
���±�ţ�1004-0609(2010)06-1149-06
Super-Ni���㸴�ϲ�����18-8��TIG����ͷ��������֯
�Ĵ���1, ���ǽ�1, 2, U.A. Puchkov2, �� ��1
(1. ɽ����ѧ ����Һ�̽ṹ�ݱ���ӹ��������ص�ʵ���ң����� 250061;
2. Department of Materials Science, Bauman Moscow State Technical University, Moscow 105005, Russia)
ժ Ҫ��
������˿�ټ�벻���(TIG)�����Ը����Ƚ�Ϊ0.3 mm��Super-Ni���㸴�ϲ�����18-8����ֽ��к������顣����Ժ��������֯����Ӳ�ȡ��ۺ�������Ԫ�طֲ��Ƚ��з�����������������㸴�ϲ����뺸���γɿɿ����ۺϣ�Super-Ni������ۺ�����������Ӳ������(HM190)��18-8����ֲຸ�����Ӳ�ȵ��ڲ����ĸ�ĵģ��������Ӱ��������Ӳ�����(290 HM)�������һ����Ӱ�����γɦ��������̼����������ĸ���뺸����γ�Fe��NiԪ�ص����Թ��ɣ����㸴�ϲ��ϲ�Ԫ�ع�������Ŀ���Ϊ80~85 ��m��18-8����ֲ�Ԫ�ع�������Ŀ���ԼΪ20 ��m��������Ӧʹ�ټ�벻�ƫ��18-8�����һ�࣬�Ա���Ni����Ĺ�������
�ؼ��ʣ�
���㸴�ϲ������ټ�벻���������֯��Ԫ�طֲ����ۺ�����
��ͼ����ţ�TG 457.19���� ���ױ�־�룺A
Microstructure of welding zone of super-Ni laminated composite and 18-8 steel TIG joint
XIA Chun-zhi1, LI Ya-jiang1, 2, U.A. Puchkov2, WANG Juan1
(1. Key Laboratory for Liquid-Solid Structural Evolution and Processing of Materials, Ministry of Education,
Shandong University, Ji��nan 250061, China;
2. Department of Materials Science, Bauman Moscow State Technical University, Moscow 105005, Russia)
Abstract: Super-Ni laminated composite (with 0.3 mm-thick cover layer) and 18-8 stainless steel were welded with filler alloy by tungsten inert gas welding (TIG). The microstructure, microhardness and element distributions in the welding zone were analyzed. The results show that a valid connection forms between the laminated composite and the weld metal, the microhardness (190 HM) near the fusion zone of Super-Ni cover layer side increases. The microhardness of the welding seam region on 18-8 steel side is lower than that of the base metal, and the highest microhardness (290 HM) appears in the heat-affected zone (HAZ) of 18-8 steel. �� ferrite and carbide phase form on the HAZ of 18-8 steel side. The transition of Fe and Ni elements obviously occurs between the base metal and the weld, with 80-85 ��m-wide transition zone near the laminated composite side and about 20 ��m-wide transition zone near the 18-8 steel side. In the welding process, the welding tungsten arc should be controlled towards the 18-8 steel side to avoid excessive melting loss of the Ni cover layer.
Key words: laminated composite; tungsten inert gas welding; microstructure; element distribution; fusion zone
���ºϽ���ж��ص���������ѧ���ܣ����Ⱥ���ʴ��ǿ����ʯ�ͻ��������պ��������õ��㷺Ӧ�á�Super-Ni���㸴�ϲ����ǽ�������չ������һ�������½ṹ����[1-3]����ĩұ��Ni-Cr���ϵ��о�ʼ��20����60��70����������Ʊ���������������[4-6]�������������о��ĵ��㸴�ϲ������ɳ������Ͻ�Super-Ni�����NiCr�������ѹ�Ƴɵĵ���塣���ֽ����²��������Բ���(�������Ͻ�)ѹ�Ƴɵĵ��㸴�ϲ��ϴ�һ���־��ܵ�ŷ��������˹�ȷ�����ҵ����ӡ�Ŀǰ��������ָ����Ƚ�0.2~0.3 mm�ĸ��µ��㸴�ϲ��ϵĺ�����[7]�о��ʼ��������������϶���о�����Դ�ͳ�Ĵ�ߴ縴�ϰ�(�����ȣ�2 mm)�ģ���ÿ�����о��б��ʵIJ�ͬ��
��ĩұ������ĺ�����������ڲ����ڵĿ�϶�����ϵ�����ܶ��йأ����봫ͳ���켰��������ĺ��Ӳ�ͬ����ĩұ������ĺ��ӣ���20����90��������20����������Ҫ��չ[8-10]�����ݷ�ĩұ���������ܶȵĴ�С������ѡ��ͬ�ĺ��ӹ���[10-11]��ͨ���ϸ���ƺ��ӹ��ղ�����ѡ��ƥ��ĺ������Ͻ�����Ч����ĸ�ĵ��ۺϱ��Լ������������ƵIJ�����ʵ��������ĩ�Ͻ�ĺ��ӣ���þ����������ܵĺ� ��[9, 12 -13]��
Super-Ni���㸴�ϲ�������������Ľṹ��ʽ���Ͻ���ɣ�����ʱ���нϴ�����������ԣ����ҵ��㸴�ϲ��ϵ�Super-Ni������������������ʲ�ͬ��ʹ�亸�ӳ����кܴ���Ѷ�[14-16]���������߲�����˿�ټ�벻���(TIG)��һ�����͵��㸴�ϲ���Super- Ni/NiCr��18-8����ֽ��к��ӣ�������ͼ������ǡ���Ӳ�ȼơ�����̽��(EPMA)�ȣ��Ժ��ӽ�ͷ����֯����Ӳ�ȼ�Ԫ�ع��ɽ����о���
1 ʵ��
���������õĵ��㸴�ϲ������ɳ������Ͻ�Super-Ni����(Ni%��99.5%)��Ni80Cr20����ͨ������ս�-ѹ�ƶ��ɵĵ���壬��һ�����͵ĸ��½ṹ���ϡ�Super-Ni���㸴�ϲ��ϵ���������ԼΪ0.3 mm��NiCr������ԼΪ2.0 mm�������Ϊ18-8�����岻��֣�����Cr25-Ni13ϵ�Ͻ�˿��Ϊ��������������18-8�����岻��ּ�Cr25-Ni13��˿�Ļ�ѧ�ɷ����1���С�
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of experimental materials

�����в�����˿�ټ�벻���(TIG)ʵ�ֵ��㸴�ϲ���Super-Ni/NiCr��18-8�����֮������ӡ�����ʱ��Ҫ�ϸ����������룬�����Ƶ绡����ָ��18-8�����һ�ࡣ�����в��õĺ��Ӳ������£����ӵ���79~81 A�����ӵ�ѹ10~12 V�������ٶ�0.2 cm/s���������8 L/min������ǰ��ȡ�ϸ��������ʩ�����ĸ�ĺͺ�˿��������������Ĥ��Super-Ni/NiCr���㸴�ϲ��Ϻ�18-8�����ƽ��Խӵ�װ���϶������0.3 mm���¡�
���������и����Super-Ni/NiCr���㸴�ϲ�����18-8��������ֲ���TIG����ͷ����ȡ�������Ʊ���ϵ�н�����������HCl+HNO3+CH3COOH(�����1?3?4)�����Һ��ʴ���ӽ�ͷ����֯������XQF-2000��ͼ������Ƕ�TIG����ͷ��������֯���й۲�ͷ���������JXA-8800R�͵���̽����������(EPMA)�ⶨ��ͷ�ۺϹ�������Ԫ�طֲ���
2 ��������
���㸴�ϲ�������������ĸ���ṹ��ʽ��ʹ�ú��ӽ�ͷ�����ֱ�ø��ӡ�Super-Ni/NiCr���㸴�ϲ�����18-8��������ֲ��Ͻ�ͷ��������ͼ1��ʾ����ͷ����Ϊ4�����͵�����1) Ni������ۺ���(����)��2) Ni80Cr20������ۺ���(����)��3) 18-8����ֲ��ۺ���(����)��4) ����������(����)����˿�ټ�벻������γɾ���һ��������ȹ��ɵĺ��졣Super-Ni�����뺸���ۺ����ã��������ƽ����࣬Ni80Cr20�����뺸������γ����õĹ��ɡ�
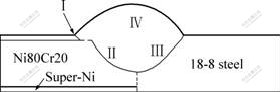
ͼ1 Super-Ni���㸴�ϲ�����18-8�����TIG����ͷ�����ʾ��ͼ
Fig.1 Cross section of TIG joint of laminated composite and 18-8 steel
���㸴�ϲ��ϲ��ۺ���������֯��ͼ2��ʾ����ͼ2��֪��Super-Ni�����뺸������ۺ����á�Super-Ni��������ñ�����������ڱ��ֵ��㸴�ϲ������е����Ⱥ���ʴ���ܡ����ں��ӵ绡�¶��ݶȵ����ã������ۺ����ĺ�����֯����ϸС��������Ni80Cr20�����Ͻ����������γɲ����ۺϡ�Ni80Cr20������ۺ�����ͼ2(b)��ʾ���볣����������ºϽ�ͬ��Ni80Cr20��������������Ĺ���״�ṹ�����ۺ�����֯��̬Ҳ�볣��ĺ��ӽ�ͷ��ͬ��
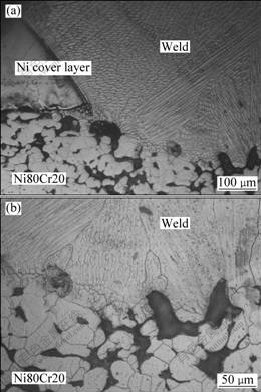
ͼ2 Super-Ni���㸴�ϲ���һ���ۺ���������֯
Fig.2 Microstructures of fusion zone near Super-Ni/NiCr composite: (a) Transition zone near Super-Ni cover layer; (b) Transition zone near NiCr base layer
18-8�����һ���ۺ���������֯��ͼ3��ʾ����ͼ3��֪������ֲຸ�������ã�����ƽ�����ɵ��ۺ�����18-8�������Ӱ������֯�ǰ�����(��)��������(��)�����ڸ��¼������ã��������Ӱ�������������������¦������弰̼����������������֯����״����̬��ֱ���ۺ���������

ͼ3 18-8����ֲ��ۺ���������֯
Fig.3 Microstructure of fusion region near 18-8 steel
Super-Ni���㸴�ϲ�����18-8����ֺ���ʱ��Ҫ����Ni��������NiCr�����ۺϲ�����м���֯���������⡣�ں��ӹ����У�Super-Ni������������������ȣ������ȵ���(67.4 J/(cm?S?��))Զ����Ni80Cr20���㼰18-8����ֵ��ȵ��ʡ���ˣ�����ʱѸ���ۻ�����ʹ��������α���������ں��ӵ����ϴ�ʱ�����������𣬴Ӷ����º����ۺϽϲ���������֯��ͼ4��ʾ����ͼ4��֪����������Ϊ�ߴ���ȵĵ���״��������֯�����ں����а�������״�������������۵�ƫ�����ʵĴ��ڣ�ʹ�ú����п��ܳ�����֯�����������еİ�������״��������������֮��Ҳ���ܲ�����֯���������������������ԡ�

ͼ4 ���������֯
Fig.4 Microstructure of weld centre
���㸴�ϲ���ΪNi���ϽϽṹ����18-8����ֺ���ʱ�����������ԽϴԺ������֯�۲췢�֣������г��ֲ�ͬ�̶ȵ������ƣ������ƵIJ����뺸���������ϵ���С����ýϴ�������ĺ��ӽ�ͷ���������ԣ���С����������ĺ��ӽ�ͷ�����������١���ˣ�Ӧ�ϸ���ƺ��������룬�Լ��ٺ��������ƵIJ�����ͬʱ���ý�С������������ټ�벻�(��С������͵绡)���к���ʱ��Super-Ni����������������٣�NiCr�����ڽ���͵ĵ绡��������£�Ҳ�ܸ��õ��ۺϣ�����������ߺ��ӽ�ͷ�����������ܡ�
��Super-Ni���㸴�ϲ����ۺ�����������Ӳ�Ƚ��вⶨ����������ͼ5��ʾ�����õIJⶨ����Ϊ�ձ�Shimadze����Ӳ�ȼƣ��غ�Ϊ0.5 N������ʱ��10 s����ͼ5�ɼ����ۺ�����������Ӳ�ȸ���Super-Ni�����Լ����죬�γ�����Ӳ�ȷ�ֵ��(190HM)����Ϊ�ۺ����ں��ӹ�������ȴ�ٶȿ죬�������̽ᾧ�����ִ�Ӳ�������п����ۺ�������֯�Ļ�ѧ�ɷֲ����ȣ�������֯�������ɷ����Ȼ�����Ӳ��ֵ�仯��С(165HM)��

ͼ5 ���㸴�ϲ��ϲ��ۺ�������������֯����Ӳ�ȷֲ�
Fig.5 SEM image and microhardness distribution near fusion zone of laminated composite side: (a) SEM image showing testing location; (b) Microhardness profile
18-8�����һ���ۺ�������������֯����Ӳ�ȷֲ���ͼ6��ʾ���ⶨ��������㸴�ϲ���һ�����ͬ����18-8����ֲ��ۺ�����������Ӱ����������Ӳ�ȷ�ֵ(290HM)�����ڲ����ĸ�ļ�����ġ�18-8�����һ����Ӱ�����������������弰̼�����ʹ��Ӳ�����ߡ����쿿���ۺ���������Ӳ��ֵҲ�нϴ�������Ҫ�벻���ĸ�����뺸����ɵĻ�ѧ�ɷֲ������йء�
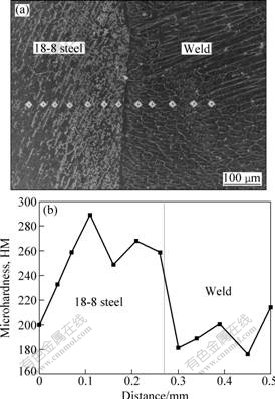
ͼ6 18-8����ֲ��ۺ���������SEM����Ӳ�ȷֲ�
Fig.6 SEM image and microhardness distribution near fusion zone of 18-8 steel side: (a) SEM image showing testing location; (b) Microhardness profile
�����ۺ�������֯������Ԫ�ع����кܴ��ϵ������JXA-8800R�͵���̽����������(EPMA)�Ե��㸴�ϲ����ۺ�����Ԫ�طֲ����в��ԣ������ͼ7 ��ʾ���Ե��㸴�ϲ����뺸��ĵ���Ԫ�طֲ����з������֣�ĸ���뺸��֮���γ��˿�80~85 ��m��Ԫ�ع�������FeԪ�شӺ�����ĸ����ɢ����NiԪ�������෴����ĸ��������ɢ��CrԪ�������Ե���ɢ����Fe��Ni��Cr��3����ҪԪ�ص���ɢ����������ĸ�ļ������ú�˿�е�Ũ���ݶȷ���һ�¡����������ĸ��֮���Ԫ�ع�����Ϊ�������γ��ȶ����ۺ������Ӷ���֤���������ĸ��֮���γ���Ч��ұ�����ӡ���ĸ�Ĺ��ɵ������е�NiԪ���뺸���е�Fe��CrԪ���γɦù����塣

ͼ7 ���㸴�ϲ��ϲ��ۺ���������SEM��Ԫ�طֲ�
Fig.7 SEM image of element distribution near fusion zone of laminated composite: (a) SEM image showing measured location; (b) Element distribution
18-8����ֲ��ۺ�������������֯��Ԫ�طֲ���ͼ8��ʾ����ͼ8��֪��������Ni��������18-8�����ĸ����Ni��������ˣ�Fe��NiԪ���γ�����18-8���������������Թ��ɣ���ͼ8(b)��õĹ����������ԼΪ20 ��m����Ȼ18-8�����ĸ����Cr25-Ni13��������Cr������ͬ������ΪCrԪ����ɢ�ٶ�������MnԪ�غ����ܵͣ���18-8�����ĸ��������Cr��MnԪ�غ����仯������ɢ�����ԡ������Ϸ�����֪�����������18-8�ֺ���ʱ��Fe��NiԪ���ں��������ۺ������γ������ԵĹ��ɡ�

ͼ8 18-8����ֲ��ۺ���������SEM��Ԫ�طֲ�
Fig.8 SEM image and element distribution near fusion zone of 18-8 steel: (a) SEM image showing measured location; (b) Element distribution
3 ����
1) ������˿�ټ�벻�����ʹSuper-Ni���㸴�ϲ����뺸���ۺ����ã��������ƽ����ࡣNiCr�����뺸���γɿɿ����ۺϣ���������Ӧʹ�ټ�벻�ƫ��18-8�����һ�࣬����Super-Ni�����ۺ�����������
2) Super-Ni������ۺ�����Ӳ������(190 HM)�����㸴�ϲ���һ�ຸ�����Ӳ�ȱ仯��С��18-8�����һ�ຸ����Ӳ��ֵ���ڲ����ĸ�ģ��������Ӱ��������Ӳ��ֵ���(290 HM)�������һ����Ӱ�����������������̼���
3) ���㸴�ϲ��ϲ��ۺ����γ������Ե�Ԫ�ع��ɣ�NiԪ����ĸ������ɣ���FeԪ���ɺ�����ĸ�Ĺ��ɣ������������Ϊ80~85 ��m��18-8����ֲ��������Ŀ���ԼΪ20 ��m��Fe��NiԪ�ع������ԡ�
REFERENCES
[1] CORREA E O, COSTA S C, SANTOS J N. Weldability of iron-based powder metal materials using pulsed plasma arc welding process[J]. Journal of Materials Processing Technology, 2008, 198(1/3): 323-329.
[2] ������. δ�����շ���������ҶƬ�òĵ�������ʽ�������㸴�ϲ���[J]. ���չ�����ά��, 2001(5): 10-12.
CHEN Ya-li. Microlaminated composites: The next generation material of turbine blade[J]. Aviation Maintenance & Engineering, 2001(5): 10-12.
[3] �� ��, �� ��, ����˳, ������. �����仯��������㸴�ϲ����о���չ[J]. ���ϵ���, 2007, 21(6): 66-69.
GUO Xin, MA Qin, JI Gen-shun, LIU Long-jiang. The research evolution of intermetallic based laminated composites[J]. Materials Review, 2007, 21(6): 66-69.
[4] BELITSKII M E. A method of manufacture and some properties of sintered 20Cr-80Ni nichrome[J]. Powder Metallurgy and Metal Ceramics, 1965, 4(9): 741-745.
[5] KUZNETSOV E I, SATANIN V A. Effect of high-temperature oxidation in liquid fuel combustion products on the strength characteristics of sintered sealing material nichrome Kh20N80-boron nitride[J]. Strength of Materials, 1983, 15(12): 1756-1758.
[6] SOROKIN V K. Strength of porous sintered sheet materials[J]. Powder Metallurgy and Metal Ceramics, 1988, 27(2): 171-175.
[7] ����, ���ŷ�, ������, ���½ṹ����[M]. ����: ������ҵ������, 2006.
ZHOU Rui-fa, HAN Ya-fang, LI Shu-suo. High temperature structure materials[M]. Beijing: National Defense Industry Press, 2006.
[8] HAMILL J A. P/M joining processes, materials and techniques[J]. International Journal of Powder Metallurgy, 1991, 27(14): 1-19.
[9] KURT A, ATES H, DURGUTLU A, KARACIF K. Exploring the weldability of powder metal parts[J]. Welding Journal, 2004, 83(12): 34-37.
[10] HAMILL J A. Weld techniques give powder metal a different dimension[J]. Metal Powder Report, 2007, 62(5): 22-24, 26-27, 29-31.
[11] HAMILL J A. What are the joining processes, materials and techniques for powder metal parts?[J]. Welding Journal, 1993, 72(2): 37-37.
[12] CORREA E O, COSTA S C, SANTOS J N. Welding of iron based sintered alloys for structural applications using the pulsed TIG process[J]. CIT Informacion Tecnologica(Chile), 2000, 11(2): 109-115.
[13] CORREA E O, COSTA S C, SANTOS J N. Studies on weldability of iron-based powder metal alloys using pulsed gas tungsten arc welding process[J]. Journal of Materials Processing Technology, 2009, 209(8): 3937-3942.
[14] OJO O A, RICHARDS N L, CHATURVEDI M C. Study of the fusion zone and heat-affected zone microstructures in tungsten inert gas-welded INCONEL 738LC superalloy[J]. Metallurgical and Materials Transactions A, 2006, 37(2): 421-433.
[15] �¹���, �ű���, �ξ�ɽ, �뼪��. TiAl ���Ͻ����������ͷ��֯��ת�����[J]. ����ѧ��, 2007, 28(5): 81-84.
CHEN Guo-qing, ZHANG Bing-gang, HE Jing-shan, FENG Ji-cai. Microstructure and transformation of electron beam welded joints of TiAl base alloy[J]. Transactions of the China Welding Institution, 2007, 28(5): 81-84.
[16] ·�Ľ�, ��β�ΰ�, �����Ͷ�. �����Ͻ���Ӱ������Һ������������[J]. ����ѧ��, 1993, 14(3): 186-194.
LU Wen-jiang, NAKAO Y, KENJI S. Susceptibility of liquation crack in HAZ of nickel base alloys[J]. Transactions of the China Welding Institution, 1993, 14(3): 186-194.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50874069)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(200804220020)
�ո����ڣ�2009-06-18�������ڣ�2010-01-30
ͨ�����ߣ����ǽ������ڣ���ʿ���绰��0531-86656082��E-mail: yajli@sdu.edu.cn
