
DOI��10.19476/j.ysxb.1004.0609.2017.07.05
�������SiCp/ Al�����ϲ������ܻ���������֯����ѧ����
����ǿ1, 2�����2���ܺ���2��������1, 2����־��3
(1. ����ʡ������Դ�����о�Ժ�����Ƹۣ�222005��
2. ������ѧԺ ��е����ѧԺ�����Ƹ� 222005��
3. ���ϿƼ���ѧ ����ѧԺ����̶ 411201)
ժ Ҫ��
������ѹ�����������Ʊ��������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϰ�ģ��о���ѹ�����ƹ��ղ����Ը��ϲ�������֯����ѧ���ܵ�Ӱ�졣����ѹ������ƺ��SiC��������״��ֲ�����ɢ������ò�����ܶ���Ӳ�Ƚ����о������������ܽ����ܻ������п�϶����������ı��Ρ��������������ѹ�¶�480 �桢ѹ��125 MPa���ҵ�����ֱ����С����ѹģ�ھ�ʱ������ѹ�����һ���̶ȵļ��б��Σ�������SiC�����ľ��ȷֲ��Ϳ��ıպϣ���ʱ��ɢ��������Ϊ50~80 nm����������Ϊ600~900 nm��λ���٣�����ܶȴ�98.8%�����Բ�����϶�����ƹ����еĴ���б��δٽ��˳��������ı��κͿ���֮��ұ���ϣ���������߲��ϵ����ܶȺ���ѧ���ܡ���480 ���������������������߽���ʧ����ɢ���Ӷ���λ����Al12(Fe,V)3SiԼΪ100 nm������ԼΪ1 ��m��������Al13Fe4����������������ܶȴ�99.5%����������ѹ��������20%ʱ��SiC��������ֲ�����϶���٣��ܶȺ�Ӳ�����ӣ�����ѹ����Ϊ20%~40%ʱ������SiC������Ի���ת���ͻ���������϶�����ܶȺ�Ӳ���½�����ѹ��������40%ʱ��SiC�����ij��᷽��ƽ�������Ʒ���SiC���������֮��ļ�϶���ֺϣ��ܶȺ�Ӳ�����ߡ�����ѹ�����ﵽ95%������ܶȴ�99.5%��
�ؼ��ʣ�
���������������ǿ���������ϲ�����������
���±�ţ�1004-0609(2017)-07-1352-09���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
��������Al-Fe-V-Si�Ͻ����ڦ�(Al)��������ɢ�ֲ������������ϸС����״�軯�����ӣ���ˣ���������õ����º����ۺ����ܣ��Ӷ�����˹㷺�о�[1-2]��SiCp/Al-Fe-V-Si���ϲ��Ͼ��е���ģ��������ǿ�ȡ�����ǿ�ȸ��뿹Ӧ����ʴ��������ĥ�Ժõ��ص㣬�ں��ա����졢���Ӻ�����ң��ϵͳ�϶��кܸߵ�Ӧ�ü�ֵ�������緶Χ�ڵõ��˹㷺���з�[3-4]������������ռ������������������͡�ƫ���̶�С����֯����ϸС���ص㣬��Ϊ�Ʊ��������������ϲ��ϵ���Ч����֮һ[5-7]����������������о�ʼ��20����80�������������ҵ��ѧ�������Ƽ���ѧ�ͱ������ղ����о�Ժ������������ϵ���֯�����������չ��̿�չ�о����Ϻ������о������Ʊ�������������ȡ�ýϴ��չ�����ϴ�ѧ���Ϻ���ͨ��ѧ�����ϴ�ѧ�ȿ���Ժ�����У����������Ʊ����Ͻ����������ϲ��Ϸ�������������о�[8-10]��������������Ͻ�����������������������(������(��������)һ��Ϊ0.01%~0.05%)���ƻ��˿���֮�������ұ���ϣ��ҳ������еĿ�϶��(�������)��15%~20%�������˲��ϵ����ܡ���ˣ���������������ϲ��ϵĺ������ܻ��о���Ϊ�������ڶ�ѧ�߹�ͬ��ע�Ŀ��⣬���õ����ܻ�������ҪΪ��ѹ�����ơ��ȵȾ�ѹ����ѹ��[11-13]�����ü�ѹ���ȵȾ�ѹ����ѹ�ȹ��ս������ܻ������Ա��ξ��кܶ����ƣ�������������������ؽ�������1) ��Ʒ������豸���������ƺ�SiC�����IJ�״�ֲ���ƫ�����⣬�����Ҫ�����������ܻ�������ȷ������֯�ľ����ԡ����յļ����ԣ�2) ���ƴ��ϲ��ϰ�ĵ�Ԥ�����빤�ղ�����ѡ������SiC���SiCp/Al���ϲ������ƹ��սϺϽ���ϸ�Ϊ���̣���ˣ��Ż����ƹ��ն����Ʊ������ܵĸ��ϲ��ϰ����Ϊ��Ҫ��
��껵�[14]�����������ƺ��������������Ч�������������SiCp/Al�����ϲ��ϣ������˸��ϲ��ϵ���֯������˸��ϲ��ϵ���ѧ���ܡ���־�ֵ�[15]����Ш��ѹ�������������SiCp/Al�����ϲ��ϣ�����˴�ߴ绷�μ�������ƽ��[16]�о����������SiCp/Al�����ϲ��϶�����Ш��ѹ�ơ��Ⱦ��Ǽ�ѹ�����е����ܻ���Ϊ��SiC���������顢�˶����ٷֲ����ɡ�����ǿ��[17-19]���ö����������Ʊ���SiCp/Al�����ϲ��ϣ�������Ш��ѹ�ƽ������ܣ���ʹ��ǿ�����ֲ����ȣ�����֯ϸС����ѧ���ܽϺá��������������ơ�����������ƺ�Ш��ѹ�Ƶ����ܳ���̬�������ϲ��϶��������Ա��β���ֵ����⣬����ʵ�ֳ�������֮����ȫұ���ϡ�
��ˣ�����������ѧ�������Ŷӿ������������������ѹ���գ����ж����̡������Ρ����ܶȸߵ��ص㣬���ڳ�����С���Ĺܰ��Ͳ�[20]��Ϊ�˷��������ܻ��������ڳ����豸��������Ա��β���ֵȾ����ԣ��������߲�����ѹԤ�����������SiCp/Al-Fe-V-Si���ϲ��ϣ���ͨ�������������ô�ߴ����ܰ�ġ��乤�ռ��У��ҿ�ʵ�ֳ�������֮����ȫұ���ϡ�
���������о�����ѹ���ղ�������������������ϲ������ܻ�״����Ӱ������ƹ��ղ����Ը��ϲ��ϳ������ܡ�����֯����ѧ���ܵ�Ӱ�죬���о�����ѹ�����ƹ�����SiC��������״��ֲ�����ɢ������ò�����ܶ���Ӳ�ȵ��ݱ䣬�������ܹ����е���������˷�����ּ������������ѹ���ܺ������ƵĹ����Ʊ���֯���ȵ�SiCp/Al-Fe-V-Si���ϲ��ϰ�ĵĿ������Լ������Ż��Ŀ����ԣ�����������������Ʊ����ϲ��ϵIJ�ҵ�����н�Ϊ��Ҫ��ָ�����壬������չ���������ײ��ϵ�Ӧ��ǰ����
1 �����뷽��
1.1 ԭ�ϼ��ɷ����
������������ɷ�Ϊ15%SiCp/Al-8.5Fe-1.3V- 1.7Si���ϲ���Ϊ�о�����Fe��V��Al-40Fe��Al-40Fe-10V�м�Ͻ����ʽ���롣SiC����Ϊ��-SiC��ƽ������ԼΪ10 ��m���ڸ��ϲ������������ԼΪ15%��ͨ�������������豸ʵ��SiC������Al-Fe-V-Si����Ĺ�������
1.2 ���Լӹ�
����������������ֱ��Ϊ155 mm��Բ�������ϣ�Ȼ������ѹģ�ڽ���ѹ�ƣ���ѹģ�ھ�Ϊ160 mm�����������¶�Ϊ430~500 �棬����1 h��ģ����ѹģ�����¶�Ϊ400 �棬����1 h����һ����ѹ�õ��Ķ����ٳ�����ֱ��Ϊ155 mm��Բ�������ϣ�����ͬ�Ĺ��ղ����½��еڶ�����ѹ����������ѹ�õ������ϻ��ӹ��ɰ������ж�������ƣ������¶�Ϊ480~520 �棬����ǰ����1 h�����μ��˻���ʱ��20 min������ʯī������������Ϊ0.43 m/s��
1.3 ��ⷽ��
��������������CSS-44100�͵�������������Ͻ��У���������Ϊ0.5 mm/min�����췽��ƽ���ڰ�����Ʒ�������Ʒ��XJL-03��������(Optical Microscope, OM)�½�����֯�۲졣����H800��JEOL 3010��羵(Transmission electron microscope��TEM)�۲���ɢ���Ӽ������ı仯����������(EDAX)�������ɷֵ���Ժ��������ð����·����������ܶȡ�X�����������������XD98ȫ�Զ�X�����������Ͻ��У�����ͭ�з��䣬��ѹΪ36 kV������Ϊ30 mA��2��Ϊ20��~80�㡣
2 ���������
���������е�SiCp/Al-Fe-V-Si���ϲ��ϣ������¶Ⱥͱ�������Ӱ�쵽���ϲ��ϵ�����֯��������ѧ���ܵ���Ҫ���ء�
2.1 ������֯����ѧ���ܵ�Ӱ��
2.1.1 ��ѹ�¶�
SiCp/Al-Fe-V-Si���ϲ����ȱ��ο����ߣ��ڽϵ͵ı����¶����������ܡ�ͼ1��ʾΪ��ѹ����ѹ��Ϊ125 MPaʱ�������¶ȷֱ�Ϊ430��480 ��ʱSiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�����֯��
�����ϱ����¶�Ϊ430 ��ʱ��Al-8.5Fe-1.3V-1.7Si�ı��ο���ԼΪ130 MPa����ͼ1(a)��ʾ����������ѹ����������ο��������ϱ��β���֣���������֮��ı߽�Ϳ�϶�Խ�Ϊ���ԣ������ڲ��ϵĽ�һ�����Ρ��������¶������480 ��ʱ������Ͻ�ı��ο���ԼΪ100 MPa������ѹ����������ο�������ͼ1(b)��ʾ�����������γ�֣������߽������ʧ�������������ã������ں������ơ�
2.1.2 �����¶�
ͼ2��ʾ�Ա��˾�480 ����ѹ���SiCp/Al�����ϲ��ϰ����ֱ���480���520�������ƺ����ɢ���ӡ�
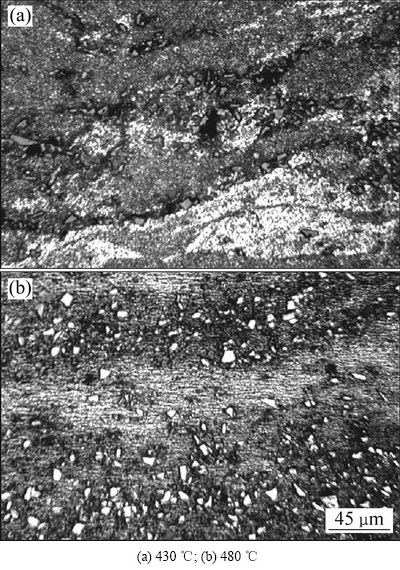
ͼ1 ��ͬ�����¶���SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ�����ѹ���ܺ������֯
Fig. 1 Microstructures of SiCp/Al-8.5Fe-1.3V-1.7Si composite as hot-pressed at different temperatures
ͼ2(a)��ʾΪ����������TEM�����ɢ����A������ͼ����TEM������ɫ��ɢ����A��EDAX����������1���У�x(Fe+V):x(Si)=3.03����ɫ����Ϊ��Al���ۺϷ�����֪������̬�İ�����Ҫ�ɦ�(Al)��BCC�ṹ��Al12(Fe,V)3Si(a=1.260 nm)��ɢ���ӣ�Al12(Fe,V)3Si����״�����״��ֱ��Ϊ50~80 nm�����ȷֲ��ڦ�(Al)�����ϡ���ѹ��480 ����������ɢ����ԼΪ100 nm(��ͼ2(b))�������¶���ߵ�520 ��ʱ���������Գ�����200~300 nm(��ͼ2(c))����ѧ��[21]�о����֣����ű����¶����ߣ�Al12(Fe,V)3Si�ֻ������ۼ��ھ��磬�Ծ���Ķ������ü��������������������������ƹ����еڶ������ӵĴִ�������Ϊ�����ƹ����У������Ⱥ�Ħ������ʹǿ�Ҽ��б�������������������������������ʵ�ʾ������¶�Ҫ���ڼ����¶ȡ��ڵ���500 ���������ʱ��������������ʱ��̣������IJ���Ӱ��С��Ȼ�����ڸ���500 ���������ʱ������Ӱ��� Al12(Fe ,V)3Si�����ֻ������������к��ࡣ��ˣ��ڸ���500 ���������ƣ�������ɢ���Ӻ;����Ĵֻ���
������̬��SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϰ�����480 �桢����ѹ��Ϊ125 MPa����ѹ���ڲ�ͬ�����¶������½������ƣ��������ղ���һ�£����¶������Ƴ��İ����ѧ�������2���С�
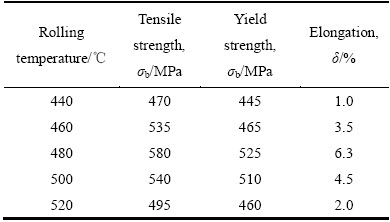
�ӱ�2���Կ������������¶ȵ���480 ��ʱ�����ư�ĵ�����ǿ�ȺͶϺ��쳤�����������¶ȵ���߶���ߣ��������¶ȸ���480 �������ǿ�ȺͶϺ��쳤�����������¶ȵ����߶��½���
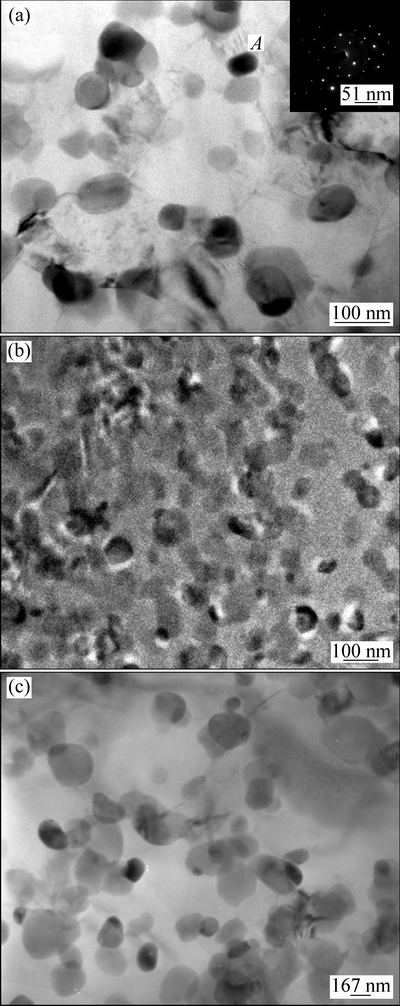
ͼ2 ���ϲ��ϰ����ڲ�ͬ�¶������ư�ĵ���ɢ����
Fig. 2 Dispersion particles of composite sheet as-deposited (a), as-rolled at 480 �� (b) and 520 �� (c)
��1 ��ɢ��A��EDAX���
Table 1 Results of dispersion A in as-deposited composite by EDAX

��2 SiCp/Al-8.5Fe-1.3V-1.7Si�ڲ�ͬ�¶������ư�ĵ�������ѧ����
Table 2 Ambient temperature mechanical properties of SiCp/Al-8.5Fe-1.3V-1.7Si rolled at different temperatures
����Al-Fe-V-Si�Ͻ���ԣ���ѹ���������¶Ƚϵ�ʱ��������ǿ�Ⱦ�Խ�ߡ�����SiCp/Al-Fe-V-Si���ϲ��϶��ԣ������¶���440 �浽480 ��֮��ʱ����������ǿ���������Э����������ι����л�����������׳��������ƣ����°�������½������¶ȴﵽ480 ��ʱ�����ϲ��ϳ��������Ϻã�SiC��������������ã������٣���ѧ���ܽϺã������¶ȸ���480 ��ʱ�����ڸ��µ��²��Ͼ�������ɢǿ����ij���ĵ���ѧ�����½���
2.2 ��ѹ�������֯�����ܶ�
2.2.1 ����֯
ͼ3��ʾΪSiCp/Al-Fe-V-Si���ϲ�����ѹ���SiC�����ֲ�����ͼ3(a)���Կ����� SiC�����ķֲ���û�г��ֲַ�������Ա������س�����������ֲ����ص�(��ͼ3(b))��������Ϊ���������ʱSiC������Ҫճ���ڳ����������棬����ѹ������SiC������������С�������˳���̬��SiC�����ֲ����ص㡣SiC�����ľ��ȷֲ��Է�ֹ��SiC�����ۼ�����Ӧ�����е��²�����ѧ�����½�������Բ��������ѹ�����ι����У�����ֱ����С����ѹģ�ھ������Ϸ���ѹ�����κͺ�����������ͬʱ�ܵ���ˮѹ���ͼ���Ӧ�����ۺ����ã���ˮѹ��ʹ������ѹ�����Σ����Ҽ��б�������ʹ�����������飬�����ڿ��ıպϡ�
2.2.2 ��ѹ������ܶ�
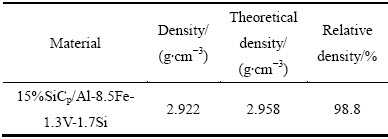
��2����Ϊ15%SiCp/Al-8.5Fe-1.3V-1.7Si��������ѹ����ܶȼ�����ܶȡ��ӱ�2��֪�����ڶ�����ѹ�ϴ�ľ�ˮѹ�����ú�һ���ĺ����������������ϲ������ϵ����ܶ�������ߣ�����ܶȴ�98.8%�������ڼ��б�����С�������������Բ�����϶��
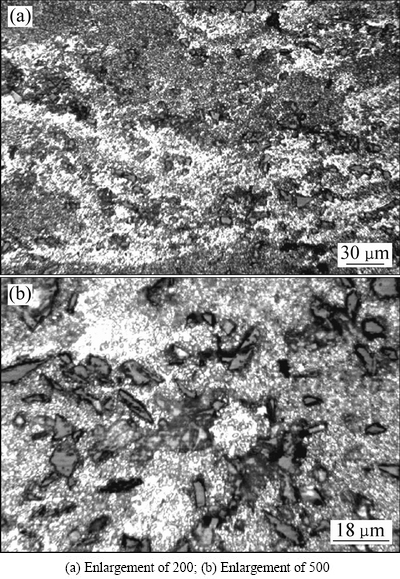
ͼ3 ��ѹ̬SiCp/Al-Fe-V-Si���ϲ��ϵ�SiC�����ֲ�
Fig. 3 SiC particle distribution of SiCp/Al-Fe-V-Si as-hot pressed
��2 15%SiCp/Al-8.5Fe-1.3V-1.7Si��ѹ����ܶ��Լ�����ܶ�
Table 2 Density and relative density of 15%SiCp/Al-8.5Fe- 1.3V-1.7Si as-hot pressed
2.3 ���ƹ����е�����֯����ѧ����
2.3.1 SiC��������϶
���������SiCp/Al-Fe-V-Si���ϲ��϶�����480 ���½�����ѹ���ܡ���δ��������Ա��Σ������������������̬������ɨ���γɵ�SiC������״�ֲ��������������Ͻϳ���̬�и��ƣ����Դ��ڿ�϶��SiC������Ҫ�س�����������ֲ���δ�������Ե�SiC�����ۼ�����(��ͼ4(a))��ͨ�������Ķ����������SiC���������֮��ľ����С����ʵ��SiC�����ľ��ȷֲ�����������ѹ����Ϊ20%ʱ������������IJ�����϶���٣������߽���ʧ��SiC�����ֲ�������������(��ͼ4(b))����������ѹ����Ϊ40%ʱ��SiC�����ֲ������ȣ�SiC�������᷽��ƽ�������Ʒ���SiC������������֮����ڼ�϶(��ͼ4(c))����ѹ����������60%ʱ�� SiC�����ֲ������Է����ԣ���SiC����������϶��ʧ(��ͼ4(d))��
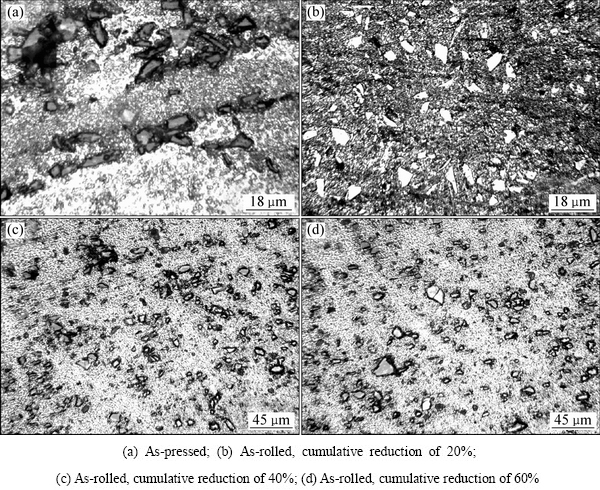
ͼ4 SiCp/Al-Fe-V-Si���ϲ������Ͼ�480 ����ѹ�����ƹ����а������֯�ݱ�
Fig. 4 Microstructure evolution of SiCp/Al-Fe-V-Si composites
��ͼ4���Կ��������ƹ�����SiC��������ת���뻬��������������ƺ�SiC�������᷽��ƽ�������Ʒ������о���Ϊ[22]��SiC��ǿ����ת���ĺ��ԭ���ǽ����IJ�������������SiC��ǿ����������Χ�����������Ļ����У���������ٶ��ݶȣ���SiC��ǿ�������Գ�����е�Ϊת�������ת�����ɴ˿ɼ���������������������SiC��ǿ������Χ������ͬ�����������ʹSiC��ǿ����������ת�������ء��ҽ�������Խ�����ȣ���ǿ��������ת������Խ����ǿ����Խ��ת������ǿ���������������������н�Խ����ǿ�������ܵ�ת������Խ����ǿ����Խ��ת��������ѹ�����ƹ�������Ҫ���������Ρ�����������Ľ����SiC������ת����
1) ������
�������ɿ�϶����״�仯������仯��������ɣ�ͨ��������ϵ����Ա���ʵ�֣�����������϶�ı����Ӱ�졣��ײ��ϵ����Բ��ɱ�С��0.51�������ڲ��ϵ�����ܶ�[23]�����ıպϷ�ʽ��[24]���ɾ�ˮѹ������Ŀ���������ֱѹӦ�����������ͬ����ʹ���ӳ������������ı��β�������ι����йأ�����Ӧ��״̬��Ӱ�졣
��ˮѹ������ʹ�������С����������ȫ���������������б��ε�����£����ڱ�������������Ⱦ���谭���ڱ����ұ���ϡ�SiCp/Al-Fe-V-SiԲ������������ѹ�����У�ѹ��ֱ��ӦС��ѹģ�ھ���ʹѹ����ѹ��������ͬʱ����������б��Σ������ڿ��ıպϡ��Ҽ�������ʹѹ����������֮�䷢�����Ħ�����ƻ�����Ĥ���γ����ʱ��棬ʹ���ּ���ѹ������ڽ����γ��ι̵�ұ���ϡ�
2) ����������Ľ����SiC������ת��
��������������ڳ��������γ�����Ĥ���谭����֮��Ľ�ϣ���ѹ�ļ�������С����ͨ����������������������Ĥ�����ƹ����в����ļ�������ʹ���������������б��Σ��ƻ�������ԭʼ�߽磬�γ����ʱ��沢���ϣ�ʵ�ֿ��������õ�ұ����[25]��
���������������ǿ�������ϲ��ϵ����ܻ������У����ų���ѹ�������ӣ�������������ֻ�е���Ϻ�ұ���ϣ���϶���٣�����������������ʧ�������ܶ���Ӳ�����ߡ����ű������ļ�������������ǿ������Χ��������IJ�������������ǿ������Ի��巢��ת���뻬��������֮��������ƣ������ܶ���Ӳ���½������ű������Ľ�һ��������ǿ����ת�������᷽��ƽ���������η����ҷֲ������ȡ���ǿ���������֮��Ŀ��ֺϣ������ܶ���Ӳ�����ӡ�
2.3.2 ��ɢ�����뾧��
ͼ5��ʾΪ���ϲ��Ͼ������ܻ�����ɢ���ӵ���ò��ֲ��;�����ͼ5(a)��ʾΪ����̬���ϲ��ϵ�����֯����ɢ���Ӿ���ϸС������Ϊ50~80 nm���ʽ���״����������ԼΪ300 nm��̷��ǿ��[26]�о�����ȴ���ʶ�Al-Fe-V-Si�Ͻ�����ɵ�Ӱ�졣�о����֣�����ȴ���ʴ���102K/sʱ���Ͻ��г��ִ�����Al12(Fe,V)3Si���ӣ�����ȴ���ʴ���103K/sʱ���Ͻ��в������Al13Fe4�ࣻ����ȴ���ʴ���104K/sʱ���Ͻ�����Ҫ����Al12(Fe,V)3Si���ӡ�������������У�С�۵�����������Ķ����Ƚ������Դﵽ104~106K/s����ȴ���ʣ����������������ײʱҲ���Ի�ýϸߵ���ȴ���ʡ���ˣ�����������ɢ������ҪΪAl12(Fe,V)3Si[26]��Al12(Fe,V)3Si��ɢ�������ɦ�(Al)���������������̺�����������ٻ�����ЧӦ���������ֽܷ���ɣ����������ʷ������̹����������ʸ�����������480 ����ѹ����ɢ����������Ϊ50~80 nm����������Ϊ600~900 nm��������ѹ�����в������Ա���С��������λ���ܶȵͣ�����λ����(��ͼ5(b))��ͨ������480 ������������ɢ���������Գ�����100 nm����������ԼΪ1 ��m(��ͼ5(c))�����γ��Ǿ�����ͼ5���Կ������������Ա��κ���ɢ���Ӵ��ֲ��ھ����ϡ� ��[27]��Ϊ�ھ��类��ɢ���Ӷ�����ǰ�����ƶ�����ˣ�����λ������ɢ�����٣������ڼ��ȹ��������ܵ���ɢ���ӵĶ��������׳���������ĶѶ����ܸߣ�ʹλ�����ڽ����ƣ������������У��ӹ�Ӳ���붯̬�ظ�����ͬʱ��������λ�������ƺ���λ�����Ƶ���ͬ��λ�����ż����λ���������Ӷ�ʹλ���ܶȽ��ͣ���һ���棬���ڶ���λ��γɵ����Ǿ������⣬��ɢ�ֲ���Al12(Fe,V)3Si�����谭λ�����š����绬����Ǩ�ƣ�λ������ɢ���Ӹ����������ᡣ
��[27]��Ϊ�ھ��类��ɢ���Ӷ�����ǰ�����ƶ�����ˣ�����λ������ɢ�����٣������ڼ��ȹ��������ܵ���ɢ���ӵĶ��������׳���������ĶѶ����ܸߣ�ʹλ�����ڽ����ƣ������������У��ӹ�Ӳ���붯̬�ظ�����ͬʱ��������λ�������ƺ���λ�����Ƶ���ͬ��λ�����ż����λ���������Ӷ�ʹλ���ܶȽ��ͣ���һ���棬���ڶ���λ��γɵ����Ǿ������⣬��ɢ�ֲ���Al12(Fe,V)3Si�����谭λ�����š����绬����Ǩ�ƣ�λ������ɢ���Ӹ����������ᡣ
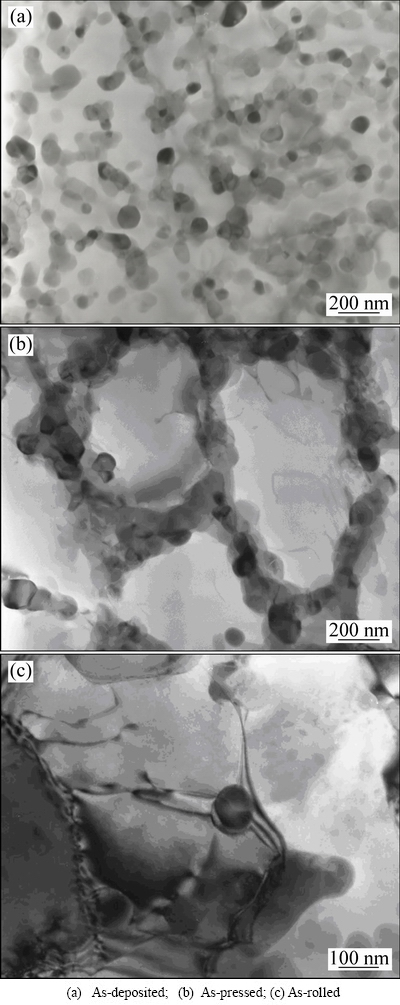
ͼ5 ���ϲ��ϲ�ͬ�ӹ�״̬�µ���ɢ����
Fig. 5 Dispersions of composite
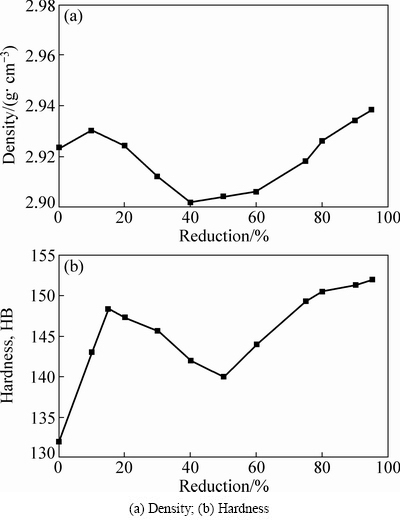
ͼ6 SiCp/Al-Fe-V-Si����ѹ�����ƹ��̵��ܶȺ�Ӳ�ȱ仯
Fig. 6 Density and hardness evolution SiCp/Al-Fe-V-Si during rolling
2.3.3 ���ܶ���Ӳ��
ͼ6��ʾΪ��ѹ̬���ϲ��������ƹ�����Ӳ�Ⱥ��ܶȵı仯���̡���ͼ6(a)��ʾ���ϲ�������ѹ������δ������ֵ����Ա��Σ���������֮��Ŀ��߽�δ��ȫ�����������Ƴ�ʼ�Σ�����������Ŀ�϶������ѹ���ͼ����������·������κ��ֺϣ������ܶ����ߡ���������ѹ��������20%ʱ���ܶȺ�Ӳ������ѹ�������ӡ�����ѹ��������20%ʱ������SiC������Ի������ת���ͻ�����SiC���������֮�������϶�����ܶȺ�Ӳ���½�����ѹ����ԼΪ40%ʱ���ܶ���Ӳ��ֵ��͡�����ѹ��������40%ʱ��SiC�������᷽��ƽ�������Ʒ���SiC���������֮��ļ�϶���ֺϣ��ܶȺ�Ӳ�����ߡ�����ѹ�����ﵽ95%���ܶȺ�Ӳ�Ȼ����ȶ�������ܶȴ�99.5%��
2.4 X���������������
ͼ7��ʾΪ�ڳ���̬����ѹ̬������̬SiCp/ Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�XRD�ס���ͼ7���Կ���������������ϲ��Ͼ���480 ����ѹ��480 ��������������岢û�з������Ա仯������̬���ϲ��ϵ��������Ҫ�ɦ�-SiC����(Al)��Al12(Fe,V)3Si���������ɡ����⣬���ȱ��ι����У�Al12(Fe,V)3Si�����ķ�ǿ���ӣ���˵�����ȱ��ι����й����͵Ħ�(Al)��������Al12(Fe,V)3Si�ࡣ�����������ȼӹ������������δ���ָ��������Ͻ����ڸ��¼��ȹ������׳��ֵ�Al13Fe4������壬��˵���ں��������ܹ�����Al12(Fe,V)3Si�����ȶ���δ�������Ե���Al13Fe4���ת�䣬��ͼ5����ӳ������֯һ�¡�
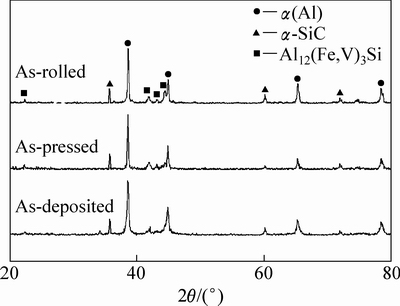
ͼ7 ���ϲ����ڳ���̬����ѹ̬�;������������XRD��
Fig. 7 XRD patterns of Al-8.5Fe-1.3V-1.7Si/SiC composite as-deposited, as-pressed, and as-rolled
3 ����
1) �ڱ�ʵ�������£���ѹ�¶�480 �桢��ѹѹ��125 MPa���ҵ�����ֱ����С����ѹģ�ھ�ʱ��ˮѹ������������������ϲ����п�϶����С����������������һ���̶ȵļ��б���������SiC�����ľ��ȷֲ��Ϳ��ıպϣ�����ܶȴ�98.8%��λ���٣���ɢ��������Ϊ50~80 nm����������Ϊ600~900 nm��
2) �����¶�Ϊ480 �������ڱ��ָ��ϲ�������ɢ�����뾧����ϸС�����ƹ����г����������Σ�����֮��ʵ��ұ���ϣ���������߲��ϵ����ܶȺ���ѧ���ܡ���480 ���������������������߽���ʧ����������ܶȴ�99.5%����ɢ��������ԼΪ100 nm����������ԼΪ1 ��m��������Al13Fe4����������ɢ�����谭λ���˶�������λ����������¶ȵ���480 �棬��ǿ����������Э����������������ƣ����������½����������¶ȸ�����480 ��ʱ����ɢ�����뾧���ֻ�����ѧ�����½���
3) ��������ѹ��������20%ʱ��SiC��������ֲ����ܶȺ�Ӳ�����ӣ�����ѹ����Ϊ20%~40%ʱ������SiC������Ի���ת���ͻ���������϶�����ܶȺ�Ӳ���½�����ѹ��������40%ʱ��SiC�������᷽��ƽ�������Ʒ���SiC���������֮��ļ�϶���ֺϣ��ܶȺ�Ӳ�����ߣ�����ѹ�����ﵽ95%������ܶȴ�99.5%��
REFERENCES
[1] KORAMAN E,  M, SAYILGAN S, KALKANLI A. Dry sliding wear behaviour of Al-Fe-Si-V alloys at elevated temperatures[J]. Wear, 2015, 322/323: 101-107.
M, SAYILGAN S, KALKANLI A. Dry sliding wear behaviour of Al-Fe-Si-V alloys at elevated temperatures[J]. Wear, 2015, 322/323: 101-107.
[2] SUN S B, ZHENG L J, PENG H, ZHANG H. Microstructure and mechanical properties of Al-Fe-V-Si aluminum alloy produced by electron beam melting[J]. Materials Science and Engineering A, 2016, 659: 207-214.
[3]  K, ZHU S J. Creep behaviour of an Al-8.5Fe-1.3V-1.7Si-15Si/SiCp composite at temperatures ranging from 873 to 948K[J]. Materials Science and Engineering A, 2002, 328(1/2): 283-290.
K, ZHU S J. Creep behaviour of an Al-8.5Fe-1.3V-1.7Si-15Si/SiCp composite at temperatures ranging from 873 to 948K[J]. Materials Science and Engineering A, 2002, 328(1/2): 283-290.
[4] PENG L M, ZHU S J, MA Z Y, BI J, WANG F G, CHEN H R, NORTHWOOD D O. High temperature creep deformation of Al18B4O33 whisker-reinforced 8009 Al composite[J]. Materials Science and Engineering A, 1999, 265(1/2): 63-70.
[5] CHEN X, YANG C X, GUAN L D, YANB. TiB2/Al2O3 ceramic particle reinforced aluminum fabricated by spray deposition[J]. Materials Science and Engineering A, 2008, 496(1/2): 52-58.
[6] SU B, YAN H G, CHEN G, SHI J L, CHEN J H, ZENG P L. Study on the preparation of the SiCp/Al-20Si-Cu functionally graded material using spray deposition[J]. Materials Science and Engineering A, 2010, 527(24/25): 6660-6665.
[7] LI W, CHEN Z H, CHEN D, TENG J, FAN C H. Low cycle fatigue behavior SiCp/Al-Si composites produced by spray deposition[J]. Materials Science and Engineering A, 2010, 527(29/30): 7631-7637.
[8] �� ��, ����Ⱥ, �� ��, ���ճ�, �� ��, �� ��. �������70%Si-Al�Ͻ���ӷ�װ���ϵ���֯������[J]. �й���ɫ����ѧ��, 2009, 19(2): 303-307.
LI Chao, PENG Chao-qun, YU Kun, WANG Ri-chu, YANG Jun, LIU Rong. Microstructure and properties of spray deposition 70%Si-Al alloy for electronic packaging applications[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(2): 303-307.
[9] ��Ԫ��, �����, ��ռ��, �ż�ɽ. �������Al-22Si-5Fe�Ͻ���ȱ�����Ϊ����֯�ȶ���[J]. ����ѧ��, 2010, 46(7): 814-820.
CAI Yuan-hua, LIANG Rui-guang, SU Zhan-pei, ZHANG Ji-shan. Hot deformation behavior and microstructural stability of spray formed Al-22Si-5Fe alloy[J]. Acta Metallurgica Sinica, 2010, 46(7): 814-820.
[10] �� , ����, �� ��, �� ��. �������SiCp/Al-7Si���ϲ��ϵ�ƣ��������չ[J]. ����ѧ��, 2011, 47(1): 102-108.
LI Wei, CHEN Zhen-hua, CHEN Ding, TENG Jie. Crowth behavior of fatigue crack in spray-formed SiCp/Al-7Si composite[J]. Acta Metallurgica Sinica, 2011, 47(1): 102-108.
[11] YU H C, WANG M P, Jia Y L, XIAO Z, CHEN C, LEI Q, LI Z, CHEN W, ZHANG H, WANG Y G, CAI C Y. High strength and large ductility in spray-deposited Al-Zn-Mg-Cu alloys[J]. Journal of Alloys and Compounds, 2014, 601(15): 120-125.
[12] GUO Biao, GE Chang-chun, XU Yi. Flow behavior and numerical simulation of spray-formed FGH 95 superalloy under hot compression[J]. Journal of Iron and Steel Research, 2013, 20(12): 69-74.
[13] MAZZER E M, AFONSO C R M, BOLFARINI C, KIMINAMI C S. Microstructure study of Al 7050 alloy reprocessed by spray forming and hot-extrusion and aged at 121 ��[J]. Intermetallics, 2013, 43: 182-187.
[14] ZHANG Hao, CHEN Ding, CHEN Zhen-hua. Densification of spray deposited aluminum composite sheets via ceramic rolling technique[J]. Materials and Manufacturing Process, 2008, 23(5): 479-483.
[15] CHEN Zhi-gang, CHEN Zhen-hua, TANG Gun-ning. Processing, microstructure, and mechanical properties of large spray- deposited hypoeutec TiC Al-Si alloy tubular preform[J]. Journal of Materials Engineering and Performance, 2011, 20(2): 238-243.
[16] SUN Y P, YAN H G, CHEN Z H, CHEN D, CHEN G. Effect of a novel sequential motion compaction process on the densification of multi-layer spray deposited 7090/SiCp composite[J]. Journal of Materials Science, 2008, 43(8): 6200-6205.
[17] HE Y Q, TU H, QIAO B, FENG L C, YANG J M, SUN Y P. Tensile fracture behavior of spray deposited SiCp/Al-Fe-V-Si composite sheet[J]. Advanced Composite Materials, 2013, 22(4): 227-237.
[18] ����ǿ. ������乲�����Ʊ�SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ���[J]. ���ϲ���ѧ��, 2012, 29(2): 109-114.
HE Yi-qiang. SiCp/Al-8.5Fe-1.3V-1.7Si composites prepared by multi-layer spray co-deposition[J]. Acta Material Composite Sinica, 2012, 29(2): 109-114.
[19] ����ǿ, ������, �� ��, ��־��, ������, ����. �������SiCp/Al-Fe-V-Si����Ш��ѹ�ƺ����Ƶ�����֯�������Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2035-2043.
HE Yi-qiang, HU Jian-bin, ZHANG Yi, CHEN Zhi-gang, FENG Li-chao, CHEN Zhen-hua. Microstructure and fracture behaviour of spray-deposited SiCp/Al-Fe-V-Si sheet as-rolled after wedge pressing[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2035-2043.
[20] ����ΰ, ������, �ܾ���, ��Ӣ��, �� ��, �����, �� ��. �������������ѹ�Ʊ�2A12���Ͻ�[J]. �й���ɫ����ѧ��, 2013, 23(4): 957-963.
WANG Chuang-wei, YIN Jian-cheng, ZHOU Jing-bo, LIU Ying-li, GAO Peng, LI Ming-han, ZHONG Yi. 2A12 aluminum alloy produced by spray forming conform[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 957-963.
[21] Ф�ڵ�, �� ��, ������, ������. ��������Al-Fe-V-Si�Ͻ����������������֯����ѧ����[J]. �й���ɫ����ѧ��, 2006, 16(11): 1869-1875.
XIAO Yu-de, ZHONG Jue, LI Wen-xian, MA Zheng-qing. Microstructure features and mechanical properties of spray deposited billets of rapidly solidified Al-Fe-V-Si aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1869-1875.
[22] ������. SiCW/Al���ϲ��ϵĴ�Ӧ����κ��ٽᾧ[J]. ���ϵ���, 2000, 14(12): 43-48.
ZHANG Wen-long. Large strain deformation and recrystallization of SiCW/Al composite[J]. Materials Review, 2000, 14(12): 43-48.
[23] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2000: 342-346.
HUANG Pei-yun. Powder metallurgy theory[M]. Beijing: Metallurgical Industry Press, 2000: 342-346.
[24] KUHN H A. Effects of porosity in materials processing[J]. American Society of Mechanical Engineers, 1976, 16: 171-188.
[25] �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2000: 328-332.
TIAN Rong-zhang. Aluminium alloy andits processing manual[M]. Changsha: Central South University Press, 2000: 328-332.
[26] ̷��ǿ, �ƽ���, ������, Ф�ڵ�, ���ճ�, �� ΰ. ��ȴ�ٶȶ�Al-8.5Fe-1.3V-1.7Si�Ͻ���Ҫ����ɵ�Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(8): 1226-1230.
TAN Dun-qiang, TANG Jian-cheng, LI Wen-xian, XIAO Yu-de, WANG Ri-chu, CHEN Wei. Effect of cooling rate on primary phase constitutes of Al-8.5Fe-1.3V-1.7Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1226-1230.
[27] F, TORRALBA M, EDDAHBI M, RUANO O A. Elevated temperature creep behavior of three rapidly solidified Al-Fe-Si materials containing Cr, Mn, or Mo[J]. Materials Science and Engineering A, 1997, 230(1/2): 116-123.
Densification, microstructure and mechanical properties of spray deposited SiCp/Al-matrix composites
HE Yi-qiang1, 2, LI Jun-jie2, ZHOU Hai-sheng2, FENG Li-chao1, 2, CHEN Zhi-gang3
(1. Jiangsu Marine Resources Development Research Institute, Lianyungang 222005, China;
2. College of Mechanical Engineering, Huaihai Institute of Technology, Lianyungang 222005, China;
3. College of Electromechanical Engineering, Hunan University of Science and Technology, Xiangtan 411201, China)
Abstract: SiCp/Al-8.5Fe-1.3V-1.7Si composite prepared by spray deposition were densified by hot pressing, and then were rolled into sheets. Effects of hot pressing parameters and rolling parameters on microstructure and mechanical properties were investigated. Shape and distribution of SiC particles, shape of dispersoids, density and hardness of the composite as-hot pressed and as-rolled were studied separately. Evolution of pores and deposited particles during densification process were discussed and summarized. The results show that hot pressing temperature of 480 �� and 125 MPa, and smaller diameter of the billet than the inner diameter of the hot die are benefit for homogeneous distribution of SiC particles and void closing. Dispersoids of the composite as-pressed is 50-80 nm in diameter, and grain is 600~900 nm in diameter with few dislocation in the grains. Relative density of the composite as-pressed is up to 98.8% with residual pores remaining. Large plastic shear strain of multi-pass hot rolling contributes to deformation of deposited particles and metallurgical bonding between the particles, subsequently benefits to densification and mechanical properties of the composites. After multi-pass hot rolling at 480 ��, boundaries among deposited particles disappear, and dislocations are pinned by dispersoids in the matrix with Al12(Fe,V)3Si dispersoids of about 100 nm, and grains are about 1 ��m in diameter without Al13Fe4 forming. Relative density of the composite as-rolled is up to 99.5%. SiC particles distribute randomly, and density and hardness increase because of pore reducing and eliminating when cumulative reduction is below 20%. Then density and hardness decrease because of pores resulted from rotation and sliding between SiC particles and the matrix when cumulatie reduction is 20%-40%. Long axis of SiC particle becomes parallel to rolling direction, pores between SiC particles and the matrix disappear, and density and hardness increase when cumulative reduction is over 40%. Relative density of the composite is up to 99.5% with cumulative reduction of 95%.
Key words: spray deposition; particle reinforcement; Al-matrix composite; densification
Foundation item: Projects(BK20141250, BE2015100) supported by the Natural Science Foundation of Jiangsu Province, China; Project(14KJB430005) supported by the Natural Science Foundation of Jiangsu Colleges and Universities, China; Projects(51004050, 51301044) supported by the Natural Science Foundation of China; Projects(CG141, CXY1404) supported by the Natural Science Foundation of Lianyungang, China; Project (JSIMR201222) supported by the Marine Resources Development Institute of Jiangsu Foundation, China; Project (PPZY2015C214) supported by the Top-notch Academic Programs of Jiangsu Higher Education Institutions, China
Received date: 2015-12-28; Accepted date: 2017-04-03
Corresponding author: HE Yi-qiang ; Tel.: +86-518-85895330; E-mail: ant210@126.com
(�༭ ��ѧ��)
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(BK20141250��BE2015100)������ʡ��У��Ȼ��ѧ�о�������Ŀ(14KJB430005)��������Ȼ��ѧ����������Ŀ(51004050��51301044)�����Ƹ��пƼ��ƻ�������Ŀ(CG141��CXY1404)������ʡ������Դ�����о�Ժ���Ż���������Ŀ(JSIMR201222)�����ո�УƷ��רҵ���蹤��������Ŀ(PPZY2015C214)
�ո����ڣ�2015-12-28�������ڣ�2017-04-03
ͨ�����ߣ�����ǿ�����ڣ���ʿ���绰��0518-85895330��E-mail��ant210@126.com
ժ Ҫ��������ѹ�����������Ʊ��������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϰ�ģ��о���ѹ�����ƹ��ղ����Ը��ϲ�������֯����ѧ���ܵ�Ӱ�졣����ѹ������ƺ��SiC��������״��ֲ�����ɢ������ò�����ܶ���Ӳ�Ƚ����о������������ܽ����ܻ������п�϶����������ı��Ρ��������������ѹ�¶�480 �桢ѹ��125 MPa���ҵ�����ֱ����С����ѹģ�ھ�ʱ������ѹ�����һ���̶ȵļ��б��Σ�������SiC�����ľ��ȷֲ��Ϳ��ıպϣ���ʱ��ɢ��������Ϊ50~80 nm����������Ϊ600~900 nm��λ���٣�����ܶȴ�98.8%�����Բ�����϶�����ƹ����еĴ���б��δٽ��˳��������ı��κͿ���֮��ұ���ϣ���������߲��ϵ����ܶȺ���ѧ���ܡ���480 ���������������������߽���ʧ����ɢ���Ӷ���λ����Al12(Fe,V)3SiԼΪ100 nm������ԼΪ1 ��m��������Al13Fe4����������������ܶȴ�99.5%����������ѹ��������20%ʱ��SiC��������ֲ�����϶���٣��ܶȺ�Ӳ�����ӣ�����ѹ����Ϊ20%~40%ʱ������SiC������Ի���ת���ͻ���������϶�����ܶȺ�Ӳ���½�����ѹ��������40%ʱ��SiC�����ij��᷽��ƽ�������Ʒ���SiC���������֮��ļ�϶���ֺϣ��ܶȺ�Ӳ�����ߡ�����ѹ�����ﵽ95%������ܶȴ�99.5%��
[18] ����ǿ. ������乲�����Ʊ�SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ���[J]. ���ϲ���ѧ��, 2012, 29(2): 109-114.
[22] ������. SiCW/Al���ϲ��ϵĴ�Ӧ����κ��ٽᾧ[J]. ���ϵ���, 2000, 14(12): 43-48.
[23] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2000: 342-346.
HUANG Pei-yun. Powder metallurgy theory[M]. Beijing: Metallurgical Industry Press, 2000: 342-346.
[25] �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2000: 328-332.
