
��ǿ�ȸְ巽���μ�����ճģ��Ϊ
����Ȩ1, 2��������1����־��3��Ѧ����3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ��̶��ѧ ��е����ѧԺ������ ��̶��411105��
3. ᪸���ѧ ��ѧ����᪸� 501-1193���ձ�)
ժ Ҫ��
ժ Ҫ�����÷����μ�������εķ������Ը�ǿ�ȸְ�SPFC590�ڸ�Ħ���Ͱ��Ħ�������µ�����ճģ��Ϊ�����о���ѡ�õ�ģ�߲��Ϸ�Ϊ2�ࣺһ��Ϊ��Ϳ��ģ��SKD11��SLD�͵��´����ī����ADI����һ��Ϊ��SKD11Ϊ�����Ϳ��ģ��TiCN(PVD), TiCN(CVD), TiC(CVD)��DLC-Si (DC-PACVD)��������Ϳ��ģ��ʱ���ڰ��Ħ�������½�������������ͳ��ֺ��ճģ����ģ����ճģ������λ��λ�ڰ�ģֱ�ߵײ���������û�г����ڰ�ģԲ�Ǵ����������������������������չ���������ճģ������λ����λ�ڹ���������ֱ�ߺ�Բ�Dz������Ӵ�������������Ľ���������չ��Ϳ��ģ�߾�120��������δ�������Ե�ճģ����TiCN(PVD)��TiCN(CVD)Ϳ��ģ���ڰ�ģ�ײ�������������ճ���TiCN(CVD)��DLC-Si(DC-PACVD)Ϳ��ģ������1 000�κ��δ��������ճģ����TiCN(CVD)Ϳ��ģ���ϳ�������ճ�����DLC-Si(DC-PACVD)Ϳ��ģ����û���κ�ճ���������
�ؼ��ʣ�
����ģ�߲�����Ϳ������ǿ����������ճģ��
��ͼ����ţ�TG131 ���ױ�־�룺A ���±�ţ�1672-7207(2009)06-1529-06
Galling behavior in square cup drawing of high tensile strength steel
LIN Qi-quan1, 2, PENG Da-xu1, WANG Zhi-gang3, XUE De-zhou3
(1. School of Materials Science and Technology, Central South University, Changsha 410083, China;
2. School of Mechanical Engineering, Xiangtan University, Xiantan 411105, China;
3. Department of Mechanical Engineering, Gifu University, Gifu 501-1193, Japan)
Abstract: The drawing galling behavior of a high tensile strength steel sheet SPFC590 was investigated under semi-dry and dry condition by the square cup drawing method. A cold alloy tool steel (SKD11, SLD) and ADI were used as the non-coated die. TiCN(PVD), TiCN(CVD), TiC(CVD) and DLC-Si (DC-PACVD) coated on SKD11 were used as the coated die. Using the non-coated dies in semi-dry, the macro-scale galling can clearly observed on die and drawn cup surface after a few drawing cycles. The galling on the die surface occurs at the bottom point of the straight boundary and not at the corner of the die, and grows upward with the drawing cycles. On the drawn cup, the galling starts at the top point of the boundary between the straight and corner edge, and grows downward. Using the coated dies, no remarkable galling is observed on die surface after 120 drawing cycles, but the micro-scale adhesion can be observed on TiCN(PVD) and TiCN(CVD) at the same boundary as the non-coated die. No conspicuous galling can be observed on TiC(CVD) and DLC-Si(DC-PACVD) ever after 1 000 cycles, but micro-scale adhesion can be recognized on TiC(CVD). No adhesion can be found on DLC-Si(DC-PACVD).
Key words: steel; tool material; coating; high tensile strength; deep drawing; galling
��������������ʹ�����������࣬ȼ�ͼ۸����ǣ����Ƕ����������Խ��Խ�ߵ�Ҫ��Ҫ������Դ���ġ���ֹ��������Ҫ��֤�����İ�ȫ���ܡ������������Ǽ�����Դ���ļ������ŷŵ�����Ч��ʩ��������������10%�����͵��������ͻ����3%~7%[1-4]�����ø�ǿ�ȸְ���Դﵽ���������ð�ĺ�Ⱥ�������Ŀ�ģ��������ȿɼ�С�����������ڽ���ȼ�����ĵ�ͬʱ�����ŷţ��ﵽ���ܻ������ֿ���������İ�ȫ�ԡ����ʹ���͵ĸ�ǿ�ȸְ���������ҵ���ر��������������������еõ�Խ��Խ�㷺��Ӧ��[5-8]��Ȼ�������Ÿ�ǿ�ȸְ�ǿ�ȵ����ӣ�������Ա��ر�����������ι����У���������ģ�ߺ��������ճ�ϡ�ĥ���۵�ϵ��ȱ�ݣ�����������ճģ�������ؽ�����ģ�ߵ�ʹ�����������ı���������Ϊ�˷�ֹճģ���ҹ�����������г�����ʹ���������������������Դ�˷Ѻͻ�����Ⱦ��Ŀǰ�����緢��������ڲ��ð��Ħ����Ħ�������µ�������ι���[9-10]����ģ�߲��ϵ�Ҫ��ҲԽ��Խ�ߡ��Ը�ǿ�ȸְ��ڸ�Ħ���Ͱ��Ħ�������µ�����ճģ��Ϊ�����о�������Ҫ����ʵ���塣�������о��߶�����ճģ�����ѽ�����һЩ�о��������ֵ�[11]�Բ���ֻ�����ԲͲ�γ�ѹ����������л��˲����Ļ��������о���������˷�ֹ���˳��ֵ�ϵ�д�ʩ������ƽ��[12]�о�������ģճ�������γɹ��̣���������ճ�������ص㼰��ճ�Ų�λ��������[13]ͨ���Բ������������ι����еĻ���״̬��Ӧ����Ӧ���������ʾ�˲�������������ʱ���滮�۳��ֵĸ�Դ��Gaard ��[14-17]ͨ������ȳ�ѹ�������飬��ճģ��������˺�ۺ��۹۲죬������ճģ������λ�ú���չ�����Ŀǰ�����й�����ճģ���ȱ��ϵͳ���о���������������������ǿ��ƺ�Ԥ��������о���������ȫ������ƣ�Ϊ�ˣ�����������Ը�ǿ�ȸְ�ķ����ι���������Σ��о����Ħ����Ħ�������²�ͬģ�߲��϶�ճģ��Ӱ�졣
1 ʵ ��
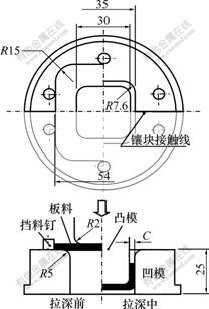
�����μ�������ԭ����ͼ1��ʾ��Ϊ����ʵ��۲����ģ�ߣ���ģ�������ṹ��ͬʱ��Ϊ���о��¶ȶ�ճģ��Ӱ�죬��ģ������300 ���ڽ��е���ȡ�
(���mm)
ͼ1 ���μ�����ԭ��
Fig.1 Principle of square cup drawing
ʵ���ù�������Ϊ�ղ���ǿ�ȸְ�SPFC590�����Ϊ2.6 mm����״��ͼ1��ʾ��Ϊ����ճģ�IJ���������ģ��϶ȡ2.5 mm����������4%�ļ����������о�ѡ�õ����ģ���Ϸ�Ϊ��Ϳ��ģ�ߺ�Ϳ��ģ�������࣬��Ϳ��ģ�ߵIJ����������Ͻ߸�SKD11���������SLD[18]�����´����ī����ADI��������ѡ�õ�SLD�֣������������������и��IJ�ͬ����ΪSLD(P)��SLD(V) 2�֣�SLD(P)�ֵ���������и��ƽ�У�SLD(V)�ֵ���������и��ֱ��Ϳ��ģ����SKD11Ϊ���壬����ͨ����ѧ�������(CVD)�����������������(PVD)��ֱ�������ӻ�ѧ�������(DC-PACVD)�ķ����Ʊ�һ�㳬ӲͿ�㣬Ϳ����Ϸֱ�Ϊ��TiCN(PVD)��TiCN(VVD)��TiC(CVD)��DLC-Si(DC-PAVCD)��
����Ħ��������Ϊ��Ħ���Ͱ��Ħ��2�֡������ڲ����б�����ϴʱ����ճ��һ������ͣ����ڴ�״̬����������������ֳ䵱�������ã�ʹ������Ϊ���Ħ��״̬�����ñ�ͪ�����ϱ���ķ����ͽ�����ȫ��ϴ������������ڸ�Ħ��״̬�������ٶ�Ϊ3 mm/s��ʵ���¶�Ϊ���¡�
2 ��������
2.1 ճģ������λ�ú���չ
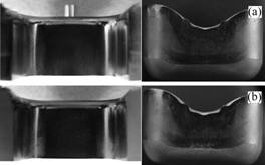
ͼ2��ʾΪ��ģ����ADIģ�߲��ϡ����Ħ�������£����������Ϊ1ʱ����ģ�ߺ�������������ճģʱ����Ƭ����ͼ2(a)���Կ�����ճģ���Ƿ����ڰ�ģԲ�Dz�λ�������밼ģԲ�Dz�λ��һ�ξ���Ų���ճģ��ճģ��Ҫ������ģ��ֱ�ߵײ������ĵ������ڣ���ģԲ�Dz�λ��ֱ���ϲ�������û�л��ۡ���������[11-13, 19]��������Ϊճģ�����ڰ�ģԲ�Ǹ�������Ĺ۵㲻һ�¡���ͼ2(b)���Կ��������ڳ���ճģ���������������������ԵĻ��ۣ�������Ҫ�ֲ��ڹ�����ֱ�߲��֣���Բ�Dz���������л��ۣ���Բ�Ǻ�ֱ�ߵ����Ӵ����������ء���������Ļ��۷ֲ����Ҳͬ����ӳ��ճģ����Ĵ��ڡ�

(a) ��ģ����ճģ������λ�ã�(b) ��������滮�۵�λ��
ͼ2 ճģ������λ��
Fig.2 Position of galling
����SLD(P)ģ�߲��ϣ��ڰ��Ħ���½�����������о�ճģ�ڹ�������IJ�������չ������������ճģ������ͼ3��ʾ(NΪ�������)���ɼ�������������������ӣ�������ϵ�ճģԽ��Խ�࣬���۲�������������ļ�������չ��ǰ���������й������������dz��ã���������е���7��ʱ����������ֻ���(ͼ3(c))����������ļ������У����������ϵĻ���Խ��Խ�࣬���۳����Ȳ���ֱ��������չ��ʹ������ͳ��Ⱦ����ӣ�ͬʱ�����۵����Ҳ�������ӣ����Խ��Խ����(ͼ3(d))��
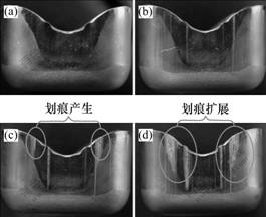
�������N��(a) 1; (b) 4; (c) 7; (d) 15
ͼ3��SLD(P) ģ������ʱ��������滮����ò
Fig.3 Surface appearance of SLD(P) drawn cup
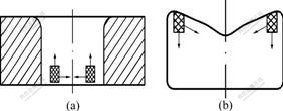
������[12]������ճģ���ȳ�����ͼ4����Ӱ��ʾ��λ�ã�����ģԲ���·��ľ�������ӹ�����������������չ�����о����۲쵽��ճģ�IJ�������չ��ͼ5��ʾ��ճģ���ȳ����ڰ�ģֱ�ߵײ����ϵ�λ�ã����żӹ����������ӣ����Ϸ���������չ�������ϵ�ճģ������ڹ���������Բ����ֱ���ཻ�������ڣ����żӹ����������������ĺ��·���չ����������ĸ����Լ�Ӱ�����صĶ����ԣ�����ճģ�γɻ���������δ��ͳһ����ʶ���д��Ժ��һ���о���
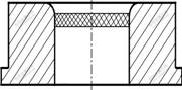
ͼ4����ͳճģλ��ʾ��ͼ
Fig.4 Schematic map of traditional galling position
(a) ģ�ߣ�(b) ����
ͼ5��ճģ�IJ�������չʾ��ͼ
Fig.5 Schematic map of galling position and growth
2.2 ģ�߲��϶�ճģ�����Ӱ��
ģ�߲��ϵ������DZ�֤ģ��������һ�������Ҳ������Ҫ��������ͬʱ��ҲӰ�����������εIJ�Ʒ������Ϊ̽��ģ�߲��϶�ճģ�����Ӱ�죬ѡ����ģ��϶Ϊ2.5 mm������ΪSKD11��SLD��ADI�ķ�Ϳ��ģ���ڰ��Ħ�������½�������ʵ�顣ͼ6��ʾΪ��ͬ�ķ�Ϳ��ģ������ʱ��ģ��������ĺ����ò����ͼ6�п��Կ�����3�ֲ��ϵİ�ģ�����������ж�Ѹ�ٳ��������Ե�ճģ����ͼ�л��۵ķֲ����Կ�����ճģ��Ҫ������ģ��ֱ�ߵײ������ĵ������ڣ�������������̵Ľ��У������Ϸ������ķ�����չ����ģԲ�Dz�λ��ֱ���ϲ�����û�л��ۡ�ADI��SKD11�Ŀ�ճģ����������ڵ�1������ʱ�ͳ����˴�������ۣ�SLD�����ر���SLD(P)���ֳ���ǿ�Ŀ�ճģ������SLD(P)ģ�߱��滮�۵ij��Ⱥ����������С�ܶ࣬���ڵ�15������ʱ�Ų������Ե�ճģ����
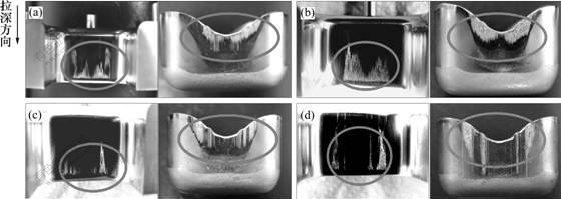
(a) SKD11(�������N=1)��(b) ADI(N=1)��(c) SLD(V)(N=1)��(d) SLD(P)(N=15)
ͼ6 ���Ħ�������·�Ϳ��ģ������ʱ��ģ��������ĺ����ò
Fig.6 Surface appearance of non-coated die and drawn cup after deep drawing under semi-dry condition
2.3 ��ӲͿ�������ճģ��Ӱ��
���ò�ͬͿ���ģ�ߣ��ڰ��Ħ������������120�κ�ģ��������ĺ�ۼ�����̬��ͼ7��ʾ����ͼ7��֪������Ϳ��ģ�ߺ�������Ͼ�û�г������Ե�ճģ��������ӲͿ��������õĿ�ճģ��������ͨ�����۲췢�֣�TiCN(PVD)��TiCN(CVD)Ϳ������Ѿ�������ճ������TiC(CVD)��DLC-Si (DC-PACVD)Ϳ��û�г����κ�ճ�����ӹ���������������DLC-Si(DC-PACVD) Ϳ��ģ�߳��εĹ����⣬���������ۻ��ۻ���ճ������
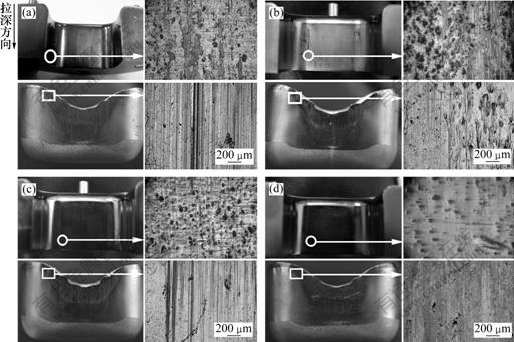
(a) TiCN(PVD); (b) TiCN(CVD); (c) TiC(CVD); (d) DLC-Si(DC-PACVD)
ͼ7 ����120��ʱ��ͬͿ���ģ�������ģ��������ĺ�ۼ�����̬
Fig.7 Surface appearance of coated die and drawn cup after deep drawing under semi-dry condition (N=120)
ʹ��ɨ��羵(SEM)������120�κ��TiCN (PVD)Ϳ��ģ�ߵĸ���λ�ý��й۲죬Ϳ��۲�����Ļ��ּ��۲�����ͼ8��ʾ����ͼ8(b)�ɼ�������ճ������鲼����Ϳ�㣬Խ������ģ�ĵײ���ճ������Խ���أ���ͼ8(c)��8(d)��ʾ���ɴ˿ɼ���ģ����ճģ������λ�þ�Ϊֱ�ߵײ����ϣ�ճģλ����ģ���Ƿ���Ϳ���ء�
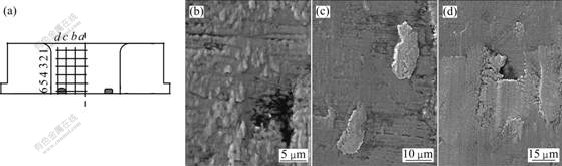
(a) SEM �۲�����; (b) b-1; (c) d-3; (d) d-6
ͼ8 TiCN(PVD)Ϳ��ģ���ϸ�λ�õ�ճ������
Fig.8 Surface texture of coated die TiCN(PVD) after deep drawing (N=120)
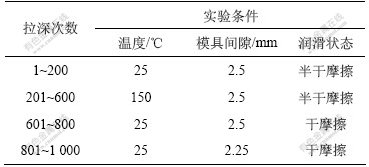
TiC (CVD) �� DLC-Si (DC-PACVD)�������б��ֳ����Ŀ�ճģ�������������ֲ��ϵ�ǿ��Ϊ��һ���˽���2�ֲ��ϵĿ�ճģ�ԣ����о���������µ�ʵ�鷽����������м������ʵ���������1��ʾ��
��1 TiC (CVD) �� DLC-Si (DC -PACVD)����������
Table 1 Experimental conditions for TiC(CVD) and DLC-Si(DC-PACVD)
����1 000�������ģ��������ı�����ò��ͼ9��ʾ����ͼ�пɿ��������������1 000 ���Ժ�Ϳ�����������û�����Ե�ճģ���֡�
(a) TiC(CVD); (b) DLC-Si(DC-PACVD)
ͼ9 ��ģ��������ı�����ò
Fig.9 Surface appearance of coated die and drawn cup after deep drawing (N=1 000)
TiC(CVD)��DLC-Si(DC-PACVD)�����Ŀ�ճģ�����õ��˳�����֡�
2��Ϳ���ɨ��羵����ͼ10��ʾ����ͼ10���Կ���������1 000���������ͼ8��ʾ��d-6��λ��TiC(CVD)�������۵�ճ�����DLC-Si (DC-PACVD)��û�г����κε�ճ������ͨ���۲�ɷ��֣���DLC-Si(DC-PACVD)Ϳ��İ����������������ϵ��������Ŀ���������������������������DLC-Si(PACVD)Ϳ����ʾ�����䳬ǿ�Ŀ�ճģ������
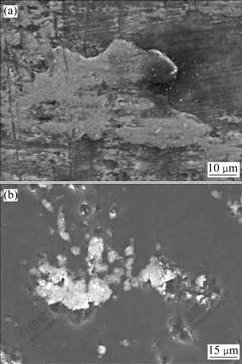
(a) TiC(CVD); (b) DLC-Si(DC-PACVD)
ͼ10 ����1 000�������TiC(CVD)��DLC-Si(DC-PACVD)��d-6��������ò
Fig.10 Surface texture of TiC(CVD) and DLC-Si(DC-PACVD) at position d-6 after deep drawing when N=1 000
3 �� ��
a. ճģ���ȳ����ڰ�ģֱ�ߵײ����ϵ�λ�ã������Ǵ�ͳ����Ϊ��ճģ�����ڰ�ģԲ�Ǵ����������żӹ����������ӣ�ճģ������������չ��ֱ����ģԲ�ǵ��·��������ϵ�ճ���������ȳ�������Բ����ֱ���ཻ���Ľ�С�����ڣ����żӹ����������ӣ�ճ�������·���չֱ��ֱ�ߵ����ġ�
b. ��Ϳ��ģ��(SKD11��ADI��SLD)�������������������ģ�ߺ���������������Ե�ճģ��ADI��SLD�Ŀ�ճģ������SKD11�Ŀ�ճģ������ǿ��
c. ����Ϳ��ģ��(TiCN(PVD)��TiCN(CVD)��TiC(CVD)��DLC-Si (DC-PACVD))ʱ�����Ħ��״̬�¾���120�������ģ�ߺ�������������Ե�ճģ���֡�����TiCN(PVD) ��TiCN(CVD) Ϳ���г����۵�ĥ���ճ�ţ�����1 000�������TiC(CVD)��DLC-Si(DC-PACVD)�������Ե�ճģ���֣�����ģ��ֱ�ߵײ�������TiC(CVD)Ϳ��ı����������ճ������DLC-Si(PACVD)Ϳ����ʾ���˳�ǿ�Ŀ�ճģ������
�������
[1] Senuma T. Physical metallurgy of modern high strength steel sheets[J]. ISIJ International, 2001, 41(6): 520-532
[2] Kuriyama Y, Takahashi M, Ohashi H. Trend of car weight reduction using high-strength steel[J]. Journal of Society of Automotive Engineers of Japan, 2001, 55(4): 51-57.
[3] �� ��, ������, ��ا��, ��. �������������Ƚ��ĸ�ǿ�ȸְ�[J]. ���ּ���, 2003(5): 53-59.
WANG Li, ZHU Xiao-dong, ZHANG Pi-jun, et al. Lightweighting of automobiles and advanced high strength steel[J]. Baosteel Technology, 2003(5): 53-59.
[4] ������, ����ϣ, ������. ���������Ͻ������������������[J]. �й���ɫ����ѧ��, 2004, 14(10): 1689-1693.
YU Zhong-qi, ZHAO Yi-xi, LIN Zhong-qin. Evaluation parameter of drawability of automotive aluminum alloy sheets[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1689-1693.
[5] �� ��, �� ��, �Ź�, ��. ��ǿ�ȸְ�����ģ�߽ṹ����Ԫ�����������о�[J]. ���Թ���ѧ��, 2008, 15(2): 42-45.
CHEN Liang, CHEN Jun, ZHANG Gui-bao, et al. Research of finite element modeling & experiment of the die structure for high-strength steel sheet metal stamping[J]. Journal of Plasticity Engineering, 2008, 15(2): 42-45.
[6] �� �. �����ø�ǿ�ȸְ�Ŀ���Ӧ�úͷ�չǰ��[J]. ����, 2000, 35(11): 66-70.
ZHU Zheng. Development, application and perspective of high strength steel sheets for automobiles[J]. Iron and Steel, 2000, 35(11): 66-70.
[7] Takashi S, Shuji K, Sadao H, el al. Materials and technology for automotive use[J]. JFE Technical Report, 2004, 3(2): 1-18.
[8] Takita M, Ohashi H. Application of high strength steel sheets for automobiles in Japan[J]. Revue de Metallurgie��Cahiers D��Informations Techniques, 2001, 98(10): 899-909.
[9] Kataoka S, Motoi A, Tamaoki K, et al. Improvement in DLC thin film adhesion and its application to dry deep[J]. Journal of the Japan Society for Technology of Plasticity, 2005, 46(32): 412-416.
[10] Kataoka S, Murakawa M, Aizawa T, et al. Tribology of dry deep-drawing of various metal sheets with use of ceramics tools[J]. Surface and Coatings Technology, 2004, 177/178: 582-590.
[11] ������, �� ��, ������, ��. ����������˻��������ֹ�������о�[J]. ��ѹ����, 2003(5): 15-18
ZHAO Sheng-dun, WANG Ji, CUI Xiao-yong, et al. Investigation on scratching mechanism of arc-welding ring and technology preventing from its scratching[J]. Forging & Stamping Technology, 2003(5): 15-18.
[12] ����ƽ, ������. ����ģճ�������γɼ���ЧԤ��[J]. ģ����, 1999(2): 69-72.
TIAN Zhu-ping, WEI Ya-wen. Forming and effective prevention of seizing tumour on a drawing die[J]. Die and Mould Technology, 1999(2): 69-72.
[13] ������. dz̸��������������ʱ�ı��汣����ʽ[J]. �������ι���, 2000, 18(5): 54-56.
ZHANG Liu-ling. The simple discusses about the surface protecting way of the stainless steel to form the extension piece[J]. Metal Forming Technology, 2000, 18(5): 54-56.
[14] Gaard A, Krakhmalev P V, Bergstrom J, et al. Galling resistance and wear mechanisms��Cold work tool materials sliding against carbon steel sheets[J]. Tribology Letters, 2007, 26(1): 67-72.
[15] Podgornik B, Hogmark S, Sandberg O. Proper coating selection for improved galling performance of forming tool steel[J]. Wear, 2006, 261(1): 15-21.
[16] Panjana P, Bonina I, Bevk J, et al. PVD hard coatings applied for the wear protection of drawing dies[J]. Surface and Coatings Technology, 2005, 200: 133-136.
[17] Moura G C R, Aguilar M T P, Pertence A E M, et al. The failure analysis of a deep drawing die in the manufacturing of an automotive shock absorber cap[J]. Engineering Failure Analysis, 2004, 11(6): 943-950.
[18] Kubota K, Komatsubara S, Ogihara T, et al. Development of new cold working die steel ��SLD-MAGIC��[J]. Hitachi Metals Technical Review, 2005, 21: 45-52.
[19] ���㿡. Ͳ����������۵ij���������[J]. ģ�߹�ҵ, 1993(7): 22-25.
CHEN Xiao-jun. Cause and elimination of scratching for tube-shaped parts in sheet drawing process[J]. Die & Mould Industry, 1993(7): 22-25.
�ո����ڣ�2009-01-25�������ڣ�2009-04-09
������Ŀ��������Ȼ��ѧ����������Ŀ(50874083)
ͨ�����ߣ�����Ȩ(1965-)���У���������ˣ���ʿ�����ڣ����½������ϼӹ��о����绰��0731-58293706��E-mail: xtulqq@126.com
