
�ֹ��ĥѹ��������Ӱ�����
���ɣ���£����������ٵ�
(������ͨ��ѧ ��е����ӿ��ƹ���ѧԺ��������100044)
ժ Ҫ��
ҵ���������ڳ����ζ��Լ��ֹ�IJ�ƽ˳��ԭ��������ĥ��ѹ���������Ӷ�Ӱ���ĥ�����������¸ֹ����ˡ�Ϊ�о����ֹ��ĥѹ�������ķ������ӹ����������֣��Ըֹ��ĥ��ҵϵͳ�Լ���ҵ���̽��з�����������ĥѹ���������ѧģ�ͣ�ͨ��ģ�ͷ���Ӱ���ĥѹ����������Ҫ���أ���ͨ����ֵ����Ըı��ĥ������ǻ�ݻ�����ĥ��Ԫ��������Դѹ������ѹ������Ӱ�����Ч�Խ�����֤��
�ؼ��ʣ�
�ֹ��ĥ������ϵͳ��ģ����ĥѹ��������
��ͼ����ţ�TD853.391 ���ױ�־�룺A ���±�ţ�1672-7207(2013)08-3546-06
Grinding pressure fluctuation of rail grinding
NIE Meng, LI Jianyong, SHEN Haikuo, ZHI Shaodan
(School of Mechanical & Electronic Control Engineering, Beijing Jiaotong University, Beijing 100044, China)
Abstract: During the rail grinding operation, the pressure fluctuation caused by vehicle vibration and track irregularities will affect the grinding quality or damage the rail even worse. To find out how to reduce the pressure fluctuation, based on the working mechanism of the rail grinding operation process, the mathematical model of the grinding pressure was built, which is the output of the grinding control system. According to the model, the main factors affecting the grinding pressure include non-rod cylinder capacity of the chamber, quality of the grinding motor and pressure of the air supply. The mathematical simulation verifies that by changing these factors the pressure fluctuation can be effectively reduced.
Key words: rail grinding; pneumatic system modeling; grinding pressure fluctuations
�ֹ��ĥ�г��Ǹ��١�������·������Ҫ����װ���������ҹ�������·�ͳ��й����ͨ�����Ѹ�ͷ�չ���ֹ��ĥ�г���������������[1]�����ڵĴ�ĥ�г���PGM48/3���ͺ��ڴ�ĥѹ��������������Һѹ�����ķ�ʽ[2]�����������������������ķ�չ�������䱾������ѹ����˳�Ժá����ȸߵ��ص㣬�ڸֹ��ĥ����������ȡ��Һѹ����ϵͳ������[3]����Ŀǰ���������Ƚ���GMC-96�ֹ��ĥ�г����Ѳ�������������Ϊ��ĥѹ������ķ�ʽ[4]��Ȼ�����ڸֹ��ĥ��ҵ�����г����ζ��Լ��ֹ�������ƽ˳��ԭ������Ĵ�ĥѹ������[5]�����ջᵼ�´�ĥ��ĸֹ���һЩ��ҵ�ضη������ֲ�ƽ˳���������[6]����ˣ��Ըֹ��ĥ������Ӱ������ϵͳ��ĥѹ��������������ؽ����о����ڸֹ��ĥ�г�����������Լ���ߴ�ĥ����������Ҫ�����塣��������ϵͳѹ����λ������������о��빤��Ӧ�þ��������⼸ʮ��IJ��Ϸ�չ�õ����ƣ���Ӧ���ڲ�ͬ�����У�Noritsugu��[7]������λ���ŷ�����ϵͳ������ѹ������������ѹ�����Ź۲����Լӿ�ϵͳ���⸺�������ŵ���Ӧ�ٶȣ�Sanville[8]��ͨ�����ڵ������������̽���Ϊ��������ͨ��������ܵ�һά������ͨ�Ӷ��õ�����������ʽ�����Ƶ�[9]ͨ����ѹ�������ѹ�������ƽ��з����ó�һϵ�и�ѹ��������������Ԫ���� ��[9]�������[10]���û�ģ��ṹ���Ʋ��ԣ��Բ���ѹ��������������ϵͳ����λ���ŷ����ƣ�Lin��[11]�������ĵ�/������ϵͳ�Ľ�ģ�������о����ƿ���[12]����������������н�ģ����棬���Է������������������ҪӰ�����ء���Щ�о����ڱ��ĵĽ�ģ���������һ����ָ�����ã�Ȼ������������о�����ľ����ԣ����ڸֹ��ĥ������ȫ���á��������߽����˵�����ĥͷ��ĥ��ҵ����������ϵͳ��ĥѹ���������ѧģ�ͣ����Ը���ѧģ�ͽ������Ի��������������ĥ���Ŷ����ĥѹ��֮�䴫�ݺ�������ͨ���Դ��ݺ����ķ������ҳ�ϵͳ�ж��ܹ��Դ�ĥѹ��������Ӱ������أ��Ӷ��ҵ���Ч���ƴ�ĥѹ�������ķ������������ϵͳ������������֤��
1 ��ĥ��ҵѹ������ԭ��
��ϵͳӦ���ڸֹ��ĥ�г�����ĥͷ��ĥѹ��������֣�ͨ��������ǻ���и�ǻ���ȵ��������ij���ѹ�����������˱�����ѹ�����ڽ���ʵ�ֵ���������ǻѹ��������ǻ��ѹ������Ϊ��������ڴ�ĥɰ���ϴӶ�ʵ�ִ�ĥѹ���������ĥ��ҵ�����У���ͨ�����и�ǻ�˱�����ѹ��ʵ��̧��������������½ӵĴ�ĥ�������ر��и�ǻ�˱�����������ǻ�˱��������ѹ����ϵͳԭ����ͼ1��ʾ��
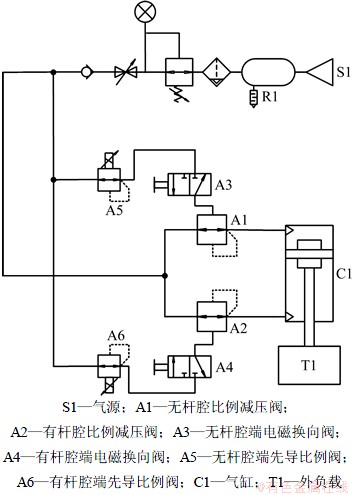
ͼ1 ����ĥͷѹ���������ϵͳ
Fig. 1 Pneumatic system with singles grinding head
2 ����ĥͷ��ҵѹ��ģ��
2.1 ģ�ͼ���
����ʵ�������ܵ��ڶ����ص�Ӱ�죬Ϊ�˱��ڷ������о����ڽ�ģ�����������¼���[13]��
(1) ��������Ϊ�������塣
(2) ����Ķ��������ܺ��Բ��ơ�
(3) ���������״̬Ϊ���ȹ��̡�
(4) ������������������
2.2 ģ�ͽ���
��ϵͳ��ѧģ�������¼�������ɡ�
2.2.1 ��������ƽ�ⷽ��
����ţ�ٵڶ����ɣ�������������ƽ�ⷽ�̣�
 (1)
(1)
ʽ�У�AaΪ��ǻѹ�������棻AbΪ�и�ǻѹ�������棻PaΪ��ǻ��ѹ����PbΪ�и�ǻ��ѹ����MΪ����������ĥ�����������Ϊ������б�Ƕȣ�FΪ���������ĥѹ����aΪ�������������Ŷ��������˶��ļ��ٶȡ�
2.2.2 �и�ǻ��ǻѹ������
�и�ǻ��Ԥ��һ������ڹرգ����ڲ�����ѹ�������������״̬���̣�PV=nRT��
 (2)
(2)
ʽ�У�pb0Ϊ�и�ǻ��ʼԤ��ѹ���� ��pΪ������ѹ����peΪ����ѹ����Vb0Ϊ�и�ǻ��ʼ�����TΪ��ǰ�����¶ȣ�T0Ϊ�����ʼ�¶ȣ�xbΪ��ǻ��ʼ���ȣ�xΪϵͳ�Ŷ���
��pΪ������ѹ����peΪ����ѹ����Vb0Ϊ�и�ǻ��ʼ�����TΪ��ǰ�����¶ȣ�T0Ϊ�����ʼ�¶ȣ�xbΪ��ǻ��ʼ���ȣ�xΪϵͳ�Ŷ��� ��
��
2.2.3 ��ǻ��ǻѹ����������
�����������̣�
 (3)
(3)
ʽ�У�qmΪ��ǻ������mΪ��ǻ��ǻ������VΪ��ǻ��ǻ�������Ϊ��ǻ��ǻ�ܶȡ�
��ǻѹ���ַ��̣�
 (4)
(4)
ʽ�У�qmcpTΪ��λʱ����������ǻ��������dW/dtΪ��λʱ���ڴ�����ǻ��������pdV/dtΪ��λʱ�����ǻ����������pdV/dtΪ����ǻ���������仯�ʣ�WΪ��紫����ǻ��������EΪ��ǻ���������� ��cpΪ�����ѹ�����ݣ�cvΪ������ݱ����ݡ�
��cpΪ�����ѹ�����ݣ�cvΪ������ݱ����ݡ�
��������2�����̽�����ǻ��ǻѹ���������̣�
 (5)
(5)
ʽ�У�RΪĦ�����峣����R=cp-cv��xaΪ��ǻ��ʼ���ȡ�
2.2.4 ��ǻ����������
����Sanville����������[8]��������ǻ�����������̡�
 (6)
(6)
ʽ�У�AΪ������������ƺ�����paΪ��ǻ��ǻѹ����kΪ�������ָ����CtΪ�ٽ�ѹ���ȣ� ��
��
2.3 ϵͳ�Ŷ�-��ĥѹ�����ݺ���
Ϊ���о����ڴ�ĥѹ��������Ӱ���ϵͳ������ѡ���������������Ŷ��������˶��ļ��ٶ���Ϊϵͳ������ֵ����ѹ����Ϊϵͳ���ֵ���������ݺ�����
�Ը�ģ�鷽�̽������Ի�����������ʽ�任��
(1) ���и�ǻ��ǻѹ�����̽������Ի�������С��ѹ���仯����T0��T�ı仯���Բ��ƣ��Է��̽���̩��չ���������ϱ任�ã�
 (7)
(7)
(2) ����ǻ���������̽������Ի��������ϱ任��
 (8)
(8)
ʽ�У� ��
�� ��
��
(3) ����ǻѹ���������̽������Ի�������x+xa������x�������xa���С����Ϊxa��� ���е�pa��Ϊp�������ϱ任��
���е�pa��Ϊp�������ϱ任��
 (9)
(9)
(4) ����ƽ�ⷽ�������ϱ任��
 (10)
(10)
������ϵͳ���ݺ�����


 (11)
(11)
ϵͳ����ͼ��ͼ2��ʾ��
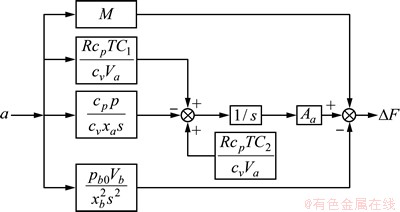
ͼ2 ϵͳ����ͼ
Fig. 2 Block scheme of system
2.4 ģ�ͷ���
ͨ�����ݺ������Կ�������ϵͳΪһ���Ƚϸ��ӵķ�����ϵͳ������������ó������Ի���ѧģ��Ϊ3��ϵͳ��
����ϵͳ����ͼ���Կ�����Ӱ���ĥѹ����������Ҫ��Ϊ3�����֡����й�������Ϊ�������ڣ���Ҫ����Ϊ����������ĥ�������M�����Կ����û��ڶ�ѹ��������ڸ��Ŷ���������ĥѹ���仯��Ϊ��ʱ�û��ڶ���ѹ���������ƶ����ö�����ĥѹ���仯��Ϊ��ʱ�����ã����������Ե����Ŷ�������ò�����ֱ�ӵ���ѹ����������
��ǻ������2�����ֲ������ɣ���1������Ϊ�����������Ļ��ֻ��ڣ���Ҫ����Ϊ��ǻ��ǻ���Va���û��ڶ�ѹ������������Ŷ���ͬʱ����������û��ڶ�ϵͳ���Ӱ�죬���Կ������������Ե����Ŷ���������ǻ�ܹ���Ч����ѹ����������2����Ϊ���и������Ķ����Ի��ڣ���Ҫ����Ϊ��Դѹ��p���û��ڶ�ѹ��������ڸ��Ŷ������������Ե����Ŷ�������ò����ᵼ��ѹ����������
�и�ǻ����Ϊ�����ֻ��ڣ���Ҫ����Ϊ�и�ǻ��ǻ���Vb�Լ��и�ǻ��ʼѹ��pb0���û��ڶ�ѹ��������ڸ��Ŷ������������Ե����Ŷ�������û��ڲ����ᵼ��ѹ��������������
 (12)
(12)
���Կ���������p��M�ı仯���ƶ�ǰ�����ֵı仯���ƶ����ã�������ǻ��ǻ���Vb�ᵼ��ѹ����������
3 ϵͳ����
ѡ��δ���Ի���ϵͳ��ѧģ�ͣ��Ըֹ첨ĥ���������Ŷ�Ϊ��������Matlab��ϵͳ���з��棬���ڸֹ첻ƽ˳�����Ĵ�ĥ�������������˶�[14]����
 (13)
(13)
ʽ�У�AΪ��ĥ��ȣ�vΪ��ҵ�ٶȣ���Ϊ��ĥ������
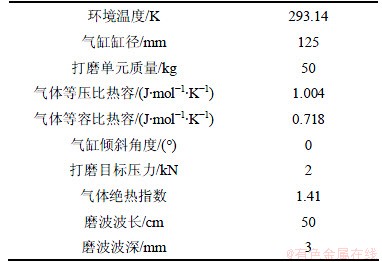
��ز���ѡȡ���1��ʾ��
��1 ����ؼ�����
Table 1 Key parameters of simulation
3.1 ��ǻ��ǻ�����ѹ��������Ӱ��
�趨��ĥ�ٶ�Ϊ8 km/h����Դѹ��Ϊ3.1 MPa������������ĥ�������Ϊ50 kg��ͨ��ѡȡ��ͬ��ǻ��ǻ�������ѹ��������棬ѡȡѹ������Ѿ��ﵽ�ȶ�ʱ��������ͼ3��ʾ��
���ݷ��������жԱȿ��Կ�����������ǻ��ǻ���������ѹ���������ͣ����������ϡ�
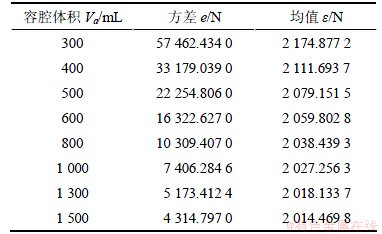
��ѹ���ȶ������ķ������궨��ĥѹ���IJ�����ѡȡ��ͬ��ǻ������з��沢���жԱȣ�������2��ʾ��
��2�� ��
�� (14)
(14)
�������Ϸ��������Ը���һ��������������ǻ����IJ�������ѹ������ķ���������Ͻ��ͣ�ͬʱѹ������ľ�ֵҲ���Ͻ��͡�
ѡȡ��ͬ�ٶ���400~2 000 mL����ǻ������з��棬�����ͼ4��ʾ��
��������ķ��������Խ�ֱ�ӵؿ�������ͬ�Ĵ�ĥ�ٶ��£���ĥѹ������������ǻ��ǻ��������Ͻ��Ͳ��������ȶ���ͬʱ������ǻ���������ͬ�Ĵ�ĥ�ٶȶ��ڴ�ĥѹ��������С����ˣ����ʵ���Χ������Ӧ�ֶ�������ǻ��ǻ���(��������ǻ�˹�·ֱ����)�ܹ���Ч���ʹ�ĥѹ��������
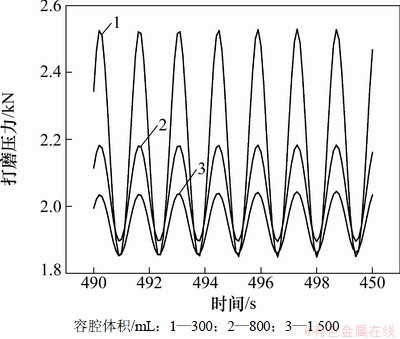
ͼ3 ��ͬ��ǻ����´�ĥѹ���Ա�
Fig. 3 Grinding pressure under different chambers
��2 ��ͬ��ǻ�����ѹ����������ֵ�Ա�
Table 2 Mean value and variance under different chambers
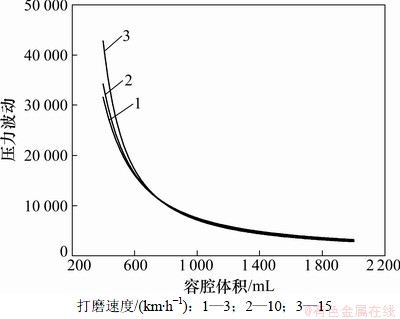
ͼ4 ��ͬ��ĥ�ٶ�����ǻ���-ѹ�������Ա�
Fig. 4 Chamber value-pressure oscillation under different grinding speeds
3.2 ��ĥ��Ԫ������ѹ��������Ӱ��
�趨��ĥ�ٶ�Ϊ8 km/h����Դѹ��Ϊ0.2 MPa����ǻ���Ϊ300 mL��ͨ��ѡȡ��ͬ��ǻ��ǻ�������ѹ��������棬��ͼ5��ʾ��
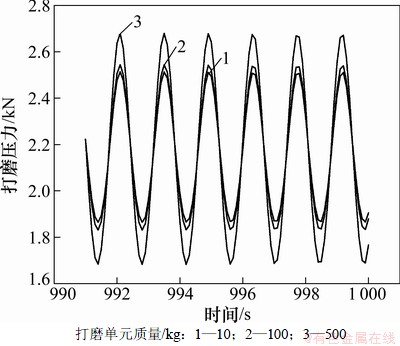
ͼ5 ��ͬ��ĥ��Ԫ�����´�ĥѹ���Ա�
Fig. 5 Grinding pressure under different grinding unit quality
���ݷ�����ѡȡѹ������Ѿ��ﵽ�ȶ�ʱ������(��ͼ5)���жԱȿ��Կ�����ѹ���������Ŵ�ĥ��Ԫ������������������������ϡ�
��ѹ���ȶ������ķ������궨��ĥѹ���IJ�����ѡȡ��ͬ�ٶ��� 10~500 kg��ĥ��Ԫ�������з��棬�����ͼ6��ʾ��
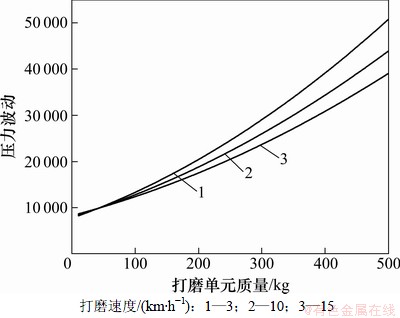
ͼ6 ��ͬ��ĥ�ٶ��´�ĥ��Ԫ����-ѹ�������Ա�
Fig. 6 Grinding unit quality-pressure oscillation under different grinding speeds
��������ķ��������Կ�������ͬ�Ĵ�ĥ�ٶ��£���ĥѹ���������Ŵ�ĥ��Ԫ��������������ͬʱ���Ŵ�ĥ��Ԫ����������ͬ��ĥ�ٶȶ���ѹ��������Ӱ����������ˣ���������Χ���ʵ����ʹ�ĥ��Ԫ�����ܹ���Ч���ʹ�ĥѹ��������
3.3 ��Դѹ����ѹ������Ӱ��
�趨��ĥ�ٶ�Ϊ8 km/h����ǻ��ǻ���Ϊ300 mL������������ĥ�������Ϊ50 kg��ͨ��ѡȡ��ͬ��ǻ��ǻ�������ѹ�����������ͼ7��ʾ��
���ݷ�����ѡȡѹ������Ѿ��ﵽ�ȶ�ʱ��������ͼ7���жԱȿ��Կ�����������Դ��ѹ��������ѹ���������������������ϡ�
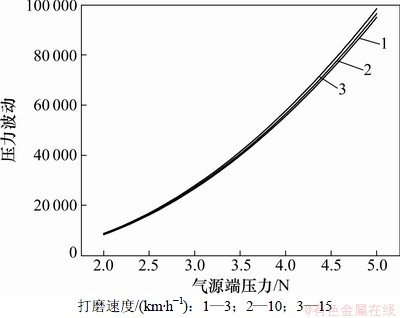
��ѹ���ȶ������ķ������궨��ĥѹ���IJ�����ѡȡ��ͬ��ĥ�ٶȣ���0.2~2 MPa��Դ��ѹ���½��з��棬�����ͼ8��ʾ��
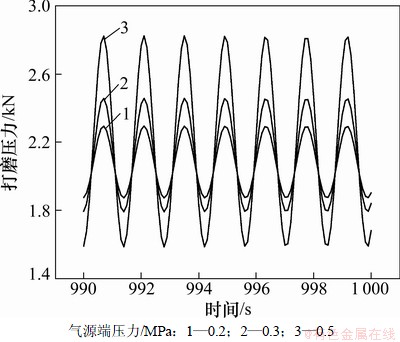
ͼ7 ��ͬ��Դ��ѹ�����´�ĥѹ���Ա�
Fig. 7 Grinding pressure under different supply pressure
ͼ8 ��ͬ��ĥ�ٶ�����Դ��ѹ��-ѹ�������Ա�
Fig. 8 Supply pressure-pressure oscillation under different grinding speeds
��������ķ��������Խ�ֱ�ӵؿ�������ͬ�Ĵ�ĥ�ٶ��£���ĥѹ������������Դ��ѹ��������������ͬ��ĥ�ٶ��¡���ˣ���������Χ���ʵ�������Դ��ѹ���ܹ���Ч���ʹ�ĥѹ��������
4 ����
(1) �Ըֹ��ĥ��ҵϵͳ�Լ���ҵ���̽��з�����������ĥͷ��ĥ��ҵ����������ϵͳ��ĥѹ���������ѧģ�ͣ�����ϵͳ���Ŷ�Ϊ������������ĥ���Ŷ����ĥѹ��֮��Ĵ��ݺ�����
(2) ���ô��ݺ�������ϵͳ����ͼ��ͨ��ģ�ͷ�����֪��ͨ�������ĥ������ǻ�ݻ������ʹ�ĥ��Ԫ�����Լ���Դѹ���ܹ�����ϵͳѹ��������
(3) ѡ�ò�ͬ�Ĵ�ĥ����������ֵ���棬��֤��������������ȷ�ԡ�
�ο����ף�
[1] ��ѧ��, ����. �ֹ��ĥ�����о���չ[J]. ���Ͻ�ͨ��ѧѧ��, 2010, 45(1): 7-11.
JIN Xuesong, DU Xing. State of arts of research on rail grinding[J]. Journal of Southwest Jiaotong University, 2010, 45(1): 7-11.
[2] κ����, κ��. �ֹ��ĥ��ĥͷ������������ʽ����[J]. ���й����ͨ�о�, 2010(12): 12-13.
WEI Changzhu, WEI Chen. Analysis on the gringing wheel quantity and the drive mode of rail gringing vehicle[J]. Urban Mass Transit, 2010(12): 12-13.
[3] ����. �ҹ�������·�øֹ��ĥ�г�ѡ�ͼ�Ӧ���о�[J]. ��·�����, 2011(8): 6-8.
CAO Yan. Investigation into the type and application of rail grinding trains on high speed railway lines in China[J]. Railway Standard Design, 2011(8): 6-8.
[4] ���, ���ɰ�. GMC96B�ֹ��ĥ�г������о�[J]. ���������ල, 2011(12): 12-39.
LI Haibin, Tang Songbai. GMC96B type rail grinding train test research[J]. Railway Quality Control, 2011(12): 12-39.
[5] ����־, ������. �ֹ��ĥ�г���������ϵͳ�ķ��������о�[J]. ������ѧ�빤��ѧ��, 2012(2): 2-9.
FANG Lizhi, HU Junke. Analysis and simulation of the constant loading system of rail grinding train[J]. Journal of Railway Science and Engineering, 2012(2): 2-9.
[6] �Ž���, ����ƽ. ������·�ֹ��ĥЧ������[J]. ��������, 2009(4): 104-105.
ZHANG Jianfeng, GAO Xinping. Analysis of Heavy railway grinding effect[J]. Railway Engineering, 2009(4): 104-105.
[7] Noritsugu T, Takaiwa M. Robust positioning control of pneumatic servo system with pressure control loop[J]. IEEE International Conference on Robotics and Automation, 1965, 95(6): 2613-2618.
[8] Sanville F E. A new method of specifying the flow capacity of pneumatic fluid powervalves[C]//Second Fluid Power Symposium. England, 1997: 37-47.
[9] ����, ���. ����ѹ��-����������������ǻ���ܷ���[J]. ������Һѹ, 2008, 36(2): 32-36.
GUO Hao, YANG Gang. Characteristic analysis on large volume cushion chamber of high-pressure electropneumatic proportional valve[J]. Machine Tool & Hydraulics, 2008, 36(2): 32-36.
[10] �����. ��-���ŷ�����ϵͳ���о�[D]. ������: ��������ҵ��ѧ, 1992: 10-25.
XU Hongguang. Research on electric-pneumatic servo control system[D]. Harbin: Harbin Institute of Technology, 1992: 10-25.
[11] Lin X, Spettel F. Modeling and test of an electropneumatic servo valve controlled long rodless actuator[J]. Journal of Dynamic Systems, Measurement and Control, 1996(118): 457-462.
[12] �ƿ�, ��С��. ������������Ľ�ģ�����[J]. Һѹ������, 2004(6): 18-20.
HUANG Jun, LI Xiaoning. Modelling and simulation of stick-slip motion in pneumatic cylinder[J]. Chinese Hydraulics & Pneumatics, 2004(6): 18-20.
[13] TAO Guoliang, WANG Xuanyin. The reaearch on electro-pneumatic-servo robot writing chinese calligraphy[C]//2th Internationals�� Fluid Technisches Kolloquium in Dresden. Germany, 2000: 4-16.
[14] ��Ծ��, �ﳣ��. ������·�ֹ��ĥ�ؼ������о�[J]. �й�������ѧ, 2012(2): 66-69.
ZHOU Yueqing, TIAN Changhai. Research on key rail gringing technology of high-speed railway[J]. China Railway Science, 2012(2): 66-69.
(�༭ �°���)
�ո����ڣ�2012-10-05�������ڣ�2012-12-20
������Ŀ���������Ƽ��о������ƻ��ص���Ŀ(20100G008-C)��������ͨ��ѧУ���л���������Ŀ(M11JB00400)
ͨ�����ߣ����(1962-)���У��ӱ���ɽ�ˣ���ʿ�����ڣ��������Ƚ����켼���о����绰��010-51683685��E-mail��jyli@bjtu.edu.cn
ժҪ���ֹ��ĥ�г���ҵ���������ڳ����ζ��Լ��ֹ�IJ�ƽ˳��ԭ��������ĥ��ѹ���������Ӷ�Ӱ���ĥ�����������¸ֹ����ˡ�Ϊ�о����ֹ��ĥѹ�������ķ������ӹ����������֣��Ըֹ��ĥ��ҵϵͳ�Լ���ҵ���̽��з�����������ĥѹ���������ѧģ�ͣ�ͨ��ģ�ͷ���Ӱ���ĥѹ����������Ҫ���أ���ͨ����ֵ����Ըı��ĥ������ǻ�ݻ�����ĥ��Ԫ��������Դѹ������ѹ������Ӱ�����Ч�Խ�����֤��
[1] ��ѧ��, ����. �ֹ��ĥ�����о���չ[J]. ���Ͻ�ͨ��ѧѧ��, 2010, 45(1): 7-11.
[2] κ����, κ��. �ֹ��ĥ��ĥͷ������������ʽ����[J]. ���й����ͨ�о�, 2010(12): 12-13.
[3] ����. �ҹ�������·�øֹ��ĥ�г�ѡ�ͼ�Ӧ���о�[J]. ��·�����, 2011(8): 6-8.
[4] ���, ���ɰ�. GMC96B�ֹ��ĥ�г������о�[J]. ���������ල, 2011(12): 12-39.
[5] ����־, ������. �ֹ��ĥ�г���������ϵͳ�ķ��������о�[J]. ������ѧ�빤��ѧ��, 2012(2): 2-9.
[6] �Ž���, ����ƽ. ������·�ֹ��ĥЧ������[J]. ��������, 2009(4): 104-105.
[9] ����, ���. ����ѹ��-����������������ǻ���ܷ���[J]. ������Һѹ, 2008, 36(2): 32-36.
[10] �����. ��-���ŷ�����ϵͳ���о�[D]. ������: ��������ҵ��ѧ, 1992: 10-25.
[12] �ƿ�, ��С��. ������������Ľ�ģ�����[J]. Һѹ������, 2004(6): 18-20.
[14] ��Ծ��, �ﳣ��. ������·�ֹ��ĥ�ؼ������о�[J]. �й�������ѧ, 2012(2): 66-69.
