
����ά-���������ϵ�������ѧ���ܵ������о�
Ǯ�����������ɣ�����ΰ����ݶ
(�Ͼ����պ����ѧ ����ѧԺ������ �Ͼ���210016)
ժ Ҫ��
�ȵ���ά��ǿ���ϵ����㣬��������������е���������ڵ���Һ�м�������ǰ������Ӽ����������ά-���������ϵ����㡣�о�����������������£�������ά��ǿ�����ϵ����㾧������ϸ����90 nmʱ������Ӳ����219 HV������712 HV������ǿ����1 018 MPa��ߵ�1 375 MPa�����ŵ����㾧���Ľ�һ��ϸ����������ά�������ǿ�ȵ��½�������ά-���������ϵ����㿹��ǿ�ȳ������½����ƣ�����Ӳ����Ȼ������200 ��ʱ��������ά��ǿ�������ϵ�������ȣ��������ϵ�������Ȼ���кܸߵ�ǿ�ȣ����ǵ��¶�������400 ��ʱ�����ھ�����Ѹ�ٳ����Լ�����������ʵ���������������ά��ǿ���ϵ����㿹��ǿ�ȵ�����Ч���Ѳ���������
�ؼ��ʣ�
��������ά��ǿ������ǿ������Ӳ����������
��ͼ����ţ�TQ153.44 ���ױ�־�룺A ���±�ţ�1672-7207(2014)04-1059-06
Mechanical property of boron filament-reinforced nanocrystalline Ni composites by electroforming
QIAN Wanghuan, QU Ningsong, ZHU Zengwei, ZHU Di
(College of Mechanical and Electrical Engineering,
Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China)
Abstract: The boron filament reinforced electroformed nanocrystalline Ni composites were fabricated, in which pulse current was applied to electroform and sulfonamide type additive was put. Moreover, the effects of the nanocrystalline on the mechanical properties of electroformed composites were examined. The results show that when the grains are refined from micron-scale to 90 nm, the ultimate tensile strength (UTS) increases from 1 018 MPa to 1 375 MPa and the microhardness of electroformed composites increases from 219 HV to 712 HV at room temperature. With the further refinement of the grains, the microhardness of electroformed composites continues to increase. However, the UTS of electroformed composites reduces obviously because the bond strength between the filament and the Ni matrix decrease. Unlike the UTS at room temperature and 200 ��, the UTS of nanocrystalline electroformed composites has little increase in the range of crystal grains from micron-scale to nano-scale at 400 ��, because the grains grow up rapidly and brittle substance generates at the interface.
Key words: nanocrystalline; filament reinforced; tensile strength; microhardness; middle temperature
������һ�����ý������������������ԭ������������㲿�������ּӹ��������ѱ��ɹ�Ӧ���ھ���ģ�ߡ�������������Լ���������ȸ��¼�������[1-3]������ǿ���ǵ��������Ҫ����ָ�꣬��ߵ����㿹��ǿ���ǵ��������о����ȵ�֮һ����Щѧ�����ʹ�ø�ǿ����ά��ǿ�����㣬��������˵�����ǿ
��[4-5]������Suchentrunk[4]��������ά��̼������ά�����ʸ�ǿ����ά���������ͭ�������и��ϵ���������˸�ǿ�ȵ���ά��ǿ���ϵ����㡣���ݸ��Ϸ���ʽ�������Ͽ��Լ�������ϵ���������ά��ǿ�����ϵ�ǿ�Ȧ�c��
 (1)
(1)
���У���fΪ��ǿ��ά��ǿ�ȣ���mΪ���������ǿ�ȣ���fΪ��ά�������������mΪ������������������
��ʽ(1)��֪�������ǿ��ά�������������������ά��ǿ���ϵ�����Ŀ���ǿ�ȡ�����ά������������ܹ��ߣ����ϵ������ڲ�������������϶������������ǿ��[6-7]��
ͨ��ʽ(1)�����Է��֣���ά��ǿ���ϵ�����Ŀ���ǿ�Ȳ�������ά��ǿ�ȡ���������йأ������������Ŀ���ǿ��ϢϢ��ء�������ѧ�����е��о�����������������ܿ���ͨ���ı����ʱ�Ĺ����������õ���������������Lei��[8]���ø�Ƶխ��������������и��ٳ�Һ����������˿���ǿ��1 160 MPa���������㣻Erb��[9]ͨ���ڵ���Һ�������Ǿ�ϸ�������㾧����������������������Ŀ���ǿ������Ӳ�ȣ�����ΰ[10]�ڵ����Ĺ�����ʹ�þ�Ե���մ���Ħ���������棬�����Լ�ϸ�����������ã�ʹ�������Ŀ���ǿ�ȴ�605 MPa��ߵ�1 410 MPa�������������һ���·����Ի�ø���ǿ�ȵ���ά��ǿ���ϵ����㣬��ͨ���ı������������������ά��ǿ���ϵ����㾧��ϸ�������������������о���������ά��ǿ���ϵ����㿹��ǿ���Լ���Ӳ�ȵ�Ӱ�졣
1 ʵ��ԭ���뷽��
�ɽ��������ԭ����֪[11]�������㾧���ijߴ���Ҫȡ����2�����أ������˵������ٶȺ;����ijɳ��ٶȣ������˵������ٶȴ��ھ����ijɳ��ٶȣ��������С�������㾧��ϸ�������ܡ���������������λ�ǵ�ᾧ���ƶ���������λԽ���κ˰뾶��С�������ٶ����ᾧҲԽϸ�����������ֱ�������ƾ����ڿ�����ƽ��������ͬ������´ﵽ���ߵķ�ֵ�������������������ܶȣ�ʹ������ڸ߹���λ�½��У����ϸС�ľ���[12]����ʹ�û����ǰ������Ӽ�����ֱ�����ƾ�������������߷ŵ�ᾧ���Ѷȣ����������������λ[13]����ʵ�����������������Ӽ����ϵķ�ʽ��ʹ�õ����Ӽ�Ϊ�Ǿ��������Ϻ�����Ƽ���˾�������Դ������Ϊ0~30 A����ѹΪ0~30 V��Ƶ��Ϊ2 kHz��ռ�ձ�0~100%�ɵ����������Ϊ���β�����ͼ1��ʾ�����У�TΪ�������ڣ�tonΪ������toffΪ���䣻JmΪƽ�������ܶȡ�
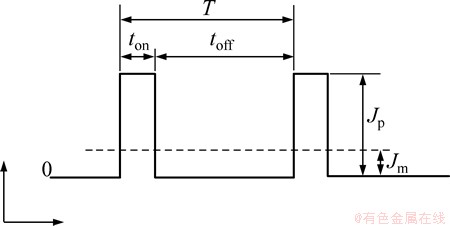
ͼ1 ���������������ʾ��ͼ
Fig. 1 Schematic diagram of square wave pulse current
ʵ��װ����ͼ2��ʾ���Ʋ۲���1 000 mL�ձ��������������֮��Ϊ1:1.5�������Ϊ25 mm���������ü��ô�INCO��˾�IJ��������塣����оģΪ�����Ƭ��ʵ�鿪ʼǰ���뾭�⡢���ͺͳ�������ϴ��ʵ����������άΪӢ��Goodfellow��˾������ϵ��������ά��ֱ��Ϊ100 ��m��ǿ��Ϊ2 500~3 500 MPa��ʵ��֮ǰ�����ȵ�20%����������Һ������ά������ϴ������ά����������Լ�������֯ȥ����Ȼ������ά�����̶��ڲ����Ƭ���档
��Һ���õ�Ӧ���İ��������������Һ����������1��ʾ�������Լ���Ϊ������������ȥ����ˮ���ƶ�Һ����ҺpH=4.5���¶�Ϊ43 �档�ɳ��ݹ�����˾������88-1�ͺ��´������������ƶ�Һ�¶ȣ������Դ������裬�����ٶ�300 r/min��ͨ���ı��ֵ�����ܶȺͿ��Ƶ����ķ������Ʊ��������ߴ��ڲ�ͬ�ȼ�����Ⱦ�Ϊ150 ��m�ĸ��ϵ����㣬��ʱ��ά��ȫ������壬������ṹ��������ס���������ά����һ���ĵ����ԣ�������ø��ϵ�������治ƽ��������˿�IJ�λ����Ȼ������������ϴ�������������ģ���Ա���⡣
��1 ���Һ�䷽(����Ũ��)
Table 1 Composition of solution g/L

��������������������GB/T 228��2002������������˿�������ӹ���������������ͼ3��ʾ���ӹ���Ϻ���800~1 000�Ž���ɰֽ�����и��б߽��д�ĥ���⣬������ŵ��и��γɵ����ƶ����������Ӱ�졣���������Instron5566�͵������ܲ���������Ͻ��п���ǿ�Ȳ��ԣ������ٶ�Ϊ0.5 mm/min��
Ϊ�˲�����������Ӳ�ȣ��Ƚ�������������ĥƽ��Ȼ����ϴ������������Ӳ�Ȳ��ԡ�������������ΪHVS-1000A��������Ӳ���Dz������غ�Ϊ5 N������ʱ��Ϊ10 s���ڱ�����5���㴦���Ӳ�ȣ�ȡƽ��ֵ��Ϊ�ø��ϵ��������Ӳ�ȡ�
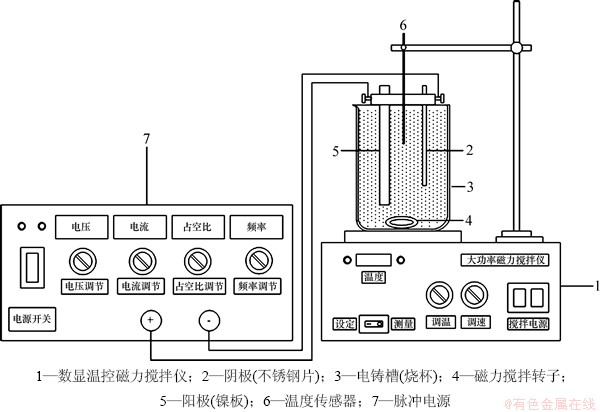
ͼ2 ʵ��װ��ʾ��ͼ
Fig. 2 Schematic diagram of experimental apparatus
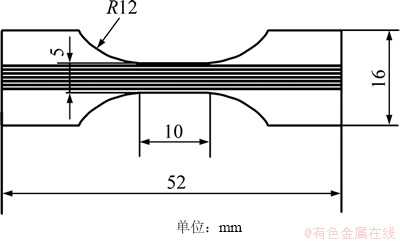
ͼ3 ����������
Fig. 3 Standard specimen of tensile test
2 �������
2.1 �������ϵ������۽ṹ
����ռ�ձ�10%��Ƶ��2 kHz���䣬ͨ���ı������ֵ�����ܶȣ�����˾����ߴ��200 nm��50 nm�ĸ��ϵ����㡣ͼ4��ʾ�Ǿ���ƽ���ߴ�ֱ�Ϊ200��90��70��50 nm�ĸ��ϵ��������羵(TEM)����ͼ����ͼ4�ɼ����������ߴ����������ֵ�������������С��
2.2 ��Ӳ��
������ά�������Ϊ20%�ĸ��ϵ�������Ӳ�ȵIJ��Խ����ͼ5��ʾ����ͼ5���Կ��������ŵ����㾧����200 nmϸ����50 nm������ά-���������ϵ�������Ӳ����630 HV������715 HV�����ҿ��Է��ֵ�����ϸ����70 nm����ʱ����Ӳ�ȵ������ٶȿ�ʼ�Ż�����Ϊ�Ƚϣ����Ļ�������ά-�������ϵ����������Ӳ�Ȳ��ԣ��˸��ϵ���������ʹ��ֱ�����Ҳ����Ǿ��������»�õģ��õ���Ӳ��Ϊ219 HV���ң��ɼ���������ά��ǿ���ϵ������Ӳ�Ⱦ��м��������Ч����
2.3 �����Ը��ϵ����㿹��ǿ�ȵ�Ӱ��
�Բ�ͬ�����ߴ磬������ά���������Ϊ20%�ĸ��ϵ���������������飬�õ���ͼ6��ʾ�ľ���-����ǿ�����ߡ���ͼ6���Է��֣��ڸ��ϵ����㾧����200 nmϸ����50 nm�Ĺ����У�����ά-���������ϵ�����ǿ�������ߺ��½�����Ȼ�ھ���Ϊ50 nm��200 nmʱ���ϵ�����ǿ��ֻ��1 179 MPa��1 195 MPa�����������ߴ�Ϊ90 nmʱ�����ϵ�����ǿ�ȸߴ�1 375 MPa������ʵ�飬ͬ�������������ά-�������ϵ�����Ŀ���ǿ�Ƚ�Ϊ1 018 MPa���ɼ���������ά��ǿ���ϵ������ǿ�Ⱦ������Ե���ǿЧ����
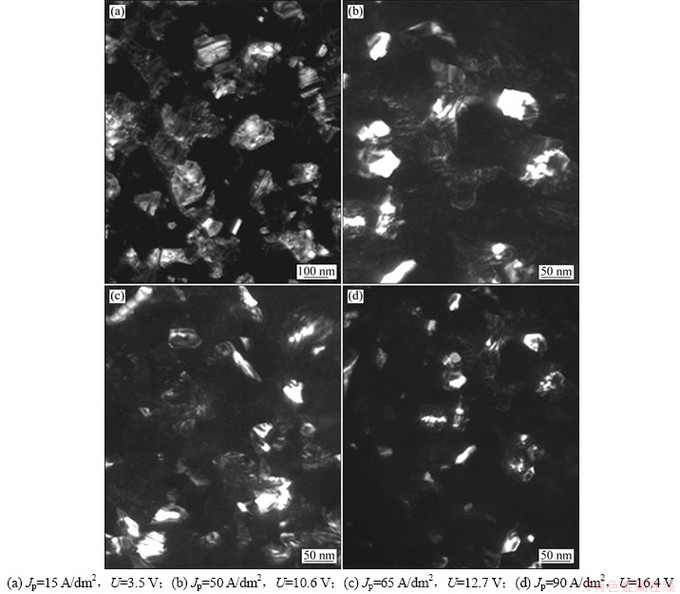
ͼ4 ��ͬ��ֵ�����ܶ��µõ��ĸ��ϵ�������羵��
Fig. 4 TEM images of electroformed nanocrystalline Ni composites at different peak currents
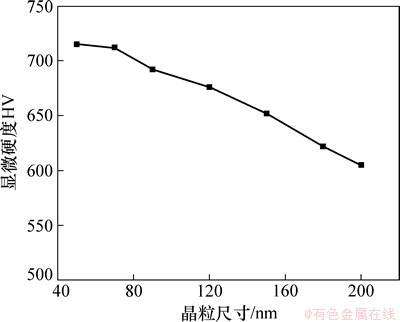
ͼ5 �����Ը��ϵ�����Ӳ�ȵ�Ӱ��
Fig. 5 Influence of nanocrystalline on hardness of electroformed Ni composites
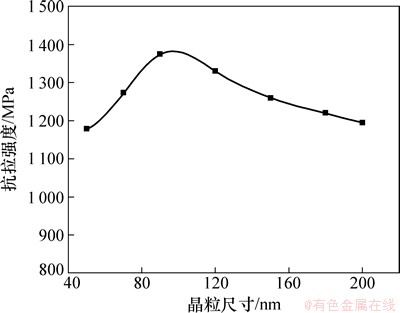
ͼ6 �����ߴ������ά��ǿ�����ϵ��������տ���ǿ�ȵ�Ӱ��
Fig. 6 Influence of grain size on UTS of boron filament reinforced electroformed Ni composites
����Hall-Petch���ɣ�����ͨ�ྦྷ�������ϵ�ǿ�����ܦ��澧���ߴ�d�ı仯ͨ�����������¹�ϵ��
 (2)
(2)
���У���0Ϊ������KΪ����ϵ����dΪ�����ߴ硣�ɼ���������˵�����ž�����ϸ��������ǿ��Ӧ��ʼ�������ģ��ٸ���ʽ(1)���ó���ά��ǿ���ϵ�����ǿ�����ž�����ϸ��ҲӦ��ʼ��������������ʵ�ʲ��������һ�¡�ԭ��������ά��ǿ���ϵ�����ǿ�Ȳ���������ά�Լ�������ǿ���йأ��������ߵĽ��ǿ���������[14]��Ϊ�ˣ����ĸ��ݵ���ά�γ���[15-16]���ⶨ������ά-�������Ľ��ǿ�ȣ������ͼ7��ʾ����ͼ7���Կ��������ǿ�����ž����ߴ�ı仯������һ�ɲ���ġ��������ߴ����90 nmʱ�����ǿ�����ž����ļ�С����ߡ�������Ϊ�������������ʹ�ó������϶�ʽ��ͣ����ܶ��������������ڴֲڵ�����ά���汻��ԭ����ԭ�ӣ����Ҳ����ۻ�������������ά����ֲڵİ��Ӳ�����ά����ס���γɽ��棬ϸ���ľ���ʹ�ô��ֽ�ϸ��ӽ��ܣ�����ά�����ء����������С�������ά�������б��γ�ʱ���������ܶȵ��������������䱻�ƻ����Ѷȣ��ں���Ͼͱ��ֳ����нϸߵĽ��ǿ�ȡ����Ե������ߴ紦����һ����ʱ�����Ž��ǿ�������ǿ�ȵ�˫˫��ߣ����ϵ�����ǿ����������������������90 nmʱ�����ǿ�ȿ�ʼ����ʮ�����Ե��½����ơ�������Ϊ��ʵ����ͨ����߷�ֵ�����ܶ�����ȡ��ϸ���������������ŷ�ֵ�����ܶȵ���ߣ������˴�������������������ά���棬ʹ����������ά��Χ������ף������������ȱ�ݵ����жȷdz��ߣ�С��ȱ�ݽ��������ܵ������½���������Ϊ���غɴӻ��崫�ݺͷ�ɢ����ά��ý�飬����Ҫ�нϸߵĽ��ǿ�ȣ��������һ����������ƻ�����ճ�������²�����ǰ����ʧЧ[17]���ﲻ������ʽ(1)�������ǿ�ȡ����Ե�����ϸ����90 nm����ʱ������ά-���������ϵ�����ǿ�ȿ�ʼ�½���

ͼ7 �����Ը��ϵ�������ά-������ǿ�ȵ�Ӱ��
Fig. 7 Influence of nanocrystalline on bond strength between filament and matrix
2.4 ������ǿ������
ͼ8��ʾΪ��200 ���400 ������������¾����ߴ�������ά�������Ϊ20%�ĸ��ϵ����㿹��ǿ�ȵĹ�ϵ������ά-�������ϵ�������200 ��ʱ�Ŀ���ǿ��Ϊ889 MPa���������ߴ�Ϊ90 nm������ά-���������ϵ�����Ŀ���ǿ�ȸߴ�1 240 MPa��������200 ��ʱ����������ά��ǿ���ϵ�����Ŀ���ǿ�Ⱦ������Ե���ǿЧ������ͼ8�����Է��֣�200 ��ʱ�����ߴ���ڿ���ǿ�ȵ�Ӱ����ͼ6�Ļ���һ�¡���400 ��ʱ������ʵ�飬����ά-�������ϵ�����Ŀ���ǿ��Ϊ673 MPa��������ά-���������ϵ����㿹��ǿ�ȴ�����720~750 MPa���ɼ������Կ���ǿ�ȵ�Ӱ����ʮ�����ޡ�ԭ����2�����棬һ�ǵ��������������250 ���Ժ����Ϳ�ʼѸ�ٳ����������ȶ����½��������¶Ƚ�һ�����ߣ�����������������������ɳ�����ֿ��������ε���������������ǿ�������½�[18]�����������Ǿ��е����ڵ����������γ����������ڵ���������ά���棬���¶�������200 ������ʱ�������ڽ���Ѹ����������ɽ�����������������������ܳ����½����������¸��ϵ�����ǿ�������½�[19]��������400 ��������£������ߴ�仯�Ը��ϵ�����Ŀ���ǿ��Ӱ�첻��
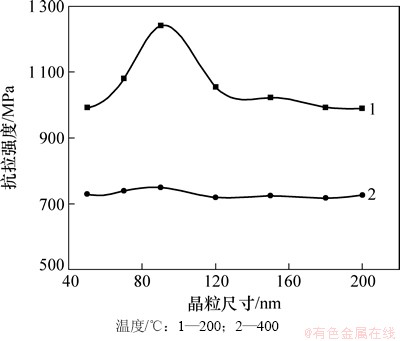
ͼ8 ���������������Ը��ϵ����㿹��ǿ�ȵ�Ӱ��
Fig. 8 Influence of nanocrystalline on UTS of electroformed Ni composites at middle temperature
3 ����
(1) ������ά��ǿ�����ϵ����㾧������ϸ����50 nmʱ������Ӳ����219 HV������715 HV��
(2) ����ά-���������ϵ�����Ŀ���ǿ�����ž�����ϸ���������ͣ����������ߴ�Ϊ90 nmʱ�ﵽ���ֵ1 375 MPa��
(3) ��ά�����Ľ��ǿ�ȶԸ��ϵ�����Ŀ���ǿ������ҪӰ�졣����������90 nmϸ����50 nm�Ĺ����У����ڽ��ǿ�ȵ��½������ϵ����㿹��ǿ�������½���
(4) 200 ��ʱ�������Ը��ϵ������ǿ����Ȼ�������Ե���ǿЧ����������400 ��ʱ�����ھ���Ѹ�ٳ����Լ������ϴ������ʵ�������������ǿ�ȵ�����Ч���Ѳ���������
�ο����ף�
[1] Tanabe Y, Nishikawa H, Seki Y, et al. Electroforming of Ni mold for imprint lithography using high-aspect-ratio PMMA microstructures fabricated by proton beam writing[J]. Microelectronic Engineering, 2011, 88(8): 2145-2148.
[2] Tang P T. Electroforming: From rocket engines to nanotweezers[J]. Micro and Nanosystems, 2011, 3(3): 180-187.
[3] Hart T, Watson A. Electroforming[J]. Metal Finishing, 2000, 98(1): 388-399.
[4] Suchentrunk R. Metal matrix composites produced by electroplating: A review on technology and applications[C]// Nanostructured Thin Films and Nanodispersion Strengthened Coatings. Netherland: Kluwer Academic Publishers, 2004: 241-250.
[5] ��ѧ��, ������, ��ǰ��, ��. �绯ѧ�����Ʊ���ά��ǿ���������ϲ��ϵij����о�[J]. ���Ŵ�ѧѧ��(��Ȼ��ѧ��), 2003, 42(6): 746-749.
LUO Xuetao, WU Qingliang, HUANG Quanjun, et al. Investigated of fiber-reinforced metallic matrix composites prepared by electrochemical method[J]. Journal of Xiamen University (Natural Science), 2003, 42(6): 747-750.
[6] Greco V P. Evaluation of filament-reinforced electrocomposites (reinforcement of electroforms with continuous filaments)[R]. New York: US Army Armament Research Development and Engineering Center, 1987: 1-26.
[7] Kuboyama K, Ishibashi T, Uchio S. Fabrication of metal matrix composites by electroforming technique[J]. International Journal of Materials and Product Technology, 2001, 16(1): 67-73.
[8] LEI Weining, ZHU Di, QU Ningsong. Synthesis of nanocrystalline nickel in pulse deposition[J]. Transactions of the Institute of Metal Finishing, 2002, 80(6): 205-212.
[9] Erb U. Electrodeposited nanocrystals: Synthesis, properties and industrial applications[J]. Nanostructured Materials, 1995, 6(5/6/7/8): 533-538.
[10] ����ΰ. ĥ���������ܵ����������о���Ӧ��[D]. �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2007: 54-56.
ZHU Zengwei. Research and application of abrasive-assisted precision electroforming[D]. Nanjing: Nanjing University of Aeronautics and Astronautics. College of Mechanical and Electrical Engineering, 2007: 54-56.
[11] ��ݶ. �绯ѧԭ��[M]. ����: �������պ����ѧ������, 2008: 286-298.
LI Di. Principle of electrochemical[M]. Beijing: Beihang University Press, 2008: 286-298.
[12] ������, ����, ������, ��. ������������ϼ���[M]. ����: ������ҵ������, 2008: 22-25.
TU Zhenmi, LI Ning, HU Huili, et al. Technology of electrodepositing nanocrystalline materials[M]. Beijing: National Defense Industry Press, 2008: 22-25.
[13] ����, Ԭѧ�, ���Ӣ, ��. �Ǿ���������������ṹ�����ܵ�Ӱ��[J]. ���ϱ���, 2011, 44(9): 44-47.
WANG Yu, YUAN Xuetao, YU Hongying, et al. Impact of saccharin on the structure and performance of pulse electrodeposited Ni coatings[J]. Materials Protection, 2011, 44(9): 44-47.
[14] Peters P W M, Hemptenmacher J, Schurmann H. The fibre/matrix interface and its influence on mechanical and physical properties of Cu-MMC[J]. Composites Science and Technology, 2010, 70(9): 1321-1329.
[15] ��˼ά, ������, Ф����, ��. ����ά�γ������������ά/�����������ǿ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 34(5): 53-57.
WEN Siwei, ZENG Jingcheng, XIAO Jiayu, et al. Study on the Interfacial shear strength of bf/epoxy resin composites by single fiber pull-out test[J]. Journal of Hunan University (Natural Sciences), 2007, 34(5): 53-57.
[16] �����. ���ϲ��Ͻ���[M]. ����: ��ѧ��ҵ������, 2010: 48-65.
YANG Xugang. Composite interfaces[M]. Beijing: Chemical Industry Press, 2010: 48-65.
[17] �Ź���, �Բ���. ���������ϲ���[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 1996: 11-13.
ZHANG Guoding, ZHAO Changzheng. Metal matrix composites[M]. Shanghai: Shanghai Jiaotong University Press, 1996: 11-13.
[18] Yin W M., Whang S H, Mirshams R, et al. Creep behavior of nanocrystalline nickel at 290 and 373 K[J]. Materials Science and Engineering A, 2001, 302(1): 18-22.
[19] BA Zhixin, DAI Yuming, ZHANG Zhenzhong, et al. Influence of saccharin sodium on microstructure and performance of electrodeposited nanocrystalline Ni coating[J]. Transactions of Materials and Heat Treatment, 2010, 31(9): 137-141.
(�༭ ����ƽ)
�ո����ڣ�2013-05-07�������ڣ�2013-07-20
������Ŀ��������Ȼ��ѧ����������Ŀ(50975143)������ʡ��ͨ��У�о������д��¼ƻ���Ŀ(CXZZ12_0143)�������������˲�֧�ּƻ���Ŀ(NCET-10-0074)
ͨ�����ߣ�������(1968-)���У����������ˣ����ڣ���ʿ����ʦ���������ּӹ��;��ܵ����о����绰��025-84893870��E-mail��nsqu@nuaa.edu.cn
ժҪ��Ϊ�˻�ø���ǿ�ȵ���ά��ǿ���ϵ����㣬��������������е���������ڵ���Һ�м�������ǰ������Ӽ����������ά-���������ϵ����㡣�о�����������������£�������ά��ǿ�����ϵ����㾧������ϸ����90 nmʱ������Ӳ����219 HV������712 HV������ǿ����1 018 MPa��ߵ�1 375 MPa�����ŵ����㾧���Ľ�һ��ϸ����������ά�������ǿ�ȵ��½�������ά-���������ϵ����㿹��ǿ�ȳ������½����ƣ�����Ӳ����Ȼ������200 ��ʱ��������ά��ǿ�������ϵ�������ȣ��������ϵ�������Ȼ���кܸߵ�ǿ�ȣ����ǵ��¶�������400 ��ʱ�����ھ�����Ѹ�ٳ����Լ�����������ʵ���������������ά��ǿ���ϵ����㿹��ǿ�ȵ�����Ч���Ѳ���������
[3] Hart T, Watson A. Electroforming[J]. Metal Finishing, 2000, 98(1): 388-399.
[10] ����ΰ. ĥ���������ܵ����������о���Ӧ��[D]. �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2007: 54-56.
[11] ��ݶ. �绯ѧԭ��[M]. ����: �������պ����ѧ������, 2008: 286-298.
[12] ������, ����, ������, ��. ������������ϼ���[M]. ����: ������ҵ������, 2008: 22-25.
[13] ����, Ԭѧ�, ���Ӣ, ��. �Ǿ���������������ṹ�����ܵ�Ӱ��[J]. ���ϱ���, 2011, 44(9): 44-47.
[16] �����. ���ϲ��Ͻ���[M]. ����: ��ѧ��ҵ������, 2010: 48-65.
[17] �Ź���, �Բ���. ���������ϲ���[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 1996: 11-13.
