
��ǿ�ȸְ���˫�������ģ�еij��λص��о�
�ξ꣬�ۣܳ����
(����������ѧ ��е����������ѧԺ���㶫 ���ݣ�510640)
ժҪ����Ը�ǿ����˫�������ģ���еij�ѹ�ص������������Ԥ�⼰ʵ���о����ڻ�������Ĥ���۵��������ص�Ԥ��ģ�������ӿ�������ЧӦ�Իص���Ӱ�죬������Khan-Huan����ģ��������ǿ��IJ���Ӧ��Ӧ�����ߡ��ý����㷨���Խ��ٵļ�������ý�Ϊȷ�Ļص��������״���о�����������ۺϿ���ĤЧӦ������ЧӦ��Ԥ��Ľ���Ƚ�����ĤЧӦԤ��ģ�͵�Ԥ�������ӽ�ʵ��ֵ���ɸ�ģ��Ԥ���2�ָ�ǿ��ص���״��ʵ����״�ķ���ƽ��ƫ���С��0.15 mm��
�ؼ��ʣ�
��ǿ�����ص���˫��������������K-H����ģ����
��ͼ����ţ�TG386 ���ױ�־�룺A ���±�ţ�1672-7207(2011)06-1629-07
Study on springback of high strength steels deformed
in equal doubly-curved die
LIAO Juan, ZHOU Chi, RUAN Feng
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: The theoretical prediction and experimental study of springback of high strength steel parts deformed in equal doubly-curved die set were investigated. By incorporating Khan-Huan constitutive model into an energy method based on membrane theory of shells, and taking the bending effect into account, the profiles of the parts after springback was predicted with a relatively minor effort of calculation in the design stage. The experiment results show that the profiles predicted by new model agree better with the experimental results than that predicted by the previous model based on membrane theory. The average normal difference between the predicted profiles and the experimental profiles are less than 0.15 mm.
Key words: high strenth steel; springback; doubly curved; energy approach; K-H constitutive model
���Ž����뻷����Ϊ������ҵ����Ҫ������������������Ӧ�˶���[1]��Ϊ���ڼ�������������ͬʱ�������������İ�ȫ���ܣ���ǿ����������ҵ�е�Ӧ��Խ��Խ�ձ�[2]�����ǣ����ڸ�ǿ����нϸߵ���ǿ�ȣ���ص������������ͨ�ְ��Ϊ���أ���ˣ�Ҳ�����˸�ǿ��Ľ�һ���ƹ�Ӧ��[3-7]����ѹ�ص�������ж�غ��ѹ���ڲ��ĵ���Ӧ�����ͷŶ�������һ�����Իظ����̡�����һ�����ӵij�ѹ�������������ɢ�ɶ���ı�������Ƭ���ص������ת��Ϊ��������Ƭ�����ĵ���Ӧ�����ͷ��Լ�����֮��Ļ���Ӱ�����⡣������Ƭ�㹻Сʱ��ÿ������Ƭ���Խ��Ƶ���Ϊ��һ��˫���ʵ�����Ƭ����ˣ��о�˫������״��ѹ����һЩ�������Լ����ɿ���Ϊ���ӳ�ѹ���ص���Ԥ�⼰���Ƶ춨һ���Ļ��������ڰ��ϵĻص����⣬�������Ѿ������˴������о����������ǣ��ֵ��о���Ҫ����Զ�ά�����ص����⡣������ά���ϳ�ѹ�ص����⣬���ڳ��ε����������Dz���չ�棬�����ڳ��ι����в��ɱ����ͬʱ�ܵ�Ĥ������ص����ã����߹�ͬ��������Ӧ���ֲ��ͱ���ģʽ[8]����ˣ��ڳ��μ��ص��ļ����������Ҫ�ۺϿ���Ĥ������ص����á�˫�������DZȽϵ��͵IJ���չ�棬����ι�����ͬ���ܵ�Ĥ������صĹ�ͬ���ã�����ѧģ�ͱȵ����Ķ�ά��������Ҫ�������࣬�ص���Ԥ�⼰����Ҳ�����ѡ��ⷽ����о��ܵ��˹�����һЩ�о��ߵĹ�ע���磺Yu��[9]�о���ͭ������������˫����ģ�еij�ѹ���ι��̣��ó��˲�ͬ�εı���ģ�ͣ� Parsa��[10]ͨ������ʵ��ó��˰��Ϻ�ȼ�ģ�����ʶ�˫��������ص���Ӱ�졣���ǣ�Ŀǰ��Щ�о���������������ͨ�ְ�ģ����ڸ�ǿ����˫��ģ�еij������Լ��ص����ɵ��о����Ƚ��١��ڻص�Ԥ�ⷽ�棬��������Ԫ�����ܴ������ӵļ�����״���߽�����������ڻص�����Ĵ����Ͼ��в�����������ƣ��� �ǣ�����Ԫ���������ص�����ʱ�������κ�Ԥ�������֣����β��ֵļ��㾫�ȶԻص�����ľ��Ȳ�����ҪӰ�죬��Ӱ����ξ��ȵ������ַdz��࣬��������ʱ��ϳ���ϵͳ������[11]��Xue��[12]����Ļ�������Ĥ���۵�������Ԥ��ģ�ͼ����У����м����ٶȿ���ŵ㣬������ܹ���Ĥ��ռ�������Ƶ�˫������״��������п��ٵػص�Ԥ�⣬���������ձ��ԡ���������������[12]�Ļ����Ͻ�һ���Ľ��㷨���ۺϿ�����غ�Ĥ���Իص���Ӱ�죬������Khan-Huang����ģ��[13]��������ǿ�ȸְ��Ӧ��Ӧ�����ߣ������˷��θ�ǿ����˫�������ģ���еij�ѹ�ص�Ԥ��ģ�͡�����и�ǿ�Ȱ���˫�������ģ���г��ε�ʵ���о���̽����ص����ɣ�����֤�˸�Ԥ��ģ�͵���Ч�ԡ�
1 ������Ԥ��ص������ۼ���ģ��
��������۷���ģ����Ҫ��Է���ë����˫�����ģ��ѹ�µı��μ��ص����̣���ͼ1��ʾ������֮ǰ��������һЩ�������衣
1.1 ��������
(1) �����Dz���ѹ���ģ������ι�����������䡣
(2) ���Ժ����Ӧ����
(3) �����Ƿ�����Ӳ���ģ�Ӧ��-Ӧ���ϵ����Khan-Huang����ģ��������
1.2 ���������Ӧ��
ͼ1��ʾΪ1/4����ë��������κ����״(���IJ�)������ı߳�Ϊ2a��ë���Ա߳�Ϊ�뾶��ΪԲ��OAC��Բ��ABC 2�����֡���OAC���ڣ������ؾ��߷���a���ֳ�n�Σ�ÿ�εľ���Ӧ����Ϊ![]() �� i=1��2������n����n�㹻��ʱ������Ϊÿ����
�� i=1��2������n����n�㹻��ʱ������Ϊÿ����![]() Ϊ������
������
����κ�������ʰ뾶ΪR���ɳ���ǰ��ļ�����Ӧ���ϵ�����Ƶ������µ�i������Ӧ��![]() �뾶��Ӧ��Ĺ�ϵ[7]��
�뾶��Ӧ��Ĺ�ϵ[7]��
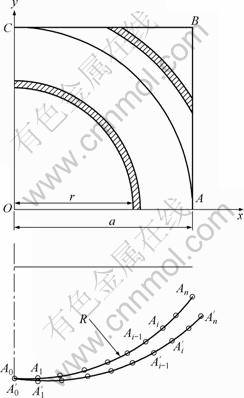
ͼ1 ���ΰ弰����ɢʾ��ͼ
Fig.1 Schematic illustration of square plate and its discretization
![]() (1)
(1)
���������ļ����֪��
![]() (2)
(2)
���У������������ͦ�z�ֱ�Ϊ�����������Ӧ�䡣���������α����ۿ�֪��
![]()
![]()
![]() (3)
(3)
ʽ�У���mΪƽ��Ӧ����
������������ͦ�z�ֱ�Ϊ�����������Ӧ�����������Գ���ԭ����֪����Ч����Ӧ����e����Ч����Ӧ���e�ֱ�Ϊ��
![]() (4)
(4)
![]() (5)
(5)
ƽ��Ӧ����mΪ��
![]() (6)
(6)
ʽ�У�EΪ���ϵĵ���ģ����vΪ���ɱȣ���mΪƽ��Ӧ�䡣
��ʽ(2)��(4)�����Ƴ���
![]() (7)
(7)
�ɼ���(3)������[13]�õ�ЧӦ����e���ЧӦ���e�ı���ʽ��
![]() (8)
(8)
���У�k1��k2��m1��m2Ϊ���ϲ�����
��ˣ���λ����ڵ�Ӧ����uΪ��
![]() (9)
(9)
���ڱ��ĵ��о�����Ϊ���ΰ壬��ˣ�����Բ��ë���ڲ���Ӧ�����⣬��Ӧ������Χ�ı߽Dz���Ӧ���ܣ���ͼ1��ʾ����ABC�����ؾ�����ͬ�Ŀ��ȼ����ȷֳ�n��Σ������ⲿ�ֵ�����Ӧ���ذ뾶��������Ա仯�ݼ�����B��ʱӦ��Ϊ0����ABC���ֵ�i�ξ���Ӧ�����i������Ӧ�����i�ֱ�Ϊ[12]��
����i��i=n+1������n+n��
![]() n��i��n+ n�� (10)
n��i��n+ n�� (10)
��OAC���ֵ���Ӧ����ΪU1��ABC���ֵ���Ӧ����ΪU2��uiΪ��i�εĵ�λ���Ӧ���ܣ�hΪ���ϵij�ʼ��ȣ�����2������ֱ�ȡʽ(8)����ֿɵã�
![]()
![]()
![]() (11)
(11)
![]()
![]()
![]()
![]() (12)
(12)
��ˣ�������ĤӦ��ʱ���ΰ���Ӧ����Ϊ��
U=4(U1+U2) (13)
��һ������������Ӱ�죬����غ�ȷ��ֵĸ�����ά���в��ֽ������죬���ֽ���ѹ��������Ӧ��ֵ���ܵ������IJ�Ӧ�������档
��������ЧӦʱ������2�����裺
(1) ��������ǰ����Ϻ�ȱ仯���Ժ��ԣ�
(2) ��������ǰ���������ƽ������衣
��ͼ2��ʾ�������Ϊh�İ廮�ֳ�2n1+1�㣬ÿ��ĺ��Ϊh1=h/(2n1+1)��������IJ�����ĵ�q���i�εľ���Ӧ�����iq������Ӧ�����iq�ֱ�Ϊ[14]��
![]()
![]() (14)
(14)
����![]() ��
��![]() Ϊ��i�����IJ��ĤӦ�䣬�����ʽ��ʽ(1)����ʽ(13)����ʱ��q�ķ�����˹涨��qΪѹ����ʱΪ����Ϊ�������Ϊ����
Ϊ��i�����IJ��ĤӦ�䣬�����ʽ��ʽ(1)����ʽ(13)����ʱ��q�ķ�����˹涨��qΪѹ����ʱΪ����Ϊ�������Ϊ����
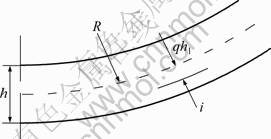
ͼ2 ������ʾ��ͼ
Fig.2 Schematic illustration of a bent plate
��ʽ(13)����ʽ(6)�ɵõ�q��ĵ�ЧӦ���eiqΪ��
![]()
![]()
![]() (15)
(15)
��ʽ(14)�Ħ�eiq����ʽ(10)��(11)�еĦ�ei���ɵõ�q���Ӧ����U1q��U2q�ı���ʽ���ٶԸ����Ӧ������ͣ���ɵÿ���ĤЧӦ������ЧӦ�������ǵ���Ӧ����Ϊ��
![]()
![]()
![]()
![]()
![]() (16)
(16)
������С����ԭ������һ������������Ӧ�䳡�У�ֻ��ʹϵͳ������Ϊ��С��Ӧ�䣬������ʵ��Ӧ�䣬��ˣ��У�
![]() ��i=1��2������n+n�� (17)
��i=1��2������n+n�� (17)
�ɴ˿��Եõ�n+n��������Է����飬�Ӷ����Խ���ؾ��߷���ĸ���Ӧ�䣬����ʽ(1)��(9)���Էֱ����OAC��ABC����Բ�ܷ������IJ��Ӧ�����i��
1.3 �ص�Ԥ��
1.3.1 ĤЧӦ����Ļص�
��ж����ӳ�ѹ���������ڵ���Ӧ����ͷŶ������ص������ݹ��廢�˶��ɣ���֪ж����������IJ��iС�ξ�����Ӧ��š���i��������Ӧ��š���i�ֱ�Ϊ��
![]()
![]() (18)
(18)
���ʽ(3)��(5)��ʽ(17)�ɼ�Ϊ��
![]()
![]() (19)
(19)
����ж�غ����ڵ���Ӧ����ͷŴӶ������ص������������״�ı仯��ͼ1��ʾ����Ӧ���뼸�ι�ϵ�����Ƶ������IJ�ص����A��i�������(xi��yi)[12]��
![]()
![]() (20)
(20)
����
![]() (21)
(21)
��ʽ(20)�������ĤЧӦ����Ĺ����Ļص����������xi��yi��
1.3.2 ����ЧӦ����Ļص�
������ض����֪��ʩ���ڰ������ϵľ������M��i���������M��i(��λ����)�ֱ�Ϊ��
![]()
![]() (22)
(22)
��ʽ(3)��(7)�æ���iq������iq���ٴ���ʽ(21)�ɵã�
![]()
![]() (23)
(23)
���ݰ���������ۣ����ж�غ�������ľ������ʱ仯��![]() ���������ʱ仯��
���������ʱ仯��![]() Ϊ��
��
![]()
![]() (24)
(24)
�ص������IJ�ľ�������![]() Ӧ��������ʽ��
Ӧ��������ʽ��
![]() (25)
(25)
��֪�ص������ߵ�������ص����������״�������������[15]������ķֶν�����⣬���ξ��㹻Сʱ�����Խ�����С�ε����ʿ������ػ������Ա仯�ģ���
![]() (26)
(26)
���У�sΪ��������Ϊ���ߵ����߷���ǣ�kΪ���ʣ�m��nΪ������Ȼ�������ߵ��ּ��������Ƶ��������ʽ(�Ƶ����̼�����[10])��
 (27)
(27)
����ÿ�ε����ʻ������Էֶ��������mi��ni��������ci����ÿ�εı߽�����������
��i�εĻ������㹫ʽΪ��
![]() (28)
(28)
������ֵ�������ʽ(26)��������õ�i�������ж������Ļص������������x��i��y��i��
��ĤЧӦ������ЧӦ����Ļص����е��ӣ���Ԥ����������յĻص������������������λ��![]() ��
��![]() �ֱ�Ϊ[9]��
�ֱ�Ϊ[9]��
![]()
![]() (29)
(29)
�õ�������������������߽�����ϣ����ɵûص������������״��
2 ʵ���о�
Ϊ����֤�������ۣ������1��ʵ������Ԥ�⡣����ߴ���ͼ3��ʾ������R1=R2=180 mm��2a=150 mm��
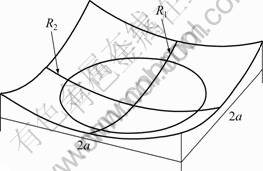
ͼ3 ʵ��ģ�߳ߴ�ʾ��ͼ
Fig.3 Dimensions of the experimental die
Ϊ�˱��ڶԱȣ�ʵ�����5�ֺ�Ⱦ�Ϊ1 mm�IJ��Ͻ��г�ѹ�����а���2�ָ�ǿ�Ȱ�Docal 1000DP��Docal 1200M��5�ֲ��ϵ�Ӧ��-Ӧ��������ͼ4 ��ʾ��
2.1 ������ʵ�����ıȽ�
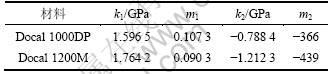
����1.2�ڵ��㷨��2�ָ�ǿ�Ȱ�������˫��ģ�г��κ��Ӧ��Ӧ�������⣬������2�ָ�ǿ���K-H����ģ���еIJ���ȡֵ�����1��ʾ�������ɵó��Լ�����ĩ�˵�Ӧ����Ӧ�䡣ͼ5��ʾ�ǵ�nȡ30ʱ������ĸ�ǿ��Docal 1000DP��С�εľ�������ЧӦ����
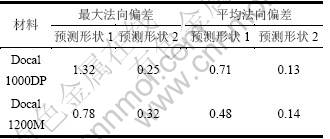
��ø�Ӧ�������1.3���е��㷨���лص�Ԥ�⡣ͼ6��ʾΪDocal 1000DP��Docal 1200M 2���Լ���Ԥ��ص���״�����У�Ԥ����״1��ʾ���ǽ�����ĤЧӦԤ�����ûص���״��Ԥ����״2Ϊ�ۺϿ���ĤЧӦ������ЧӦ���ûص���״����2��ʾΪ2��Ԥ����״��ʵ��������״�������ƫ�ƽ������ƫ��ɱ�2��֪��Ԥ��ģ��2Ԥ��ĸ�ǿ��Docal 1000DP��Docal 1200M��ƽ������ƫ���Ԥ��ģ��1�ֱ������82%��71%��ͬʱ���ɱ�2��ͼ6���Կ�����ĤЧӦ�Իص���Ӱ�첻�ɺ��ԣ����ǣ��ۺϿ���ĤЧӦ������ЧӦ��Ԥ�����״���ӽ�ʵ�����ûص���״���Ľ���Ԥ��ģ�͵������ƫ���С��0.35 mm��ƽ������ƫ���С��0.15 mm��
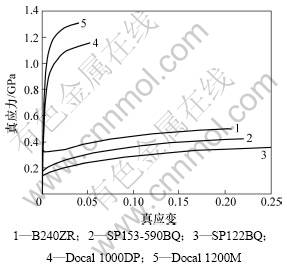
ͼ4 5�ֲ��ϵ���Ӧ��-��Ӧ������
Fig.4 Stress-strain curves of five materials
��1 2�ָ�ǿ���K-H����ģ����ϲ���
Table 1 Parameters in K-H constitutive model of two AHSS
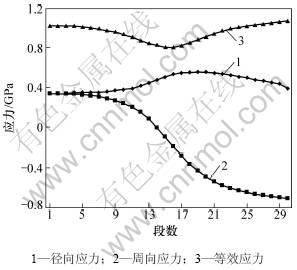
ͼ5 Docal 1000DP ����κ���εľ�������ЧӦ��
Fig.5 Stress in meridional, circumferential direction and effect stress of deformed plates made of Docal 1000DP
��2 ����Ԥ����״��ʵ��������״ƫ��Ա�
Table 2 Difference comparison between prediction profiles and experiments
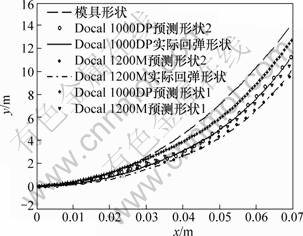
ͼ6 Docal 1000DP��Docal 1200M ������Ԥ��ص���״��ʵ�����Ա�
Fig.6 Comparison of profiles of sheets made of Docal 1000DP and Docal 1200M obtained by theoretical prediction and stamping
2.2 �������
2.2.1 �������ʵķֲ�
ͼ7��ʾΪ��ǿ��Docal 1000DP�ڳ�ѹ���ֱ�Ϊ320 kN��640 kN�µ���������k1��k2Ϊ�����Ĺ�ϵ�Աȡ���ͼ7�ɼ���k1��k2������Ϊ�м䲿�����ʲ����Ͼ��ȣ�����Ե�������ʲ����ϴ��ٽ��λ�ڻ�������sԼ0.25��0.75������һ�������������ֲ�����Ҳ�з��֣�������ǿ�������ͻ���Ϊ���ԡ����Լ����տ�֪�����ʵĸ߷�ֵ��Ӧ���Ե������� ���֡�
��ͼ5��֪��������ͻ���պ�������Ӧ��Ϊ��(Լ��15�δ�)���ٽ���Ӧ����0.25��s��0.75ʱ���崦��˫��������״̬������s��0.25��s��0.75ʱ���崦�ھ���������������ѹ��״̬��������������塣
2.2.2 �ص�Ӱ�����ط���
����Yu��[9]���о����֣��������ٳ�ѹ��P/(��rS)����P/(��rS)��h/(2R)��ƽ���ص��ȦǼ������ڳ��������У�PΪ��ѹ������rΪ����ǿ�ȣ�SΪ�����������hΪ���Ϻ�ȣ�RΪ˫���������������ʰ뾶�����ڱ�������ٽ�ֵΪ2.8��10-3��ʵ��Բ�ͬ���������˲�ͬ�������ٳ�ѹ���������õĸ���ѹ����Զ���ڸ��ٽ�ֵ��
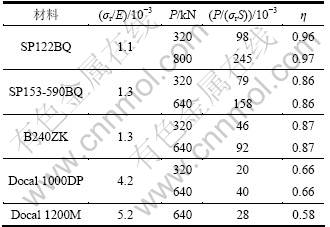
��3��ʾΪ���γ�ѹʵ��ķ��������ý�����ɱ�3���Կ������ڳ����ٽ�ֵ֮��ѹ���ĸı��ƽ���ص��ȵ�Ӱ��dz�С�����ϲ�����ƽ���ص��ȵ�Ӱ��Ƚϴ����忴�����Ų��������Ȧ�r/E�����Ǽ�С���ص�����2�ָ�ǿ��Ļص����Ա�ǰ3�ֲ���Ҫ��ܶ࣬Docal 1200M�Ļص���ص��ȴﵽ��0.58��
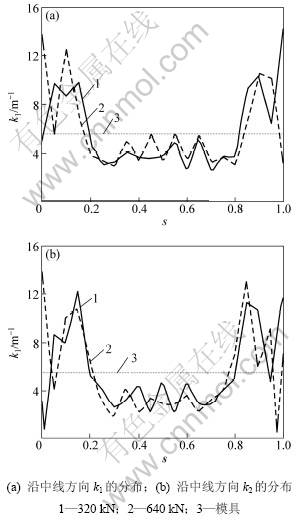
ͼ7 Docal 1000 DP���ڳ�ѹ���ֱ�Ϊ320 kN��640 kN������k1��k2�ķֲ�
Fig.7 Distribution of final curvature of Docal 1000DP plates after being pressed by pressures of 320 kN and 640 kN
��3 ��ͬ�����ڲ�ͬ��ѹ�����Լ��Ļص���
Table 3 Ratios of springback for different materials under different stamping forces
3 ����
(1) ��˫��������ij��λص������У�ĤЧӦ������ЧӦ�Իص���Ӱ����Ҫͬʱ���ǣ��ۺϿ���2��ЧӦ��Ԥ��ģ�����ý�����ӽӽ�ʵ������2�ָ�ǿ��Ԥ����״��ʵ�ʵ�ƽ������ƫ���С�� 0.15 mm��
(2) ����ѹ������P/(��rS)��h/(2R)������£���һ�������ѹ�����Լ��ص���Ӱ�첻���ԣ������ϵ������ȶ��Լ��Ļص�Ӱ��ܴ����������ȵ����ӣ��ص������ر��Ǹ�ǿ�壬��ص���������һЩ��ͨ�ְ�Ļص�����Լ40%��
�ο����ף�
[1] ZHANG Yan, LAI Xin-min. Lightweight design of automobile component using high strength steel based on dent resistance[J]. Materials & Design, 2006, 27(1): 64-68.
[2] CHEN Peng, Muammer K, Wenner-Michael L. Experimental investigation of springback variation in forming of high strength steels[J]. Journal of Manufacturing Science and Engineering, 2008, 130(4): 61-69.
[3] Mori K, Akita K, Abe Y. Springback behaviour in bending of ultra-high-strength steel sheets using CNC servo press[J]. International Journal of Machine Tools and Manufacture, February, 2007, 47(2): 321-325.
[4] Merklein M, Kaupper M. Manufacturing of innovative car seat components by forming of advanced high strength steels��Fundamental research and application[J]. Key Engineering Materials, 2009, 410/411: 3-11.
[5] CHEN Ke, LIN Jian-ping, L? Mao-kang. Advanced high strength steel sheet forming and springback simulation[J]. Advanced Materials Research, 2010, 97/101: 200-203.
[6] GUO Chao-qun, CHEN Jun, Jie-shi. Numerical simulation and experimental validation of distortional springback of advanced high-strength steel sheet metal forming[J]. Journal of Shanghai Jiaotong University, 2010, 44(4): 468-482.
[7] Zhang X K, Zheng G J. Compensation factor method for modeling springback of auto parts constructed with high-strength steel[J]. International Journal of Automotive Technology, 2010, 119(5): 721-727.
[8] Ventsel E, Krauthammer T, Krauthammer T. Thin plates and shells: theory, analysis, and applications[M]. New York: The Chemical Rubber Company Press, 2001: 3-4.
[9] Yu T X, Johnson W. Stamping rectangular plates into doubly-curved dies[J]. Proc Instn Mech Engrs, 1984, 198(8): 709-125.
[10] Parsa M H, Kazemi M. Study the effect of curvature on springback of double curved steel sheet using new method[C]// Proceedings of the 9th International Conference on Numerical Methods in Industrial Forming Processes. Porto: American Institute of Physics, 2007: 901-906.
[11] �ܳ�, ��ǿ, ���, ��. һ�ֻ����������ij�ѹ�ص�Ԥ�ⲹ���㷨[J]. ���Թ���ѧ��, 2008, 15(2): 131-135.
ZHOU Chi, LIU Qiang, RUAN Feng. An energy approach for stamping springback prediction and compensation[J]. Journal of Plasticity Engineering, 2008, 15(2): 131-135.
[12] Xue P, Yu T X. Theoretical prediction of the springback of metal sheets after a double-curvature forming operation[J]. Journal of Material Processing Technology, 1999, 89/90: 65-71.
[13] LIANG Ri-qiang, Khan A S. A critical review of experimental results and constitutive models for BCC and FCC metals over a wide range of strain rates and temperatures[J]. International Journal of Plasticity, 1999, 15(9): 963-980.
[14] Xue P, Yu T X. An energy approach for predicting springback of metal sheets after double-curvature forming (Part I): Axisymmetric stamping[J]. International Journal of Mechanical Sciences, 2001, 43(8): 1893-1914.
[15] LIAO Juan, ZHOU Chi. A new springback compensation method for sheet metal bending based on curvature correction[J]. Advanced Materials Research, 2010, 97/101: 130-134.
(�༭ �°���)
�ո����ڣ�2010-05-08�������ڣ�2010-07-08
������Ŀ��������Ȼ��ѧ����������Ŀ(50805050)���㶫��У�������괴���˲�������Ŀ(2009N9090180)
ͨ�����ߣ����(1946-)���У��㶫�����ˣ����ڣ���ʿ����ʦ���������Լӹ���ģ����������о����绰��020-22236388��E-mail��mefruan@scut.edu.cn
