
���±�ţ�1004-0609(2013)07-1907-07
AuSn20/Ni����Ľ��淴Ӧ������ǿ��
ΤС����ճ�������Ⱥ���� ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���û����������Ʊ�AuSn20/Ni���㣬ͨ��ɨ���������(SEM)��������(EDX)�о�AuSn20/Ni������淴Ӧ������̽���˻��¶Ⱥ�ʱ���AuSn20/Ni��������֯�ͼ���ǿ�ȵ�Ӱ�졣���������AuSn20/Ni������300 ��ǥ��90 s�����ڲ������ơ�-Au5Sn+��-AuSn������֯�Ͱ�״(Ni,Au)3Sn2�ࡣ������150 ���˻�ʱ�����淴Ӧ�ٶȽ����������仯����(IMC)���������˻�ʱ���ӳ�������������ļ���ǿ�����˻�ʱ���ӳ��н�С�����½�����200 ���˻�ʱ��AuSn20/Ni�Ľ��淴Ӧ�ٶȽϿ죬����/Ni�����γ�(Au,Ni)Sn+(Ni,Au)3Sn2����IMC�㡣����ļ���ǿ�����˻�ʱ���ӳ��ʽϴ�����½����Ӻ�����ѧ�ɿ��Է��濼�ǣ�AuSn20/Ni���㲻����200 �漰�����¶ȳ�ʱ����ۡ�
�ؼ��ʣ�
AuSn20/Ni���������淴Ӧ�������仯����(IMC)������ǿ����
��ͼ����ţ�TG156.21 �� �� ���ױ�־�룺A
Interfacial reaction and shear strength of AuSn20/Ni solder joints
WEI Xiao-feng, WANG Ri-chu, PENG Chao-qun, FENG Yan
(School of Metarials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The AuSn20/Ni solder joints were prepared by the reflow process. The effects of the aging temperature and time on the microstructure and shear strength were investigated by the scanning electron microscope (SEM) with an energy dispersive X-ray (EDX). The results show that, a fine lamellar eutectic �ơ�-Au5Sn+��-AuSn microstructure and needle-like (Ni,Au)3Sn2 intermetallics are formed at the AuSn20/Ni joint after reflow at 300 �� for 90 s. After aging at 150 �� for various times��the thickness of the IMC layer at AuSn20/Ni interface grows slightly with the aging time increasing from 150 h to 1 000 h, and the shear strength of the AuSn20/Ni joints declines accordingly. When aging at 200 ��, the reaction rate of the AuSn20/Ni interface is faster than that when aging at 150 ��. The thickness of the IMC layer grows rapidly with increasing the aging time while the shear strength of the joints declines almost lightly. Considering the mechanical reliability of the joints, the AuSn20/Ni joints cannot service at 200 �� or higher temperature for a long time.
Key words: AuSn20/Ni joints; interfacial reaction; intermetallic compound (IMC); shear strength
AuSn20(����������%)�����Ͻ������ھ��и�ǿ�ȡ��͵���ģ�����ȵ��ʵ��ŵ���㷺Ӧ���ڼ��ɵ�·�����������߿ɿ������ܷ�װ[1-4]�������۵���Խϸ�(280 ��)����������ӷ�װ���л�������ͬһ�¶������ʹ�á�����һЩ����ġ�ͬʱҪ����ѧ���������ܺ��Ի�ø߿ɿ��Ե�Ӧ����˵ȴ����õ�ѡ��[5-6]���������ܷ�ǡ�����ӷ�װ�����е���Ƶ��ֱ����װ����������ܹ�о��װ�ȡ���ˣ��о�AuSn20���ϵĺ������ܶ����ӷ�װ������Ҫ��ָ�����塣
���淽���Ʊ���AuSn20�����Ͻ��Ϻܴ࣬���Լӹ���Ϊʹ������ı�Ƭ�ͻ�״��Ʒ��������[7-8]���Ȳ��õ������������Ʊ���Ƭ״AuSn20���ϣ���ɷ֡�������Լ��ۻ���������̬AuSn20�����Ͻ�һ�£����Ըù����Ʊ����ϵĺ������ܡ�����Ľ��淴Ӧ����������仯����(IMC)���������Ϊ��δ����ϵͳ�о��������ϱ����������⣬�����������ϼ�Ľ��淴Ӧ�Ժ���Ŀɿ���Ҳ������Ҫ��Ӱ��[9-15]��YOON��[9, 11]���ô������Ƶķ����Ʊ�Au-Sn���ϣ��о���Sn��Au-Sn������Ni�Ʋ�Ľ��淴Ӧ������ļ���ǿ�ȣ��ó���������������ͨ����ͨ������Ľ����仯����(IMC)��ʵ�ֵģ��ڷ��۹����в�Ʒ�к�������ЧӦ����IMC����[11]����IMC��Ĺ��ȳ���ή�ͺ������ƣ�����ܣ�ʹ����ɿ����½�[9]�����⣬IMC�����ʴ��ԣ����쳣����ʹ������洦�����Ѳ㣬���ͺ������ѧ����[15]����ˣ��о�����Ľ��淴Ӧ��IMC��������Ϊ�Ժ���ɿ�������������Ҫ�IJο���ֵ������������ǰ�˹����Ļ������������Ʊ����գ��Ʊ�������ʹ������Ҫ���AuSn20�����Ͻ��ϣ��о���������-�Ͻ��˻��Ʊ���AuSn20���ϵĺ������ܺ�AuSn20/Ni����Ľ��淴Ӧ������ͨ�������ϻ��˻���ģ�⺸����۹����е���ЧӦ���о����AuSn20/ Ni��������֯������ǿ�ȵ�Ӱ�죬ΪAuSn20���ϵ�ʹ�����������ṩ�������ݡ�
1 ʵ��
������Ϊ99.999%��AuƬ�ʹ���Ϊ99.99%��SnƬ����Au/Sn/Au/Sn/Au/Sn/Au�Ĵ���7����ϣ���650 MPaѹ���¼�ѹí��300 s����������������Ʊ�0.05 mm���AuSn20������ǥ�ϣ���һ���εı���������50%���Ա�֤Au/Sn��������ý�ϡ��������AuSn20����ǥ�Ͼ���ͪ��ϴ���������245 ��Ͻ��˻�14 h���õ���֯�ȶ��ľ���AuSn20�Ͻ��ϣ�������֯��XRD����ͼ1��ʾ��Ȼ��ĥ���NiƬ�ڱ�ͪ����ϴ����ˮϴ�ɾ������AuSn20�����г�15 mm��10 mm��0.05 mm��Ƭ�ģ����Ni��CuƬ��ͼ2��ʾ��ʾ��ͼ�AuSn20/Ni���㣬�����������300 ����Ⱥ���90 s��ˮ�䡣ǥ�����AuSn20/Ni���������������150��200 ���˻�150��300��500��1 000 h��
AuSn20/Ni���㾭��ĥƽ�������Quanta 200�ͻ���ɨ����������۲�������֯��ò�������EDX����X��������(XRD)����IMC�������ɡ���CCS-44100�͵�������������ϼ��AuSn20/Ni����ļ���ǿ�ȣ�����Ӧ������Ϊ0.01 s-1������ɨ����������Ϲ۲���Ͽ���ò��
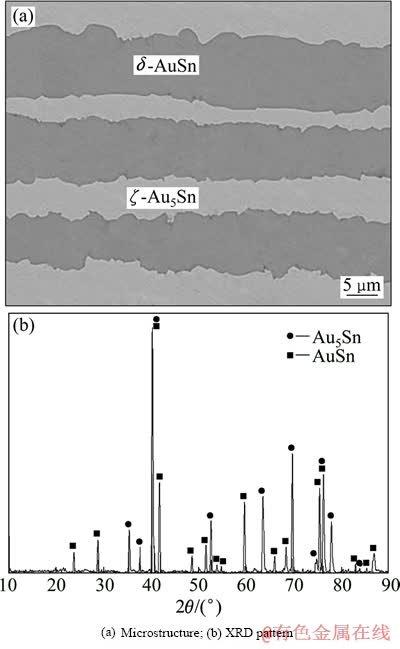
ͼ1 AuSn20���ϵ�����֯��ò��XRD��
Fig. 1 Microstructure and XRD pattern of AuSn20 solder
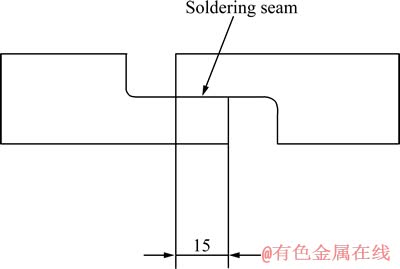
ͼ2 ���������ṹʾ��ͼ
Fig. 2 Schematic illustration of joint (Unit: mm)
2 ���������
2.1 AuSn20/Ni���������֯
ͼ3(a)��ʾΪAuSn20/Ni������300 ��ǥ��90 s���SEM��ͼ3(a)�ɼ���ǥ��90 s��AuSn20���ϵĵ���״��֯��ʧ��ת���Ϊ�ɹ�����֯���ִ��ɫ�ࡢ�ִ��ɫ��Ͱ�״��ɫ����ɡ������XRD����ͼ3(b)��ʾ����ͼ3(b)�ɼ���������֯��Ҫ��Au5Sn��AuSn��Ni3Sn2��ɡ���Ͻ�����Ԫ��ͼ[16]����������֪��������֯�ɻ�ɫ�Ħ�(AuSn)�Ͱ�ɫ�Ħơ�(Au5Sn)������������ɣ��ִ��ɫ��ijɷ�Ϊ81.23%Au-15.57%Sn-3.20%Ni (Ħ������)������x(Ni+Au):x(Sn)����84.43:15.57���ӽ�5:1�������÷�Ӧ����Ϊ��������Ni��Au5Sn�࣬��˱�ʶΪ(Au,Ni)5Sn���ִ��ɫ��ijɷ�Ϊ47.78%Au-48.97%Sn-3.25%Ni������x(Ni+Au):x(Sn)����51.03:48.97���ӽ�1:1�������÷�Ӧ����Ϊ��������Ni��AuSn�࣬��˱�ʶΪ(Au,Ni)Sn����״��ɫ��ijɷ�Ϊ43.39%Ni-18.13%Au-38.48%Sn������x(Ni+Au):x(Sn)����61.52:38.48���ӽ�3:2�������÷�Ӧ����Ϊ��������Au��Ni3Sn2�࣬��˱�ʶΪ(Ni,Au)3Sn2��

ͼ3 AuSn20/Ni������300 ��ǥ��90 s��SEM����XRD��
Fig. 3 SEM image and XRD pattern of AuSn20/Ni joint reflowed at 300 �� for 90 s
��Au-Ni-Sn��Ԫ���µ��½���[17](��ͼ4)��֪��Au-Ni-Sn��Ԫϵ�е�һЩ��Ԫ�࣬��AuSn��Au5Sn��Ni3Sn2�Լ�Ni3Sn4�ȣ��Ե���Ԫ�صĹ��ܶȷ�Χ���ϴ�ͼ4��ʾΪ������Ni3Sn2�д�Լ50%��Niԭ�ӿ��Ա�Auȡ������Ni3Sn2�п��Թ��ܴ�Լ30%��Au����������Au��Ni����������ѧ���ʼ�����ṹ���ƣ�Au�ܹ�ͨ����ɢ����Ni3Sn2��ľ�����ȡ������Niԭ�Ӷ��γ�(Ni,Au)3Sn2��Ni�ܹ���ɢ����AuSn��Au5Sn���γ�(Au,Ni)Sn��(Au,Ni)5Sn����ˣ���ǥ�������У������ڻ��γɹ�����֯����������Ni�����Ͽ�����ɢ�γ�(Au,Ni)Sn�ֻ��࣬��[Ni]�ֲ����ͺ�Ni3Sn2�����������������Au��������ɢ�γ�(Ni,Au)3Sn2������(Ni,Au)3Sn2����������ĺ����Ц�(AuSn)�࣬���¹�����֯�ֲ��ƻ������������Au5Sn�࣬��Ni��������ɢ�γ�(Au,Ni)5Sn��

ͼ4 Au-Ni-Sn��Ԫ���µ��½���[17]
Fig. 4 Isothermal section of Au-Ni-Sn ternary diagram at room temperature
2.2 �ϻ��˻��AuSn20/Ni��������֯��Ӱ��
ͼ5��ʾΪAuSn20/Ni������150 ���ϻ��˻�ͬʱ�������֯����ͼ5�ɼ�����150 ���˻���ϵ�ϸС������֯��ʧ���γɴִ��(Au,Ni)Sn�ͦ�(Ni)���ں���/Ni���洦�γ���(Au,Ni)Sn��(Ni,Au)3Sn2��ɵ�IMC���ϲ㣬�����˻��150 h�ӳ���1 000 h�����������֯�仯��С������������150 �����˻�ʱ��Ni����������ɢ�䵱��һ����Au������ʹ���ϳɷ�ƫ���˹����ɷֶ��������������˹�����֯��ʧ��150 ��ʱNi��������ɢ���ٶȽ����� Niԭ���ں��Ϸֲ��Ͼ��ȣ������ڲ����Բ����ֲ�Ni���ͣ����ֻ���ڿ���Ni��Ľ���������(Ni,Au)3Sn2��������IMC�������ϻ������˻�ʱ���ӳ���1000 h�� IMC���Ƚ�С����ƽ�������������Ľ��������á���ͼ5�����Է��֣�(Ni,Au)3Sn2����������(Au,Ni)Sn�࣬YOON��[1]�о�����(Ni,Au)3Sn2����������ĺ����е�(Au,Ni)Sn�࣬���º����ڲ��������ࡣ
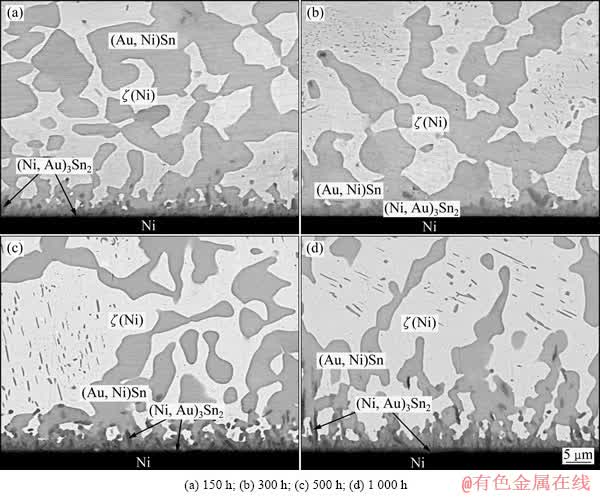
ͼ5 AuSn20/Ni������150 ���ϻ��˻�ͬʱ�������֯
Fig. 5 Microstructures of AuSn20/Ni joints aging at 150�� for various times
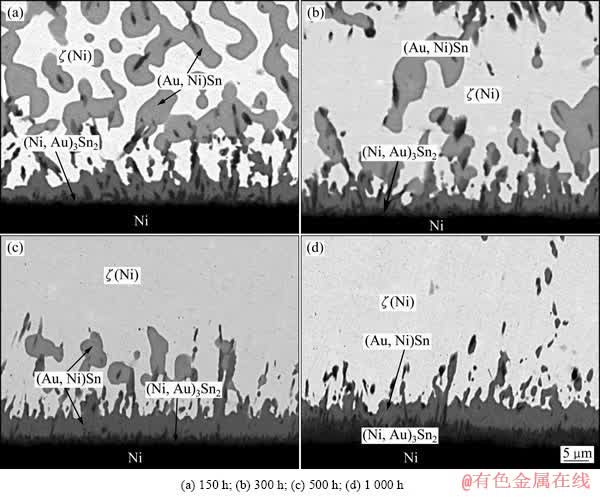
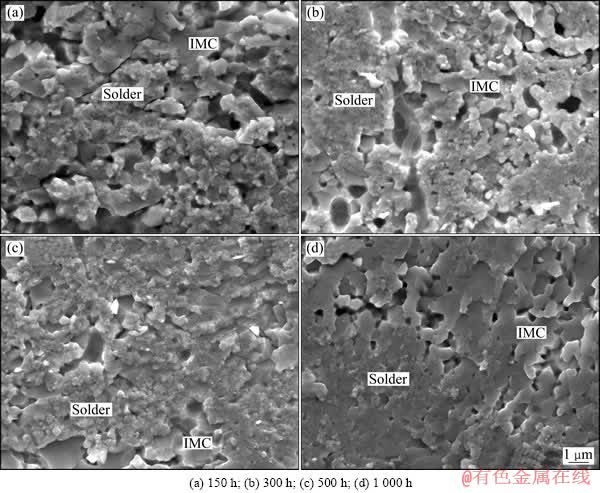
ͼ6 AuSn20/Ni������200 ���ϻ��˻�ͬʱ�������֯
Fig. 6 Microstructures of AuSn20/Ni joints aging at 200 �� for various times
ͼ6��ʾΪAuSn20/Ni������200 ���ϻ��˻�ͬʱ�������֯����ͼ6�ɼ�����150 ��ʱ������֯��ȣ���ʱ���������֯�仯�ϴ������˻�ʱ���ӳ�������IMC��ĺ����������-AuSn����С�������й���������Ni�Ħ����������˻�ʱ���ӳ���500 hʱ����-AuSn��ȫ��������Ǩ�ƣ���(Ni,Au)3Sn2���Ϸ��γ�������(Au,Ni)Sn�㣬��ͼ6(c)��ʾ�����˻�ʱ���1 000 h�����ڲ������Ǧ�(Ni)�����壬(Ni,Au)3Sn2���Ϸ���(Au,Ni)Sn���ȼ�С����ͼ6(d)��ʾ����200 �����˻𣬻������Niԭ�ӵ���ɢ�ٶȼӿ죬�����˺���Ľ��淴Ӧ����˽���(Ni,Au)3Sn2��ĺ�����˻�ʱ����ӳ��нϴ���ȵ���������(Ni,Au)3Sn2������������˺����е�(Au,Ni)Sn����(Au,Ni)Sn���ɦ�-AuSn�γɵģ��������Ц�-AuSn��������ȫ��(Au,Ni)Sn��ĺ�Ȳ������˻�ʱ����ӳ��������������Niԭ��ȴ��������(Ni,Au)3Sn2������������ɢ����(Ni,Au)3Sn2/(Au,Ni)Sn���洦��Niԭ����(Au,Ni)Sn��Ӧ��������(Ni,Au)3Sn2��[5]����ˣ�(Au,Ni)Sn ��ĺ����С����(Ni,Au)3Sn2��������
2.3 �ϻ��˻��AuSn20/Ni�������ǿ�ȵ�Ӱ��
ͼ7��ʾΪ�˻��¶Ⱥ�ʱ���AuSn20/Ni�������ǿ�ȵ�Ӱ�졣��ͼ7�п��Կ������ϻ��˻����ļ���ǿ�����͡�150 ���˻�ĺ���ǿ���½��ϻ�����200 ���˻�ĺ������ǿ�ȼ���ֱ���½���������150~500 h�˻��ǿ���½��ٶȽϿ죬�˻�500~1 000 h��ǿ���½�������

ͼ7 AuSn20/Ni����150 ���200 ���˻�ͬʱ���ļ���ǿ��
Fig. 7 Shear strength of AuSn20/Ni aged at 150 �� and 200 �� for various times
��AuSn20/Ni������300 ��ǥ��90 sʱ������/Ni����IMC���Ƚ�С�����ҽ��������ã���ˣ������ڲ����Ե�ϸС������֯��Ϊ����������ܵı������ڡ���ʱ��������ж��ѷ����ں����ڲ����Ͽ���ò��ͼ8��ʾ�����ں��Ͻϱ�������������(Ni,Au)3Sn2����ɢ�ֲ�����һ����ǿ�����ã���˺���ļ���ǿ�Ƚϸߡ���150 ���˻���ϵĹ�����֯��ʧ�������ڲ��γɦ�(Ni)�����壬���Խ��ͣ����洦���Ե�IMC (Ni,Au)3Sn2��ۼ�����ʹǿ���½�����˺���ǿ�ȵı��������ɺ����ڲ�ת�Ƶ��߽硣������(Ni,Au)3Sn2���Ƚ�С���������Է������ڲ�����ˣ�����ļ��ж��ѷ����ں���/IMC���洦����Ͽ���ò��ͼ9��ʾ������150 ���˻��ļ���ǿ���Ǻ��Ϻ�IMC����ѧ�����Լ�����/IMC������ǿ�ȹ�ͬ���õĽ������150 ���˻�150~1 000 h���������֯�仯��С������(Ni,Au)3Sn2����������С�����Ժ���ļ���ǿ���½����Ƚ�С��

ͼ8 AuSn20/Ni����300 ��ǥ��90 s�ļ��жϿ���ò
Fig. 8 SEM fracture morphologies of AuSn20/Ni joints reflowed at 300 �� for 90 s
ͼ10��ʾΪAuSn20/Ni������200���˻�ͬʱ���ļ��жϿ���ò����ͼ10�п��Կ����������˻�ʱ���ӳ�������ļ��ж����ɺ���/IMC������IMC�ڲ�Ǩ�ƣ���������ļ���ǿ����ȡ���ڽ���IMC������ܡ���200 ���˻�150 h�����γ������Ĵ���(Ni,Au)3Sn2�㣬���ں�Ƚ�С����˶��ѻ�����150 ���˻�ĺ������ơ��ڼ��й����к����ؾ��緢�����Զ��ѣ���ͼ10(a)��ʾ�������˻�ʱ���ӳ���(Ni,Au)3Sn2���������ľ����Ϊ���ж��ѵ�����Դ�������˺���Ķ��ѣ��γɱ��ǿ���״�ĶϿ���ò������ļ���ǿ��ֱ���½�����ͼ10(b)��(c)��ʾ�����˻�ʱ���ӳ���1 000 hʱ��(Ni,Au)3Sn2���������ԣ��ڴ�����������������ѣ��γɶ��ѽ����棬��ʱ����ȫ��������IMC�ڲ�������ļ���ǿ�Ƚ�һ���½�����ͼ10(d)��ʾ��������AuSn20/Ni�����У�����(Ni,Au)3Sn2��ľۼ�����IMC��������ֱ�ӵ��º���ļ���ǿ�Ƚ��͡��Ӻ������ѧ�ɿ��Է��濼�ǣ�AuSn20/Ni���㲻�ʺ���200 �������¶��³�ʱ����ۡ�
ͼ9 AuSn20/Ni����150 ���˻�ͬʱ��ļ��жϿ���ò
Fig. 9 SEM fracture morphologies of AuSn20/Ni joints aged at 150 �� for various times
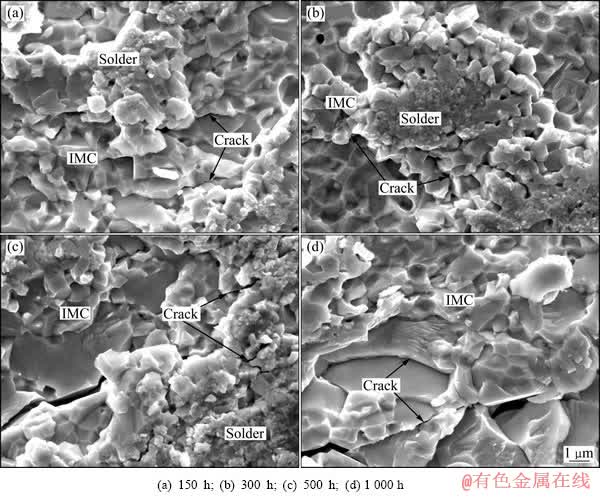
ͼ10 AuSn20/Ni����200 ���˻�ͬʱ��ļ��жϿ���ò
Fig. 10 SEM fracture morphologies of AuSn20/Ni joints aged at 200 �� for various times
3 ����
1) AuSn20/Ni������300 ��ǥ��90 s�����ڲ�������״�ơ�-Au5Sn+��-AuSn������֯���ֻ���(Au,Ni)5Sn��(Au,Ni)Sn����״ (Ni,Au)3Sn2�ࡣ����/Ni���������ã�����ļ��ж��ѷ����ں����ڲ���ǿ�Ƚϸߡ�
2) ������150 ������ϻ��˻�ʱ�� ������֯�����洦(Ni,Au)3Sn2 IMC���������˻��ӳ��仯��С������ļ���ǿ�����˻�ʱ���ӳ���47 MPa�½���43 MPa��
3) ��200 ������ϻ��˻�ʱ��AuSn20/Ni�Ľ��洦(Ni,Au)3Sn2��ۼ�����IMC���������º���ļ���ǿ�����˻�ʱ���ӳ���47 MPa�½���36 MPa���Ӻ�����ѧ�ɿ��Է��濼�ǣ�AuSn20/Ni���㲻����200 �漰���ϳ�ʱ����ۡ�
REFERENCES
[1] YOON J W, CHUN H S, JUNG S B. Liquid-state and solid-state interfacial reactions of fiuxless-bonded Au-20Sn/ENIG solder joint[J]. Journal of Alloys and Compounds, 2009, 469: 108-115.
[2] �� ��, ��ķ������, �������µ�, ������. �������ϼ����ڵ���������װ�����е�Ӧ��[J]. �������װ, 2005, 5(8): 5-8.
ZHOU Tao, BOBAL T, OUD M, JIA Song-liang. An introduction to eutectic Au/Sn solder alloy and its preforms in microelectronics/optoelectronic packaging applications[J]. Electronics & Packaging, 2005, 5(8): 5-8.
[3] �����, �µ�Ȩ, ������, �� ��. ���ӷ�װ�ý����Ͻ�ǥ��[J]. �����, 2005, 26(1): 62-65.
LIU Ze-guang, CHEN Deng-quan, LUO Xi-ming, XU Kun. Gold-tin alloy solder for the package of microelectronics[J]. Precious Metals, 2005, 26(1): 62-65.
[4] LEE K A, JIN Y M, SOHN Y H. Continuous Strip casting, microstructure and properties of Au-Sn soldering alloy[J]. Metals and Materials International, 2011, 17: 7-14.
[5] YOON J W, JUNG S B. Investigation of interfacial reaction between Au-Sn solder and Kover for hermetic sealing application[J]. Microelectronic Engineering, 2007, 84: 2634-2639.
[6] CHUNG H M, CHEN C M, LIN C P, CHEN C J. Microstructural evolution of the Au-20wt.%Sn solder on the Cu substrate during reflow[J]. Journal of Alloys and Compounds, 2009, 485: 219-224.
[7] �����, �µ�Ȩ, �� ��, ������, ����ά. D-KH���Ʊ������Ͻ����֯��ṹ[J]. �����, 2005, 26(3): 30-33.
LIU Ze-guang, CHEN Deng-quan, XU Kun, LUO Xi-ming, CHEN Liang-wei. Structure analysis of gold-tin alloy prepared by D-KH method[J]. Precious Metals, 2005, 26(3): 30-33.
[8] �����, ������, �µ�Ȩ. ���������Ͻ������췽��: �й�, 03105811.6[P]. 2003-7-25.
LIU Ze-guang, LUO Xi-ming, CHEN Deng-quan. A prepared process of weld eutectic Au-Sn alloy: China, 03105811.6[P]. 2003-7-25.
[9] YOON J W, CHUN H S, NOH B I, KOO J M, KIM J W, LEE H J, JUNG S B. Mechanical reliability of Sn-rich Au-Sn/Ni flip chip solder joints fabricated by sequential electroplating method[J]. Microelectronics Reliability, 2008, 48: 1857-1863.
[10] XIA Y H, XIE X M. Reliability of lead-free solder joints with different PCB surface finishes under thermal cycling[J]. Journal of Alloys and Compounds, 2008, 454: 174-179.
[11] YOON J W, CHUN H S, KOO J M, LEE H J, JUNG S B. Microstructural evolution of Sn-rich Au-Sn/Ni flip-chip solder joints under high temperature storage testing conditions[J]. Scripta Materialia, 2007, 56: 661-664.
[12] XIA Y H, XIE X M. Endurance of lead-free assembly under board level drop test and thermal cycling[J]. Journal of Alloys and Compounds, 2008, 457: 198-203.
[13] LI D, LIU C Q, CONWAY P P. Characteristics of intermetallics and micromechanical properties during thermal ageing of Sn-Ag-Cu flip-chip solder interconnects[J]. Materials Science and Engineering A, 2005, 391: 95-103.
[14] YOON J W, CHUN H S, JUNG S B. Correlation between interfacial reactions and shear strengths of Sn-Ag-(Cu and Bi-In)/ENIG plated Cu solder joints[J]. Materials Science and Engineering A, 2008, 483/484: 731-734.
[15] YOON J W, JUNG S B. Interfacial reactions and shear strength on Cu and electrolytic Au/Ni metallization with Sn-Zn solder[J]. Journal of Material Research, 2006, 21: 1590-1599.
[16] MASSALSKI T B. Binary alloy phase diagrams[M]. Materials Park: ASM International, 1990: 433.
[17] ANHOCK S, OPPERMANN H, KALLMAYER C, ASCHENBRENNER R, THOMAN L, REICHEL H. Investigations of Au/Sn alloys on different end-metallizations for high temperature applications[C]//Proceedings of the 22nd IEEE/CPMT International Electronics Manufacturing Technology Symposium, Berlin, Germany. New York: IEEE, 1998: 156-165.
[18] LAURILA T, VUORINEN V, KIVILAHTI J K. Interfacial reactions between lead-free solders and common base materials[J]. Materials Science and Engineering R, 2005, 49: 1-60.
(�༭ ��ѧ��)
������Ŀ�����Ҿ�Ʒ������Ŀ(JPPT-125-GH-039)
�ո����ڣ�2012-06-20�������ڣ�2013-05-09
ͨ�����ߣ����ճ������ڣ���ʿ���绰��0731-88836638��E-mail��wrc910103@163.com
ժ Ҫ�����û����������Ʊ�AuSn20/Ni���㣬ͨ��ɨ���������(SEM)��������(EDX)�о�AuSn20/Ni������淴Ӧ������̽���˻��¶Ⱥ�ʱ���AuSn20/Ni��������֯�ͼ���ǿ�ȵ�Ӱ�졣���������AuSn20/Ni������300 ��ǥ��90 s�����ڲ������ơ�-Au5Sn+��-AuSn������֯�Ͱ�״(Ni,Au)3Sn2�ࡣ������150 ���˻�ʱ�����淴Ӧ�ٶȽ����������仯����(IMC)���������˻�ʱ���ӳ�������������ļ���ǿ�����˻�ʱ���ӳ��н�С�����½�����200 ���˻�ʱ��AuSn20/Ni�Ľ��淴Ӧ�ٶȽϿ죬����/Ni�����γ�(Au,Ni)Sn+(Ni,Au)3Sn2����IMC�㡣����ļ���ǿ�����˻�ʱ���ӳ��ʽϴ�����½����Ӻ�����ѧ�ɿ��Է��濼�ǣ�AuSn20/Ni���㲻����200 �漰�����¶ȳ�ʱ����ۡ�
[3] �����, �µ�Ȩ, ������, �� ��. ���ӷ�װ�ý����Ͻ�ǥ��[J]. �����, 2005, 26(1): 62-65.
[7] �����, �µ�Ȩ, �� ��, ������, ����ά. D-KH���Ʊ������Ͻ����֯��ṹ[J]. �����, 2005, 26(3): 30-33.
[8] �����, ������, �µ�Ȩ. ���������Ͻ������췽��: �й�, 03105811.6[P]. 2003-7-25.
[16] MASSALSKI T B. Binary alloy phase diagrams[M]. Materials Park: ASM International, 1990: 433.
