
DOI: 10.11817/j.issn.1672-7207.2019.01.012
�������ƽ������ֲڶ������İ����������������о�
����ҽ�����£���ɽ�����ﲨ���ر���
(���ݵ��ӿƼ���ѧ ��е����ѧԺ���㽭 ���ݣ�310018)
ժ Ҫ��
ŵ���̡�Christensen����ֲڷ�ֲ����ۡ�Ħ�������ۺͽ������Ʊ������ۣ��������DZ���ֲڶ�����Ӱ������ƹ�����������ģ�ͣ������ø�ģ��ϵͳ�������ڲ�ͬ����ֲڶȷ���ѹ���ʡ����ƽ���Ĥ��ȡ��Ӵ��غɱȡ���������ѹ���ͽӴ�����ȵȻ����Ħ�����ܲ��������;����ٶȻ�����λ�ñ仯��������о�����������ֲڶȺ���ֲ��������������ܵ���ߣ�����ͬ����ֲڶ��£�����ѹ�������Ӵ�����Ⱥ�Ĥ��ȼ�С������ͬѹ�����£�Ĥ����湤���������;����ٶȵ�����������Ӵ��غɱȺͽӴ��������֮��С�������������ֲڶȶԽ�������ѹ���ֲ��нϴ�Ӱ�죬�ڱ���ֲڶ���С������ѹ����С��
�ؼ��ʣ�
���ƽ����������������ֲڶ�������ѹ������
��ͼ����ţ�TH117.2 ���ױ�־�룺A ���±�ţ�1672-7207(2019)01-0083-08
Research on mixed lubrication characteristics of strip mill based on surface roughness features of rolling interface
WANG Qiaoyi, ZHU Yuan, GUO Shan, ZHANG Qiubo, CHI Bingbing
(School of Mechanical Engineering, Hangzhou Dianzi University, Hangzhou 310018, China)
Abstract: With the comprehensive application of average Reynolds equation, Christensen random rough peak distribution theory, friction lubrication theory and metal rolling deformation theory, the mixed lubrication model of rolling interface considering the influence of surface roughness characteristics was established. Based on different roughness directions, amplitudes and reduction rates, the changes of film thickness ratio, contact load ratio, distribution of fluid pressure and contact area ratio were systematically analyzed when lubricant entrainment speed and workspace location changed. The results show that the transverse distribution of roughness is more conducive to the improvement of lubrication performance. With the surface roughness amplitude being same, the contact area ratio and the film thickness ratio decreases with the increase of the reduction rate. For the same reduction rate, the film thickness ratio increases with the increase of the lubricant entrainment speed, while the contact load ratio and the contact area ratio decrease. At the same time, the surface roughness of the interface has great influence on the fluid pressure distribution of the interface, and the pressure at the minimum amplitude is the smallest.
Key words: rolling surface; mixed lubrication; surface roughness characteristics; reduction rate
��ʵ�������У�����������Գ��ι���һ�����ڻ����[1-3]״̬�½��У�������������һ����ͨ�����ͽӴ���һ����ͨ����������������Ӵ����������Ʊ��ι�����һ�����ϱ仯�Ĺ��̣���������[4]����������[5]�����ƽ������ֲڶ�[6-8]�����ı���ᵼ�����ƹ�����������״̬�����ı䡣YOUNES��[9-10]�о������Ʊ���ֲڶȶԽ����غɷֲ���Ӱ�죻KIJIMA��[11]������Ԫ�������о�����������ֲڶȡ������������ƽ���Ӵ�������Ӱ�죻YANG[12]��д��Ħ��������Ԫ����Ԥ��Ӵ�����ȡ�Ӧ��ֲ��ȣ����������Ʊ���ֲڶȶ�������Ӱ�죻�½�ɽ��[13]����˿�������������Ӱ�����������Ĥ���ģ�ͣ��춬��[14-15]��������ʵ�Ӵ��ı���ֲڶ�����ģ�Ͳ�������֤���������[16]�ó��˲�ͬ������ò�µ���������Ħ������������Ĥ���֮��ľ����ϵ���������[17]���������������ֲڱ�������õó�������ò���ɹ��ɡ������о��俼�������ƽ���ֲڶ��ڰ�����������е���Ҫ���ã�����δ���Ǵֲڶȷֲ������Ͷ����������ܲ�����Ӱ�졣Ϊ�ˣ����������ۺ�����ƽ����ŵ���̡�Christensen����ֲڷ�ֲ�����[18]��Ħ�������ۺͽ������Ʊ������ۣ��������DZ���ֲڶ�����Ӱ������ƹ�����������ģ�͡�ϵͳ�������ڲ�ͬ����ֲڶȷ���ѹ���ʡ����ƽ���Ĥ��ȡ��Ӵ��غɱȡ��Ӵ�����Ⱥͽ�������ѹ���ֲ��Ȼ����Ħ�����ܲ��������;����ٶȻ�����λ�ñ仯��������Ա�Ϊ������ƹ����л�������ܲ����о���ο���
1 ���ƽ��������������
�����ڵ����������о��У������������Ͱ���ı����ǹ⻬�ģ�����ʵ���������Dz����ڵġ�Ϊ�˽���������ʵ��ȷ����ѧ����ģ�ͣ����뿼�ǰ���ֲڶȶ����ƹ���������������Ӱ�졣ʵ���ϣ�����������ı�����ǰ���ƽ�ģ����ڱ��沨��Ͳ��ȣ�����������ֲ�����ͼ1��ʾ��Christensen����ֲڷ�ֲ�����[18]��Ϊ����������ı���ֲڶȳʸ�˹�ֲ�����ˣ���˹����ĸ����ܶ� ��������Ϊ��
����������
 (1)
(1)
 (2)
(2)
ʽ�У�xΪ�ز�������ľ��룻 Ϊ�����������ϵĸ߶ȣ�
Ϊ�����������ϵĸ߶ȣ� Ϊ����������ֲڶȣ�zΪ�����ߵ�����ľ��룻LΪ������ࡣ
Ϊ����������ֲڶȣ�zΪ�����ߵ�����ľ��룻LΪ������ࡣ
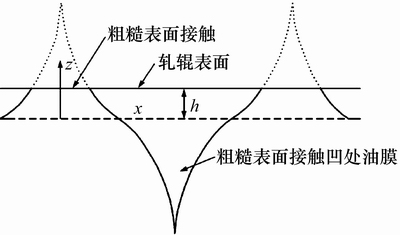
ͼ1 ����ֲڷ�Ӵ�ʾ��ͼ
Fig. 1 Sketch map of surface roughness profile
Ϊ�˶Ը�˹�ֲ�������н��Ʊ�����������ʽ�����ܶȺ������ڱ�ʾ��˹����Ľ��Ʒֲ���ʹ�ýϼ�㣬�䶨��Ϊ
 (3)
(3)
���������ֲڶȲ��ܷ�ӳ��ֲ�����������غ����Ը�˹����ֲڶȵķֲ�������б�����������淽������ ��
��
 (4)
(4)
���� ��
�� �ֱ�Ϊƽ�кʹ�ֱ�ڱ����˶����������س��ȡ����淽��������1��ʾ��˹����ֲڶȵķֲ����������ֲ���
�ֱ�Ϊƽ�кʹ�ֱ�ڱ����˶����������س��ȡ����淽��������1��ʾ��˹����ֲڶȵķֲ����������ֲ��� ��ʾ�ʸ���ͬ�Էֲ�����1��ʾ�ʺ���ֲ������ڸ�˹���棬ƽ����Ĥ���ht�ɱ�ʾΪ
��ʾ�ʸ���ͬ�Էֲ�����1��ʾ�ʺ���ֲ������ڸ�˹���棬ƽ����Ĥ���ht�ɱ�ʾΪ
 (5)
(5)
ʽ�У�hnΪ�����α�������ľ��롣ƽ����Ĥ��ȵ�����һ��ʽΪ
 (6)
(6)
 (7)
(7)
 (8)
(8)
HnΪĤ��ȣ������ʽΪ
 (9)
(9)
�Ӵ������A�ɱ�ʾΪ
 (10)
(10)
2 ���ƽ���������ѧģ��
��ʵ�����ƹ����У����������ӵļ�����״�����������ٶȡ��¶ȡ�ѹ���ȹ��ղ������������ڸ��ӵ�������ѧ��Ӧʹ�����Ʊ�������״̬�ϸ��ӡ�����������������������ܵ����������ϴ�������������������Ӵ��������Ա��Σ���ˣ�ͨ����Ϊ���ƹ������洦�ڻ����״̬��ͼ2��ʾΪ��������Ĥ�����Ʊ�����ʾ��ͼ�����У�DΪ����ֱ���� Ϊҧ��ǣ�vΪ����ת�١�
Ϊҧ��ǣ�vΪ����ת�١�
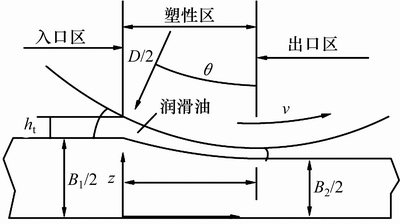
ͼ2 ���Ʊ�����ʾ��ͼ
Fig. 2 Sketch map of rolling deformation
�ڻ�������У�����ѹ��һ����������������������Ĥ�е�����һ�����ɱ�����е��������嶯ѹ������ͨ������PATIR�������ƽ����ŵ����[19]������Ĥѹ����
 (11)
(11)
ʽ�У�xΪ����������λ�ã� Ϊ�����ȣ�
Ϊ�����ȣ� Ϊ���;����ٶȣ�UΪ��������ٶȣ�UrΪ���������ٶȣ�
Ϊ���;����ٶȣ�UΪ��������ٶȣ�UrΪ���������ٶȣ� Ϊѹ���������ӣ�
Ϊѹ���������ӣ� Ϊ�����������ӣ�
Ϊ�����������ӣ� Ϊ���������ѹ����
Ϊ���������ѹ���� Ϊ�ֲڶȣ�
Ϊ�ֲڶȣ�
 (12)
(12)
RqrΪ��������������ֲڶȣ�RqsΪ�������������ֲڶȡ�
ʽ(11)�е������ڼ��ٱ���ֲڶȶ���������������Ӱ�졣ͨ����ֵģ�⣬PATIR�ȸ�����ȫĤ�������������ӵİ뾭�����ʽ[19]��
 (13)
(13)
 (14)
(14)
 (15)
(15)
ʽ�У�RΪ����ѹ���ʣ�B1Ϊ������ں�ȣ�B2Ϊ�������ں�ȡ�
3 ���ƽ���ѹ���ֲ�ģ��
��ͼ2��֪���Ʊ�������Ϊ3���֣���������������ͳ�������ͨ��ʹ�ÿ������ַ���[20]�����������Ա�����������ѹ���ֲ���
 (16)
(16)
ʽ�У�kΪ����ƽ������µļ���ǿ�ȣ�BΪ����������һ������ȣ� Ϊƽ��Ħ��Ӧ����pΪ����ѹ����
Ϊƽ��Ħ��Ӧ����pΪ����ѹ����
���о����֣��ڱ���ֲڶ�����ֲ�ʱ��Ϊ�ó������ɱ�������ѹ��pb���迼���������Ա��ζ�����һ���ЧӲ��Ha��Ӱ�졣Ha���Զ���Ϊ
 (17)
(17)
ʽ�У�Pa��Pb�ֱ�Ϊ����һ��Ӵ��غɱȺ����������ѹ����paΪ��Ӵ��غɱȡ�
���������ܵĽ���ѹ��p����Ӵ��غɱ�pa������ѹ��pb�ͽӴ������A��ϵ��������ʾ���£�
 (18)
(18)
��ʽ(18)д������һ��ʽ��
 (19)
(19)
ʽ�У�PΪ����һ���ƽ���ѹ����
 (20)
(20)
4 ���ƽ���Ħ��ϵ��ģ��
����Ӵ������嶥���ı߽���Ĥ����𤸽�ͼ��в����߽�Ħ��Ӧ�����߽�Ħ��Ӧ�� ����ţ���������Ħ�����ɼ��㣬Ϊ
����ţ���������Ħ�����ɼ��㣬Ϊ
 (21)
(21)
ʽ�У�cΪ𤸽ϵ����
��ˣ����ڸ����ľ����ٶȣ�����1���ٽ���к�ȣ�
 (22)
(22)
ƽ��Ħ��Ӧ���ı���ʽΪ��
 (23)
(23)
 (24)
(24)
ʽ�У�ApΪ���Լ��бȣ�lΪ����ࣻxcΪ���г��ȣ����ھ��״���棬��
 (25)
(25)
rΪ��߶ȣ���δ����ǰ�ı���������ֲڶ��йأ� ������ʽ(24)��(25)�����Լ��б�Ap�ɱ���Ϊ
������ʽ(24)��(25)�����Լ��б�Ap�ɱ���Ϊ
 (26)
(26)
ʽ�У�HcΪ����һ�ٽ������Ĥ��ȣ� ��
�� Ϊƽ�����Ħ��Ӧ����
Ϊƽ�����Ħ��Ӧ����
 (27)
(27)
 (28)
(28)
Ħ������m����Ϊ
 (29)
(29)
��ʽ(14)��(22)��(25)��(26)����ʽ(28)�ɵ�
 (30)
(30)
5 ��ֵ������������
Ϊ�˱������۱���ֲڶ������Ի����Ӱ�죬����ʱ�������ֲܴڶ������������Ͱ���Ĵֲڶȣ����ֲڶ���ȫ��Ч������ϡ����ڱ���ֲڷ�ͨ����������ֲ���ͨ��ʹ���Ľ�����-��������Matlab�϶�ʽ(11)��(16)���е�����⡣Ϊ���﷽�㣬�ù�����λ�ñ�ʾ����������λ�õ�����һ��ʽ��X=x/x1(���У�x1Ϊ������߽絽�����������ߵľ���)��������Ĥ��ȡ�����ѹ���ͽӴ��������һ���̶����Ӱ�죬���ԣ��ֱ��о��ڲ�ͬ�ֲڶȷֲ������ѹ�����»������������ٶȻ�����λ�ñ仯ʱ�ķֲ����������ʱ���õ���������ijһ���Ʋ���(��ֲڶȡ��������ӡ�ѹ���ʡ������ٶ�)ȡ��ֵͬ���������Ʋ���Ϊ��ֵ���о���ͬ���������ƽ�����������������ʼ������Դ���Ĺ������������ʵ�飺�������뾶Ϊ110 mm��������Ϊ0.042 Pa��s�������ٶ�Ϊ0.2~7.0 m/s��������ں��Ϊ1 mm/s��𤸽ϵ��Ϊ0.2����������Ϊ��ҵ�������Ͻ�����1050A������Ӧ��Ϊ125 MPa��
5.1 ��������ƽ�����Ĥ��ȷֲ�
ͼ3��ʾΪ�ڴֲڶȺ���ֲ�ʱ(��1)��ͬ�ֲڶ�(0.2��0.3��0.5)��ѹ����R(0.2��0.4)��Ĥ���Hn������ٶȱ仯�ķֲ��������ͼ3��֪���������嶯ѹ���ã�Ĥ���Hn������ٶ�������������ڵ���ʱ����Ѹ�٣������ٶȽϴ�ʱ�������ӣ����仯����ѹ����RΪ0.4ʱ��Ĥ���Hn�ڱ���ֲڶ�Ϊ0.5ʱ��͡�
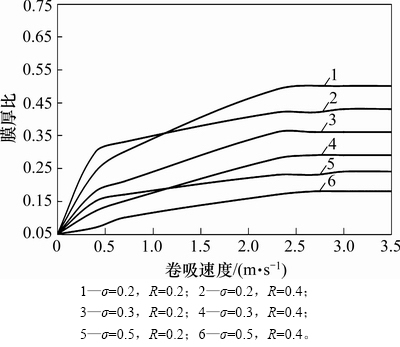
ͼ3 �ֲڶȺ���ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ����R�µ�Ĥ��ȷֲ�
Fig. 3 Distribution of film thickness ratio for different roughnesses and reduction rates with transverse distribution of roughness
ͼ4��ʾΪ�ڴֲڶ�����ֲ�ʱ(��1)��ͬ�ֲڶ�(0.2��0.3��0.5)��ѹ����R(0.2��0.4)��Ĥ���������ٶȱ仯�ķֲ��������ͼ4��֪��Ĥ���Hn�ڴֲڶ�����ֲ�ʱ������ٶ���������������ھ����ٶȴ���3 m/sʱ��Ĥ���Ѹ������
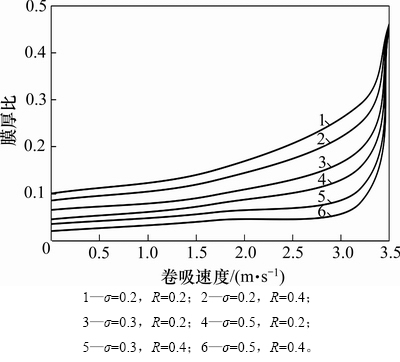
ͼ4 �ֲڶ�����ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ����R�µ�Ĥ��ȷֲ�
Fig. 4 Distribution of film thickness ratio for different roughnesses and reduction rates with longitudinal distribution of roughness
�Ա�ͼ3��ͼ4��֪���������ƽ���ֲڶ���ηֲ�������ͬѹ�����£�Ĥ���Hn��ֲڶ��������С������ͬ�ֲڶ��£�Hn��ѹ����R���������С���ھ����ٶȴﵽ3.5 m/s�Ĺ����У�����ͬѹ�����£��ֲڶȺ���ֲ���Ĥ��ȱ�����ֲ�ʱ�Ĵ�
5.2 ��������ƽ���ѹ���ֲ�
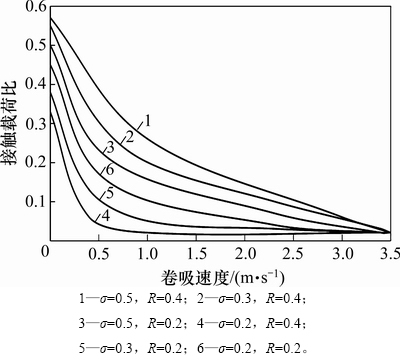
���ֲڶȺ���ֲ�ʱ(��1)����ͬ�����»�������ƽ���ѹ��������һ�Ӵ��غɱ�Pa������һ����ѹ��Pb�ķֲ�����ֱ��ͼ5��ͼ6����ͼ5��֪�������;����ٶ���Сʱ�����ƽ�������ѹ����Ҫ�ɱ�����е���ѹ���ݶȽϴ�����һ�Ӵ��غɱ�Pa�ϴ�����������Ĥ������ӣ���������ѹ��תΪ��Ҫ����Ĥ�е�����������һ�Ӵ��غɱ�Pa�½����ֲڶ���ѹ����R��С������һ�Ӵ��غɱ�Pa�½��Ͽ졣
����ѹ����RΪ0.2ʱ������һ����ѹ��Pb�����ƽ���ķֲ���ͼ6����ͼ6�ɼ������ڲ����˿������ַ�������������ѹ�����ڱ���ֲڶȺ���ֲ�ʱ��Pb���֡�Ħ���塱��ʽ���������ٶ�����ʱ������ѹ��Pb�½���������Ϊ���������嶯ѹ����������ʹĤ������ӣ��Ӷ����½���Ħ��ˮƽ�½���
ͼ5 �ֲڶȺ���ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ������R�ĽӴ��غɱȷֲ�
Fig. 5 Distribution of contact load ratio for different roughnesses and reduction rates with transverse distribution of roughness
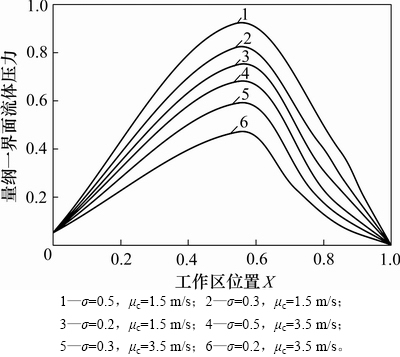
ͼ6 �ֲڶȺ���ֲ�ʱ��ͬ�ֲڶȦҺ;����ٶȦ�c�½�������ѹ���ֲ�(R=0.2)
Fig. 6 Distribution of fluid pressure for different roughnesses and suction speeds with transverse distribution of roughness (R =0.2)
���ֲڶȳ�����ֲ�ʱ(��1)����ͬ�����»�������ƽ���ѹ��������һ�Ӵ��غɱ�Pa������һ����ѹ��Pb�ķֲ�����ֱ��ͼ7��ͼ8����ͼ7��֪������һ����Ӵ��غɱ�Pa�仯���������ֲ�ʱ��ͬ�������;����ٶȽ�Сʱ�����ƽ�������һ�Ӵ��غɱ�Pa�½��Ͽ죬�ھ����ٶȽϴ�ʱ���½��ϻ�����
ͼ7 �ֲڶ�����ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ����R�µĽӴ��غɱȷֲ�
Fig. 7 Distribution of contact load ratio for different roughnesses and reduction rates with longitudinal distribution of roughness
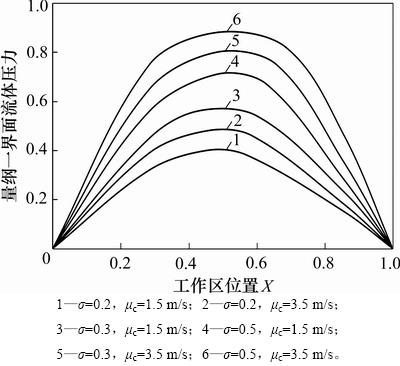
ͼ8 �ֲڶ�����ֲ�ʱ��ͬ�ֲڶȦҺ;����ٶȦ�c�½�������ѹ���ֲ�(R=0.2)
Fig. 8 Distribution of fluid pressure for different roughnesses and suction speeds with longitudinal distribution of roughness (R =0.2)
��ͼ8��֪����ֲڶȺ���ֲ���ȣ��ֲڶ�����ֲ�δ�������ԡ�Ħ���塱�������������ư�����������Ա��μ����˱���ֲڶ�����ֲ�����ЧӲ�ȣ�ʹ������ѹ���������洦�ı仯��ƽ����
�Ա�ͼ5��ͼ7��֪����һ����Χ�ڣ��ֲڶȷֲ����������һ�Ӵ��غɱ�Pa��ѹ����R�ʹֲڶ��Ĺ�ϵû��Ӱ�죻����ͬ�ֲڶ��£�ѹ����RԽ������һ�Ӵ��غɱ�PaԽ������ͬѹ����R�£��ֲڶ�Խ������һ�Ӵ��غɱ�PaԽ�Ա�ͼ6��ͼ8��֪���ֲڶȷֲ��Խ�������ѹ����ֲڶȵĹ�ϵ��Ӱ�죬����ͬ�����ٶ��£��ֲڶ�ԽС������һ��������ѹ��PbԽС�����ֲڶȷֲ�������һ��������ѹ��������ٶȵĹ�ϵ��Ӱ�죬����ͬ�ֲڶ��£����ֲڶȺ���ֲ�ʱ�������ٶ�Խ������һ��������ѹ��PbԽС���ֲڶ�����ֲ�ʱ���෴��
5.3 ��������ƽ���Ӵ�����ȷֲ�
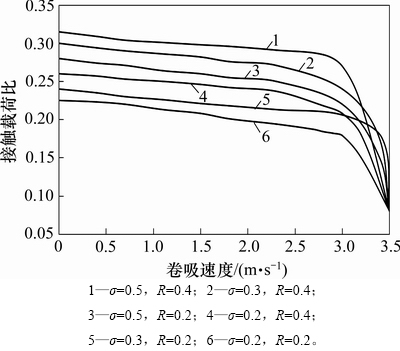
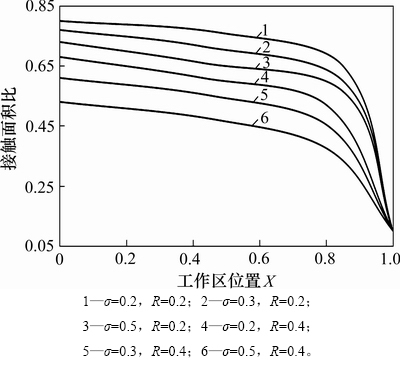
ͼ9��ʾΪ�ֲڶȺ���ֲ�ʱ(��1)���ڲ�ͬ���������ƽ���Ӵ������A�ķֲ��������ͼ9�ɼ����Ӵ������A��Ĥ��ȵı仯�����෴���ڽ���������ij�ʼ�Σ�A����Ѹ�٣��ڱ�����ʣ�������ڱ仯�������������ڱ�������ڴ������ֱ����屻ѹƽ����ʱ�����������������Ĥѹ�������屻ѹƽ����ˣ��岻���Σ��Ӵ������A�����㶨��
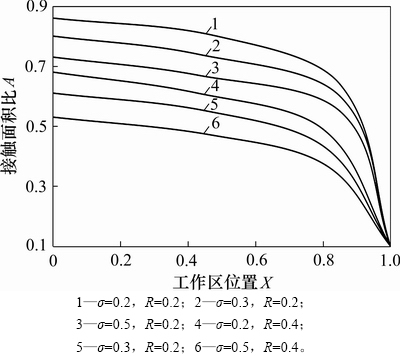
�ֲڶ�����ֲ�ʱ��ͬ�ֲڶȺ�ѹ�����µĽӴ�����ȷֲ���ͼ10����ͼ10�ɼ����ڴֲڶ�����ֲ�(��1)�£��Ӵ������A�ı仯���������ֲ�ʱ����һ�£�����ֲڶȺ���ֲ���ȣ��ڱ��������ʱ���ֲڶ�����ֲ����и�С�ĽӴ�����ȡ�������Ϊ�ֲڶ�����ֲ�ʱ����������ڴ���Ĥ��ȸ����½Ӵ�����ȼ�С��
�Ա�ͼ9��ͼ10��֪���ֲڶȷֲ�����ԽӴ������A��̫��Ӱ�죬�ֲڶȺ�ѹ����Խ��AԽС��
ͼ9 �ֲڶȺ���ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ����R�µĽӴ������A�ֲ�
Fig. 9 Distribution of Contact area ratio for different roughnesses and reduction rates with transverse distribution of roughness
ͼ10 �ֲڶ�����ֲ�ʱ��ͬ�ֲڶȦҺ�ѹ����R�µĽӴ�����ȷֲ�
Fig. 10 Distribution of contact area ratio for different roughnesses and reduction rates with longitudinal distribution of roughness
�������ڴֲڶȺ�ѹ���ʵ�����ʹ�����ƽ�������ѹ����С���Ӷ����½Ӵ������������С��
6 ����
1) Ĥ����湤���������;����ٶȵ������������ѹ���ʵ��������С���ֲڶ�Խ��Ĥ���ԽС���ھ����ٶȴﵽ3.5 m/s�Ĺ����У�����ͬѹ�����£��ֲڶȺ���ֲ�ʱĤ��ȱ�����ֲ�ʱ�Ĵ�����ͬ�����£��ֲڶȺ���ֲ��������������ܵ���ߡ�
2) �����;����ٶȽ�Сʱ����������ѹ���ݶȽϴӴ��غɱȽϴ����ٶ�������Ĥ������ӣ���������ѹ��תΪ��Ҫ����Ĥ�е������½Ӵ��غɱ��½���
3) �ڱ���ֲڶȺ���ֲ�ʱ����������ѹ���ֲ����֡�Ħ���塱��ʽ�������ٶ�����Ĥ������ӣ�����ѹ���½���ͬʱ������ֲڶ�ԽС������ѹ��ԽС����ֲڶȺ���ֲ���ȣ��ֲڶ�����ֲ���������ѹ���������洦�ı仯��ƽ����δ�������ԡ�Ħ���塱��
4) �Ӵ��������Ĥ��ȵı仯�����෴���ڽ���������ij�ʼ�νӴ����������Ѹ�٣����˺��������ӣ����DZ仯����ѹ����Խ�Ӵ������ԽС��
�ο����ף�
[1] LO S W, YANG T C, LIN H S. The lubricity of oil-in-water emulsion in cold strip rolling process under mixed lubrication[J]. Tribology International, 2013, 66(7): 125-133.
[2] WU Jianqing, LIANG Xiaoping, PAN Fusheng. Parametric analysis of mixed lubrication characteristics in work zone of strip rolling[J]. Journal of Central South University, 2016, 23(12): 3153-3159.
[3] ������, ��Ө, ��ΰ��, ��. ���������ģ�ͽ����빤��Ӧ��[J]. Ħ��ѧѧ��, 2016, 36(4): 520-530.
WANG Yuechang, LIU Ying, HUANG Weifeng, et al. The progress and engineering application of theoretical model for mixed lubrication[J]. Tribology, 2016, 36(4): 520-530.
[4] ������, �ィ��, ����, ��. ���������������������ֱ���������ϵ�����о�[J]. ��е����ѧ��, 2012, 48(2): 133-137.
ZHU Zuoxin, SUN Jianlin, GAO Ya, et al. Experiment and search of the relationship between hot-rolling lubrication in deforming zone and surface quality of steel strip[J]. Journal of Mechanical Engineering, 2012, 48(2): 133-137.
[5] ���, ����Ԫ, ����, ��. �Ĺ�������������������ʵ���о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2010, 31(8): 1117-1120.
LI Changsheng, LI Youyuan, YU Tao, et al. Experimental research on rolling-lubricating process on 4-high reversing cold rolling mill[J]. Journal of Northeastern University(Natural Science), 2010, 31(8): 1117-1120.
[6] �½�ɽ, ���, ����. �����ֲڶȶԲ���ְ��������ղ�����Ӱ��[J]. ��е����ѧ��, 2013, 49(4): 30-36.
CHEN Jinshan, LI Changsheng, CAO Yong. Effects of roll roughness on surface and process parameters for stainless-steel strip[J]. Journal of Mechanical Engineering, 2013, 49(4): 30-36.
[7] ����ҽ, �ƺ���, ��־��. �������Լӹ������������̬����������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(4): 1418-1423.
WANG Qiaoyi, HUANG Haijun, LI Zhihua. Control of mill vibration for unsteady lubrication based on metal-forming process[J]. Journal of Central South University(Science and Technology), 2010, 41(4): 1418-1423.
[8] MINET C, BRUNETIERE N, TOURNERIE B, et al. Analysis and modeling of the topography of mechanical seal faces[J]. Tribology Transactions, 2010, 53(6): 799-815.
[9] YOUNES M A, SHAHTOUT M, DAMIR M N. A parameters design approach to improve product quality and equipment performance in hot rolling[J]. Journal of Materials Processing Technology, 2006, 171(1): 83-92.
[10] MASJEDI M, KHONSARI M M. On the effect of surface roughness in point-contact EHL: formulas for film thickness and asperity load[J]. Tribology International, 2015, 82(2): 228-244.
[11] KIJIMA H, NIELS B. Influence of tool roughness and lubrication on contact conditions in skin-pass rolling[J]. Journal of Materials Processing Technology, 2009, 209(10): 4835-4841.
[12] YANG T S. Investigation of the strain distribution with lubrication during the deep drawing process[J]. Tribology International, 2010, 43(5): 1104-1112.
[13] �½�ɽ, ���. ���������Ȼ���ȱ��Ԥ�����������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2014, 35(4): 524-528.
CHEN Jinshan, LI Changsheng. Forecasting and controlling software of thermal scratch defect in cold rolling process[J]. Journal of Northeastern University(Natural Science), 2014, 35(4): 524-528.
[14] �춬, �Ž�, ��鲨, ��. �������ֱ���ֲڶ�Ӱ�����ؼ����Ʋ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(1): 112-118.
XU Dong, ZHANG Jie, LI Hongbo, et al. Influence factors and control strategy of cold rolled strip surface roughness[J]. Journal of Central South University(Science and Technology), 2017, 48(1): 112-118.
[15] �춬, ����, ������, ��. ����������Ĥ��ȶԱ�����òתӡ���̵�Ӱ��[J]. ��������ҵ��ѧѧ��, 2017, 49(1): 160-165.
XU Dong, YANG Quan, WANG Xiaochen, et al. Influence of lubrication film thickness on transfer of surface topography at cold rolling interface[J]. Journal of Harbin Institute of Technology, 2017, 49(1): 160-165.
[16] ������, ���, ��, ��. ����ƽ���������۵���������ѧ��ֵ����[J]. ��е���������, 2011, 35(4): 182-184.
LIU Lemin, ZANG Yong, CHEN Yuanyuan, et al. Based on average flow theory of rolling lubricating dynamic numerical analysis[J]. Machinery Design and Manufacture, 2011, 35(4): 182-184.
[17] ������, ����, �Ų���, ��. ƽ�����ƹ����д��ֱ�����ò������ģ��[J]. ��е����ѧ��, 2013, 49(14): 38-44.
ZHANG Xiaofeng, LI Rui, ZHANG Boyang, et al. Model for the generation of surface topography in steel strip temper rolling[J]. Journal of Mechanical Engineering, 2013, 49(14): 38-44.
[18] ����, ���, ۬־Ӣ. ���������еĻ��������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2014, 35(7): 1005-1009.
FU Kuo, ZANG Yong, GAO Zhiying. Mixed lubrication characteristics of cold rolling process[J]. Journal of Northeastern University(Natural Science), 2014, 35(7): 1005-1009.
[19] ���Ƽ����������Զ��������ص�ʵ����(������ѧ). ������ϵͳ������ۼ���������о�[M]. ����: ұ��ҵ������, 2015: 106-107.
National Key Laboratory of Rolling Technology and Rolling Automation, Northeastern University. Study on lubrication design theory and mixed lubrication mechanism of cold rolling[M]. Beijing: Metallurgy Industry Press, 2015: 106-107.
[20] ����, ���, ۬־Ӣ. ���ƽ������̬��������������[J]. �����Ƽ���ѧѧ��, 2014, 36(1): 97-103.
FU Kuo, ZANG Yong, GAO Zhiying. Fluid lubrication rolling characteristics of unsteady rolling interfaces[J]. Journal of University of Science and Technology Beijing, 2014, 36(1): 97-103.
(�༭ �²ӻ�)
�ո����ڣ�2018-03-19�������ڣ�2018-05-21
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51875146) (Project(51875146) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�����ҽ����ʿ�����ڣ����¸���ϵͳ����ѧ���ܼ�����Ƽ�����Ħ�����о���E-mail: wangqiaoyi1989@163.com
ժҪ���ۺ�����ƽ����ŵ���̡�Christensen����ֲڷ�ֲ����ۡ�Ħ�������ۺͽ������Ʊ������ۣ��������DZ���ֲڶ�����Ӱ������ƹ�����������ģ�ͣ������ø�ģ��ϵͳ�������ڲ�ͬ����ֲڶȷ���ѹ���ʡ����ƽ���Ĥ��ȡ��Ӵ��غɱȡ���������ѹ���ͽӴ�����ȵȻ����Ħ�����ܲ��������;����ٶȻ�����λ�ñ仯��������о�����������ֲڶȺ���ֲ��������������ܵ���ߣ�����ͬ����ֲڶ��£�����ѹ�������Ӵ�����Ⱥ�Ĥ��ȼ�С������ͬѹ�����£�Ĥ����湤���������;����ٶȵ�����������Ӵ��غɱȺͽӴ��������֮��С�������������ֲڶȶԽ�������ѹ���ֲ��нϴ�Ӱ�죬�ڱ���ֲڶ���С������ѹ����С��
[3] ������, ��Ө, ��ΰ��, ��. ���������ģ�ͽ����빤��Ӧ��[J]. Ħ��ѧѧ��, 2016, 36(4): 520-530.
[6] �½�ɽ, ���, ����. �����ֲڶȶԲ���ְ��������ղ�����Ӱ��[J]. ��е����ѧ��, 2013, 49(4): 30-36.
[13] �½�ɽ, ���. ���������Ȼ���ȱ��Ԥ�����������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2014, 35(4): 524-528.
[14] �춬, �Ž�, ��鲨, ��. �������ֱ���ֲڶ�Ӱ�����ؼ����Ʋ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(1): 112-118.
[17] ������, ����, �Ų���, ��. ƽ�����ƹ����д��ֱ�����ò������ģ��[J]. ��е����ѧ��, 2013, 49(14): 38-44.
[18] ����, ���, ۬־Ӣ. ���������еĻ��������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2014, 35(7): 1005-1009.
[20] ����, ���, ۬־Ӣ. ���ƽ������̬��������������[J]. �����Ƽ���ѧѧ��, 2014, 36(1): 97-103.
