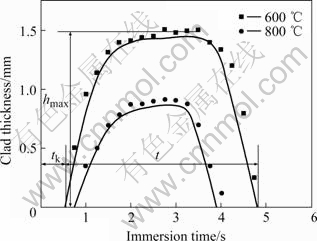
ͼ2 ����ʱ��Ը��ϲ��ȵ�Ӱ��
Fig.2 Effect of clad time on thickness of clad layer
ͼ3��ʾΪH90�Ͻ�Һ�¶�Ϊ1 100 �棬�ִ�Ԥ���¶�Ϊ600 �棬�ִ������ٶ�Ϊ1.8 m/min(����ʱ��Ϊ3 s)ʱ��H90���ϲ���֯�Ľ�����Ƭ����ͼ�п��Կ��������Ͻ��������ƽֱ����ȱ�ݣ�֤�����Ͻ��������á����ϲ����֯Ϊ���ᾧ�Ҿ��������������븴�Ͻ����һ���ĽǶȡ�������Ϊ�ִ��ϱ���Ԥ���¶Ƚϸߣ���H90�Ͻ�Һ�Ӵ���˲�伴�ɴﵽ�ϸߵ��¶�(ģ����[17]�������ִ���ͭҺ�Ӵ�Լ1.5 s�����¶Ⱦʹ�850 ��)��������ǰ�ص��¶��ݶȽ�С�����ϲ����֯Ϊ���ᾧ��ͬʱ���������̸���ʱ�����ϲ�Ľᾧ���ڶ�̬(�ִ���ͭ�Ͻ�Һ��������˶�)��������ɵģ��������������������������֧�䣬ͬʱҲ�ִܸ���ͭ�Ͻ�Һ������˶��ٶȵ�Ӱ�죬��ˣ��侧�����������븴�Ͻ����һ���Ƕȡ�

ͼ3 H90���ϲ����֯��Ƭ
Fig.3 Micrograph of H90 clad layer
Ϊ��ȷ�ϸ��Ͻ����Ƿ������ұ���ϣ��Ը��Ͻ����������ɨ�衣ͼ4��ʾΪH90�Ͻ�Һ�¶�Ϊ 1 100 �棬�ִ�Ԥ���¶�Ϊ600 �棬�ִ������ٶ�Ϊ1.8 m/min(����ʱ��Ϊ3 s)ʱ�����Ͻ������ɨ����Ƭ����ͼ4�ɼ����ڸ��Ϲ����У� Cu��Fe֮�䷢�������ɢ��δ�۲쵽Zn��������ɢ��û�л�������γɣ�Cu��Fe֮�����ɢ�ľ��������ȣ��γɵ���ɢ��ϱ���ԼΪ4 ��m���ɴ˿��Կ������ڷ������̸����У����ܸ���ʱ��϶̣���Cu��Fe֮�䷢�������ɢ��δ�γɻ��������ܱ�֤���Ͻ����γ����õ�ұ���ϡ�

ͼ4 ���Ͻ������ɨ����Ƭ
Fig.4 Line-scan micrograph of clad interface
���ϴ��Ľ�����ǿ�ȷ�ӳ�˸ִ��븴�ϲ��Ӻϵ��ι̶̳ȣ����жϸ��ϴ�Ʒ�ʵ���Ҫָ�ꡣ���ڷ�������ʱ�ĸ��ϲ�ϱ������ܲ���GB6396��86�и��ϰ����ǿ�ȵIJ��Է������������ǿ�ȣ��������С����������������ͷ�����������Ӻ�������Ľ��ǿ�ȡ�
�����ϴ������������ж����������ÿ���εı�����ԼΪ5%���۲츴�ϴ��ڶ���������������Ƿ��б��ѡ��ֲ��������������ʵ������������Ϊ2.44 mm�ĸ��ϴ�(���渴�ϲ���Ϊ0.62 mm)��10����������1.21 mm(�ܱ�����Ϊ50.41%)ʱ�����ϴ������Ȼ���ã�û�б��Ѻͷֲ���������Ϊ�˽�һ����鸴�Ͻ����Ƿ������Ʋ������Ը��Ͻ�������˽���۲죬��ͼ5��ʾ����ͼ5���Կ�����������ĸ��Ͻ���ƽֱ���������������Ʋ�����

ͼ5 ���ϴ����������֯��Ƭ(�ܱ�����Ϊ50.41%)
Fig.5 Micrograph of cold-rolled clad-strip (50.41% deformation)
�����ϴ�����GB235��82��ȡ160 mm��10 mm�İ�״��������(�����ij��ȷ�����ִ�������һ��)����������ֱ�н��������Ƽп��У������ҷ���ֱ���90?����������ֱ�����濪�ѻ����Ϊֹ��ʵ������������ͬ���ղ�������õĸ��ϴ����������ǰ����������������15~18��֮�䣬�������ǰû�зֲ��������������϶��洦Ҳ�������������˵���������ι̡�
�����в�ͬ���ϲ��ȵĸ��ϴ�����GB228��76�Ƴɱ�����(�����ij��ȷ�����ִ�������һ��)����Instron4206�͵綯����ʵ����Ͻ�������ʵ�飬�������ϴ�������ǿ�Ȧ�s������ǿ�Ȧ�b���쳤�ʦġ�����ʱ��ÿ�ָ��ϲ��ȵĸ��ϴ�ȡ3���������ݵ�ƽ��ֵ��������1��ʾ���ɱ�1�ɼ������ܲ�ͬ���ϲ��ȵĸ��ϴ�����ѧ�������в��죬�����ܴﵽGB5213��85���涨��F�����ְ����ѧ����ָ��(��s��216 MPa����b=255~343 MPa���ġ�39%)������������������̸��Ϲ����������ĸ��ϴ��������κκ����������������͡�
��1 ���ϴ�����ѧ����
Table 1 Mechanical properties of as-clad strip

3 ����
��ͼ2��֪����H90�Ͻ�Һ���¶Ȳ���ʱ�����ϲ�ĺ����ִ���Ԥ���¶��Լ�����ʱ��(�ɷ����������ij��Ⱥִ��������ٶȾ���)���仯������ζ�ţ�Ϊ�˻��ijһ��ȸ���ĸ��ϴ�������ͨ�����Ƹִ���Ԥ���¶Ȼ���Ƹ���ʱ����ʵ�֣���Ϊ���������ϲ���Ϊ0.75 mm�ĸ��ϴ�(��ͼ2)�����Բ�ȡ���¹��ղ�����
1) �ִ�Ԥ���¶�Ϊ800 �棬����ʱ�������1.5~3.5 s���ڡ�
2) �ִ�Ԥ���¶�Ϊ600 �棬����ʱ�����ΪԼ 1 s��4.5 s��
��Ȼ����600~800 ��ִ�Ԥ���¶ȷ�Χ�ڣ���������ɲ��õĹ��ղ�����ʵ���з��֣����ڲ�ͬ���̽εĸ��ϲ㣬�����Ʒ�����в���ģ����ڵ�һ�μ��������̽εĸ��ϲ㣬����ƽ����࣬����Ʒ�ʺã����ڵڶ��μ�ƽ����ֽεĸ��ϲ㣬����ƽ�������������ۣ�����Ʒ�ʽϺã����ڵ����μ����۽εĸ��ϲ㣬���治��࣬�������أ�����Ʒ�ʲ��á��ɼ����ӱ�֤��Ʒ����Ʒ�ʵĽǶ���������ȷ���Ĺ��ղ���Ӧʹ���ϲ㴦�ڿ������̽λ�ƽ����ֽΡ�
�ڿ������̽Σ����ϲ�������ٶȿ죬���ϲ�ĺ�ȶԸ���ʱ��dz����У�������ʱ���С����(��ִ��ٶȵIJ���)����ɸ��ϲ��ȵľ��Ҳ������ʹ��տ����Ѷȴ���ƽ����ֽΣ����ϲ�ĺ�ȶԸ���ʱ�䲻���У�����ʱ���С����������ɸ��ϲ��ȵ������仯�����տ����Ѷ�С����ˣ��ۺϿ��Ǹ��ϴ��ı���Ʒ�ʺ��տ��Ƶ����׳̶ȣ������Ĺ��ղ���Ӧʹ���ϲ㴦��ƽ����ֽΣ�����������Ͽ������ϲ�ĺ����ִ�Ԥ���¶�֮��Ĺ�ϵ��һһ��Ӧ�ġ�
һ����Ϊ���������̸�������Һ-���ิ�Ϸ��룬����ͼ2��֪������Ľ�Ϲ��̷�Ϊ�����Σ�һ��Һ̬�Ͻ����̬�ִ���Һ-��������ýΣ�������ʱ��Ϊtk�ĽΣ����������̵ĸ��ϲ����̬�ִ��Ĺ�-��������ýΣ�������ʱ��>tk�ĽΡ����ڷ������̸���ʱ�ĸ���ʱ��϶̣���֮��-���������ʱ�����Ԫ�ص���ɢ��������˵ڶ��ζԽ����ұ���ϵ��γɲ������ã���һ�β��ǽ�����ܷ��γ�ұ���ϵľ����Թؼ��Ρ�
��Һ-��������ýΣ��Ͻ�Һ�Ըִ�����ʪ��ԭ��֮������ɢ�Լ������ܷ��γ�ұ��������������Ҫ�����á�����H90�Ͻ��08Al�������ɵ�Һ-����ϵ���ԣ��������¶�Ϊ1 100 ��ʱ��H90�Ͻ�Һ����ȫ����ʪ�ִ���[18]��H90�Ͻ�Һ�Ըִ�����ȫ��ʪ����˲������ִ��γɴ�����������Ӵ�����ΪH90-�ֽӴ�����Ŀ��ټ����Լ�������ԭ��֮������ɢ�춨�˻���������Cu-Fe��ͼ��֪��Cu��Fe���ɢʱֻ�γ������ܽ�ȵĹ����壬���γɴ��Խ����������Zn�Ĵ��ڲ������Եظı�Cu-Fe��ͼ���������ԣ�ֻ��ʹCu��Fe֮�����ܽ��������[19]������ͼ����Щ�ص��֪����Cu(Zn)��Fe�����ʱ���ڽӴ����洦���γɴ��Խ��������ֻ�γ�Ũ�Ȳ�ͬ����������������һ����Fe�� Cu(Zn)����ɢ���γɵ�Cu(Zn��Fe)�����壬��һ����Cu��Zn��Fe����ɢ���γɵ�Fe (Cu��Zn)�����塣��������������Ŀ���ȡ����Cu(Zn)��Fe֮������õ��¶Ⱥ�ʱ�䣬����õ��¶�Խ�ߡ�ʱ��Խ�������γɵ���������������Ŀ���Խ����
�ɼ������ڷ������̸��Ϲ��ն��ԣ���ʵ�ֽ����ұ���ϣ�����һ����Һ-�̽Ӵ�ʱ����ʵ�ֽ���������Ӵ����Ӵ�����ļ����Լ��ʵ�����ɢ�������ղ������Ʋ�������ִ�Ԥ���¶�̫�ͣ����������Һ-�̽Ӵ�ʱ��̫�̶�����ʵ�ֽ���ұ���ϡ���ˣ��ڷ������̸��Ϲ�����Ӧ����СҺ-�̽Ӵ�ʱ��(tk)�ĸ��
����Һ-�̽Ӵ����棬ֻҪҺ̬��������ʪ��̬�������棬�����������Ӵ���˲���ڼ���ʵ�֣�ʵ���пɺ�������ɵ�ʱ�䣬���Ӵ�����ļ������ȴ������˲������ɵģ�ֻ�е������ԭ�ӻ�������Կ˷�������ϵ�����ʱ����ʵ�֡��ɴ˿�������ԭ�Ӵ�һ��״̬����һ��״̬���ɵ���ɢ�˶�����˶��ӳ١�ͨ���������ӳ���ɢ��ʱ�俴���ǿ˷�����ǰ����ԭ�ӵĴ���ʱ�䣬��������ʽ����[20]��
��ˣ��ڷ������̸��Ϲ����У���ʵ�ֽ����ұ���ϣ�Ӧ��֤tk>ty������Ӧ��ʽ(1)�������������СҺ-�̽Ӵ�ʱ�䡣�ź����ǣ�Ŀǰ�����ܶ�����֮�������Er���о�ȷ���㣬��ֻ������ʵ��ȷ����ͼ4��ʾ�Ľ�����ɨ������������ֵģ����[17]����������H90-�ַ������̸��Ϲ��̶��ԣ�ֻҪ��֤H90�Ͻ�Һ��ִ�Լ��0.5 s���ϵĽӴ�������ʵ�ֽ����ұ���ϣ�����H90�Ͻ�Һ���¶�Ϊ1 100 ��ʱ��ֻҪ�ִ���Ԥ���¶ȸ���600 �漴��ʵ�֡�
Ӧ��ָ�����ǣ�����������������̸��Ϲ�����Ϊʵ�ֽ��������Ӵ���һ���ֶΣ����Ӵ�����ļ����Լ�ԭ�ӵ����ɢͨ�����������˻���ʵ�֣����ڷ������̸��Ϲ�����Ҳ��û����СҺ-�̽Ӵ�ʱ��ĸ��
4 ����
1) ���Ž��ո���ʱ����ӳ������ϲ�ĺ�ȱ仯����������������ƽ����ֺͻ���3���Ρ�ƽ����ֽ������ʱ����Խϳ������ϲ�ĺ�ȱ仯�����Ҹ��ϴ�����Ʒ�ʽϺã���ʵ�������п��Ƹ��ϲ��ȵ���ѽΡ�
2) �������̸���ʱ������Ľ�Ϲ��̿ɷ�ΪҺ-�̽Ӵ���-�̽Ӵ������Σ�Һ-�̽Ӵ��γ�����ʱ���ǽ����ܷ�ʵ��ұ���ϵĹؼ����ء�
3) ��H90�Ͻ�Һ���¶�Ϊ1 100 �棬�ִ���Ԥ���¶ȸ���600 ��ʱ�����洦Cu��Fe���������ɢ����ɢ�����Լ��ȣ�δ�۲쵽Zn��������ɢ��û�д��Խ������������ɣ���ɢ��ϱ���ԼΪ4 ��m��
4)���ϲ��Ȳ�ͬʱ�����ϴ�����ѧ�������в��죬�����ܴﵽGB5213��85���涨��F�����ְ����ѧ����Ҫ��ֱ�����������͡�
REFERENCES
[1] ��࣬���˸գ�������������. ͭ/�ָ��ϲ��ϵ��о���Ӧ��[J]. ���ϵ�����2002, 16(2): 22-24.
LI Bao-mian, LI Xing-gang, XU Guang-ming, CUI Jian-zhong. Study and application of Cu/steel clad metal[J]. Materials Review, 2002, 16(2): 22-24.
[2] Rasgado M T A, Davey K, Clark L D. Bi-metallic dies for rapid die casting[J]. Journal of Materials Processing Technology, 2006, 175: 109-116.
[3] ��ս����˳�����Ը���. ͭ/�ֱ�ը���ϲ����ڵ�ӹ��е�Ӧ��[J]. ��ӹ���ģ��, 2002, 37(5): 9-11.
LU Zhan-zhu, LIU Shun-fu, ZHAO Fu-ling. Application of explosively welded copper/steel clad material in EDM[J]. Electromachining & Mould, 2002, 37(5): 9-11.
[4] YAN Hong-zhi, Lenard J G. A study of warm and cold roll-bonding of an aluminum alloy [J]. Materials Science and Engineering A, 2004, 385: 419-428.
[5] Raghukandan K. Analysis of the explosive cladding of Cu-low carbon steel plates[J]. Journal of Materials Processing Technology, 2003, 139: 573-577.
[6] �����٣��ؽ�ƽ����С��. �������ϰ�Ĺ����о���״�뷢չ[J]. ���Ͽ�����Ӧ��, 2006, 21(1): 40-43.
TIAN Ya-qin, QIN Jian-ping, LI Xiao-hong. Current state and trend of metal clad sheet manufacture technology[J]. Development and Application of Materials, 2006, 21(1): 40-43.
[7] Manesha H D, Taherib A K. Theoretical and experimental investigation of cold rolling of tri-layer strip[J]. Journal of Materials Processing Technology, 2005, 166: 163-172.
[8] κ ΰ��ʷ����. ͭ/��˫�������첽���Ƹ��ϻ����о�[J]. ϡ�н���, 2001, 25(4): 307-311.
WEI Wei, SHI Qing-nan. Bonding mechanism of Cu/steel clad sheet in asymmetrical rolling of bimetal[J]. Chinese Journal of Rare Metals, 2001, 25(4): 307-311.
[9] ��Ӣ�꣬��������� Ȫ. �����ͭ˫�����������ิ�ϵ��о�[J]. ������1997, 32(4): 46-50.
LI Ying-hong, QI Ke-min, ZHU Quan. Study on cold-roll bonding of steel/brass bi-metal[J]. Iron & Steel, 1997, 32(4): 46-50.
[10] Pleschiutschigg F P. Inversion casting��a new method for producing near-net-shape cast strips[J]. Stahl und Eisen, 1994, 114(2): 47-53.
[11] Pleschiutschigg F P. Inversion casting of steel strip[J]. Steel Times, 1995, 223(6): 228-229.
[12] �ߺ������� ��. �������̸��ϲ���ִ������Ϻ�������֯����[J]. �人������ѧѧ������ͨ��ѧ�빤�̳���, 2002, 25(1): 35-38.
NI Hong-wei, CHEN Hao. Inversion casting stainless steel composite strip: its characters of bonding and solidification microstructure on interface[J]. Journal of Wuhan University of Technology: Transportation Science & Engineering, 2002, 25(1): 35-38.
[13] LI Na, CHEN Yan-bo, MENG Xian-yun. Preparation of composite aluminum automobile radiator by inversion casting[J]. Trans Nonferrous Met Soc China, 2001, 11(1): 138-140.
[14] ��Ծ������ΰ���˳��. ��������ͭ/�ֵ糵�ߵ��о�[J]. ���켼��, 2004, 25(8): 607-609.
SUN Yue-jun, ZHONG Wei-shen, GAO Shun-li. Research on reversing solidification copper/steel electrical train wire[J]. Foundry Technology, 2004, 25(8): 607-609.
[15] ����Ӣ���������ⷨ��. ��ͭ����Һ���෴�����̹��̵���ֵģ��[J]. �ȼӹ�����, 2004, 33(1): 27-29.
FANG Xiao-ying, ZHANG Yan-li, WU Fa-yu. Numerical simulation on process of liquid and solid inverted solidification of Cu/Fe in copper clad steel [J]. Hot Working Technology, 2004, 33(1): 27-29.
[16] LI Na, GUO Shou-ren, LU De-zhong. Technique of aluminum alloy composite by inversion casting[J]. Journal of Materials Science and Technology, 2002, 18(2): 187-188.
[17] ���. H90-�ַ������̸��Ϲ��ռ������о�[D]. ����: ������ѧ, 2004.
LI Bao-mian. Process and Theory Study on Inversion-cast Cladding of H90-Steel Strip[D]. Shenyang: Northeastern University, 2004.
[18] Ishida T. Spreading kinetics of liquid metals on mild steel[J]. Mater Sci Tech, 1988, 4(9): 830-835.
[19] ����谣���ף��. ͭ�Ͻ���ӹ��ֲ�[M]. ��ɳ�����ϴ�ѧ�����磬2002: 44.
TIAN Rong-zhang, WANG Zhu-tong. Handbook of Copper and Copper Alloy[M]. Changsha: Central South University Press, 2002: 44.
[20] �ο��������۷�. ���ֽ�������[M]. ��������е��ҵ�����磬1986: 106-142.
HE Kang-sheng, CAO Xiong-fu. Welding of Dissimilar Metals[M]. Beijing: China Machine Press, 1986: 106-142.
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2002AA334060)
�ո����ڣ�2006-10-24�������ڣ�2006-12-26
ͨѶ���ߣ���࣬�����ڣ���ʿ���绰��024-83681735��E-mail��bmlee@epm.neu.edu.cn
