
DOI��10.19476/j.ysxb.1004.0609.2019.09.11
��ǿ����ͭ�Ͻ�ijɷ���ơ�������Ʊ�
�� ��1��Ф ��1�������1, 3���� ǰ2��л����3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
3. �����Ƽ���ѧ �������ϻ��̸߾��ⴴ�����ģ����� 100083)
ժ Ҫ��
���պ��졢���ӡ������ͨ��ͨѶ����ҵ��Ѹ�ٷ�չ���Ը�ǿ����ͭ�Ͻ������������ߵ�Ҫ�����������ֵ��͵ĸ�ǿ�ߵ�ͭ�Ͻ�ͳ���ǿ����ͭ�Ͻ�ĺϽ�ԭ�����α��ȴ������ա��������Լ�����֯�ṹ������֮��Ĺ�ϵ�������Ͻ�Ԫ���ںϽ��еĴ�����ʽ������Գ���������Ϊ��������ͷ����е���֯�ṹ�ݱ��Ӱ����ɣ���������ǿ����ͭ�Ͻ�Ŀǰ���ڵ���Ҫ����ʹ�ʩ���顣
�ؼ��ʣ�
ͭ�Ͻ�����ǿ�����ߵ������Ͻ��������
���±�ţ�1004-0609(2019)-09-2009-41���� ��ͼ����ţ�TG113��TG135��TG146.1���� ���ױ�־�룺A
��ǿ����ͭ�Ͻ��ǹ��ý���Ļ������ϣ����һ����ڶ���¼�������ʹ�õĹؼ����ϣ���Ӧ��������Ҫ���������˺��졢̽�¹��̡����ǵ��������ĵ��������������ģ���ɵ�·�����ٹ����ͨ������Դ������3C��Ʒ�ȡ�
ͭ�ĸ�ǿ�Ⱥߵ�������һ��ì�ܡ����ݽ����������ۣ�ͭ�ĵ絼������ӵ����ɳ̳����ȣ�Ӱ����ӵ����ɳ̹ؼ�����������ɢ�䣬����ɢ��Խǿ������ӵ����ɳ̾�Խ�̡���ˣ�Ϊ�˻�����ĵ絼�ʣ��ͱ����������ɢ�䡣Ϊ������ͭ�Ͻ��ǿ�ȣ�����ʹ�ø���ǿ�������������ǿ�����ڶ���ǿ��������ǿ�����α�ǿ���ȣ����ź��������е���Щǿ�����������������ɢ�䣬�Ӷ��ֻή��ͭ�Ͻ�ĵ������ܡ�
���ĶԼ��ֵ��͵ĸ�ǿ�ߵ�ͭ�Ͻ�ͳ���ǿ����ͭ�Ͻ�ĺϽ�ԭ�����α��ȴ������ա��������Լ��Ͻ���֯�ṹ������֮��Ĺ�ϵ�Ƚ�����������������()�Ͻ�Ԫ����ͭ�Ͻ��еĴ�����ʽ����ԺϽ����������Ϊ���Ͻ�������ͷ�������֯�ṹ�ݱ��Ӱ����ɡ��Լ�������֯-����ǿ����-�ȴ������ӹ�����-�ۺ����ܵ����ڹ�ϵ��
1 ��ǿ�ߵ�ͭ�Ͻ�
1.1 ����ǿ����ǿ�ߵ�ͭ�Ͻ�
����Matthiessen��s���ɣ�ͭ�Ͻ�ĵ����ʿ�����ʽ(1)����ʾ[1]��
 (1)
(1)
ʽ�У� Ϊͭ�Ͻ�ĵ����ʣ�
Ϊͭ�Ͻ�ĵ����ʣ� Ϊ��ͭ�ĵ����ʣ��ɴ�ͭ���������ʺͻ����¶Ⱦ�����
Ϊ��ͭ�ĵ����ʣ��ɴ�ͭ���������ʺͻ����¶Ⱦ����� ����Ϊʣ������ʣ���ʾ��ͭ�Ͻ��е����ʡ���λ�ȶ��˶����ӵ�ɢ������µĵ����ʡ�ͼ1��ʾΪ���Ͻ�Ԫ�ض�ͭ�Ͻ�絼�ʵ�Ӱ��[1]���Ͻ���Խ�ߣ��Ͻ��е�ȱ��Խ�࣬�Ե��ӵ�ɢ����ǿ��������ͭ�Ͻ�ĵ絼����֮���͡����кϽ�Ԫ�ض�ͭ�Ͻ����ܵ�Ӱ��������ͬ����Ӱ��̶Ȳ�ͬ�����磬 Ag��Cd��Ca��Zr��Mg�ȺϽ�Ԫ�ض�ͭ�Ͻ�ĵ�����Ӱ���С����Si��Fe��Co��Al��Ԫ�ص�����ȴ�����ؽ���ͭ�Ͻ�ĵ������ܡ�
����Ϊʣ������ʣ���ʾ��ͭ�Ͻ��е����ʡ���λ�ȶ��˶����ӵ�ɢ������µĵ����ʡ�ͼ1��ʾΪ���Ͻ�Ԫ�ض�ͭ�Ͻ�絼�ʵ�Ӱ��[1]���Ͻ���Խ�ߣ��Ͻ��е�ȱ��Խ�࣬�Ե��ӵ�ɢ����ǿ��������ͭ�Ͻ�ĵ絼����֮���͡����кϽ�Ԫ�ض�ͭ�Ͻ����ܵ�Ӱ��������ͬ����Ӱ��̶Ȳ�ͬ�����磬 Ag��Cd��Ca��Zr��Mg�ȺϽ�Ԫ�ض�ͭ�Ͻ�ĵ�����Ӱ���С����Si��Fe��Co��Al��Ԫ�ص�����ȴ�����ؽ���ͭ�Ͻ�ĵ������ܡ�
�ڹ���ǿ��ͭ�Ͻ��У���ǿ����ߵ絼�����ì�ܵģ����Ҫ�����ӵĺϽ�Ԫ�ؾ�����������[2]��
1) �Ͻ�Ԫ�����������ͭ�Ͻ��ǿ�ȣ�ͬʱ��ͭ�Ͻ�絼�ʵ�Ӱ���С��
2) �Ͻ�Ԫ�������ͭ�Ͻ��ٽᾧ�¶ȣ�ʹ�Ͻ���нϺõĿ���������������
3) �Ͻ�Ԫ�ز�Ӱ��ͭ�Ͻ����õļӹ����ԣ������α�ǿ��ЧӦ������
������ͭ�Ͻ��ǿ�ȷ��濼�ǣ��Ͻ�Ԫ��Ӧ������ѡ����нϺõ�ǿ��ЧӦ��Ag��Be��Cd��Cr��Mg��Fe��Zr�ȣ���ֻ����ͭ�Ͻ�ĵ������ܣ���Ӧ������ѡ���ͭ�Ͻ�絼��Ӱ���С��Ag��Cd��Cr��Ca��Zr��Mg��Zn�ȡ���ˣ���ѡ���ǿ�ߵ�ͭ�Ͻ�Ĺ���Ԫ��ʱ����Ҫ�����ۺ�ǿ�Ⱥ͵������ܵ�������Ҫ��˸�ǿ����ߵ絼�ʡ����⣬�ڲ������ʱ���迼�ǵ�������������Դ������۸����أ���������ѡ���������ж��к���Ԫ�غ�ϡȱ�����Ԫ�ء�
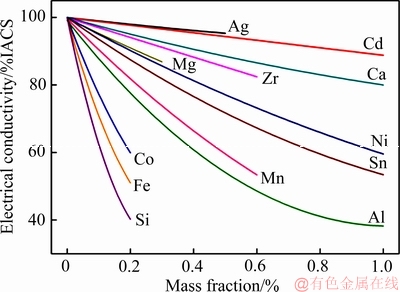
ͼ1 �Ͻ�Ԫ�ض�ͭ�Ͻ�絼�ʵ�Ӱ��[1]
Fig. 1 Influence of alloying elements on electrical conductivity of copper alloys[1]
�ڴ���Cu-Mgϵ�Ͻ�Ϊ��������������ǿ����ǿ�ߵ�ͭ�Ͻ�����ơ��ҹ������з���Ƶ�CTMH��Cu-Mg�Ͻ��ۺ��������죬�ѳɹ�Ӧ����ʱ��300 km�ĸ����Ӵ����ߡ�CTMH��ͭþ�Ͻ�ֻ�����ļӹ����μ��ɴﵽ����ǿ��520 MPa���絼��65%IACS���ӹ����ռ��������̶̣��ɱ��������ʺϴ��ģ����������������������-������ѹ-�������Ρ�
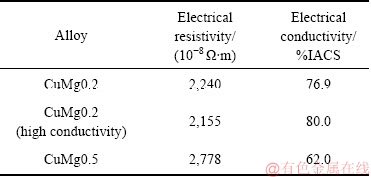
���ݹ�����·�ַ����ĵ�������·��ͭ��ͭ�Ͻ���߱�(TB/T 3111-2017)����������·��Cu-Mg�Ͻ������似�����ܼ���1[3]��
��1 ͭ�Ͻ�Ӵ��ߵ�������[3]
Table 1 Electrical conductivity of copper alloy contact wire[3]
ͼ2��ʾΪ������ѹCu-0.2Mg(����������%)�Ͻ�˲ĵ�EBSD��Ƭ[4]�����ȼӹ������ٽᾧ��Ӱ�죬�������ֵ��ữ������Ҳ��Ϊƽֱ�������˴�����ϸС�ٽᾧ�������˻��Ͼ�����ѹ����ƽ�������ߴ�Ϊ9.46 ��m(ͼ2(c))������ƽ�������ߴ�Ϊ8.62 ��m(ͼ2(d))���ɼ������ؼ�ѹ�������������������ٽᾧ��ԭ��ʹ�����ķ����Բ��Ǻ����ԣ�С�ǶȾ����һ��������Ա���Ϊ86.0%���Ͼ���ռ������������Ϊ6.7��(��ͼ2(e)��(f))��
ͼ3��ʾΪCu-0.2Mg�Ͻ�ͭ�˴Ӽ�ѹģǻ������ĵ���TEM��Ƭ[5]���ɼ�����ѹ����֮֯������Ų��죬һ���棬�����г������˻��Ͼ�(��ͼ3(a))����һ���棬�������ٽᾧ�����κ˺ͳ�����̣�����A��Ϊһ���ٽᾧ�ĺ��ģ��侧������������ɾ���B��C����������D�Ѿ���һ�������Ĵ���ƽ��̬���ٽᾧ���������澧��(Grain A��C��D��Grain A��B��C)�ӽ�120��(��ͼ3(b))��
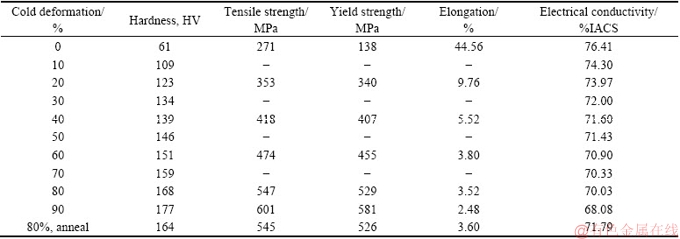
��Cu-0.4Mg�Ͻ�����ϣ�ͨ������Mg����������Ca�������Cu-0.29Mg-0.21Ca�Ͻ�����Cu-0.4Mg�Ͻ���ǿ�ȡ��쳤����������ı仯�ֱ����ڱ�2�ͱ�3[6]���ɼ����ڱ�֤ǿ�ȵĻ����϶�Cu-Mg�Ͻ�����Ͻ����Խ�һ�������絼�ʣ��Ա��ϸ������������������ͽ��ܽ��ĵ���������
Cu-0.29Mg-0.21Ca�Ͻ���ۺ���������Cu-0.4Mg�Ͻ��ԭ������CaԪ�ض�ͭ�Ͻ�絼�ʵ�Ӱ��С��MgԪ�صģ������������У�Caԭ�ӿ���������Bi��Pb���γɸ��۵㡢���ܶȵĻ������Щ����������ڰ�����������������˾����Ͻ�����ã����в���Caԭ����CuԪ���γ�Cu5Ca���ӣ���ɢ�ֲ�(��ͼ4)��ֻ��0.0966%(��������)��Caԭ�ӹ����ڻ����У������˹���Ԫ������ľ������Ե��ӵ�ɢ��[7]����Ȼͭ�Ͻ��й���Ca�ĺ����ͣ�����ӹ�Ӳ����Ч���ã��Ͻ�ǿ��Ҳ�������ߡ�
1.2 ʱЧǿ����ǿ�ߵ�ͭ�Ͻ�
����ǿ���Ļ����ɸ��ݰ�������������ͣ�ͭ�ĵ������ɳ�ԼΪ45 nm�����ڴ�ͭ������ͨ��һ���Ĺ��ղ�����ɢ�ֲ��ijߴ�Ϊ��ʮ�����ĸ�����(���ӻ���ά)�������ϣ��������������45 nm��������������ɢ�䣬�Ϳ�ʹͭ��������ǿ���͵���Ч�����ɴ˶���������ǿ��Ӧ��ʵ��ͭ�Ͻ��ǿ�ߵ�������ķ�����
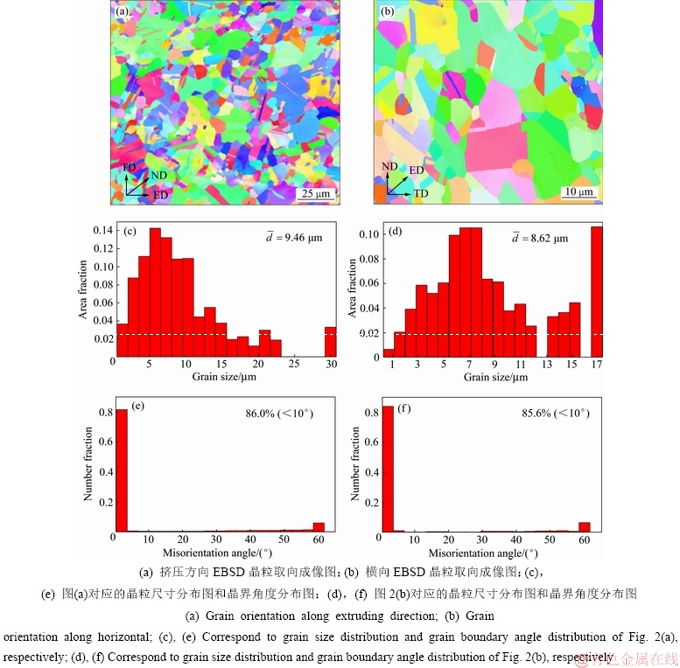
ͼ2 Cu-Mg�Ͻ�������ѹ��Ʒ��EBSD����[4]
Fig. 2 EBSD maps of Cu-Mg alloy after continuous extrusion[4]
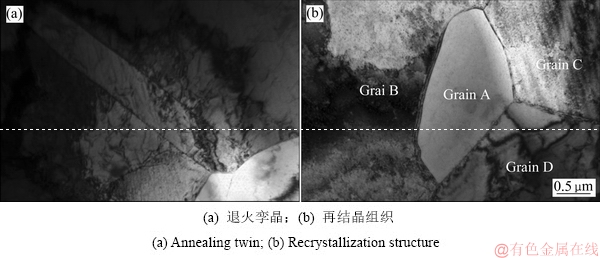
ͼ3 Cu-Mg�Ͻ�������ѹ��Ʒ��TEM��[5]
Fig. 3 TEM images Cu-Mg alloy after continuous extrusion[5]
��2 ��ͬ������Cu-0.29Mg-0.21Ca�Ͻ������[6]
Table 2 Properties of Cu-0.29Mg-0.21Ca alloy after different treatments [6]
��3 ��ͬ������Cu-0.4Mg�Ͻ������[6]
Table 3 Properties of Cu-0.4Mg alloy after different treatments[6]
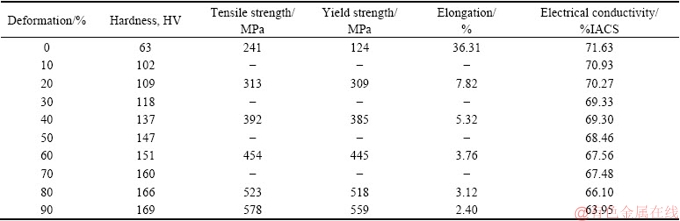
ͼ4 Cu-0.29Mg-0.21Ca�Ͻ�EDS����[7]
Fig. 4 EDS analysis of Cu-0.29Mg-0.21Ca alloy[7]
�Ͻ��ǺϽ����������Ч����õ��ֶ�֮һ��ͨ�����ӺϽ�Ԫ�ظı�ʱЧ�������������κ˳�����̻���������ȣ�����ǿ��Ч������ߺϽ���ۺ����ܡ�
1.2.1 ��ǿ�ߵ�CuFeP�Ͻ�
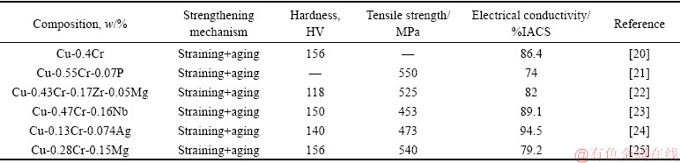
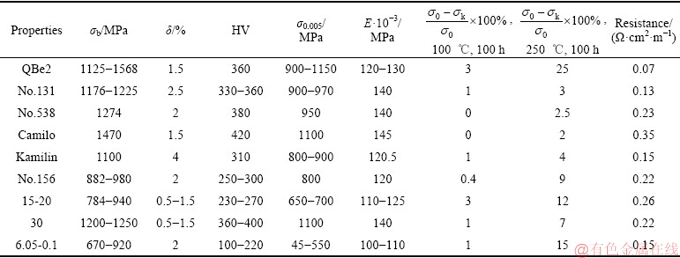
��20����70����������ֹ�˾������C19400�Ͻ�����Cu-Fe-Pϵ�Ͻ�һֱ�����г�����������IC���߿�ܵ��������ϡ����У���ߴ����Եı���C19400�Ͻ�(�й��ƺ�QFe2.5)��KFC�Ͻ�(�й��ƺ�QFe0.1)���仯ѧ�ɷֺ���ѧ�������4��ʾ[2]��
Cu-Fe-Pϵ�Ͻ��г�����������Ҫ������4��[8-13]�����������ṹ��-Fe(ͨ��Ϊ����״)�����������ṹ��-Fe(ͨ��Ϊ�̰�״)�����ǽṹFe2P(ͨ��Ϊ��״)���ķ��ṹFe3P(ͨ��Ϊ��״)�����У��ձ���Ϊ���׳ߴ�(С��20 nm)�Ĺ����-Fe���ӵ������ǺϽ�ǿ������Ҫ����[8-10, 12]��
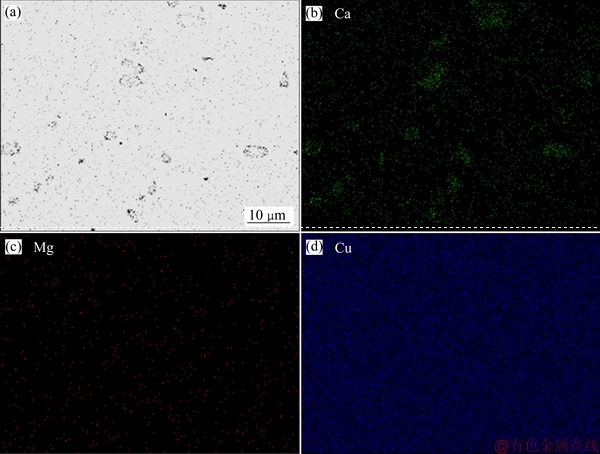
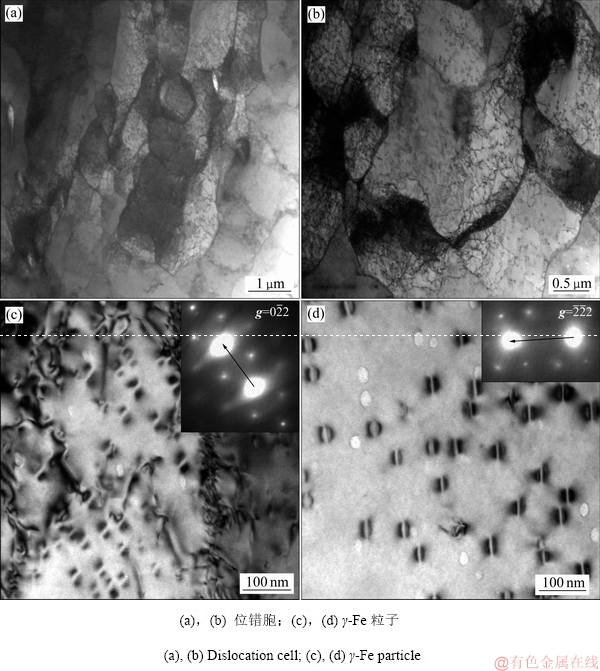
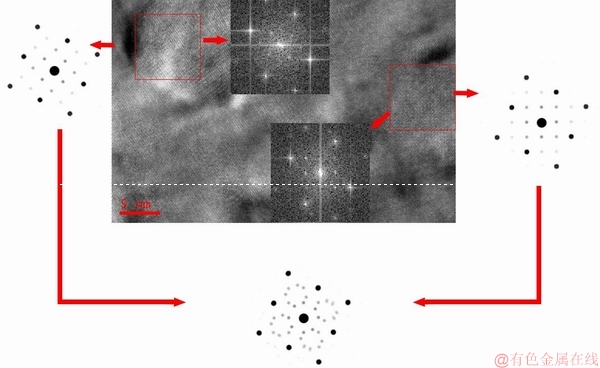
Cu-2.1Fe�Ͻ�����ʱЧ�¶ȷ�ΧΪ480~520 �棬��ʱЧӲ��ƽ̨�ڳ�����Ҫ������Ϊ�������ȫ����Ħ�-Fe�������ӣ���ʱЧ״̬�¦�-Fe�������ӳ���ʷ��Σ���ʧȥ����ЧӦ���Ͻ�ǷʱЧ������ǿ��������ҪΪ����ǿ��������ʱЧ��ʱЧ������ǿ��������ҪΪOrowanǿ��[14]����ӹ������У������β�����λ���й���-Fe���Ӻ�Ӧ�����շ�Fe����ת��Ϊ��-Fe���ӡ�ͼ5��ʾ��Cu-2.1Fe�Ͻ�4%��С���κ��TEM��Ӧ���仨������ر���ģ�����仨��[15]��Fe�������γ����������Ĵ�״���ơ�ͼ5(a)�еĦ�-Fe���ӿ��Է�Ϊ�����ࣺһ�������е���������ֱ��[220]Cu(A��)����һ�������е���������ֱ�� (B��)��ͼ5(b)Ϊͼ5(a)��Ӧ��[001]Cu�����µ�ѡ���������仨��(SADP)���ɼ�����ĸ��İߵ��⣬���۲쵽���������ֱ������������������������[220]Cu�����ڴ�Cu-Fe�Ͻ��з�����4���Ͼ���-Fe���壬��ģ�����仨����ͼ5(c)��ʾ��ͼ5(a)�����е�������ƽ����{110}Cu�档���ݦ�-Fe��BCC�ṹ������������4�ֱ����ڸ���[110]Fe��������仨���Լ����е��Ӻ�Ļ�����ʶ��ͼ5 (c)��(d)���ɼ�����1��2(�����3��4)�����İߵ���{112}Fe�澵��Գƣ�Ҳ������Fe������ת��Ϊ����{112}�Ͼ���������[001]Cu����������Ҳ���ӣ����õ����仨����ͼ5(e)������ͼ5(b)�����仨��һ�¡��ٿ���˫����ЧӦ��ģ������仨����ʵ��õ�������ߵ�ƥ��Ϻ�(��ͼ5(f))����Ҳ������ͼ5(b)�����ֱ�İ�ɫ���ߵIJ���ԭ����4��Fe���ӱ����������ӵĽ�����ɴ˿ɼ���Cu-Fe�Ͻ���4�ֱ�������嶼��Pitschȡ���ϵ����
(B��)��ͼ5(b)Ϊͼ5(a)��Ӧ��[001]Cu�����µ�ѡ���������仨��(SADP)���ɼ�����ĸ��İߵ��⣬���۲쵽���������ֱ������������������������[220]Cu�����ڴ�Cu-Fe�Ͻ��з�����4���Ͼ���-Fe���壬��ģ�����仨����ͼ5(c)��ʾ��ͼ5(a)�����е�������ƽ����{110}Cu�档���ݦ�-Fe��BCC�ṹ������������4�ֱ����ڸ���[110]Fe��������仨���Լ����е��Ӻ�Ļ�����ʶ��ͼ5 (c)��(d)���ɼ�����1��2(�����3��4)�����İߵ���{112}Fe�澵��Գƣ�Ҳ������Fe������ת��Ϊ����{112}�Ͼ���������[001]Cu����������Ҳ���ӣ����õ����仨����ͼ5(e)������ͼ5(b)�����仨��һ�¡��ٿ���˫����ЧӦ��ģ������仨����ʵ��õ�������ߵ�ƥ��Ϻ�(��ͼ5(f))����Ҳ������ͼ5(b)�����ֱ�İ�ɫ���ߵIJ���ԭ����4��Fe���ӱ����������ӵĽ�����ɴ˿ɼ���Cu-Fe�Ͻ���4�ֱ�������嶼��Pitschȡ���ϵ���� //
//  ��{222}BCC//{220}FCC����-Fe���ӵ�����������Ҫ�����֣�һ��Ϊ�����ŷ���(
��{222}BCC//{220}FCC����-Fe���ӵ�����������Ҫ�����֣�һ��Ϊ�����ŷ���( //
//  )����һ��Ϊ�����߷������߾�Ϊ�ͻ����ܵķ������н�ԼΪ8.36�㡣�ڸ����£�����ʱЧ�Ľ��У���-Fe���ӵ��Ͼ��ṹ����ʧ����-Fe��Cu����֮���ȡ���ϵ�����ȵ�Pitsch��ϵ����ȶ���Kurdjumov- Sachs (KS)��ϵת��[15]��
)����һ��Ϊ�����߷������߾�Ϊ�ͻ����ܵķ������н�ԼΪ8.36�㡣�ڸ����£�����ʱЧ�Ľ��У���-Fe���ӵ��Ͼ��ṹ����ʧ����-Fe��Cu����֮���ȡ���ϵ�����ȵ�Pitsch��ϵ����ȶ���Kurdjumov- Sachs (KS)��ϵת��[15]��
P���������������������������Ⱥ�ϸ�������������ӹ���Pʱϸ��������ʧ��P�����ϵ�ʱ����̬�Ͻ�����Ҫ�γ���״���Ե�Fe3P�࣬��ԺϽ�����ӹ����̲�������Ӱ�죻������������0.15%(��������)����̬�Ͻ��е�Fe3P�౻���ȶ���Fe2P����ȡ������P�������ﵽ0.15%(��������)ʱ��P��Fe����γɸ��ȶ���Fe2P�ࡣ����P�����ļ������ӣ�������Fe2P�����׳ߴ�������ʽ��ɢ�ֲ���ͭ�����У��ԺϽ����ܲ�������Ӱ�졣����Cu-Fe-P�Ͻ�Ŀ������ԣ�����̬�Ͻ����ʱЧ�¶ȷ�ΧΪ400~450 �档
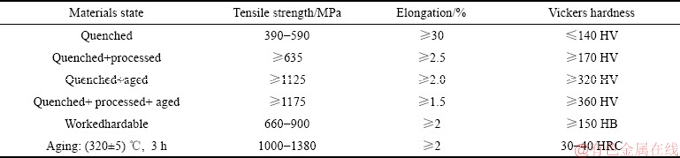
�о����֣�����ڴ�ͳ���ܴ��+����ʱЧ���գ�������������(HR)+����ʱЧ���������Cu-Fe-P�Ͻ��Ӳ�ȺͿ���ʱЧ����[16]��
��4 ������ҪCu-Fe-P�Ͻ�ijɷּ�����[2]
Table 4 Composition and properties of two main Cu-Fe-P alloys [2]

ͼ5 (a) [001]Cu�����¦�-Fe ���ӵ�TEM������(b) ͼ(a)��Ӧ����ߵ㣻(c) ģ���4�֦�-Fe�����ڸ��Ե�[110]Fe������仨����(d)��(e) 4�ֱ��廨����[001]Cu��ĵ��ӣ�(f) ����˫������ģ�⻨����[001]Cu������ʵ�����õ�����ߵ�һ��[15]
Fig. 5 (a) TEM bright field image of ��-Fe particle under axis of [001]Cu; (b) Corresponding SADP of (a); (c) Simulated diffraction patterns of four ��-Fe variants along with [110]Fe axis; (d), (e) Superposition of 4 variations on [001]Cu axis; (f) Simulated pattern after considering double diffraction is consistent with diffraction spots obtained by experiment under the axis of [001]Cu[15]
ͼ6 Cu-2.3Fe-0.03P�Ͻ��������̬TEM��[16]
Fig. 6 TEM images of Cu-2.3Fe-0.03P after hot rolling and quenching[16]
ͼ6��ʾΪC19400�Ͻ��������ߴ������羵(TEM)����֯����ѡ���������仨��(SADP)[16]���ɵͱ���ɼ���HR̬�Ͻ���λ���ܶȺܸߣ�λ�����ߴ�Լ1~2 ��m����ͬ�����λ���ܶ�������ͬ���߱�����(ͼ6(c)��(d))�ɼ���������״��-Fe���ӡ��Ķ��߷���ȫ����ֱ�ڲ���ʸ���������Ų���ʸ���ı仯���仯���Ķ���(Ӧ��Ķ�)�ij���˵�������������ڹ����ϵ��
����ʱ�α��������λ�������α䴢�ܻ��۵��㹻�ߺ�λ����̬���ȶ������������ͻ����λ���γ��ٽᾧ�ĺ��ģ����ɸ����ܵĻ����������̬�ٽᾧ��ͭ�Ͻ�IJ���ܽϵͣ��䶯̬�ٽᾧ����ǿ�����ǺϽ�̬�ٽᾧ����������ȡ���ڲ���ܵĸߵͣ���Ҫ���ǵ����˵��γ������;���Ǩ�Ƶ����׳̶ȡ������ںϽ��е�����ԭ�ӻ���ɢ�ĵڶ������������Ǩ�ƣ�������̬�ٽᾧ���ٶȡ�C19400�Ͻ�����ʱ���½��ɵ��¹��������巢���ֽ⣬Fe������λ���ṩ���κ�λ�ô������������Ҹ�����Fe����������ΪѸ�١�Fe���ӶԾ���Ǩ����ǿ�Ҷ������ã��谭��Щ�����һ���ٽᾧ������ǶȾ��类��ɢ���ӹ̶������ٽᾧ���˲����������ڵľ����ڳ���ʱ���ٽᾧ����ֻ����ԭ������������������ԭʼ������λ����С������Ǩ�����ʽϵͣ��ٽᾧ��չ���������º������̬�����ߴ粻������̬���ȡ��о����֣�����̬��Ʒ������ʱЧʱ��Ӳ��ֵ�����IJ���˵��һ�������������ֽ⣬������Fe���Ӳ�������ǿ�����ã���һ����λ���������٣��ӹ�Ӳ��Ч�����ͣ������ظ�����[16]��
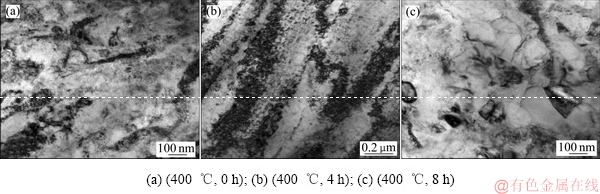
ͼ7��ʾΪCu-2.3Fe-0.03P�Ͻ�����80%+ 450 �桢8 hʱЧ��TEM������[16]�����ڹ��ܴ��̬�Ͻ���Ʒ�������ٽᾧ�����ٽᾧ����Ϊ�ɾ�(��ͼ7(a))���ڶ����Ϊ��ɫ��״�Ķ�(��ͼ7(b))���Ͻ��ٽᾧ�ٶȽϿ죬ϸ��Fe�����������谭�ٽᾧ���̡��������������Ͻ�ʱЧ�����ϴ���(��ͼ7(c))���߱���֯���������������ʱЧ̬��Ʒ���ƣ����ӳʺ�ɫ��״�Ķȣ��ߴ�С�� 5 nm��С���������ڴ������Φ�-Fe����(��ͼ7(d))���ߴ�Ϊ25~40 nm�����ڦ�-Fe������450 ���ʱ��ʱЧ�����������óߴ磬��Щ���Φ�-Fe����Ϊ�������ʱ�Ħ�-Fe������ι����з���Ӧ���յ���������ת������ġ�����Ʒ�д����ӷֲ�ϡ�裬�����ڻ����۲첻��λ������ˣ��������Ǿֲ��ٽᾧ���������ٽᾧǰ�γɵ����Φ�-Fe���ӿ�������λ�����˶�������[17]���������ƺϽ���ٽᾧ���Ͻ���ۺ����ܸ��á�
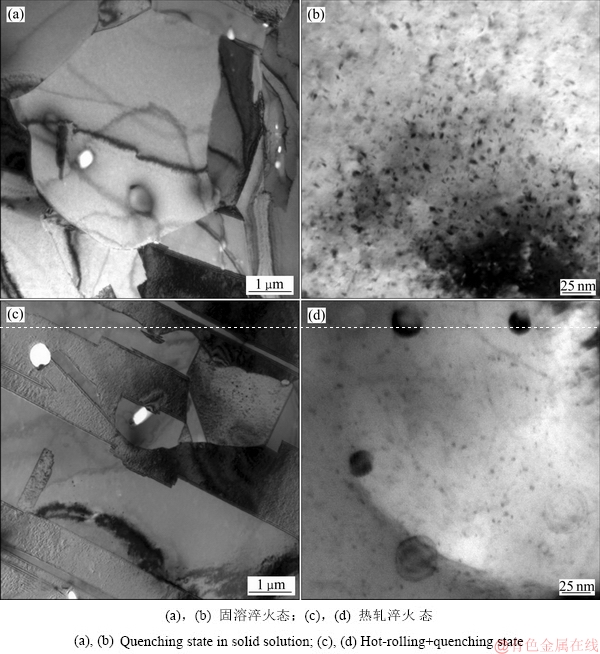
ͼ7 ��ͬ״̬Cu-2.3Fe-0.03P�Ͻ�����80%+(450 ��, 8 h)ʱЧ��TEM������[16]
Fig. 7 TEM bright field images of Cu-2.3Fe-0.03P alloy in different states after cold rolling of 80%+(450 ��, 8 h) aging[16]
1.2.2 ��ǿ�ߵ�Cu-Crϵ�Ͻ�
Cu-Cr�Ͻ���һ�ֵ��͵�����ǿ���ͺϽ𣬸�������0.65%(��������)�ĸ�Ԫ�ؿ��Թ����ڻ����У��������¹��ܶȽ�0.03%(��������)�����ʱЧ�����н������������Ͻ�ǿ�ȡ��絼�ʿ�������[18]��Ȼ����Ԫͭ���Ͻ�ʱЧ���������ȶ��Բ�����༫�׳��Ӷ�������ʱЧ�������¶ȵͣ����������˸úϽ��ڸ߶�����ҵ����Ĵ��ģʹ��[19]���Ͻ������Cu-Cr�Ͻ��ۺ����ܵ���Ч;������5����Ϊ��ͬԪ���Ͻ�Cu-Crϵ�Ͻ���ۺ����ܣ��ɼ���ǿ�Ⱥ͵絼�ʾ��Ƚϸߡ�
��ͬ�Ͻ�Ԫ����Cu-Crϵ�Ͻ��е����û��Ʋ�һ��ͼ8��ʾ����Cu-0.13Cr-0.074Ag�Ͻ���480��ʱЧ2 h��Ʒ��TEM��[26]���Ͻ��������˴����ĵڶ������ӣ���ߴ�ԼΪ10 nm���ҡ���[100]Cu�������µĸ߷ֱ�羵����Ƭ���з������丵��Ҷת���ĵ������仨����ʾ�ڶ���ΪBCC����ṹ(��ͼ8(b))��ͼ8(c)��ʾΪ�Ͻ��HADDFͼ��ͼ8(d)��(f)��ʾΪ��Ԫ�صķֲ����ɼ�����״����������Ҫ��CrԪ�أ�AgԪ�طֲ����ȡ�3Dԭ��̽��(3DAP)�۲�ɸ���ȷ������Ԫ�صķֲ���ͼ9��ʾΪCu-Cr-Ag�Ͻ��3DAP�������[26]���ɼ���ʱЧ2 h�ĺϽ������������ӳ���״�����ֳʰ�״����ΪCr�����࣬AgԪ����ʱЧ�������Ǿ��ȷֲ���ͭ�����еġ�
��5 ��ͬԪ���Ͻ�Cu-Cr�Ͻ���ۺ�����
Table 5 Comprehensive properties of Cu-Cr-based alloy
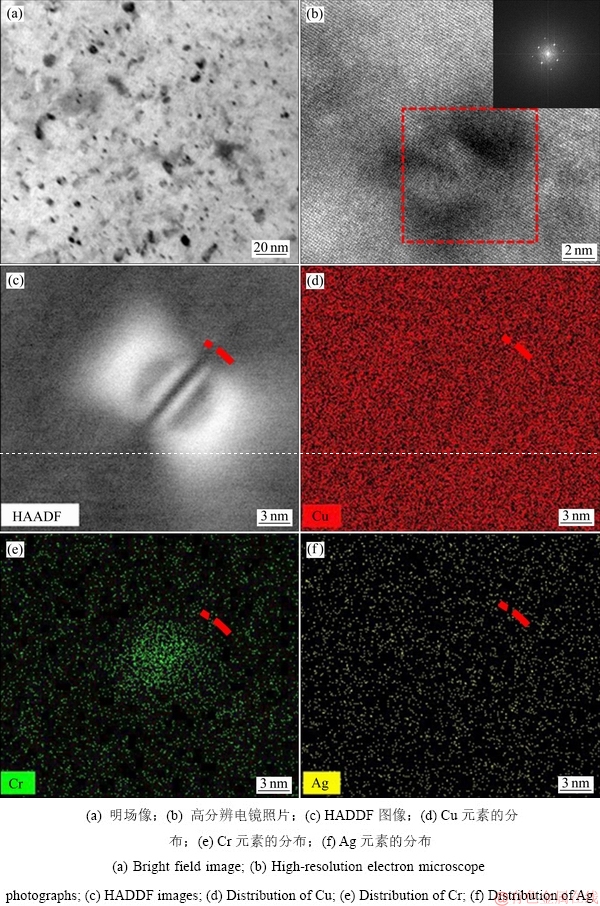
ͼ8 Cu-Cr-Ag�Ͻ���480 ��ʱЧ2 h��TEM��[26]
Fig. 8 TEM images of Cu-Cr-Ag alloy aged at 480 ��for 2 h[26]
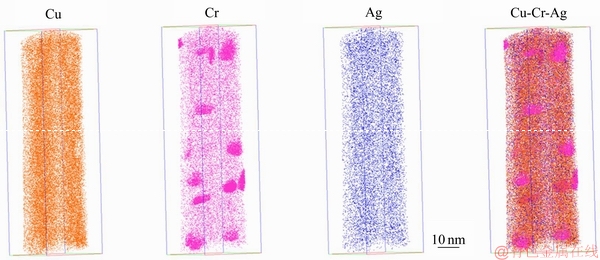
ͼ9 Cu-Cr-Ag�Ͻ��3άԭ�ӷֲ���2DͶӰͼ[26]
Fig. 9 2D projection of 3D distributions of atom map in Cu-Cr-Ag alloy[26]
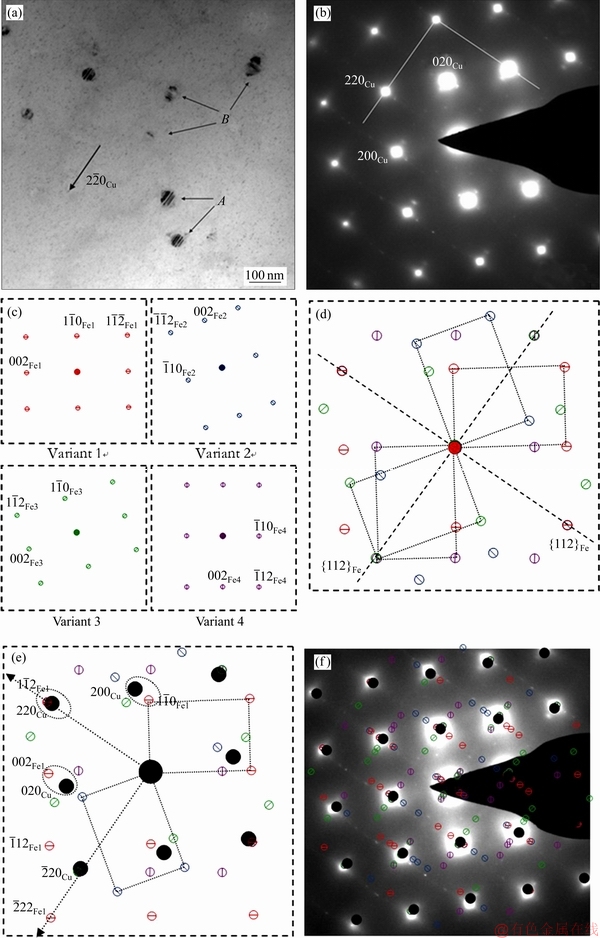
����Cu-Cr-Nb�Ͻ���ʱЧ�����У�������Cr���������3��λ���ϵ���ֱ�Ϊ����-����λ���ϵ��N-Wλ���ϵ��K-Sλ���ϵ��ʱЧ�����У�������Cr��ֱ����BCC�ṹ��FCC�ṹ��ʱЧ���ڣ�Cr����BCC�ṹΪ����ͼ10��ʾΪ950 �桢4 h����+80%�������ε�Cu-0.47Cr-0.16Nb�Ͻ���450 ��ʱЧ4 h����羵��Ƭ[27]��������δ�������ٽᾧ��֯��������λ������(��ͼ10(a)��(c)��ʾ)��ͼ10(a)��Ӧ��ѡ����������ߵ���ͼ10(b)��ʾ����Ϊͭ���塣ͼ10(c)�����ϵ�Cr2Nb�����ɼ���Լ0.5 ��m��Cr2Nb����ʱЧ���̳��������谭�������������Ͻ�ǿ�ȵ����á�ͼ10(e)�пɼ������ϴ��ڴ����������ӡ�Ϊ�˽�һ��Ū��ڶ������ӵĽṹ��ѡȡͼ10(e)�о��д����Ե�����ڶ��������ڸ߷ֱ�ģʽ�½��й۲죬���ʾ��ͼ10(f)~(h)��ͼ10(f)Ϊ����������ĸ߷ֱ�ͼ���丵��Ҷת������ͼ�ף�����ͭ������[011]������仨���⣬����һ�װߵ㡣���ݱ궨�����֪�����γ�����ΪBCC�ṹ��Cr�࣬������λ���ϵΪ[011]Cu//[001]Cr�� // (110)Cr��
// (110)Cr�� //
// �������͵�N-Wλ���ϵ��ͼ10(g)��ʾΪ���ȶ�״������ĸ߷ֱ�ͼ���ݸ���Ҷת������ͼ�ױ궨�����֪�ÿ��ȶ�״������ҲΪBCC�ṹ��Cr�࣬������λ���ϵΪ[011]Cu// [111]Cr��//
�������͵�N-Wλ���ϵ��ͼ10(g)��ʾΪ���ȶ�״������ĸ߷ֱ�ͼ���ݸ���Ҷת������ͼ�ױ궨�����֪�ÿ��ȶ�״������ҲΪBCC�ṹ��Cr�࣬������λ���ϵΪ[011]Cu// [111]Cr��// ��//
��// ����K-Sλ���ϵ��ͼ10(h)��ʾΪ��һ������������ĸ߷ֱ�ͼ�������FCC�ṹ���������ȫ��������������-������ϵ��
����K-Sλ���ϵ��ͼ10(h)��ʾΪ��һ������������ĸ߷ֱ�ͼ�������FCC�ṹ���������ȫ��������������-������ϵ��
ͼ11��ʾΪCu-0.47Cr-0.16Nb�Ͻ�(��950 �桢 4 h����+80%��������+450 ��ֱ�ʱЧ2.5 min��30 min��4 h)���͵���άԭ��̽��(3DAP)�������[23, 27]��Nb�ĺ�����2.5 minʱ��0.16%~0.2%(Ħ������) (��ͼ11(b)��ʾ)���ӵ�4 hʱ��0.3%~0.6%(��ͼ11(d)��ʾ)��˵��NbԪ����Cr�������ڲ������ۼ���ʱЧ������������NbԪ�ش�ͭ����������ͼ11(e)��(f)��(g)�ֱ���ʾ��2.5 min��30 min��4 h��Ʒ��Cr��ͭ����ķֲ������2.5 minʱ��Cr��С���٣�ƽ������Ϊ5.8 nm��30 minʱ��Cr��С�Ҷ࣬ƽ������Ϊ7.7 nm��4 hʱ������Cr��ֻ�����С�����ȣ���5~18 nm���ȣ�ƽ������Ϊ12.3 nm��
Nb��ͭ�����еĹ��ܶ�Ϊ1000 ��/0.2%��800 ��/0.15%��20 ��/0.14%��Cr��ͭ�����еĹ��ܶ�Ϊ1000 ��/0.49%��400 ��/0.024%��20 ��/��0.024%��Cu-0.47Cr-0.16Nb�Ͻ�ʱЧ������Cr�������ǿ��Ч��ռ������Nbԭ�ӵ�������ʱЧǰ����Ϊ�κ����ģ�����شٽ���Cr����κ��볤���κ�λ�ø��࣬�������ϸС���к�������Nbռ���˻����еIJ��ֿ�λ������ƫ����Cr�������ڲ����ӻ���Cr��Ĵֻ�����ˣ�ʱЧ�к���Cu-0.47Cr-0.16Nb�Ͻ�Ӳ�ȱ�Cu-0.45Cr�Ͻ�ĸߡ�3DAP�Ĺ۲���˵������Nb�����谭Cr�ֻ���Ч�����Ͻ���200 �桢300 �桢400 ��ʱ�쳤�ʷֱ�Ϊ399 MPa/22.9%��334 MPa/ 14.8%��282 MPa/12.3%[23, 27]���ɼ�Cu-0.47Cr-0.16Nb�Ͻ�������õĿ������������ܡ�
Mg��ͭ�Ͻ��г��õ��Ͻ�Ԫ�ء�ͼ12��ʾΪCu-Cr-Mg�Ͻ�ʱЧ����������֯�ݱ������Ƭ[25, 28]��ͼ12(a)��(b)��(c)�ǺϽ�2.5 min��15 min��4 hʱЧ��������2.5 minʱЧ���ڻ��弰λ����λ��������������(��ͼ12(a))��������ߴ�ϴ��Ҹ��ݳĶ�������Ҫ��Ϊ���ࣺ����������Ͷ���״�����ࡣͼ12(a1)�߷ֱ�羵�۲�����֪����״�����������������С���������ȫ������Ͷ�ԪCu-Cr�Ͻ�������������һ�£���15 minʱЧ��״�������������(��ͼ12(b))�������в�����������и߷ֱ�۲���Կ����ڴ˽εĶ���״������������ʰ빲���ϵ���������ֳĶȣ���������ߵ��г����˵ڶ��װߵ㣬���궨�ֱ�Ϊ������N-Wȡ���Heusler��(��ͼ12(b1))�ͳ�K-Sȡ���Heusler��(��ͼ12(b3))���������ߵ���ͼ�м�ͷ��ʾ����ʱЧ4 h��Ͻ����������15 min̬��������߷ֱ�����������������ְ빲����������ֱܷ�Ϊ��N-Wȡ���Heusler��(��ͼ12(c1))�ͳ�K-Sȡ���Heusler��(��ͼ12(c3))���������ߵ���ͼ�м�ͷ��ʾ��
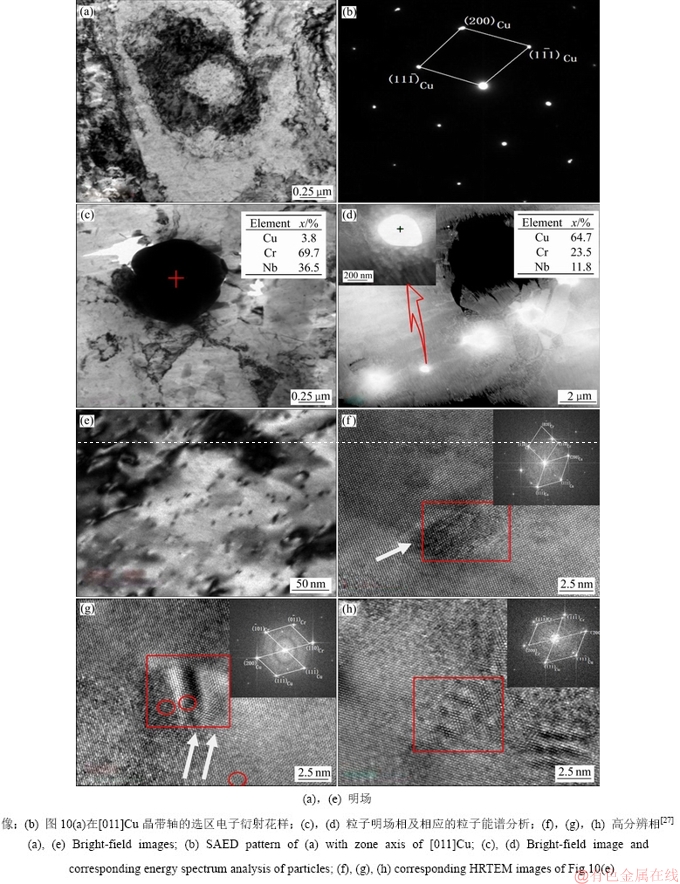
ͼ10 ��(950 ��, 4 h)���Ȼ�����+80%��������+(450 ��, 4 h)ʱЧ��Cu-0.47Cr-0.16Nb�Ͻ����羵��Ƭ[27]
Fig. 10 TEM image of Cu-Cr-Nb alloy fabricated via solid-solution treating at (950 ��, 4 h)+cold rolling by 80%+(450 ��, 4 h) aging[27]
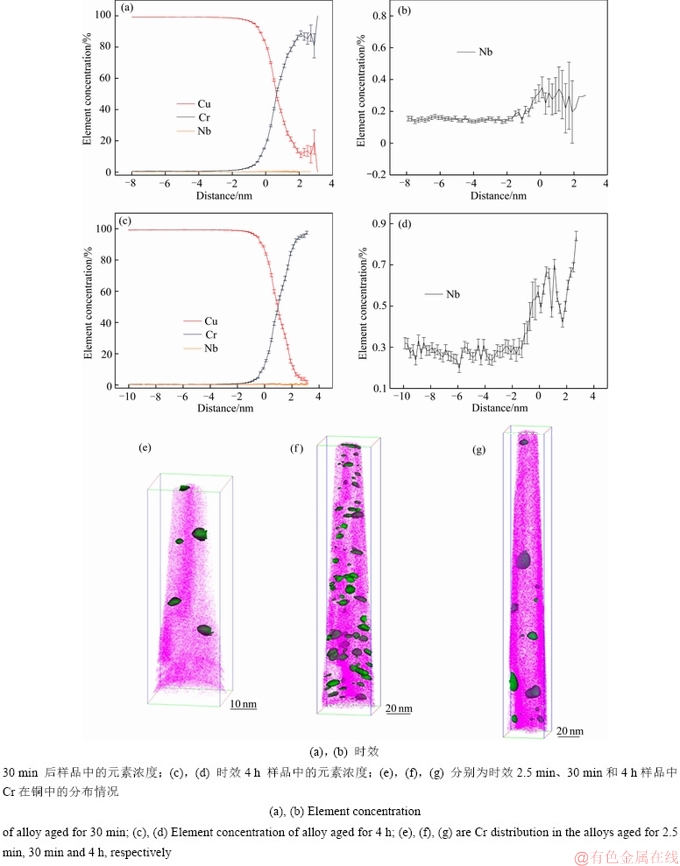
ͼ11 Cu-0.47Cr-0.16Nb �Ͻ�(950 ��, 4 h)����+80%��������+450 ��ֱ�ʱЧ��ͬʱ���3DAP���[23, 27]
Fig. 11 3DAP data showing Cr concentration maps and corresponding concentration of Cu, Cr and Nb in Cu-Cr-Nb alloy fabricated via solid-solution treating at (950 ��, 4 h)+cold rolling by 80%+aging at 450�� for different time[23, 27]
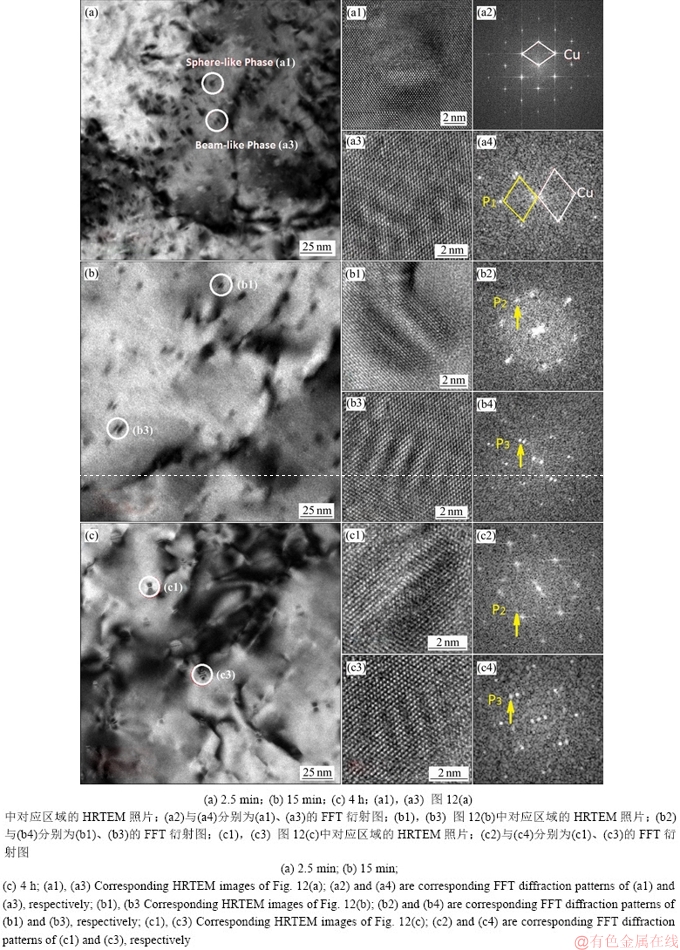
ͼ12 Cu-Cr-Mg�Ͻ�480 ��ʱЧ��ͬʱ���TEM��HRTEM��Ƭ[25, 28]
Fig. 12 TEM and corresponding HRTEM images of Cu-Cr-Mg alloy aged at 480 �� for different time[25, 28]
ʱЧ�������������κ˳���ʹֻ���������ѧ������Ԫ����ɢ�Ĺ��̣�һ����Բ�ͬ�ɷֵ��������в�ͬ������ѧ�ȶ�״̬��ͼ13��ʾΪCu-Cr-Mg�Ͻ�ʱЧ2.5 min��15 min��4 h��CrԪ����άԭ��̽���ع�ͼ��������Ԫ��һάŨ�ȷֲ�ͼ[25]����ͼ13��֪��ʱЧǰ�����������״���ܶȽϵͣ�����ʱЧʱ���ӳ���״�������ܶ�����4 h���������ܶȽ��͡���������ʱЧǰ���������������٣�����ʱЧʱ���ӳ������������������࣬ʱЧ�����������Ostwald�컯����С����������ʧ���ϴ�������������������ܶ��½�����ͼ13Ԫ�ص�һάŨ�����߿��Կ�����ʱЧ2.5 min��FCC�ṹ��������CrԪ�غ���Լ40%���ɴ˿�֪���ڵ�Cr��Cu�����������ȶ��ṹΪFCC�ṹ��������Ϊ��FCCͭ������������ͬ�ṹ������������������͡�Ҳ������ΪCrԭ���������ಿ�ָ������û�ԭ��λ��Cuԭ�ӣ���Cr�����ϵ�ʱ������ά��ԭʼ����ṹ���γ�FCC������[29]��
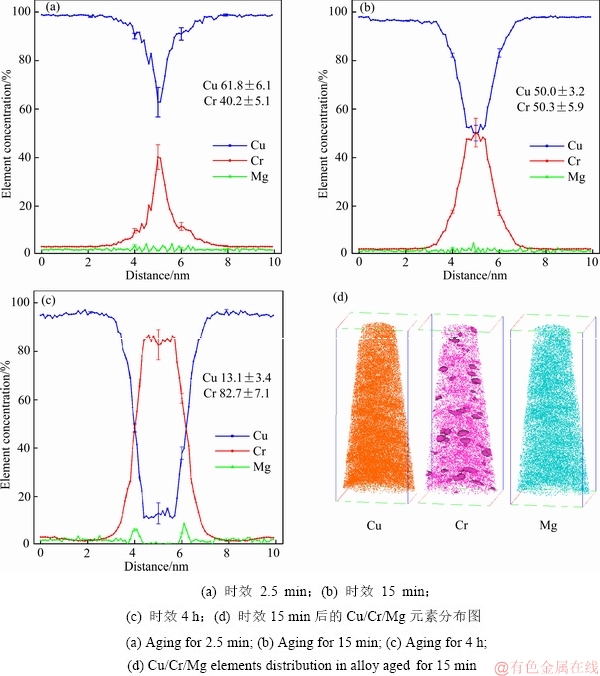
ͼ13 Cu-Cr-Mg�Ͻ�480 ��ʱЧ��ͬʱ���������Ԫ�طֲ�����Ԫ�طֲ�ͼ[28]
Fig. 13 Element density maps (and corresponding distribution of Cu, Cr and Mg of precipitates in Cu-Cr-Mg alloy aged at 480 �� for different time[28]
����ʱЧʱ���ӳ���Cr���ϸ�����ʱЧ15 min��CrԪ�غ�������50%����ʱ������ת��ΪHeusler�ṹCrCu2Mg�ࡣ��ʱЧʱ���ӳ���4 h����������CrԪ�ر�����������CrCu2Mg��ֽ��ΪBCC�ṹ��Cr��[30]��
ʱЧǰ�������ཫ��Ԫ�ظ�����λ���κ˻����γ��Ŵأ�þԪ�ؽ��������������У���ͼ13(a)��ʾ������ʱЧʱ���ӳ�����������CrԪ��Ũ�Ȳ���������CuԪ��Ũ�Ȳ����½�������Mg��Cr�в������Ҳ�������Ӧ�������࣬��ˣ�ʱЧ�����У���Cr�������е�Mgԭ�ӽ��ᱻ���ų����������ⲿ����ͼ14ʾ��ͼ��ʾ[28]��Mg��Cr�����ܶȣ���Cu���г���2%�Ĺ��ܶȣ���ˣ�Mg��Cr�е���ɢϵ��ԶԶ����Mg��Cu�е���ɢϵ��[31]����ʱ����Mgԭ�ӽ����ų������࣬���ʱ����Mg����ɢ����ͭ�����дӶ���������-������渻����MgԪ��ƫ������������档ƫ�۵�MgԪ�ؽ������������ͻ����Ŀ�λ�ϣ���Ч���ʹ���ȣ�������浯�Ի��䣬��������ת�����������ȶ����м��࣬�Ƴ���ʱЧ������ת�����[32]��MgԪ��δ�ı�Cu-Cr�Ͻ����������ȶ���Heusler�ṹ(CrCu2Mg)����̬�࣬�������������
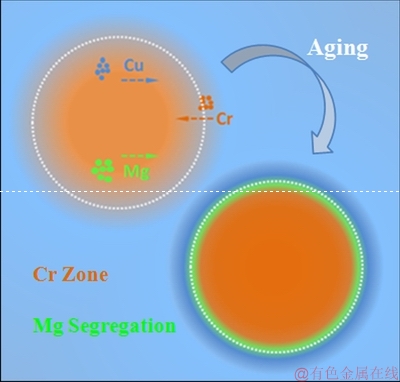
ͼ14 Cu-Cr-Mg�Ͻ�ʱЧ������ԭ����ɢʾ��ͼ[28]
Fig. 14 Schematic diagram of atom diffusion during aging treatment in Cu-Cr-Mg alloy[28]
��Ը�����·��һ�����١�����ȫ�����ܵ���Ҫ��ͻ�Ƹ�ǿ�ߵ�CuCrZrϵ�Ͻ����ա�����ء����������������ǹؼ�֮һ��ͨ������Ĵ������ᾧ�����Ż���ơ������������պͺϽ�Ԫ���������Ӽ�����ͻ����CuCrZrϵ�Ͻ����ա�����ء������������������������������ĺ����Ƭ��ͼ15��ʾ���Ͻ�������ѹ�������κ�ʱЧ���������ۺ��������6���У��ܹ�����ʱ��385 km/h���ϸ����Ӵ����ߵ�����ȫ������Ч��������ʹ�õ�Cu-Mg�߾��������ߡ�

ͼ15 CuCrZr�Ͻ����������ĺ����Ƭ
Fig. 15 CuCrZr alloy produced by up-drawing continuous casting
1.2.3 ��ǿ�ߵ�CuNiSiϵ�Ͻ�
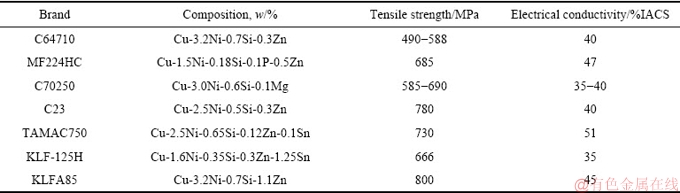
Cu-Ni-Si�Ͻ�㷺Ӧ���ڵ��ӵ繤��Ʒ�У���������������߿�ܺͽӲ�����������֮һ�����߿�ܺͽӲ����Cu-Ni-Si�Ͻ�ǿ��һ��Ϊ600~700 MPa��������Ϊ35%~50%IACS��Ŀǰ���Ѿ��γ��˶��ֳ���ĺϽ��ƺš���7����Ϊ�������߿����Cu-Ni-Si�Ͻ���ƺš��ɷֺ���������[33]��
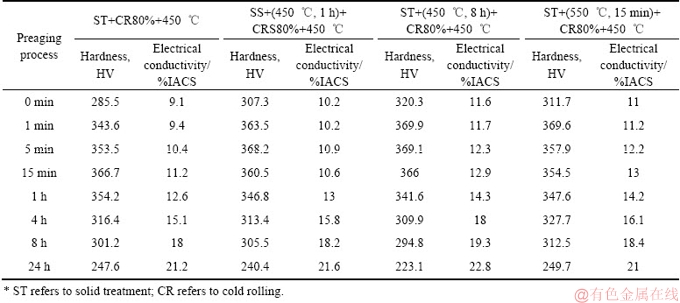
Cu-Ni-Si�Ͻ����һ��ʱЧǿ���ͺϽ𣬺Ͻ������֯����������ʱЧ���յIJ�ͬ���仯��Cu-3.0Ni-0.72Si�Ͻ���450 ���600 ��ʱЧ�������Ӳ�Ⱥ͵�������ͼ16��ʾ[33]���Ͻ��Ӳ������ʱЧʱ����ӳ����ֳ���Ѹ������(ǷʱЧ)�������ֵ��(��ʱЧ)����������½�(��ʱЧ)��3���Σ��絼��������ʱЧʱ����ӳ�����������Cu-3.0Ni-0.72Si�Ͻ�Ͻ����Ӳ�ȹ���̬ʱԼΪ77 HV���ң���450 ���¾���8 h��ʱЧ�ﵽ��ֵ232 HV���ٽ�һ��ʱЧ��64 h���Ͻ�Ӳ���½�Ϊ210 HV���Ͻ���600 �������ʱЧ����䷢�����죬ʱЧ5 min���ﵽ�˷�ʱЧ�����Ƿ�ʱЧӲ�ȱ�450 ��ķ�ʱЧӲ���Ե͡�����ʱЧʱ����ӳ������ܴ�����Ĺ����������е�����ԭ�Ӳ������������������������������絼�ʲ���������
��6 CuCrZr�Ͻ������������ۺ�����
Table 6 Properties of CuCrZr alloy produced by up-drawing continuous casting

��7 �������߿����Cu-Ni-Si�Ͻ���ƺš��ɷֺ�����[33]
Table 7 Grades, compositions and properties of Cu-Ni-Si alloys used for typical lead frames [33]
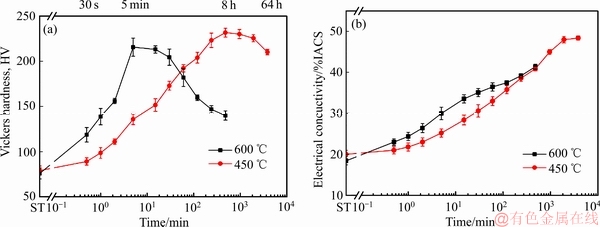
ͼ16 Cu-3.0Ni-0.72Si�Ͻ�ֱ���450 ���600 ��ʱЧ��Ӳ��(a)�͵�����(b)�仯����[33]
Fig. 16 Variation of hardness (a) and conductivity (b) curves of Cu-3.0Ni-0.72Si alloy aged at 450 �� and 600 ��[33]
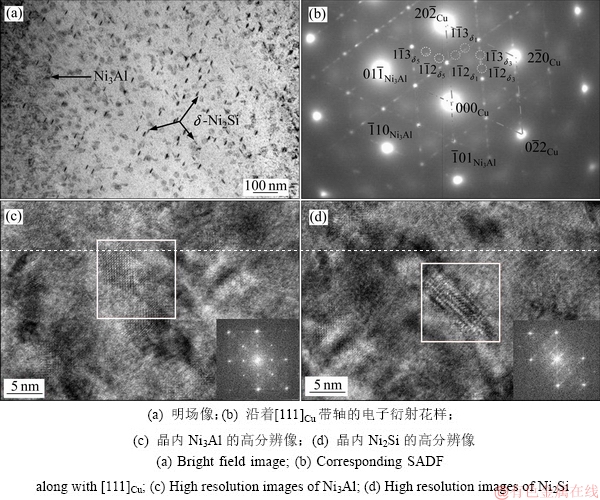
Cu-Ni-Si�Ͻ���ʱЧ���������з��������ֽܷ⣬Cu-3.0Ni-0.72Si�Ͻ��ڹ��ܴ�����ֱ����450 ��ʱЧ5 min��Cu�����������˴�����ɢϸС����״d-Ni2Si�ڶ������ӣ��ߴ��3~5 nm(��ͼ17��ʾ[33])��d-Ni2Si����һ�������Cu����Ӳ����Ľ����仯��������������߶�ϸС��ɢ�طֲ���Cu�����У��ܹ���Ч���谭λ���˶����������˺Ͻ�Ŀ���ǿ�ȡ�
Cu-Ni-Si�Ͻ���450 ��ʱЧ8 h����������г���Ķ̰�״�ڶ���d-Ni2Si����(��ͼ18��ʾ)����Щ��������ӳ��᷽��������һ�¡������������Ȼ���ڹ����ϵ��(110)Cu||(100)d��[001]Cu||[001]d���Ͻ��ھ�����(450 ��, 64 h)ʱЧ��Cu������������d-Ni2Si���ӳ���20~30 nm����������֮��ľ���Ҳ��һ�����ﵽ30 nm���ҡ�������ˣ��������ӵ����������ԭ������̶ȸߵ�����洦������ȱ�ݣ���ɰ빲��״̬���ͷ��˽���Ӧ����ʹ��������Χ��Ӧ�䳡Ҳ������С��
ͼ19��ʾΪCu-3.0Ni-0.72Si�Ͻ�600 ��ʱЧ8 h�����������ò�ͳɷֲַ�[34]����ɫ���ڲ�����������ΪNi��Si�ܺ������ڻ����95%(Ħ������) �����������������������ΪNi��Si�ܺ������ڻ����33% ������ͼ19(d)��ʾΪͼ18(c)�е���ɫ������(�ó�����ᴩ����һ���ֻ���Ĵ���)�е�Ԫ�سɷֲַ�����ͼ����ͼ��֪�������˳�ʱ���ʱЧ��ԭ���ij������Ѿ��ֻ����ֻ����������ɷ�����ϴ������d-Ni2Si��(������)��(Cu, Ni)2:Si(������)���ڢ������е�Cu�������Ժ��Բ��ƣ�Ni��Si��������Ϊ2:1��˵��������Ϊ�ȶ���d-Ni2Si�࣬���������е�Si�����仯��С��Cu������Ni����������������Ħ��������Ϊ(Cu, Ni):SiΪ2:1��˵��������Ϊ���ȶ��Ħġ�-(Cu,Ni)2Si�������ֻ�����һ��d-Ni2Si��ĺ��ģ�������Χ������һ��ġ�-(Cu,Ni)2Si�����ࡣ
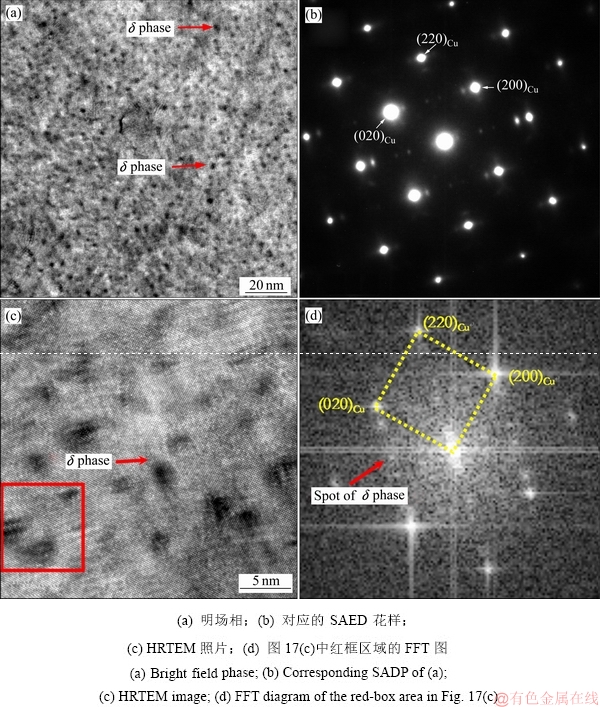
ͼ17 Cu-3.0Ni-0.72Si�Ͻ��ڹ��ܴ�����ֱ����450 ��ʱЧ5 min��TEM��[33]
Fig. 17 TEM images of Cu-3.0Ni-0.72Si alloy aged directly at 450 �� for 5 min after solid solution treatment[33]
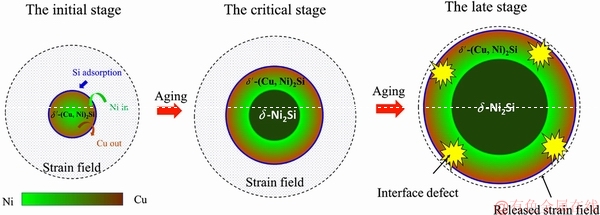
Cu-3.0Ni-0.72Si�Ͻ���600��ʱЧ�´ӳ���������Ϊ�ֻ��������������ͼ20��ʾ[34]����ʱЧ���ڣ��Ͻ�������{110}Cu�����˴����ij��������ӣ���Щ�����Ǿ���d-Ni2Si�ṹ�������ࡣ�������е�SiԪ�شﵽ����Ũ�ȣ����и�����Cuԭ�Ӳ��ϵر�������Niԭ��ȡ����о���ijɷ�Խ��Խ�ӽ��ȶ���d-Ni2Si��������ijһ���ٽ�ߴ��������о��ת��Ϊ�ȶ���d-Ni2Si�����d-Ni2Si������Cu�������Žϴ�ľ�������𣬵��½����ϻ����˽ϴ�Ľ���Ӧ��������Щ����Ӧ������һ���ٽ�ֵ���������Ӧ���ͷţ����ͷŽ���Ӧ���ķ�ʽ�����ڽ��洦�γ�����ų̃́�ס�����λ���Ľ���ȱ�ݣ�����Ӧ���ͷź�������Χ��Cu��������С����Ӧ�䳡��С��
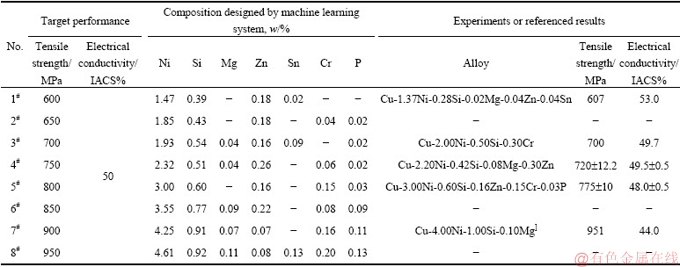
CuNiSi�Ǽ����ģ���ɵ�·����IJ���֮һ��ͨ���ɷ�����Ż��ܹ�ʹ�����ܻ�ý�һ������������ͳ�Ļ��ھ�����Դ��IJ�����ơ��²��Ͽ�����Ч�ʵ͡����ڳ��ͳɱ����ߡ�һ����������Ҫ��Ļ���ѧϰ����·�������Ч�˷���Щȱ��[35]�������˼����ͨ���ɷ����������ݵ�����ϵͳ�ھ��û���ѧϰ�����������ɷ�-���ܡ�֮����ʽ���ӹ�ϵ���ڴ˻�����������ɽ�ģ��ѵ�����ɷ���ƺ�����Ԥ��3����Ҫ������ɵĻ���ѧϰ���ϵͳ(MLDS)��ѡȡ5���ɷֺ�������֪�ĺϽ𣬷��������ǵ�ʵ��������Ŀ������֮��ķ��϶ȣ�����֮����н�Ϊ���������һ���ԣ����������8��ʾ[35]��
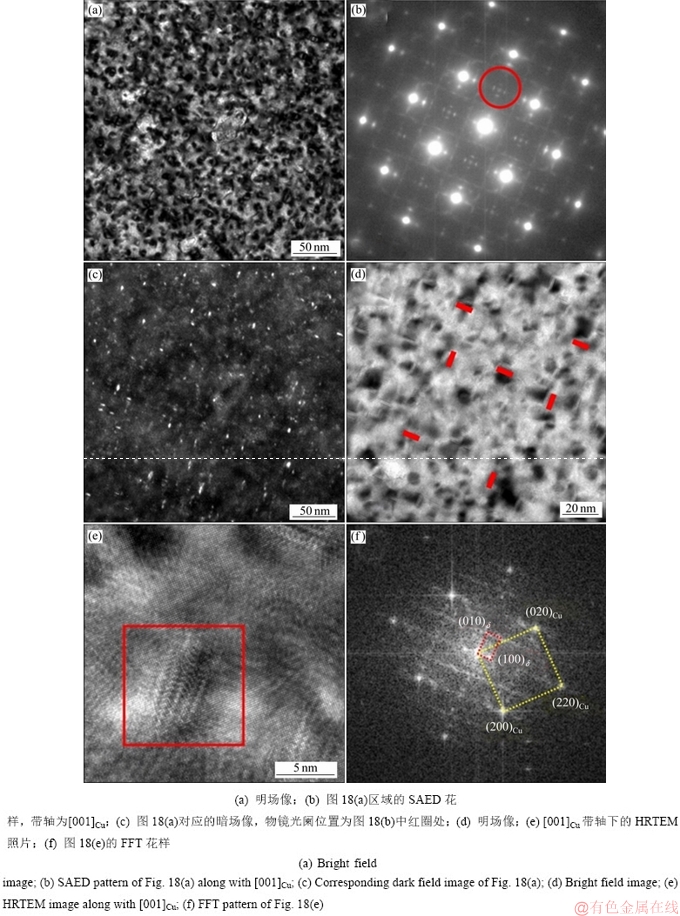
ͼ18 Cu-3.0Ni-0.72Si�Ͻ��ڹ��ܴ�����ֱ����450 ��ʱЧ8 h��TEM��Ƭ[33]
Fig. 18 TEM images of Cu-3.0Ni-0.72Si alloy aged directly at 450 �� for 8 h after solid solution treatment[33]
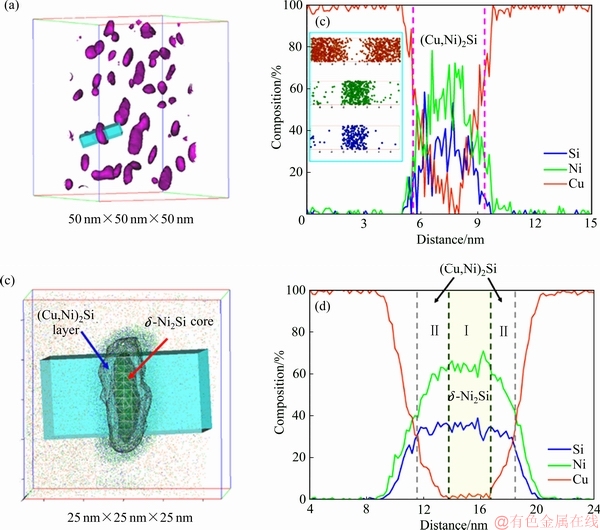
ͼ19 Cu-3.0Ni-0.72Si�Ͻ���600 ��ʱЧ�����еij�����((a), (b))�ʹֻ���((c), (d))��ԭ��̽�������������(ͼ�д�ֱ��������ʾ��Ӧ�ĵ�Ũ�����λ��)[34]
Fig. 19 Atom probe analysis showing tomography and composition of nascent precipitate ((a), (b)) and coarse precipitate ((c), (d)) (Vertical dashed lines show positions of concentration surfaces)[34]
ͼ20 Cu-3.0Ni-0.72Si�Ͻ���������ֻ�����ʾ��ͼ[34]
Fig. 20 Schematic diagram showing coarsening of precipitates in Cu-3.0Ni-0.72Si alloy[34]
1.3 ��ǿ�ߵ���ɢǿ��ͭ�Ͻ�
1.3.1 Al2O3��ɢǿ��ͭ�Ͻ�
Cu-Al2O3��ɢǿ��ͭ�Ͻ�������Ҫ���ǿ�ȡ��ߵ��缰���µ�ʹ�ó���������Ҫ�Ʊ�����Ϊ���������ͻ�е�Ͻ��ȡ���9���������ֹ����Ʊ���Cu-Al2O3��ɢǿ��ͭ�Ͻ�ͬ״̬�µ�����[36-39]�����Կ�������ɢǿ��ͭ�Ͻ��������Ŀ�������������������ڻ�е�Ͻ������������Ʊ��úϽ��ۺ����ܽϺã��Ҹ�����ʵ�ֲ�ҵ���������������Ʊ����գ�Cu-Al������ˮ�������������Ʒۡ����������Ʊ����Ͻ������������ϡ����ܱ������и���(800~1000 ��)������������������л�ԭ���������������Ⱦ�ѹ�������������ס�����ա���ڡ��ȼ�ѹ���͡������μӹ�����Ʒ[36]��
ͼ21��ʾΪCu-2.7%Al2O3(�������)�Ͻ�900 �桢1 h�˻����͵���羵����Ƭ�Լ���Ӧ�������仨��[40]�����Կ�������ɢͭ�Ͻ���徧���ڷֲ��Ŵ�������ɢǿ����Al2O3���ӣ�������ò���Ϊ����״������Ϊ����״��������״�ȣ��ߴ����10~50 nm(��ͼ21(a))����������������ܺ�Al2O3�������γɺͰ�˹���߶����컯���������ӳ������ܵ������йء����紦�������ִ�İ�״Al2O3���Ӵ��ڣ��ߴ�ԼΪ200 nm(��ͼ21(c))����Щ���紦�Ĵִ�Al2O3�����������������������У�Oԭ�������ؾ�����ɢ�����Ҿ��紦�����ӳ����Լ������������ˣ����ھ��紦�γɰ�״�Ĵִ�Al2O3���ӡ�������߱궨��֪����״�Ͱ�״��Al2O3���Ӿ�Ϊ��-Al2O3���Ͻ�900 ���˻���Ǿ��ߴ�ԼΪ0.2~0.5 ��m����ƽ�������ߴ�ԼΪ0.4 ��m(��ͼ21(e)��(f))��
��8 ��ǿ�ߵ���Ԫ����ͭ�Ͻ�ɷ���ƽ������֤[35]
Table 8 Compositions design and its validation of prediction of copper alloy with high strength and electrical conductivity[35]
��9 ��ɢǿ��ͭ�Ͻ������
Table 9 Properties of dispersion strengthening copper alloys

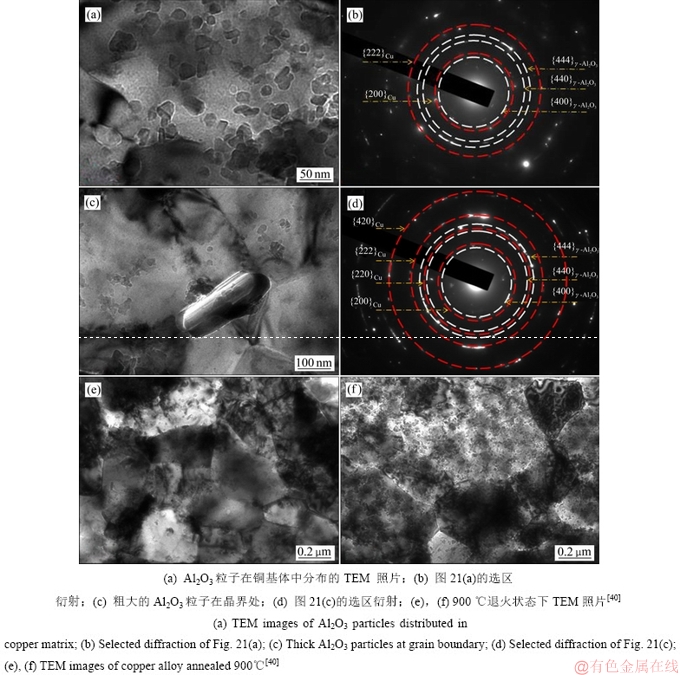
ͼ21 �˻�̬Cu-2.7%Al2O3��ɢͭ��TEM����֯[40]
Fig. 21 TEM microstructure of annealed Cu-2.7%Al2O3 dispersion copper[40]
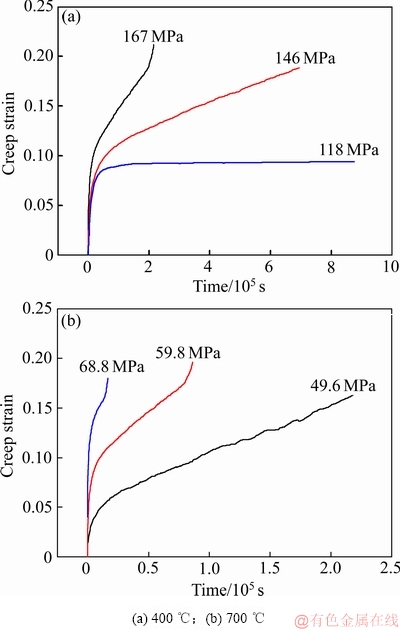
��Al2O3��������ɢǿ��ͭ�Ͻ�Ŀ���������ǺϽ��ڷ��۹�������Ҫ�ص��ע�����ܡ�ͼ22��ʾΪCu-2.7%Al2O3��ɢͭ�Ͻ���400 ��� 700 �治ͬ�غ��µ��������[41]������̬���ο��Է�ӳ�����ƣ��������������һ�����Ƶ�ֱ�ߡ��ڵ��»��ߵ�Ӧ��ʱ����̬���κ�˥�����λ�����ܳ�ʱ�䣬��ʱ������̬����ѻ��ʱ��ʵ�����Ӧ��ֹ���ڸ��»��߸�Ӧ��ʱ����������ռ����������ߵĴ�ʱ�䡣��700 ����ȣ�400 ��ʱ��ʹ������Ӧ����700 ���´������£�������̬���ε�ʱ��Ҳ������������̬���������Ӧ��ҪС��������Ϊһ����λ�����¶��ȼ����Ӱ�죬�ڸ������������˶�����һ�����ھ�����ԭ�����в��������½������˶����������绬�ơ���10����Ϊ��ͬ����������������̬������ʵ�����[41]��700 ��Ŀ����������400 �����Ȼ���һ���̶ȵ��½���
ͼ22 Cu-2.7% Al2O3��ɢͭ�ڲ�ͬ�غ��µ��������[41]
Fig. 22 Creep curves ofCu-2.7% Al2O3 dispersion copper under different loads and temperatures[41]
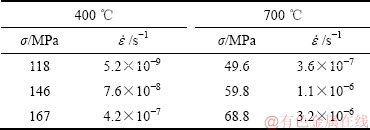
��10 Cu-2.7%Al2O3��ɢͭ��ͬ�¶��µ���̬������� �ͼ���Ӧ����[41]
�ͼ���Ӧ����[41]
Table 10 Steady creep rate and loading stress of Cu-2.7%Al2O3alloyat different temperatures[41]
����SCHNEIBELA��[42]����Ĺ�ʽ��������������ݺ�����ϵʽ�����ͨ�����·�������ӳ��������е�Ӧ��ָ��n��
 (2)
(2)
�ɷ���(2)��֪��ͬһ�¶��µ���̬������ʺͶ�Ӧ��Ӧ������ͨ��һ��˫������������ʾ(��ͼ23[41])�����Կ�������ͬһ�¶��£���ɢǿ��ͭ��Ӧ������ԶԶ���ڴ�ͭʱ������̬������ʻ�Ҫ�ȴ�ͭ��С���ɴ˿�֪�俹��������봿ͭ����ȣ�����������ߡ�400 ��ʱ����ɢͭ��Ӧ��ָ��ԼΪ7����Ӧ��������Ϊλ����ɢ����䡣700 ��ʱ��Ӧ��ָ��ԼΪ5�����Ӧ������Ϊ������ɢ�����[43]����ɢǿ��ͭ�Ͻ��о�����ɢ�ֲ���ϸСAl2O3����ǿ�������������λ�����谭λ�������ã�ͬʱ���ܶ�(�������)��ǿ������������伤���ܣ�����Ч���������ɢ���ʣ��Ӷ���߲��ϵij־�����[44]��
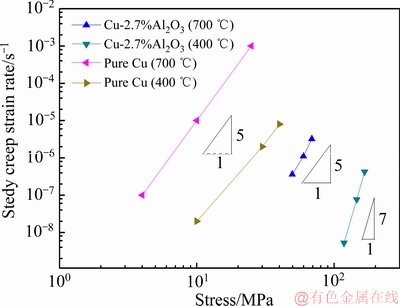
ͼ23 Cu-2.7%Al2O3��ɢͭ��400 ���700 ������̬��������ͼ���Ӧ��֮���˫�������߹�ϵ�봿ͭ�Ա�ͼ[41]
Fig. 23 Relationship between steady creep rate and loading stress of pure copper and Cu-2.7%Al2O3 alloy at 400 �� and 700 ��[41]
�����ƿɴ���֯�ݱ���Է�����ͼ24��ʾΪ���̬��ֱ���˻�̬������˻�̬Cu-2.7%Al2O3��ɢͭ�Ͻ���������ͼ��[45]����ͺ���ɢͭ�ڲ���������λ������Щ����κ������λ������ᣬ���ܶȵ�λ�������γ���λ������֯��λ�����ض��췽����������ʱ��λ�����ڽϺ����ڵ�λ���������أ����ڹ������ɾ���������١��ڰ��ںͰ��ڴ��ɼ�������Al2O3���ӡ������ֲ���λ��������Χ��ɵ�������Ӧ�����������ϸߵIJ���Ӧ������Ȼ���ڴ�������λ���Ĵ��ڣ�����Ч�谭λ�����ƣ���ǿ�����ã������ھ��ڻ���������ܼ���Ӧ����ʹ��ɢͭ����֯�ṹ�������ȶ�״̬��600 ���˻��ȴ���ʱ����ɢͭ�ڲ���ʼ�����ظ����̡�λ����״�ṹ��Ȼ���ԣ���λ������ԭ�����ز����λ���ɿ�����λ��������������ʼ�˶���ʹλ�����ڱ䱡��λ�������ܵ��������ӵ��谭���ã��˶��������ޣ��������й����λ����Ӧ�γ�λ������λ����ø��������������λ������Al2O3���ӵĶ�������λ�������˶�������������λ�����٣�����λ�����������������ʱЧ�����У������ܵ����������ã�����������λ����ֳ���������ͬ�¶ȵ��˻�������ȣ�λ������λ�������������ӣ�����λ����Al2O3�ڶ������Ӷ������Ͻ�ǿ�Ƚ�ֱ��ʱЧ�����ߡ���˵�����ʱЧ��һ����������������ӹ�Ӳ����ͬ���еĹ��̡�
��������±��Σ������±��ζ���ɢǿ��ͭ�Ͻ��ǿ��Ч�����ã�Ӳ�ȿ����15~30HV[46]��Cu-0.23%Al2O3(�������)��ɢǿ��ͭ�Ͻ����ºͳ����¶�ѹ���κ������ش�ֱ��ѹ���������������ڲ����������϶��λ����λ�����ᡢλ�������ǽṹ�������±��κϽ��У���Ҫ�γɻ�ͭ֯��Brass {011} ��˹֯��Goss {011}
��˹֯��Goss {011} �����ڳ����±��κϽ��У���Ҫ�γɻ�ͭ֯��Brass {011}����˹֯��Goss {011}�ͼ���֯��S {123}
�����ڳ����±��κϽ��У���Ҫ�γɻ�ͭ֯��Brass {011}����˹֯��Goss {011}�ͼ���֯��S {123} �����±��κϽ���δ�۲쵽����֯��S���γɡ�
�����±��κϽ���δ�۲쵽����֯��S���γɡ�
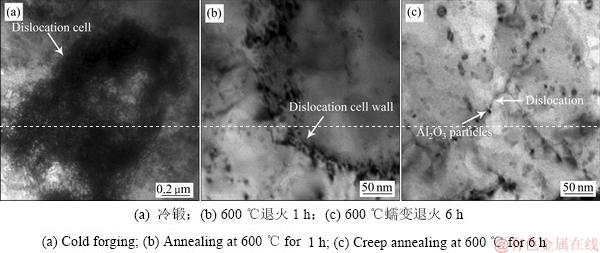
ͼ24 ���̬��������ͬ�ȴ�������ɢͭ����羵��Ƭ[45]
Fig. 24 TEM images of cold forged sample and samples under different treatments[45]
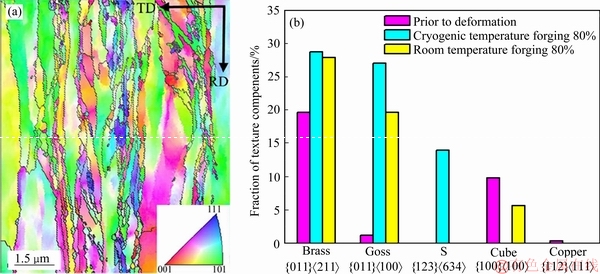
ͼ25 Cu-0.23%Al2O3��ɢǿ��ͭ�Ͻ��±���80%��EBSD����ȡ�����ͼ(a)����ͬ�¶��±���ǰ��֯����������ı仯(b)[46]
Fig. 25 EBSD grain orientation image of Cu-0.23%Al2O3alloyafter 80% ultra-low temperature deformation(a) and changes of texture volume fraction before and after deformation at different temperatures(b)[46]
ͼ25��ʾΪCu-0.23%Al2O3��ɢǿ��ͭ�Ͻ��±���80%��EBSD����ȡ�����ͼ����ͬ�¶��±���ǰ��֯����������ı仯ͼ[46]�����κ������֯�������˻�̬��֯�ľ����ߴ粻�����ԣ�����С�ľ����ߴ�С��1 ��m��������ϸ������ռ�����ϴ�EBSD����ȡ��ֲ�ͼ��֪���������¶�ѹ����80%�־�����(101)��ƽ���ڶ�ѹ�棬С��1 ��m�ľ�����ռ�ı���ԼΪ95%��С�ǶȾ�����ռ����ԼΪ60%��ͨ��ͼ25(b)���������Cu-0.23%Al2O3��ɢǿ��ͭ�Ͻ�ͬ�¶��±���80%���֯����ֵ���������ı仯��Al2O3�������Ӷ���λ������λ�������ƣ����¶�ѹ���κϽ����γɻ�ͭ֯��Brass��˹֯��Goss��Ȼ�����ڳ����¶�ѹ���κϽ��У������º�Al2O3�������Ӷ���λ�����߹�ͬ����λ�������ƣ��Ӷ��γɻ�ͭ֯��(Brass)����˹֯��(Goss)�ͼ���֯��(S)����˵�������������ںϽ��ڱ��ι������γɼ���֯��(S)[46]��
1.3.2 TiB2��ɢǿ��ͭ�Ͻ�
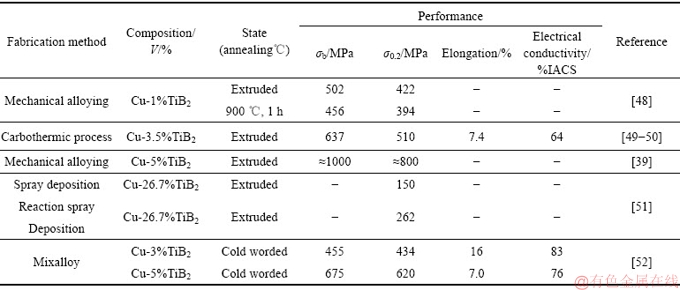
�����Cu-Al2O3��ɢǿ��ͭ�Ͻ�Cu-TiB2��ɢǿ��ͭ�Ͻ��е�ǿ����TiB2���е����ԣ��ʺ��ڸ��ֵ�ӹ���Cu-TiB2��ɢǿ��ͭ�Ͻ�ij����Ʊ������л�е�Ͻ��������������̼�Ȼ�ԭ����Mixalloy����[47]����11����Ϊ��ͬ�����Ʊ���Cu-TiB2��ɢǿ��ͭ�Ͻ����ܡ�
˫���巴Ӧԭλ�Ʊ���Cu-TiB2�Ͻ����������ۺ����ܣ��乤��ԭ�����£��ֱ��������������е�Cu-B��Cu-Tiĸ�Ͻ������屣����Ƶ������ͨ�����崫��ͨ��������Һ���ڽ��㴦�γ�������ϲ�����ԭλ��Ӧ��������ĸ�Ͻ�������ײʱ������Ӧ(Ti+2B��TiB2)�����������γ�TiB2�������ӣ�����������������ͨˮ��ȴ��ͭģ�н�������Ҫװ�ú��豸��˫�����Ϸ�Ӧ������Ƶ��Ӧ��Դ����Ӧ��Ȧ(ʯī������)����������װ�á�����ϵͳ��˫����ԭλ��Ӧ����ƺ�ԭλ��Ӧ����ѡ���ԭ������ʹCu-Ti��Cu-B������������״̬��־��Ȼ�ϣ��Է��������ܾ��ȳ�ֵ�ԭλ��Ӧ������������TiB2���ӣ���֤Cu-TiB2�Ͻ�����������ǿ��Ч����
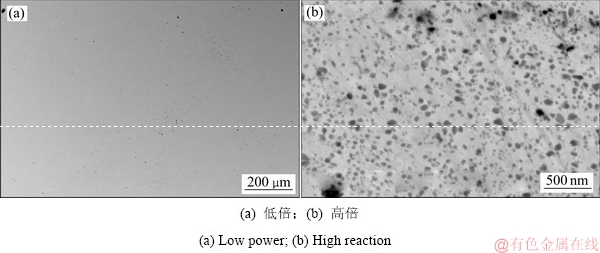
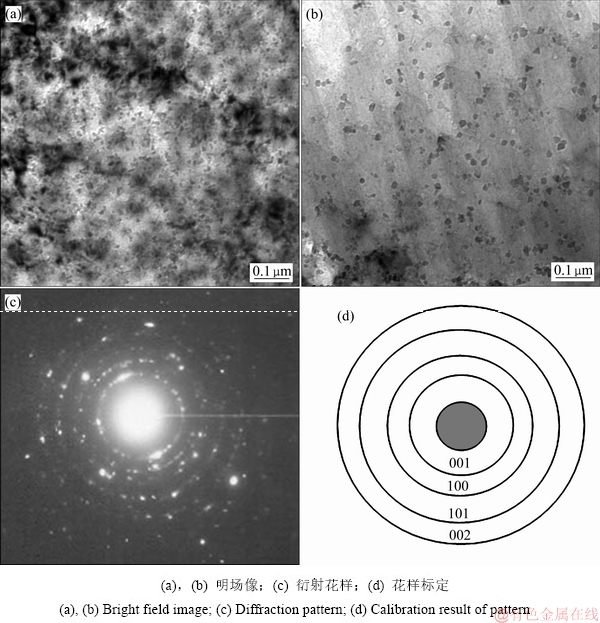
ͼ26��ʾΪ�Ż������»�õ�Cu-0.25%TiB2(��������)�Ͻ���֯�ͱ��߱���SEM��[53]���Ͻ���TiB2�����žۺͳ�������ô���С��50 nm��TiB2���ӣ�˵�������Ŀ��Ʒ�Ӧ�������ɻ����֯���ȵġ�TiB2����ϸС��Cu-TiB2�Ͻ�ͼ27��ʾΪ˫������ԭλ��Ӧ�Ʊ���Cu-TiB2�Ͻ��TEM��[53]�������д���40 nm���ҵ���״��ɢ���ӣ������е���������Щ��������ɢ�����е��Ѿ��žۡ������������һ�����͵Ķྦྷ��������Щ����ྦྷ���궨������ȷ����Ӧ������ΪTiB2�ࡣ
��11 ���ֹ����Ʊ���Cu-TiB2��ɢǿ��ͭ�Ͻ������
Table 11 Properties of Cu-TiB2 dispersion strengthened copper alloys prepared by various processes
ͼ26 ˫�����Ϸ�Ӧ�Ʊ�Cu-TiB2�Ͻ�SEM��[53]
Fig. 26 SEM images of Cu-TiB2 alloy prepared by mixed reaction of double melt[53] (Condition: S0/(S1+S2)=1.0, L0/D0=12, ��=75��, temperature of 1400 ��, 2.5 atmospheres)
ͼ27 ԭλ����Cu-TiB2����TEM��[53]
Fig. 27 TEM images of in-situ composite[53]
Cu-Ti��Cu-B˫������ԭλ��Ӧ����ѧ�о�������ԭλ��Ӧ����TiB2���� TiB������и��ļ���˹�����ܣ���TiB2��������ͣ�TiB2����˫������ԭλ��Ӧ�����ɵ���Ҫǿ���ࡣCu-Ti��Cu-B˫������ԭλ���ɵ�TiB2�������Խ��渽���κ�Ϊ����˫�����巴Ӧ����Խ�࣬TiB2�����κ�������Խ�ߣ�Ҳ��Խ���γ�������TiB2����[54]��
Cu-TiB2��ɢǿ��ͭ�Ͻ����Ҫǿ��������ϸ��ǿ������ɢǿ�����غɴ���ǿ�������ι����м���Լ��������λ��ǿ�����ȴ���λ��ǿ������ɢǿ����ǿ�ȵĹ�����TiB2���������Ӷ�����Ӱ��Cu-TiB2 ��ɢǿ��ͭ�Ͻ�ĵ絼�ʵ���Ҫ�����з�Ӧ����ֶ����������Ԫ��Ti��B�Լ�TiB2���ӵĺ������ߴ��[53]��
2 ����ǿ����ͭ�Ͻ�
ͭ�����Ե�����ϣ�������ͭ��Cu-Ni-Al��Cu-Ni-Sn��Cu-Ti�ȣ�����������ʱЧ����ǿ��(���������ֽ�)����øߵ��Եġ�ͨ���ߺϽ�����ʱЧ��������ͭ�Ͻ��в����㹻���ܶȵ�����ǿ�����ӣ��Ӷ�ʹͭ�Ͻ����㹻�ߵĵ��ԡ����������ͭ�����ԺϽ���������12��ʾ[2, 19]��
2.1 ����ǿ��ͭ�Ͻ�
��ͭ�Ͻ���и�ǿ�ȡ��ߵ��硢�ߵ��ԡ���ʴ����ĥ���ͺ�����ƣ�͡������Լ��ܳ��ʱ���������������ۺ����ԣ�����Ϊ������ͭ�Ͻ�֮������
Cu-2.0%(TBe2.0)(��������)�Ͻ��ʱЧ��Ϊ�� ���о������ֺϽ���320 ��ʱЧ��������Ϊ��GP�����á���á���á�ʱЧ���ڣ���ԭ��ͨ��ͭ�����еĿ�λ����������ɢ���γɸ����������������ֽ⣬�ػ����{100}�����γ�������״��GP����Բ��״�ṹ�á��ࣻ����ʱЧʱ����ӳ���GP�����ϳ����Ҧá�����ת���ɰ���״�Ħá壬��ͼ28��ʾ[55-56]���Ͻ����Ҫǿ����Ϊ����干��á���Ͱ빲��á��࣬����ʱЧ������ǿ�ȡ��絼�����ߵ���Ҫԭ�����з�ֵʱЧʱλ���ͦá�������û���Ϊ�ƹ���������13����ΪTBe2.0�Ͻ��ڲ�ͬ�Ʊ������µ���ѧ����[57]��
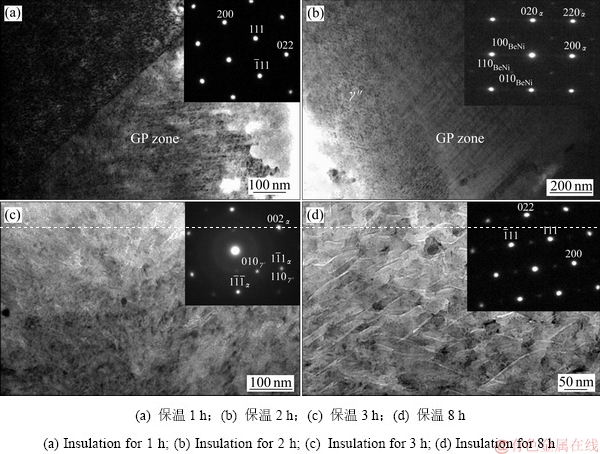
����Ni��Co��Mg�ȺϽ�Ԫ�أ����п��ӳٹ�ʱЧ��ʹ�����������ɢ�ֲ������ã��������ͭ�Ͻ��ۺ����ܾ���������Ч��������NiԪ�ؿ���Be���γ�NiBe��Ni5Be21�࣬�����������ͭ�Ͻ�ij���ǿ������[58-60]�����⣬����NiԪ�ػ���ʹBe�ڦ�-Cu�������е��ܽ���½��������Դٽ���ͭ�������γ�������ɢ�ֲ���NiBe�࣬ͬʱҲ��һ���̶��Ͻ���ͭ������Be���������������ͭ�Ͻ��ǿ�Ⱥ͵������ܣ���ͼ29��ʾ[61]������CoԪ�ؿ���Be�γ�CoBe��Co5Be21�࣬���ƾ��粻�����������谭������ͻ��徧���ij����ӻ��Ͻ��ʱЧ��������ߺϽ������ǿ������[61-62]��
��ͭ�Ͻ���Ļ������ô�ͳ������������-���Ȼ��ȴ���-����-ϳ��-����-����-����-ʱЧ�������������������̳����ɲ��ʵ͡��ɱ��ߡ���Ʒ����������⣬����������⣬�����������(Heating-cooling combined mold�����HCCM)ˮƽ��������[63]�����Ʊ��߱��������������ܺ�ȡ����״����֯����ͭ�Ͻ�������Ͻ���������������ӹ����ܣ��ɲ������洦��ֱ�ӽ��д��������ӹ����Ρ�
2.2 ����ǿCu-Ni-Sn�Ͻ�
Cu-Ni-Snϵ�Ͻ����ڵ��͵ĵ����ֽ�ǿ���ͺϽ𡣾߱�����ǿ�ȡ��ߵ��ԡ���������ĥ����ʴ���ܣ����Ҳ��Ի��������Ⱦ���ŵ㡣������������١��߸��ء�ǿ��ʴ������(�纣ˮ�����Ի���������)ʹ�õ���С����ס����ߡ���ѹ�ͱü�������ĥ����������������ж�����ͭ�������������DZ��͵��ӹ�ҵ�и��൯������Ԫ���ȡ�
�����ļ��ֺϽ��ƺż���ѧ����ѧ����ʾ�ڱ�14[64]����һ����Χ�ڣ��Ͻ�ǿ�ȡ�Ӳ����Ni��SnԪ�غ��������Ӷ���ߣ��絼������֮�½�����NiԪ�ص�������������15%ʱ���Ͻ��ǿ��ЧӦ�������Ͻ�ǿ�ȼ��絼�ʾ������½���
Cu-Ni-Snϵ�Ͻ�������ƫ����֦��ƫ�����Ͻ�������Si��Al��Ԫ������ϸ��֦�������á���ͼ30(a)��ͼ30(b)��ʾ��Cu-15Ni-8Sn-1.0Zn-0.8Al-0.2Si (��������)�Ͻ���ͽ�����Ƭ[64]�пɹ۲쵽���Ͻ����̬��֯��������3��������ɣ������IJ�λ�ĻҰ�ɫ֦�����壬֦����Χ�ĺ�ɫ����֯��֦����ʰ���ɫ��С���״��֯��
��12 ��������ʹ�ͳͭ�����ԺϽ������[2, 19]
Table 12 Properties of typical traditional copper-based elastic alloys at home and abroad[2, 19]
��13 TBe2.0�Ͻ��ڲ�ͬ�Ʊ������µ���ѧ����[57]
Table 13 Mechanical properties of TBe2.0 alloy under different preparation processes [57]
ͼ28 TBe1.7�Ͻ���325 ��ʱЧ��TEM��Ͷ�Ӧѡ������������[55]
Fig. 28 TEM images of TBe1.7 alloy aged at 325�� and corresponding SADP[55]
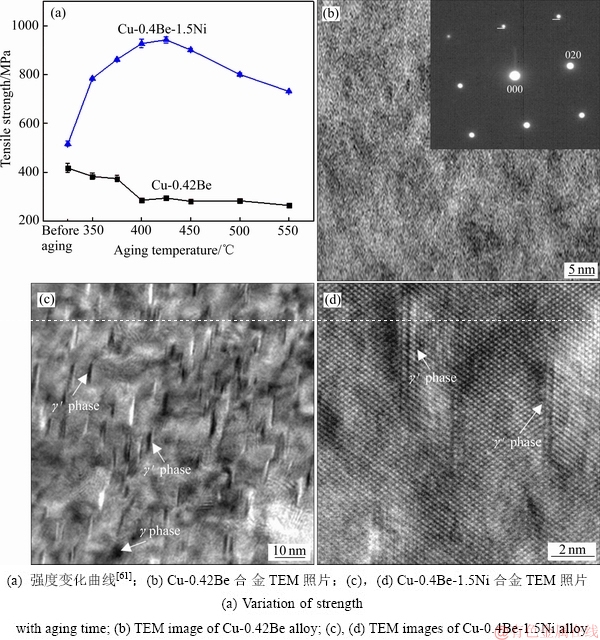
ͼ29 Cu-0.42Be��Cu-0.4Be-1.5Ni�Ͻ�ʱЧ������ǿ�ȱ仯���ߺ�TEM ��Ƭ[61]
Fig. 29 Variation of strength and TEM images of Cu-0.42Be and Cu-0.4Be-1.5Ni alloy during aging[61]
��14 ���ֳ�����Cu-Ni-Snϵ�Ͻ�����[19, 64]
Table 14 Properties of several common Cu-Ni-Sn alloys[19, 64]

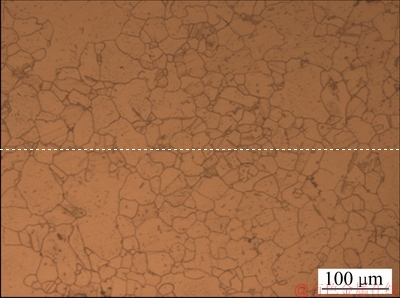
Ϊ������֦����֯ƫ����Sn�ķ�ƫ����������һ��˫�����Ȼ��˻��ƶȡ��Ͻ���������(830 ��, 2 h)+(850 ��, 2 h)���Ȼ��˻��պ�ĵ��ͽ�����֯��Ƭʾ��ͼ31[64]���Ͻ�֦����֯�ѵõ���ȫ������������֯ϸС���ȣ��ߴ�Ϊ20~30 ��m��
Cu-15Ni-8Sn-1.0Zn-0.8Al-0.2Si�Ͻ�������(830 ��, 2 h)+(850 ��, 2 h)��˫�����Ȼ��˻�����ֱ�ӽ����ܱ�����Ϊ70%���������Σ�������(850 ��, 1 h)�Ĺ��ܴ�����ˮ���ĵ��ͽ�������֯��Ƭʾ��ͼ32[64]���Ͻ���������֯��ת��Ϊ������֯���Ͻ��г������˻��Ͼ��Ͳ��ֶ�̬�ٽᾧ���ٽᾧ�����ߴ�ϸС��������̬��Cu-15Ni-8Sn-1.0Zn-0.8Al-0.2Si�Ͻ�(400 ��, 30 min)ԤʱЧ+ 60%��������+(450 ��, 2 h)��ʱЧ������Ͻ���Ϊ9.64% IACS������ǿ��1090 MPa������ǿ��1010 MPa���쳤��4.80%[65]��
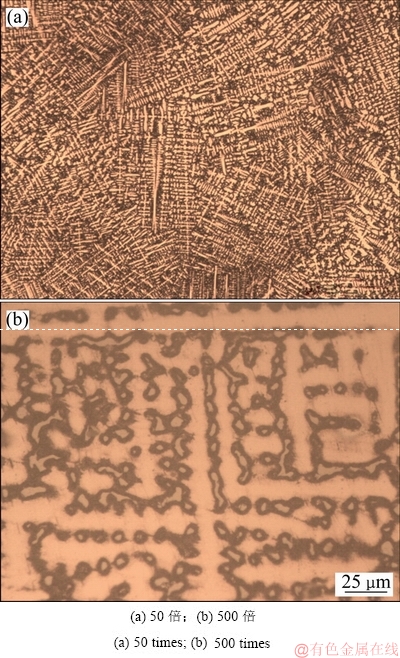
ͼ30 Cu-15Ni-8Sn-1.0Zn-0.8Al-0.2Si�Ͻ�ͬ�Ŵ����µ���̬������Ƭ[64]
Fig. 30 As-cast metallographies of Cu-15Ni-8Sn-1.0Zn- 0.8Al-0.2Si alloy at different magnification[64]
Cu-15Ni-8Sn�Ͻ����������Ҫ������5��[66]��������֯��DO22����ṹ(CuxNi1-x)3Sn��L12����ṹ(CuxNi1-x)3Sn��DO3�ṹ�ľ��ں;�����������ࡢ��������״��֯���ࡣ
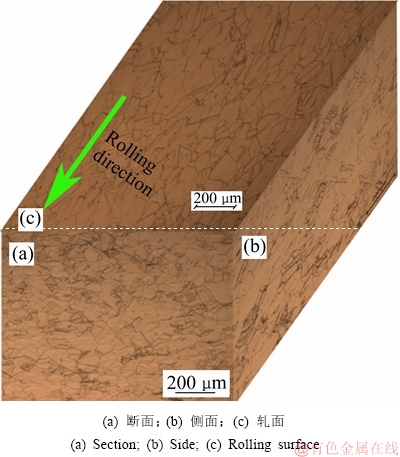
ͼ33��ʾΪCu-15Ni-8Snϵ�Ͻ�(400 ��, 30 min)ԤʱЧ+60%��������+(450 ��, 2 h)ʱЧ�����ĵ������������Ƭ[64]�����紦δ���ִ�������࣬��״��֯������������ӳߴ��СΪ�����������ڱ�֤�Ͻ�ǿ�ȵ�ǰ���£���������ߺϽ����ʴ����[67]��
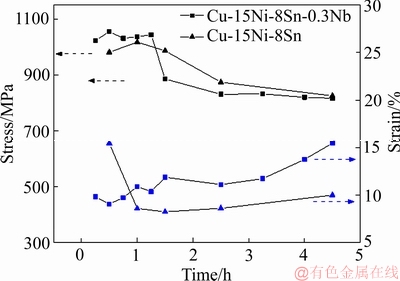
Ϊ�˱��ͳ���������в������������ķ�ƫ����֦��ƫ�������÷�ĩұ��ķ����Ʊ�Cu-15Ni-8Sn��Cu-15Ni-8Sn-0.3Nb���ֺϽ𣬾�����Ʊ����գ��Ͻ�����-�����Ʒ�-850 ������ս�-����-830 ���ȼ�ѹ-����-ʱЧ��ͼ34��ʾΪCu-15Ni-8Sn��Cu-15Ni-8Sn-xNb����̬�Ͻ�400 ��ʱЧ��ͬʱ�����ѧ���ܣ���ʾ����NbԪ�غ�Ͻ��ǿ�Ⱥ����Զ��õ�����[68]��
ͼ31 �Ͻ�������(830 ��, 2 h)+(850 ��, 2 h)˫�����Ȼ��˻�����Ľ�����֯��Ƭ[64]
Fig. 31 Metallographic structure of alloy ingots treated by (830 ��, 2 h)+(850 ��, 2 h) double-stage homogenization annealing[64]
ͼ32 �Ͻ�����̬������̬������֯��Ƭ[64]
Fig. 32 Metallographic structure of alloy in hot rolled state and solid solution state[64]
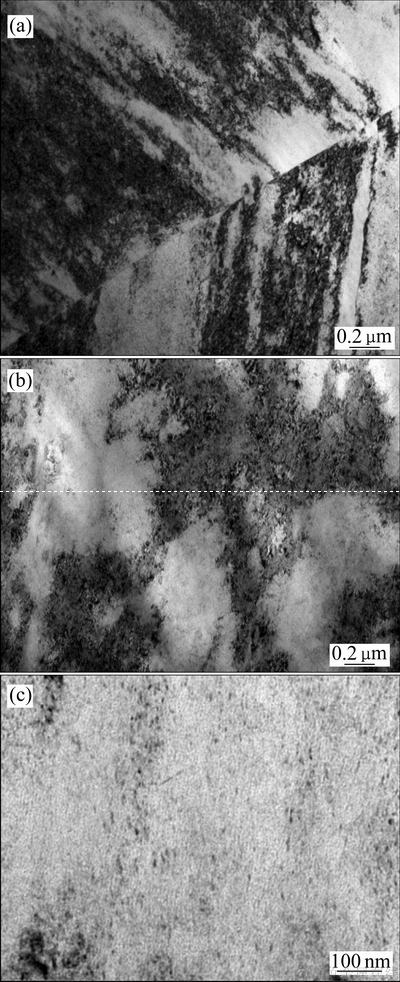
ͼ33 Cu-15Ni-8Sn-1.0Zn-0.8Al-0.2Si�Ͻ�(400 ��, 30 min)ԤʱЧ+60%��������+(450 ��, 2 h)ʱЧ���������������Ƭ[64]
Fig. 33 Transmission electron microscopy of Cu-15Ni-8Sn- 1.0Zn-0.8Al-0.2Si alloy treated by (400 ��, 30 min) pre-aging+ 60% cold-rolled deformation+(450 ��, 2 h) aging[64]
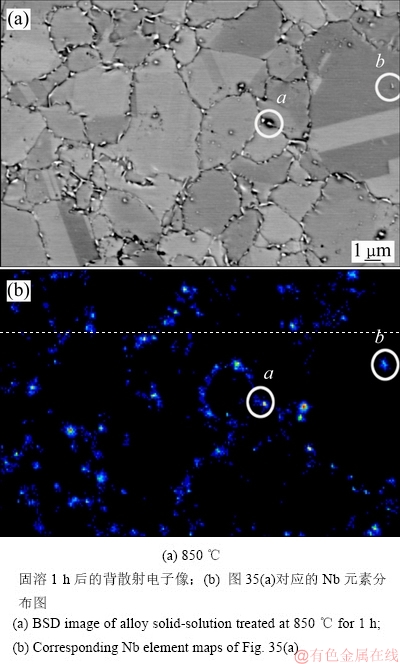
ͨ��EPMA��ɨ��Cu-15Ni-8Sn-0.3Nb�Ͻ��е�NbԪ�طֲ������˱�����ͼ35��ʾΪ�Ͻ�850 ����ܴ���1 h�ı�ɢ����������Ӧ��NbԪ�طֲ�ͼ[68]�����ܴ�����NbԪ����ɢ�ֲ��ںϽ�����С�����NbԪ�طֲ��ھ��磬��Ϊ�����������(���a��ʾ)������NbԪ�طֲ����˾��ڣ���Ϊ����������(���b��ʾ)�����Ǹ�Nb���ھ����뾧�ڷֲ��������ƾ�����������á�
ͨ��ˮƽ�����������α��ȴ���������ͻ�ƣ��Ѿ����Բ�ҵ���Ʊ���Cu-9Ni-6Sn��Cu-15Ni-8Sn�Ͻ���ĺͲ��ġ�
ͼ34 ��ĩұ��ķ����Ʊ�Cu-15Ni-8Sn��Cu-15Ni-8Sn-0.3Nb�Ͻ�����[68]
Fig. 34 Properties of Cu-15Ni-8Sn and Cu-15Ni-8Sn-0.3Nb alloys prepared by powder metallurgy [68]
ͼ35 Cu-15Ni-8Sn-0.3Nb�Ͻ��SEM ��Ƭ[68]
Fig. 35 SEM images of Cu-15Ni-8Sn-0.3Nb alloy[68]
2.3 ����ǿCu-Ti�Ͻ�
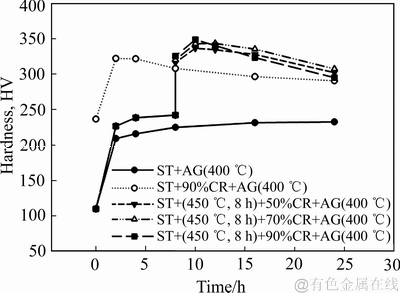
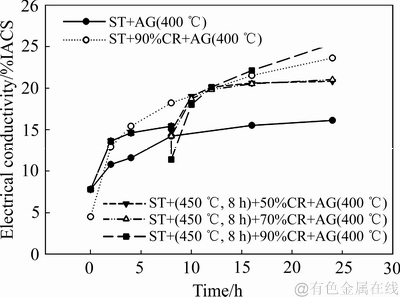
Cu-Tiϵ�Ͻ���ʱЧǿ���Ͻ�[69]�������������������������ſ��������ܡ�������ǿ�ȡ��ӹ����ܺ��쳤�����㣬���ʱ��������Cu-Tiϵ�Ͻ��α��ȴ�������͵���ѧ�����������15��ʾ[70]���ɱ�15��֪����ϵ�Ͻ�ǿ�ȸߣ����絼��ƫ�ͣ�Ϊ�������Cu-2.7Ti-0.15Mg-0.1Ce-0.1Zr�Ͻ�(����������%)����ͨ�������α��ȴ��������������Ͻ�����ܡ���ͬ�������������ºϽ����ѧ���ܺ͵����ʵı仯�ֱ�ʾ��ͼ36��ͼ37[70]���Ͻ�830 ����ܴ���6 h+450 ��ԤʱЧ6 h+90%����+400 ��ʱЧ6 h���Ͻ�ĵ�����Ϊ22.1%IACS������ǿ��Ϊ1090 MPa������ǿ��Ϊ1030 MPa���쳤��Ϊ4.5%���Ͻ�ǿ�ȱ��ֲ����ǰ���£��絼����������[70]��
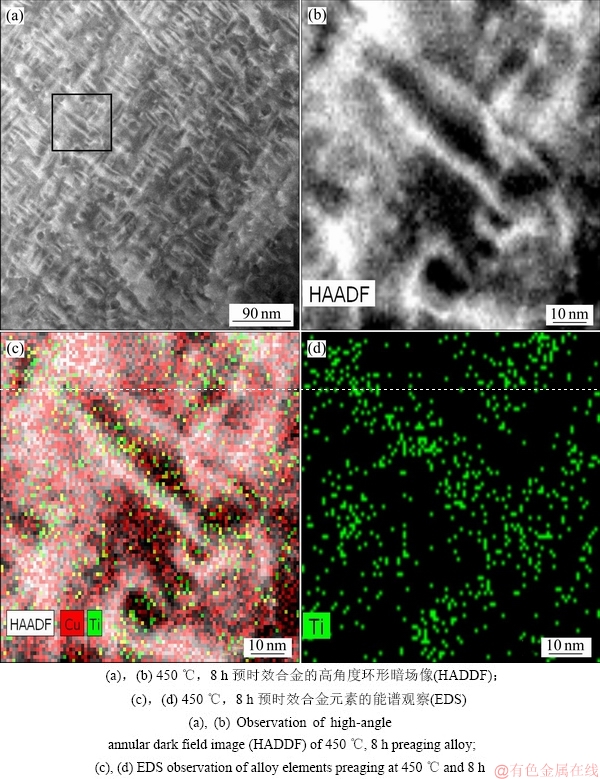
ͼ38��ʾΪCu-Ti�Ͻ���450 ��ԤʱЧ8 h����STEMģʽ�¹۲�����͵ĸ߽ǶȻ��ΰ�����(HADDF)��Ԫ��ɨ�����[70-71]���߽ǶȻ��ΰ�����۲��µ�Z�Ķ����������֣��������Ľ����������Ti����ƶTi�����γ��������ֳɷֲ����ԭ�����������Spinodal�ֽ���ƶ��Ti��������ԭ ��[70]��������Cu-Ti�Ͻ�ķֽ��漰��һ�����ӵĽ������ù��̣�����������Ŵء������Լ��̳������������ת������ɡ�����������һ��ʼ���̳̺ͳ��̵��Խ������õ�Ӱ���µ�Spinodal�ֽ�ͻ��γ�ƶ��Ti����
ͼ39��ʾΪ450 ��ԤʱЧ8 h��Ͻ�ĸ߷ֱ����������(HRTEM)[70-71]���������Ȧ¡�-Cu4Ti��������������˸�Ti����
�Ͻ�ԤʱЧ��90%����κ�����400 ��ʱЧ�Ĺ����У������˵��͵�λ����״��֯����400 ��ʱЧ8 h����״��֯�ijߴ�ԼΪ160 nm��ͬʱ���������ӵ��Գ������(��ͼ40)[70-71]�����Ͻ���ԤʱЧ+�����+ʱЧ��һ���ʱЧ���ս��д���ʱ����ԤʱЧ�Ĺ����д�����������ʹ�Ͻ�������ǿ�����+ʱЧ���������У�����ԤʱЧ��������ǿ�Ҷ���λ�����Ǿ��磬ʹ�Ͻ��ٽᾧ�����ܹ��������������س��ͣ�����ʱЧ�����֯�����׳߶ȵ��Ǿ�Ϊ����ϸ��ǿ��Ч�����ԣ�ͬʱ��ǿ�����ܵ����룬���ܳ�ֵĴٽ����ܵ�Tiԭ���Եڶ������ӵ���ʽ�����������������Ͻ�ĵ絼�ʵ�ͬʱ������ǿ��ЧӦ��ǿ��
ͼ36 ��ͬʱЧ�ƶ�������ʱЧʱ����ӳ�Cu-Ti�Ͻ���ƷӲ�ȵı仯[70]
Fig. 36 Variation of hardness of Cu-Ti alloy samples with aging time under different aging treatments[70]
ͼ37 ��ͬʱЧ�ƶ�������ʱЧʱ����ӳ�Cu-Ti�Ͻ���Ʒ�絼�ʵı仯[70]
Fig. 37 Variation of conductivity of Cu-Ti alloy with aging time under different aging treatments[70]
��15 Cu-Ti(2.7%~3.5%)�Ͻ�����[70]
Table 15 Properties of Cu-Ti(2.7%-3.5%) alloys[70]
ͼ38 Cu-Ti�Ͻ�ԤʱЧ��ɨ���������۲�ͼ��[70-71]
Fig. 38 Images of Cu-Ti alloy under scanning transmission microscope after preaging[70-71]
ͼ39 450 ��ԤʱЧ8 h��Cu-Ti�Ͻ�ĸ߷ֱ�羵�۲�[71]
Fig. 39 High-resolution electron microscope observation of Cu-Ti alloy after pre-aging at 450 �� for 8 h[71]
2.4 ����ǿCu-Ni-Al-Si�Ͻ�
Cu-Ni-Al-Si�Ͻ��и�ǿ�ȡ������ĸ������ȶ��ԡ���ĥ�Ժ���ʴ���ܣ��ڵ����㲿������ĥ��С���ʴ�ܵ����о��й㷺��Ӧ�á�Cu-Ni-Al�Ͻ��α��ȴ������մ�����ͬ�����ڵ絼��ƫ�͵������
��16����ΪCu-10Ni-3Al-0.8Si(����������%)�Ͻ�ͬ���α��ȴ����ƶ�������[72]���Ͻ��ܴ�����ԤʱЧ����絼��������ߣ���������80%�����Ͷ���ʱЧ���ڶ����һ���ӻ�����������ʹ�絼�ʼ������ߣ�����ԤʱЧ�������ܹ��谭λ���;�����˶������ӻ���ʱЧ�����á���450 ��ԤʱЧ�����ĺϽ�����ԤʱЧ�¶Ƚϵ͡�ʱ��϶̣�ԤʱЧ�����ĵڶ������ӷdz�ϸС�������������Ͷ���ʱЧ�����з������ܲ����´ӻ��������������450 ��ԤʱЧ�����ĺϽ�ʱЧ���ܽϲ
�Ͻ�550 ��ԤʱЧ15 min�����������������ԼΪ15 nm����Щ���������������͵���ʱЧʱ���Է�����ȫ���ܣ����⣬����ԤʱЧ��Ͻ����Ĺ����ͶȽϸߣ���������ܶȽϵͣ�����پ��������+����ʱЧ�����У��ܹ�����������ɢϸС�ĵڶ������ӣ���Щ��С��һ�������������谭λ���;���λ����������ǿ[73-74]��
ͼ40 450 ��ԤʱЧ8 h������90%��Cu-Ti�Ͻ�400 ��ʱЧ��ͬʱ����TEM��Ƭ[71]
Fig. 40 TEM images of 90% rolled Cu-Ti alloy treated by aging at 450 �� for 8 h+90% rolling+aging at 400 �� for different time[71]
��16 ����̬Cu-10Ni-3Al-0.8Si�Ͻ�ͬ��ԤʱЧ-���ι��մ���������450 ��ʱЧ��ͬʱ����Ӳ�Ⱥ͵�����[72]
Table 16 Hardness and conductivity of Cu-10Ni-3Al-0.8Si alloy after different pre-aging treatments and then aging at 450 �� for different time[72]
ͼ41��ʾΪ����̬Cu-10Ni-3Al-0.8Si(����������%)�Ͻ���450 ��ʱЧ1 h��������������仨�����߷ֱ���[72]����������(��ͼ41(a))����Ӧ�ĵ������仨��(��ͼ41(b)��(c))��֪���Ͻ�����е���������Ϊ����L12����ṹ��Ni3Al��;���DO22����ṹ�Ħ�-Ni2Si�ࡣ�ɸ߷ֱ���Ƭ(��ͼ41(d))��֪��Ni3Al�ͦ�-Ni2Si�����������屣�ֹ������ǵ�������ԼΪ4 nm��
ͼ42��ʾΪ����̬�Ͻ���550 ��ʱЧ30 min��������������仨�����߷ֱ�����[72]����ͼ42(a)��(b)��֪����-Ni2Si��Ni3Al��ӻ������������Ҧ�-Ni2Si�������ֻ���60��ı��壬Ni3Al������Ķ������ߡ�ͼ42(c)��(d)��ʾ�ĸ߷ֱ���Ƭ������-Ni2Si��Ni3Al�������屣�ֹ��������ֱ�ԼΪ15 nm��8 nm��
2.5 Cu-Ni-Co-Si�Ͻ�
�����еij���ǿͭ�Ͻ���(��b��1000MPa)���Ͻ�ĵ����ʺ��ѳ���20%IACS��Ϊ�������һ��ǿ�ȳ���1000 MPa�������ʡ�30%IACS��Cu-4.5Ni-1.2Co- 1.0Si-0.15Mg(����������%)�Ͻ�[75]���Ͻ���ʱЧ�Լ�˫��ʱЧ������ֱܷ����17�ͱ�18��ʾ[75]��
Cu-4.5Ni-1.2Co-1.0Si-0.15Mg�Ͻ�˫��ʱЧ�����ۺ������������ڵ���ʱЧ��ĺϽ𡣺Ͻ�����˫��ʱЧ����������ǿ�Ⱥ͵絼�ʶ�������ߣ�����������������������Ĵ��ܺ��κ�λ�ÿ�����Ч�ٽ��ڶ������������˫��ʱЧ���տ��Խ���һЧӦ�����һ���������Ͻ����ܡ��ڵ�һ�εļӹ�(����70%��400 ��ʱЧ2 h)�У��Ͻ���������ϸС�ĵڶ������ӣ���Щ���ӿ�����Ч���谭�ڶ��μӹ�ʱЧʱλ���Ļظ����ٽᾧ��ʹ���ǽṹǿ��ЧӦ��ǿ��ͬʱ���ڶ��ı��δ������ܽ�һ���ٽ��ڶ�����ʱЧ�����е�������ʹ�Ͻ�ǿ�Ⱥ͵�����Эͬ��ߡ�����뵥��ʱЧ���գ�˫��ʱЧ�����������ӷֲ���Ϊ�ܼ����ߴ��ΪϸС��ǿ��ЧӦ���á�
Cu-4.5Ni-1.2Co-1.0Si-0.15Mg�Ͻ���ܴ���������������70%+400 ��ʱЧ2 h+����70%��+ 450 ����ʱЧ�������������Ƭ��ͼ43��ʾ[75]����ʱЧʱ��Ϊ10 minʱ�����������п��Կ���������λ��(��ͼ43(a))��ͬʱ�����İ������п��Կ���(Co, Ni)2Si���ӵ�����(��ͼ43(d))����ʱЧʱ��Ϊ20 min����Ȼ���Կ���������λ������(��ͼ43(b)��(c))��λ���������˵���α�ǿ����ЧӦ��Ȼ���ڣ�ͬʱ���Կ�����״��֯����ʱЧ20 min�����İ������п��Կ���ϸС��ɢ�ֲ���(Co, Ni)2Si���ӣ��ֲ��ܼ��Ҿ���(��ͼ43(e))����HRTEM��Ƭ�п��Կ���(Co, Ni)2Si���ӷdz�ϸС���ߴ�ԼΪ5~6 nm(��ͼ43(f))������Orowan���ƴ�����ǿ��ЧӦ��Ϊ������ͬʱ�����������α��κ�����ĸ��ܶȵ�λ���ڷ�ʱЧ״̬ʱ��Ȼ���ڣ��������������һ�������˲��ϵ�ǿ�ȡ�
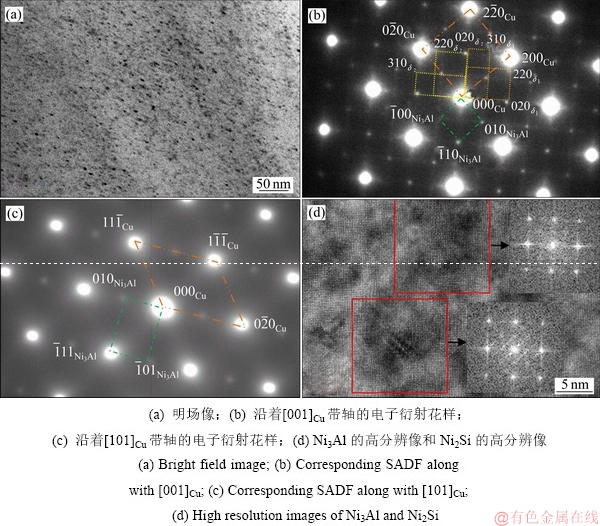
ͼ41 Cu-10Ni-3Al-0.8Si�Ͻ���450 ��ʱЧ1 h�����羵��Ƭ[72]
Fig. 41 TEM images of Cu-10Ni-3Al-0.8Si alloy aged at 450�� for 1h[72]
ͼ42 Cu-10Ni-3Al-0.8Si�Ͻ���550 ��ʱЧ30 min�����羵��Ƭ[72]
Fig. 42 TEM images of Cu-10Ni-3Al-0.8Sialloy aged at 550 �� for 30 min[72]
��17 ����ʱЧ������Cu-4.5Ni-1.2Co-1.0Si-0.15Mg�Ͻ���ۺ�����[75]
Table 17 Properties of Cu-4.5Ni-1.2Co-1.0Si-0.15Mg alloy after single aging treatment[75]

��18 ˫��ʱЧ������Cu-4.5Ni-1.2Co-1.0Si-0.15Mg�Ͻ���ۺ�����[75]
Table 18 Properties of Cu-4.5Ni-1.2Co-1.0Si-0.15Mg alloy after two-stage aging treatments[75]

3 ��Ҫ������Բ�
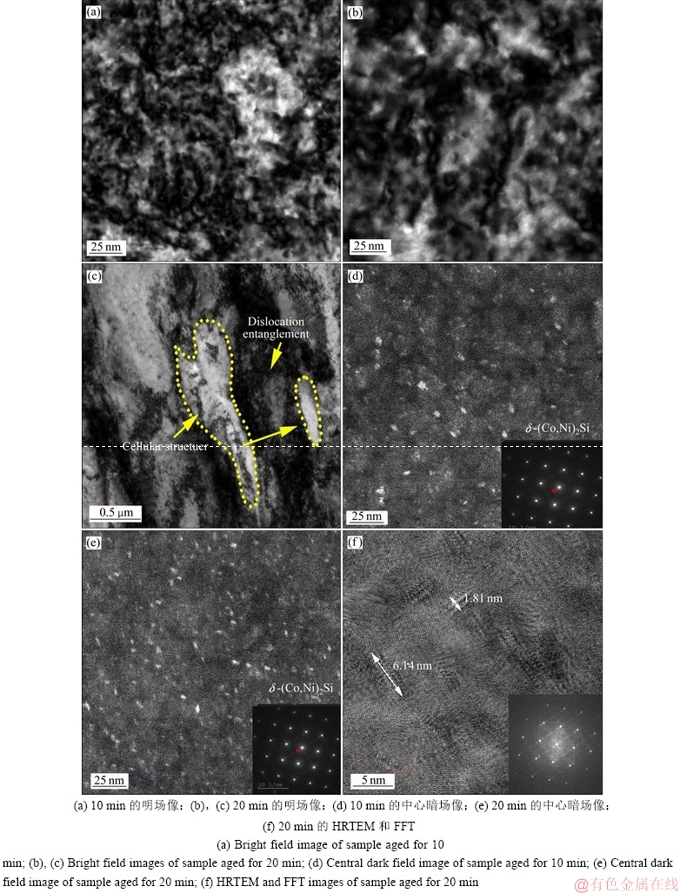
ͼ43 Cu-4.5Ni-1.2Co-1.0Si-0.15Mg�Ͻ���ܴ�����70%����������400 ����ʱЧ2 h������������70%�����450 ��ʱЧ������TEM��[75]
Fig. 43 TEM images of Cu-4.5Co-1.0Si-1.2Ni-0.15 Mg alloy treated by solid solution treatment+70% cold rolling deformation+ aging at 400 �� for 2 h+70% cold rolling again+aging at 450 �� for different time[75]
Ŀǰ���ҹ��ڸ�ǿ����ͭ�Ͻ�ijɷ���Ƽ��Ͻ�ԭ�����Ʊ��ӹ����ռ���֯�ṹ�����ܹ�����ϵ�ȷ���ȡ����һ�����о���չ������������߶�װ�������㲿���ø�ǿ����ͭ�Ͻ�IJ�ҵ�����켼������ͻ�ƣ�
1) ���ߴ�����ͭ���Ǻ��ĵ��������Ĺؼ����ϣ�Ҳ������������ͭ�Ͻ�����Ļ����������ҵ���Ʊ��ij��ߴ�����ͭ�����ס��������Ԫ�ؾ����ȶ�������3ppm���ڣ�����������ҵ���Ʊ�������ߴ�ͭ������ͭ�����ѳ�Ϊͭ�Ͻ���ϸ����ܻ���ƿ��֮һ��
2) ��ǿ�ߵ�ͭ�Ͻ���3C�����ٹ����ͨ�ʹ��ģ���ɵ�·�ĺ��IJ���֮һ���Գ����ģ���ɵ�·Ϊ�������߿���������Ż������ܶȻ����������ͻ�����չ�����߿���ò��ϱ��������ǿ���ߵ����߿������¶ȡ������ۡ��߾��ȡ��߱��������ȵ�Ҫ��������Ҫ������ǿ�ȡ�900 MPa���絼�ʡ�50%IACS���ֲڶȣ�0.06~0.08 ��m������ͭ�Ͻ�����������һҪ�����磬���Ÿ�����·��һ�����٣�ǣ������ϵͳ����������Ӵ��������������ӣ���ʹ�Ӵ��ߵ���������ӣ�������ߵĵ絼�ʣ����������ͽӴ��ߵ��������⣬���Ÿ����ٶȵ���ߣ�Ϊ�˱�֤��ȫ���У��Ӵ����ߵ�ǿ��Ҫ�ߣ�Ŀǰ���ڸ����ձ���ø�ǿ��ͭþ��ͭ���ȽӴ��ߣ����㲻��400 km/h����ʱ�ٸ����Ӵ����ߵ�ǿ�Ⱥ͵絼�ʵ�Ҫ���迪���������ش���2.5 t������ǿ�ȴ���580 MPa���絼�ʴ���80%IACS�߿�����Ťͭ�Ͻ��߲ġ�
3) ����ǿ��ʴ��ĥͭ�Ͻ��Ǹ߶�װ���ͺ������ɻ����ߵ����ػ����������պ���װ��������װ���͵�������װ���Ⱥ����㲿��������ܡ�������С���ĥ��У�����Һѹϵͳ��ĥ�������ùܡ������źͼ̵����ȵĹؼ��òġ�Ŀǰ�����ڳ���ǿ��ĥ��ʴͭ�Ͻ�Ʒ�ֺ����ܲ������㰲ȫʹ�õ�Ҫ����һ�����õĸ߶�ͭ�Ͻ������ͭ�����Ͻ�IJ�ҵ���Ʊ��������������հף����ò���ȫ���ӹ�����ڡ�
4) ��ɫ������ͭ�Ͻ���ϵؽ������������������;��ͭ�Ͻ����к��ж�Ԫ�أ����������滷������˾�ѹ������Ǧ�����롢���顢����ͭ�Ͻ���ϵ�������ü�ޡ�
5) ���칤�̡��������ƺ͵�������ϵͳ����ͭ�����ϲ��ϼ������Ʊ�����ƿ����δȡ��ʵ����ͻ�ơ���Cu/Al2O3��Cu/TiB2��ɢͭ�����Բ������Լ�˵��������Ĺ����ɿ��ԣ������ܵ繭�Ӵ��������Cu/ʯī���ϲ����������ڣ����ӷ�װͭ���ȳ����ϸߵ��Ⱥ͵��������ܲ���������һ���뵼�幦�����������Ҫ��
6) ͭ�Ͻ���Ĵ�ͳ�����������̳����ܺĴ��������������Ʊ����ռ���ͻ�ơ�
����������⣬��Ҫ��ȡ����Ҫ��ʩ���£�ͨ����һ��̽�����ߴ�ͭ�Ʊ���ұ��������ѧԭ�������̻������ڳ��ߴ�ͭ�Ĺؼ��Ʊ�������װ����ȡ��ʵ���Ե�ͻ�ƣ�ͨ���ھ�ͭ�Ͻ�������ȡ��硢�š���ʴ����������Ӧ�ṹ��ϵ�Ŀ�ѧ���ʣ�����������ģ�͡������º�������չ��ʵ��ͼ��㷽���ȣ�ͨ������ѧϰ����·����������µ�����������ۻ�����Ҫ���µĺϽ���ϵ���Լ���ͳ���ϵ��ۺ����ܵ�������������ʾ��ҵ�����������²��ϵ���֯�ṹ�ݱ���ɣ�ʵ�ֹ�����װ���ļ��ɴ��£�����ʵ�ָ�ǿ����ͭ�Ͻ������ϵ�ɸ����о��������з�ת�䣻�ɴ�ͳ�������������Ч�����������������Ͳ���/����һ�廯���ת�䣻��������Դ�ľ�Ӫ��ʽ����Դѭ�������ľ�Ӫ��ʽת�䡣
REFERENCES
[1] ����Ƽ. ����ǿ�ߵ�Cu-Mg-Ca�Ͻ���Ʊ�����֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2017: 3-5.
LI Ya-ping. Microstructure and properties of a novel Cu-Mg-Ca alloy with high strength and high electrical conductivity[D]. Changsha: Central South University, 2017: 3-5.
[2] �����. ��ǿ����ͭ�Ͻ��Ʊ�������ػ����о�[D]. ��ɳ: ���ϴ�ѧ, 2009: 4-13.
DAI Jiao-yan. Preparation and basic research of copper alloys with high strength and high conductivity[D]. Changsha: Central South University, 2009: 4-13.
[3] TB/T 3111-2017. ��������·��ͭ��ͭ�Ͻ����[S].
TB/T 3111-2017. Copper and copper alloy stranded conductors for electric railway[S].
[4] Ԭ Զ. ������·��Cu-Mg��Cu-Cr�Ͻ�������ѹ��֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2017: 45-50.
YUAN Yuan. Microstrcture and properties of Cu-Mg and Cu-Cr alloys after Conform process[D]. Changsha: Central South University, 2017: 45-50.
[5] YUAN Y, DAI C, LI Z, YANG G, LIU Y, XIAO Z. Microstructure evolution of Cu-0.2 Mg alloy during continuous extrusion process[J]. Journal of Materials Research, 2015, 30(18): 2783-2791.
[6] ����Ƽ, Ф ��, �� ǰ, ����Զ, �� ��. ��ǿ�ߵ� Cu-Mg-Ca �Ͻ�ӹ���������֯�ṹ�ݱ�[J]. �й���ɫ����ѧ��, 2018, 28(3): 547-555.
LI Ya-ping, XIAO Zhu, LEI Qian, ZHOU Zhe-yuan, LI Zhou. Microstructure evolution of a Cu-Mg-Ca alloy with high strength and high electrical conductivity during cold rolling process[J]. The Chineses Journal of Nonferrous Metals, 2018, 28(3): 547-555.
[7] LI Y P, XIAO Z, LI Z, ZHOU Z Y, YANG Z Q, LEI Q. Microstructure and properties of a novel Cu-Mg-Ca alloy with high strength and high electrical conductivity[J]. Journal of Alloys and Compounds, 2017, 723: 1162-1170.
[8] FERNEE H, NAIRN J, ATRENS A. Cold worked Cu-Fe-Cr alloys[J]. Journal of Materials Science, 2001, 36(22): 5497-5510.
[9] JEONG E, HAN S, GOTO M, KIM S. Effects of thermo-mechanical processing and trace amount of carbon addition on tensile properties of Cu-2.5Fe-0.1P alloys[J]. Materials Science and Engineering A, 2009, 520(1/2): 66-74.
[10] NORIYUKI N, TONG C, MAKOTO O, KATSUHIRO Y. A process for manufacturing Cu-Fe alloy C194-ESH with high electrical conductivity and excellent heat-resistance[J]. Hitachi Cable Review, 1999, 18: 61-66.
[11] ������, ��, ���, Ľ˼��, ������. һ������ Cu-Fe-P ϵ�Ͻ���ϵ���֯���ܷ���[J]. ϡ�н��������빤��, 2007, 36(A03): 527-529.
CAO Xing-min, XIANG Chao-jian, YANG Chun-xiu, MU Si-guo, GUO Fu-an. Analysis of microstructure and properties in a novel Cu-Fe-P alloy[J]. Rare Metal Materials and Engineering, 2007, 36(A03): 527-529.
[12] �����, ��־��, ������, Ԭ Զ. ��ͬ����״̬�� Cu-2.5Fe-0.03P �Ͻ����֯�������ݱ�[J]. �й���ɫ����ѧ��, 2009, 19(11): 85-91.
DAI Jiao-yan, YIN Zhi-min, SONG Lian-peng, YUAN Yuan. Structure and properties evolution of Cu-2.5Fe-0.03P alloy under different treatment conditions[J]. The Chineses Journal of Nonferrous Metals, 2009, 19(11): 85-91.
[13] ���Ӣ, ��Т��, ���ܱ�. ���߿����ͭ�Ͻ� C194 �ȴ��������о�[J]. �����ȴ���, 2008, 33(4): 65-68.
LI Hong-ying, ZHANG Xiao-jun, LI Zhou-bing. Study on heat treatment process of C194 copper alloy for lead frame[J]. Heat Treatment of Metals, 2008, 33(4): 65-68.
[14] �����t, ����ŵ, �� ��, ������, ������. Cu-2.1 Fe �Ͻ��й��� ��-Fe ���ӵĴֻ�������ǿ��Ч��[J]. ����ѧ��, 2014, 50(10): 1224-1230.
DONG Qi-yi, SHEN Lei-nuo, CAO Feng, JIA Yan-lin, WANG Ming-pu. Study of the coarsening and hardening behaviors of coherent ��-Fe particles in Cu-2.1Fe alloy[J]. Acta Metallurgica Sinica, 2014, 50(10): 1224-1230.
[15] DONG Q Y, WANG M P, SHEN L N, JIA Y L, LI Z. Diffraction analysis of ��-Fe precipitates in a polycrystalline Cu-Fe alloy[J]. Materials Characterization, 2015, 105: 129-135.
[16] DONG Q Y, SHEN L N, WANG M P, JIA Y L, LI Z, CAO F, CHEN C. Microstructure and properties of Cu-2.3Fe-0.03P alloy during thermomechanical treatments[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1551-1558.
[17] MIURA H, TSUKAWAKI H, SAKAI T, JONAS J. Effect of particle/matrix interfacial character on the high-temperature deformation and recrystallization behavior of Cu with dispersed Fe particles[J]. Acta Materialia, 2008, 56(17): 4944-4952.
[18] �ijж�. ���߿����Cu-Cr-Zrϵ�Ͻ���Ʊ���������������о�[D]. ��ɳ: ���ϴ�ѧ, 2012: 20-26.
XIA Cheng-dong. Study on preparation and phase evolution of a Cu-Cr-Zr alloy applied in lead frame[D]. Changsha: Central South University, 2012: 20-26.
[19] ������, ������, �� ��. �Ƚ���ǿ����ͭ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2015: 168-172, 453-468.
WANG Ming-pu, JIA Yan-lin, LI Zhou. Advanced copper alloys with high strength and high electrical conductivity[M]. Changsha: Central South University Press, 2015: 168-172, 453-468.
[20] �ijж�, ������, ���Ӧ, ������, �� ��, �� ��, �ݺ촺. �α��ȴ����Ե�Ũ��CuCr�Ͻ����ܵ�Ӱ��[J]. ���ܲ���, 2011, 42(5): 872-876.
XIA Cheng-dong, WANG Ming-pu, XU Gen-ying, JIA Yan-lin, LI Zhou, GONG Shen, YU Hong-chun. Effect of thermomechanical treatments on properties of dilute CuCr alloys[J]. Journal of Functional Materials, 2011, 42(5): 872-876.
[21] GAO N, TIAINEN T, HUTTUNEN-SAARIVIRTA E, JI Y. Influence of thermomechanical processing on the microstructure and properties of a Cu-Cr-P alloy[J]. Journal of Materials Engineering & Performance, 2002, 11(4): 376-383.
[22] MU S, GUO F, TANG Y, CAO X, TANG M. Study on microstructure and properties of aged Cu-Cr-Zr-Mg-RE alloy[J]. Materials Science and Engineering: A, 2008, 475(1/2): 235-240.
[23] GUO X L, XIAO Z, QIU W T, LI Z, ZHAO Z Q, WANG X, JIANG Y L. Microstructure and properties of Cu-Cr-Nb alloy with high strength, high electrical conductivity and good softening resistance performance at elevated temperature[J]. Materials Science and Engineering A, 2019, 749: 281-290.
[24] LIU Y, LI Z, JIANG Y B, ZHANG Y. The microstructure evolution and properties of a Cu-Cr-Ag alloy during thermal-mechanical treatment[J]. Journal of Materials Research, 2017, 32(7): 1324-1332.
[25] ZHAO Z Q, XIAO Z, LI Z, MA M Z, DAI J. Effect of magnesium on microstructure and properties of Cu-Cr alloy[J]. Journal of Alloys and Compounds, 2018, 752: 191-197.
[26] �� ��. �α��ȴ�����Cu-Cr-Ag �Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ, 2017: 45-50.
LIU Yue. Properties and microstructure evolution of Cu-Cr-Ag alloy with thermomechanical treatments[D]. Changsha: Central South University, 2017: 45-50.
[27] ������. ��ǿ�� Cu-Cr-Nb�Ͻ����֯�������о�[D]. ��ɳ: ���ϴ�ѧ, 2019: 44-53.
GUO Xiao-li. Microstructure and properties of a Cu-Cr-Nb alloy with high strength and high electrical conductivity[D]. Changsha: Central South University, 2019: 44-53.
[28] ����ǫ. ��ǿ�ߵ�Cu-Cr-Mg-(Si)�Ͻ���Ʊ�����֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2018: 61-65.
ZHAO Zi-qian. Microstructure and properties of Cu-Cr-Mg-(Si) alloys with high strength and high electrical conductivity[D]. Changsha: Central South University, 2018: 61-65.
[29] CHBIHI A, SAUVAGE X, BLAVETTE D. Atomic scale investigation of Cr precipitation in copper[J]. Acta materialia, 2012, 60(11): 4575-4585.
[30] TANG N, TAPLIN D, DUNLOP G. Precipitation and aging in high-conductivity Cu-Cr alloys with additions of zirconium and magnesium[J]. Materials Science and Technology, 1985, 1(4): 270-275.
[31] ZENER C. Theory of do for atomic diffusion in metals[J]. Journal of Applied Physics, 1951, 22(4): 372-375.
[32] JIANG S H, WANG H, WU Y, LIU X J, CHEN H H, YAO M J, GAULT B, PONGE D, RAABE D, HIRATA A, CHEN M W, WANG Y D, LU Z P. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation[J]. Nature, 2017, 544(7651): 460-464.
[33] �� ��. Cu-Ni-Si�Ͻ����估Ag���Ͻ����û����о�[D]. ��ɳ: ���ϴ�ѧ, 2019: 10-12, 30-36.
YI Jiang. Phase transformation and microalloying mechanism of Ag element in a Cu-Ni-Si alloy[D]. Changsha: Central South University, 2019: 10-12, 30-36.
[34] YI J, JIA Y L, ZHAO Y Y, XIAO Z, HE K J, WANG Q, WANG M P, LI Z. Precipitation behavior of Cu-3.0Ni-0.72Si alloy[J]. Acta Materialia, 2019, 166: 261-70.
[35] WANG C S, FU H D, JIANG L, XUE D Z, XIE J X. A property-oriented design strategy for high performance copper alloys via machine learning[J]. NPJ Computational Materials, 2019(5): 87.
[36] ���㻨, �ο���, ۬����, ������, ���ϼ. Al2O3��ɢǿ��ͭ�����ϲ��ϵ��о���״���չ[J]. ���Ͽ�����Ӧ��, 2006, 21(4): 41-46.
GUO Xiu-hua, SONG Ke-xing, GAO Jian-xin, LIN Yang-ming, LI Hong-xia. Progress of Al2O3 dispersion strengthened copper composite[J]. Development and Application of Materials, 2006, 21(4): 41-46.
[37] NADKARNI A. Dispersion strengthened copper: Properties and applications in ��High conductivity copper and aluminum alloys��[M]. LING E, TAUBENBLAT P W, ed. Warrendale: The Metallurgica of AIME, 1984: 77-101.
[38] ������, ���˽�, ����, �Ϸ���. ��ǿ�ȸߵ絼�� Cu-Al2O3���ϲ��ϵ��Ʊ�[J]. ����ѧ��, 1999, 35(8): 888-892.
SHEN Yu-tian, WU Ren-jie, CUI Chun-xiang, MENG Fan-bin. Fabrication of Cu-Al2O3 composite with high strength and high electric conductivity[J]. Acta Metallurgica Sinica, 1999, 35(8): 888-892.
[39] BISELLI C, MORRIS D, RANDALL N. Mechanical alloying of high-strength copper alloys containing TiB2 and Al2O3 dispersoid particles[J]. Scripta Metallurgica et Materialia, 1994, 30(10): 1327-1332.
[40] ������. Cu-2.7%Al2O3��ɢǿ��ͭ��ͭ�Ͻ����֯������ѧ�����о�[D]. ��ɳ: ���ϴ�ѧ, 2014: 29-35.
XIANG Zi-qi. Investigation on the microstructure and mechanical properties of Cu-2.7%Al2O3 dispersion strengthened copper alloy[D]. Changsha: Central South University, 2014: 29-35.
[41] XIANG Z Q, ZHOU L, LEI Q, XIAO Z, PANG Y. High temperature mechanical behavior of alumina dispersion strengthened copper alloy with high content of alumina[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(2): 444-450.
[42] SCHNEIBEL J, LIU C, MILLER M, MILLS M, SAROSI P, HEILMAIER M, STURM D. Ultrafine-grained nanocluster-strengthened alloys with unusually high creep strength[J]. Scripta Materialia, 2009, 61(8): 793-796.
[43] KUCHAROVA K, ZHU S, CADEK J. Creep in copper dispersion strengthened with alumina particles (ODS copper)[J]. Materials Science and Engineering A, 2003, 348(1/2): 170-179.
[44] XIAO L, LU W, QIN J, CHEN Y, ZHANG D, WANG M, ZHU F, JI B. Creep behaviors and stress regions of hybrid reinforced high temperature titanium matrix composite[J]. Composites Science and Technology, 2009, 69(11/12): 1925-1931.
[45] XIAO Z, HUANG Y J, CHEN C X, LI Z, GONG S, HUANG Y X, ZHANG C, ZHANG X X. Effects of thermal treatments on the residual stress and micro-yield strength of Al2O3 dispersion strengthened copper alloy[J]. Journal of Alloys and Compounds, 2019, 781: 490-495.
[46] LI L, LI Z, LEI Q, XIAO Z, LIU B, LIU N. Microstructure evolution of alumina dispersion strengthened copper alloy deformed under different conditions[J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 3953-8.
[47] GUO M X, WANG M P. The relationship among microstructure evolution, mechanical property and in situ reaction mechanisms in preparing Cu-1.6 wt% TiB2 alloys[J]. Materials Chemistry and Physics, 2013, 138(1): 95-101.
[48] MORRIS M, MORRIS D. Microstructural refinement and associated strength of copper alloys obtained by mechanical alloying[J]. Materials Science and Engineering A, 1989, 111: 115-127.
[49] MORTENSEN A, CORNIE J, FLEMINGS M C. Columnar dendritic solidification in a metal-matrix composite[J]. Metallurgical Transactions A, 1988, 19(3): 709-721.
[50] TU J, WANG N, YANG Y, QI W, LIU F, ZHANG X, LU H, LIU M. Preparation and properties of TiB2 nanoparticle reinforced copper matrix composites by in situ processing[J]. Materials Letters, 2002, 52(6): 448-452.
[51] LEE J, JUNG J, LEE E-S, PARK W, AHN S, KIM N. Microstructure and properties of titanium boride dispersed Cu alloys fabricated by spray forming[J]. Materials Science and Engineering A, 2000, 277(1/2): 274-283.
[52] LEE A, SANCHEZ-CALDERA L, OKTAY S, SUHN. Liquid-metal mixing process tailors MMC microstructures[J]. Advanced Materials and Processes, 1992, 142: 31-34.
[53] �� ��, Ф ��, ������, ������, ������. ˫������-��������ԭλ���� TiB2/Cu ���ϲ��ϵ��о�[J]. �����ȴ���ѧ��, 2006, 27(5): 6-9.
LI Zhou, XIAO Zhu, GUO Ming-xing, WANG Ming-pu, GONG Zhu-qing. Study on Cu-TiB2 in situ composite prepared by liquid-metal mixing and rapid solidification process[J]. Transactions of Materials and Heat Treatment, 2006, 27(5): 6-9.
[54] GUO M X, SHEN K, WANG M P. Relationship between microstructure, properties and reaction conditions for Cu-TiB2 alloys prepared by in situ reaction[J]. Acta Materialia, 2009, 57(15): 4568-4579.
[55] ZHANG H T, JIANG Y B, XIE J X, LI Y H, YUE L. Precipitation behavior, microstructure and properties of aged Cu-1.7wt%Be alloy[J]. Journal of Alloys and Compounds, 2019, 773: 1121-1130.
[56] ZHU D B, LIU C M, HAN T, LIU Y D, XIE H P. Effects of secondary �� and �� phases on the work function properties of Cu-Be alloys[J]. Applied Physics A, 2015, 120(3): 1023-1026.
[57] ������, ��־��. �й����Ϲ��̴��:��ɫ�������Ϲ���(��4��)[M]. ����: ��ѧ��ҵ������, 2005: 276-277.
WANG Ming-pu, YIN Zhi-min. China materials engineering canon:Nonferrous materials engineering (Volume 4)[M]. Beijing: Chemical Industry Press, 2005: 276-277.
[58] ZINKLE S J. Evaluation of high strength, high conductivity CuNiBe alloys for fusion energy applications[J]. Journal of Nuclear Materials, 2014, 449(1/3): 277-289.
[59] XIE G L, WANG Q S, MI X J, XIONG B Q, PENG L J. The precipitation behavior and strengthening of a Cu-2.0wt%Be alloy[J]. Materials Science and Engineering A, 2012, 558: 326-330.
[60] ROTEM A, SHECHTMAN D, ROSEN A. Correlation among microstructure, strength, and electrical conductivity of Cu-Ni-Be alloy[J]. Metallurgical Transactions A, 1988, 19(9): 2279-2285.
[61] ZHOU Y J, SONG K X, XING J D, ZHANG Y M. Precipitation behavior and properties of aged Cu-0.23Be-0.84Co alloy[J]. Journal of Alloys and Compounds, 2016, 658: 920-930.
[62] MONZEN R, HOSODA T, TAKAGAWA Y, WATANABE C. Bend formability and strength of Cu-Be-Co alloys[J]. Journal of Materials Science, 2011, 46(12): 4284-4289.
[63] л����, ÷ ��, ���»�. һ�ְ�ͭ�ܲ������������ˮƽ�����豸���乤��: �й�, ZL 201010501407.4[P]. 2012-06-27.
XIE Jian-xin, MEI Jun, LIU Xin-hua. Equipment and process of horizontal continuous casting with hot and cold combination of white copper tubes: China, ZL 201010501407.4[P]. 2012-06-27.
[64] �� ��. ����α��ȴ������ն� Cu-15Ni-8Sn ϵ�Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ, 2016: 6, 26-34.
XING Yan. Effect of combined thermo-mechanical treatment on microstructure and properties of Cu-15Ni-8Sn alloy[D]. Changsha: Central South University, 2016: 6, 26-34.
[65] JIANG Y X, LI Z, XIAO Z, XING Y, ZHANG Y, FANG M. Microstructure and properties of a Cu-Ni-Sn alloy treated by two-stage thermomechanical processing[J]. JOM, 2019, 71(8): 2734-2741.
[66] ZHAO J C, NOTIS M R. Microstructure and precipitation kinetics in a Cu-7.5 Ni-5Sn alloy[J]. Scripta materialia, 1998, 39(11): 1509-1516.
[67] ZHANG Y, XIAO Z, ZHAO Y Y, LI Z, XING Y, ZHOU K C. Effect of thermo-mechanical treatments on corrosion behavior of Cu-15Ni-8Sn alloy in 3.5 wt% NaCl solution[J]. Materials Chemistry and Physics, 2017, 199: 54-66.
[68] OUYANG Y, GAN X, ZHANG S, LI Z, ZHOU K, JIANG Y, ZHANG X. Age-hardening behavior and microstructure of Cu-15Ni-8Sn-0.3Nb alloy prepared by powder metallurgy and hot extrusion[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(9): 1947-1955.
[69] VAIDYANATHAN T, MUKHERJEE K. Precipitation in Cu-Ti and Cu-Ti-Al alloys; discontinuous and localised precipitation[J]. Materials Science and Engineering, 1976, 24(1): 143-152.
[70] �� ˼. ����ǿ����Cu-Ti�Ͻ����ʱЧ���չ����нṹ�����ݱ����[D]. ��ɳ: ���ϴ�ѧ, 2016: 1-5, 32-38.
LI Si. Microstructure and property of Cu-Ti alloy with ultrahigh strength and high electrical conductivity during thermo-mechanical process[D]. Changsha: Central South University, 2016: 1-5, 32-38.
[71] LI S, LI Z, XIAO Z, LI S H, SHEN L N, DONG Q Y. Microstructure and property of Cu-2.7Ti-0.15Mg-0.1Ce- 0.1Zr alloy treated with a combined aging process[J]. Materials Science and Engineering A, 2016, 650: 345-353.
[72] ����ŵ. ����ǿ��ʴ��ĥ����Cu-Ni-Alϵ�Ͻ���Ʊ�����������о�[D]. ��ɳ: ���ϴ�ѧ, 2015: 67-87.
SHEN Lei-nuo. Praperation and properties of Cu-Ni-Al alloy with ultrahigh strength and high corrosionresistance[D]. Changsha: Central South University, 2015: 67-87.
[73] SHEN L N, LI Z, DONG Q Y, XIAO Z, LI S, LEI Q. Microstructure evolution and quench sensitivity of Cu-10Ni-3Al-0.8Si alloy during isothermal treatment[J]. Journal of Materials Research, 2015, 30(5): 736-744.
[74] SHEN L N, LI Z, ZHANG Z M, DONG Q Y, XIAO Z, LEI Q, QIU W I. Effects of silicon and thermo-mechanical process on microstructure and properties of Cu-10Ni-3Al-0.8 Si alloy[J]. Materials & Design, 2014, 62: 265-270.
[75] HUANG J Z, XIAO Z, DAI J, LI Z, JIANG H Y, WANG W, ZHANG X X. Microstructure and properties of a novel Cu-Ni-Co-Si-Mg alloy with super-high strength and conductivity[J]. Materials Science and Engineering A, 2019, 744: 754-763.
Composition design, phase transition and fabrication of copper alloys with high strength and electrical conductivity
LI Zhou1, XIAO Zhu1, JIANG Yan-bin1, 3, LEI Qian2, XIE Jian-xin3
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. State Key Laboratory for Powder Metallurgy, Central South University, Changsha 410083, China;
3. Beijing Advanced Innovation Center for Materials Genome Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: With the rapid development of aerospace, microelectronics, rail transit, communication and other industries, higher requirements have been put forward for the performance of copper alloys with high strength and high electrical conductivity. This paper reviews the micro-alloying principle, thermo-mechanical processing, phase transformation and the relationship of microstructure and properties of the various typical copper alloys with high strength and high electrical conductivity. The distribution of alloying elements in the alloy and their effect on the precipitation behavior, phase transition sequence and microstructure evolution of the alloys in service were stated. The main problems and relevant solutions of the copper alloys with high strength and high electrical conductivity were recommended.
Key words: copper alloy; high strength; high electrical conductivity; alloying; phase transformation
Foundation item: Project(2016YFB0301300) supported by National Key Research and Development Program of China; Project(U1637210) supported by the National Natural Science Foundation of China
Received date: 2019-08-10; Accepted date: 2019-09-12
Corresponding author: LI Zhou; Tel: +86-731-88830264; E-mail: lizhou6931@csu.edu.cn
(�༭ �� ��)
������Ŀ�������ص��о���չ�ƻ�������Ŀ(2016YFB0301300)��������Ȼ��ѧ����������Ŀ(U1637210)
�ո����ڣ�2019-08-10�������ڣ�2019-09-12
ͨ�����ߣ��� �ܣ����ڣ���ʿ���绰��0731-88830264��E-mail��lizhou6931@csu.edu.cn
ժ Ҫ�����պ��졢���ӡ������ͨ��ͨѶ����ҵ��Ѹ�ٷ�չ���Ը�ǿ����ͭ�Ͻ������������ߵ�Ҫ�����������ֵ��͵ĸ�ǿ�ߵ�ͭ�Ͻ�ͳ���ǿ����ͭ�Ͻ�ĺϽ�ԭ�����α��ȴ������ա��������Լ�����֯�ṹ������֮��Ĺ�ϵ�������Ͻ�Ԫ���ںϽ��еĴ�����ʽ������Գ���������Ϊ��������ͷ����е���֯�ṹ�ݱ��Ӱ����ɣ���������ǿ����ͭ�Ͻ�Ŀǰ���ڵ���Ҫ����ʹ�ʩ���顣
[1] ����Ƽ. ����ǿ�ߵ�Cu-Mg-Ca�Ͻ���Ʊ�����֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2017: 3-5.
[2] �����. ��ǿ����ͭ�Ͻ��Ʊ�������ػ����о�[D]. ��ɳ: ���ϴ�ѧ, 2009: 4-13.
[3] TB/T 3111-2017. ��������·��ͭ��ͭ�Ͻ����[S].
TB/T 3111-2017. Copper and copper alloy stranded conductors for electric railway[S].
[4] Ԭ Զ. ������·��Cu-Mg��Cu-Cr�Ͻ�������ѹ��֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2017: 45-50.
[13] ���Ӣ, ��Т��, ���ܱ�. ���߿����ͭ�Ͻ� C194 �ȴ��������о�[J]. �����ȴ���, 2008, 33(4): 65-68.
[18] �ijж�. ���߿����Cu-Cr-Zrϵ�Ͻ���Ʊ���������������о�[D]. ��ɳ: ���ϴ�ѧ, 2012: 20-26.
[19] ������, ������, �� ��. �Ƚ���ǿ����ͭ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2015: 168-172, 453-468.
[26] �� ��. �α��ȴ�����Cu-Cr-Ag �Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ, 2017: 45-50.
[27] ������. ��ǿ�� Cu-Cr-Nb�Ͻ����֯�������о�[D]. ��ɳ: ���ϴ�ѧ, 2019: 44-53.
[28] ����ǫ. ��ǿ�ߵ�Cu-Cr-Mg-(Si)�Ͻ���Ʊ�����֯�����о�[D]. ��ɳ: ���ϴ�ѧ, 2018: 61-65.
[33] �� ��. Cu-Ni-Si�Ͻ����估Ag���Ͻ����û����о�[D]. ��ɳ: ���ϴ�ѧ, 2019: 10-12, 30-36.
[38] ������, ���˽�, ����, �Ϸ���. ��ǿ�ȸߵ絼�� Cu-Al2O3���ϲ��ϵ��Ʊ�[J]. ����ѧ��, 1999, 35(8): 888-892.
[40] ������. Cu-2.7%Al2O3��ɢǿ��ͭ��ͭ�Ͻ����֯������ѧ�����о�[D]. ��ɳ: ���ϴ�ѧ, 2014: 29-35.
[57] ������, ��־��. �й����Ϲ��̴��:��ɫ�������Ϲ���(��4��)[M]. ����: ��ѧ��ҵ������, 2005: 276-277.
[63] л����, ÷ ��, ���»�. һ�ְ�ͭ�ܲ������������ˮƽ�����豸���乤��: �й�, ZL 201010501407.4[P]. 2012-06-27.
[64] �� ��. ����α��ȴ������ն� Cu-15Ni-8Sn ϵ�Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ, 2016: 6, 26-34.
[70] �� ˼. ����ǿ����Cu-Ti�Ͻ����ʱЧ���չ����нṹ�����ݱ����[D]. ��ɳ: ���ϴ�ѧ, 2016: 1-5, 32-38.
[72] ����ŵ. ����ǿ��ʴ��ĥ����Cu-Ni-Alϵ�Ͻ���Ʊ�����������о�[D]. ��ɳ: ���ϴ�ѧ, 2015: 67-87.
