
DOI: 10.11817/j.issn.1672-7207.2015.12.011
ģ�ڼ��Ͼۺ�������оƬ����ǿ�ȷ���
���������ף������£�������
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
���������Ծۼ���ϩ�����(PMMA)����оƬģ�ڼ��Ϲ��̽���ģ�⣬�о��ۺ��������ӵ��˶������Լ����Ϲ����н������ܵı仯���ɣ�����оƬ����ǿ�ȵ��γɻ��ƣ�����������Է����Բ�ͬ���ջ�����оƬ�ļ���ǿ�ȣ��������ղ����Լ���ǿ�ȵ�Ӱ�졣�о�����������ۺ���оƬ����ǿ�ȵ��γ��ǽ��������ɢ��������ͬ���õĽ�����ʵ����Ӽ���ѹ��������������������ǿ�ȣ������̼���ʱ�䣻�����¶Ⱥͼ���ʱ����������ܹ����Ӽ��Ͻ������ӵ����ɢ����߽�����Ӽ�����������Ӷ������ǿ�ȡ������¶ȴﵽ�ۺ�����ϵIJ���ת���¶ȣ�����ѹ���ܹ����Ӽ��Ͻ���ĽӴ������������һ���ļ���ʱ�䣬оƬ�ɻ�ýϸߵļ���ǿ�ȡ�
�ؼ��ʣ�
ģ�ڼ�����PMMA������оƬ������ǿ����
��ͼ����ţ�TQ320.63 ���ױ�־�룺A ���±�ţ�1672-7207(2015)12-4460-09
Analysis on bonding strength of polymer microfluidic chip by in-mold bonding
CHU Chunpeng, JIANG Bingyan, ZHOU Mingyong, ZHU Laiyu
(State Key Laboratory of High-Performance Complex Manufacturing, Central South University, Changsha 410083, China)
Abstract: With molecular dynamics analytical method, the in-mold bonding process of polymethyl methacrylate (PMMA) microfluidic chip was simulated. The molecules movement and the binding energy in the polymer interface were researched to analyze formation mechanisms of bonding strength of chips. The experiments of tensile tests were carried out to study the impact of process parameters on the bonding strength. The results show that the formation of bonding strength is the result of molecular diffusion and adsorption in the polymer interface. An appropriate increase in the bonding pressure can significantly improve the bonding strength and shorten the bonding time. Raising the bonding temperature and the bonding time can enhance the interdiffusion of molecules in the bonding interface, which can improve the interaction force of interfacial molecules and make bonding strength increase. When bonding temperature is in the vicinity of the glass transition temperature of polymer material, the bonding pressure applied for a period of time can increase the contact area at the bonding interface, and higher bonding strength of polymer chips can be obtained.
Key words: in-mold bonding; polymethyl methacrylate (PMMA); microfluidic chip; bonding strength
�ۺ�����Ͼ��мӹ����㣬ԭ�ϼ۸�ͣ���ѧ���ܺõ��ص㣬������оƬ��������õ��˹㷺��Ӧ��[1]��Ŀǰ���ۺ�������оƬһ�������ѹ������оƬͨ�����������ȼ��Ϸ����ͨ��[2-3]��оƬ���������д��ڷ����������£�����������ڳ���Ч�ʲ��ߡ�Ϊ���оƬ������Ч�ʣ�������[4-5]����ע����ͼӹ�оƬͨ�������ȼ��Ϲ��ռ�����ע������У�����ģ���ƻ�ת��ʵ�ֻ�Ƭ��Ƭ�Ķ����ڳ�о����ģ�µ�������ʵ��оƬ���ϡ��˹��ձ�����оƬ�ķ��������£���оƬ����������������5 min��Ϊ������������оƬ�ṩ����˼·������оƬ����ǿ���Ǿ�������оƬ������������Ҫָ��[6]������������оƬ��Ӧ��������Ӱ�����ʱ�䳤�̡�Roy��[7]���ô�Ӽ���ǿ�ȵIJⶨ�ķ�����ͨ���ȼ���ʵ�飬�о��˼����¶ȡ�ѹ����ʱ��Բ�ͬ�ƺŵĻ�״ϩ��������(COC)оƬ����ǿ�ȵ�Ӱ�졣�о��������������ԳƵ�COCоƬ�ļ���ǿ��Ҫ���Ը��ڷǶԳƽ����COCоƬ�ļ���ǿ�ȣ����Ͻ���Գ�ʱ����Է�������ԽС�����ǿ��Խ�ߣ����ڷǶԳƽ���ļ��ϣ���Է���������С�����ʱ��COCоƬ�ļ���ǿ�Ƚϸߡ�Nayak��[8]�о��˼����¶Ⱥͼ���ѹ���Բ�ͬ��Է��������ľۼ���ϩ�����(PMMA)оƬ���ȼ���ǿ�ȵ�Ӱ�졣������ѹ��Ϊ1.225 MPa�������¶�Ϊ135 ��ʱ����Է�������Ϊ350��996��PMMAоƬ�ļ���ǿ�ȿɴﵽ1.91 MPa����оƬͨ�����ν�С������ɨ��羵�۲�оƬ�ļ��Ͻ��棬����PMMAоƬ���ȼ�����Ҫ�����ڽ����������ɢ��������ġ�Wool��[9]��Ϊ�ۺ�����ȼ��Ϲ����У�����ǿ���Ǽ����¶ȡ�����ѹ���ͼ���ʱ��ĺ�����Wang��[10]����ʵ���о����һ���µĻ��ڼ����¶ȡ�ѹ����ʱ�������ģ�ͣ�����Ԥ��ԳƺͷǶԳƵ�COC����ǿ�ȡ��������[11]�ӷ��ӳ߶ȷ����˾ۺ�����Ϲ����е���ɢ��Ϊ���о����¶ȡ�ѹ�������ضԾۺ��������ɢ��Ϊ��Ӱ����ɣ���û�н���ʵ����֤��Ŀǰ������оƬ����ǿ�ȵ��о���Ҫ����ʵ�鷽ʽ�������ۺͷ����о���Խ��٣����Ӹ��������պ�����ۺ���оƬ����ǿ�ȵ��γɻ������ۺ���оƬ�ļ�����һ�ֻ������ӹ��̵��������ӹ��գ����ӻ�����Ҫ����ɢ���ۺ���������[12-14]����һ�������۸������ھۺ�������оƬ�ļ��ϻ����Ľ��ͣ���û�д�ɹ�ʶ����ˣ������������÷��Ӷ���ѧ����������PMMA����оƬģ�ڼ��Ϲ��̽���ģ�⣬�о��ۺ��������ӵ��˶������Լ����Ϲ����н������ܵı仯���ɣ�����оƬ����ǿ�ȵ��γɻ��ơ�������������Է������Բ�ͬ���ջ�����оƬ�ļ���ǿ�ȣ��������ղ����Լ���ǿ�ȵ�Ӱ�죬��ģ����������֤����ʾ�ۺ���оƬ����ǿ���γɻ�����ָ�����Ϲ��ղ������趨��
1 ����оƬ���Ϲ��̵ķ��Ӷ���ѧ����
1.1 ģ�ͽ������Ż�
PMMA���ɼ���ϩ�����(MMA)����ۺ϶��ɵ�����̬�ۺ���������õĹ�ѧ���ܣ��䲣����ת���¶�Ϊ105 �����ҡ����÷���ģ������Materials Studio����PMMAоƬ��ģ�ڼ��Ϲ��̽��з��Ӷ���ѧģ�⣬����PMMAоƬ����ǿ�ȵ��γɻ��ơ����ȣ���������ģ�ͣ�����PMMA����̬��ϵ���ں�5���ۺ϶�Ϊ20��ȫͬ��������(i-PMMA)����������Ϊ100��������ϵ�ľ�������Ϊ��a=b=c=25.528��10-10 m����=��=��=90�㣬��ͼ1��ʾ��
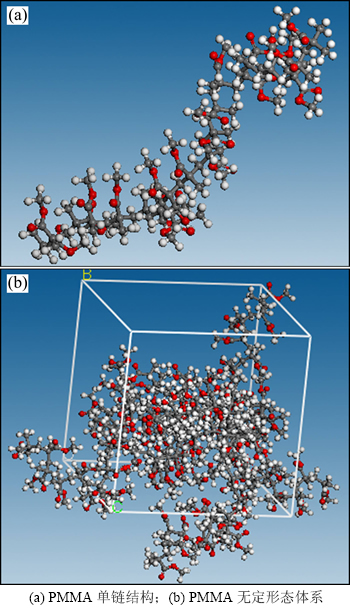
ͼ1 PMMA��ϵ����ģ��
Fig. 1 Physical model of PMMA
PMMA����̬��ϵΪ���ȶ�״̬������֮����˶���Ϊ��Ծ����ͨ��������С���������˻����Ż��������Ŀռ�ṹ�����;ۺ�����ϵ����Ӧ����ʹ��ϵ����ƽ��״̬��������С�������У�PMMA��ϵ����500�εĵ����Ż��������ܺͷǼ����������ȶ�����ͼ2��ʾ���˻����ij�ʼ�¶�Ϊ298 K���˻��¶�Ϊ500 K���˻��Ż�����ϵ�����ı仯������ͼ3��ʾ���˻�����һ���̶��Ͻ�������ϵ���ܣ�ʹ��ϵ����ƽ�⣬�������������ڵ��˻�ʹ��ϵ���������������ӣ�����������˻����û�б�Ҫ���˻��ѭ������Ϊ6�μ��ɡ�ͨ���˻����������ڿռ�ֲ�������������Ҳ���ȶ���
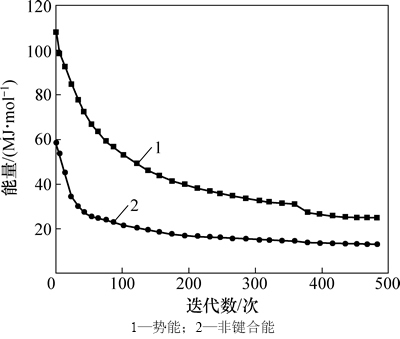
ͼ2 PMMA��ϵ��������С������
Fig. 2 Energy minimization process of PMMA
ͼ3 �˻��Ż�����ϵ�����ı仯����
Fig. 3 Changes of energy in the annealing process
�����Ż����PMMA��ϵ������ģ��оƬ���Ϲ��������˫��ģ�͡����ڷ��Ӷ���ѧģ�������ά�����Ա߽��������������Ϸ��ӽṹ�������ظ����Ӷ��ӽ���ʵ�ĺ����ϵ�����ģ�����Ч�ԡ�Ϊ����߶ȷ����������Ա߽��Ӱ�죬��ģ���Ϸ�����1.5 nm����ղ�(���ڷ��Ӽ��������Ľضϰ뾶0.95 nm)��
1.2 ����оƬģ�ڼ��Ϲ���ģ��
PMMA����оƬģ�ڼ��Ϲ��̵ķ��Ӷ���ѧģ���У�����ģ�ڼ��Ϲ���Ҫ�����Ȳ���NVTϵ��(NVTϵͳ��NΪ��ϵ��������VΪ��ϵ�����TΪ��ϵ�¶�)��˫��ģ�ͽ���20 ps��Ԥ�ȴ�����ʹ2��ĸ߷�������˶����������ѹ���������£�ʵ�ֲ�ģ��֮����ӵij�����ɢ��Ȼ����ȡ��Ԥ�ȴ��������һ֡�ṹ�ļ������м�ѹ����״̬�µ�NPTģ��(NPTϵͳ��NΪ��ϵ��������PΪ��ϵѹǿ��TΪ��ϵ�¶�)��ʱ�䲽��Ϊ1 fs���ܵļ��㲽��Ϊ20 000����
�ڷ��Ӷ���ѧģ���У�����ǿ�ȿ�ͨ�����������Լ�������ӵľ���λ�Ƶ���ͳ�ƹ��ɽ��б�����ģ������У������ղ����趨Ϊ�����¶�383 K������ѹ��2 MPa��ͨ���ֱ���������¶Ⱥͼ���ѹ�����о����Ϲ���������оƬ����ǿ�ȵ�Ӱ����ɡ�Ϊ���ܹ���ȫ��ؽ�ʾ���Ϲ��ղ�����оƬ����ǿ�ȵ�Ӱ��������ʵ������˹��ղ���ˮƽ��ȡֵ��Χ��ȡֵ��࣬�����¶ȵ�����ˮƽѡȡ323��343��363��383��403 K������ѹ��������ˮƽѡȡ1.0��2.0��3.0��4.0��5.0 MPa�������¿ط���ѡ��ȷ�Խϸߡ���Ч�ʽϿ��Anderson�������÷���������PMMA��ϵ��ģ����棻ͬ����ѹ�����Ʒ���ѡ��Berendsen������
1.3 ����������������
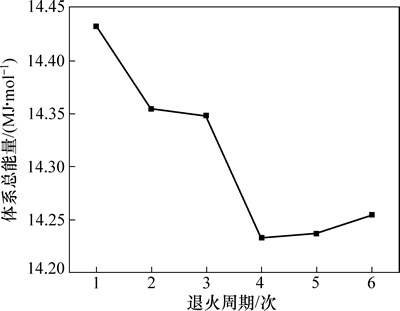
PMMA����оƬģ�ڼ��Ϲ��̵�ģ������ͼ4��ʾ�����ϳ��ڣ�2��PMMA������֮�����һ���Ŀ�϶����Ƭ���Ƭ�ļ��Ͻ�����Ӽ���������������ͼ4(a)��ʾ������NVTϵ���µ�Ԥ�ȴ�����2�������֮����������ʮ��������ͼ4(b)��ʾ�����������û��ʩ����ѹ�������£����������Ͻ���PMMA���ӵ����˶�����ɢ���ã���Ƭ���Ƭ֮���������γɷǼ������ã�оƬ���ϼ�����ʵ�֡�
���Ԥ�ȴ��������ϲ�PMMA��������ʩ�Ӹ߶ȷ����ѹ��(��ΪNPTϵ��)��2�������£�����Ͻ�������γɼ������ã��Ҹ߶ȷ���ijߴ�Ҳ��������Ӧ�ı仯����ͼ4(c)��ʾ���ڼ��Ϲ����У����ڼ���ѹ��������ɢ�����ã����洦��PMMA�����������ࣻ�ڼ���ĩ�ڣ����渽����PMMA��Ժ�����������������һ�¡���������ڼ���ĩ�ڣ�2�����֮��Ŀ�϶�ѻ������������γ���һ����ȵ��۽Ӳ㣬ʵ����2��оƬ��ģ�ڼ��ϡ����渽��PMMA��������ܶ���˫��ģ�߶ȷ����ϵķֲ���ͼ5��ʾ��
1.3.1 ���Ϲ����н������ܵı仯����
����������Ϊ���ۺ�������������ɷ���֮��ķ��»�����������õĽ�����˷��ۺ������ķ��»�������Ҫ���Ĺ�����Ϊ�������ܡ��������ܿ������������ۺ������Ľ��ǿ�ȡ������������Ϊ������������֮���������ܵĸ�������
 (1)
(1)
ʽ�У�EbondingΪ����Ľ���ܣ�EinteractionΪ����2������֮���������ܡ�
 (2)
(2)
ʽ�У�EtotalΪ����˫��ģ�͵���������Elayer1Ϊ��1��ۺ�����ϵ����������Elayer2Ϊ��2��ۺ�����ϵ����������
ͼ4 ���Ϲ���ʾ��ͼ
Fig. 4 Schematic diagram of in-mold bonding process
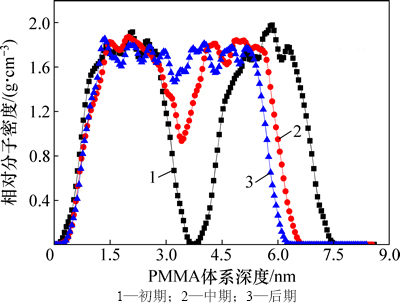
ͼ5 ���Ϲ�����PMMA��������ȷ������Է����ܶ�
Fig. 5 Density distribution of PMMA molecular along height in process of bonding
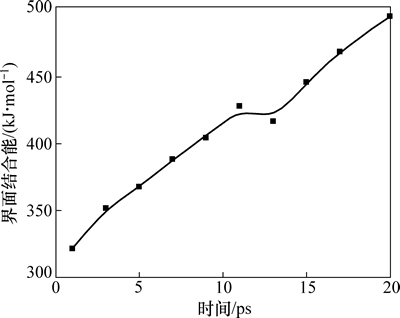
ͼ6 Ԥ�Ƚ��н������ܵı仯
Fig. 6 Changes of interfacial binding energy in preheating phase
����оƬģ�ڼ��Ϲ����У������¶�Ϊ383 K (110 ��)������ѹ��Ϊ2.0 MPaʱ��Ԥ�Ƚκͼ�ѹ��оƬ�������ܱ仯������ͼ6��ͼ7��ʾ����ͼ6�ɼ�����Ԥ�ȽΣ����ż���ʱ������ӣ�оƬ���ϵĽ������ܳ�������ߡ����������۷�����֪����δʩ�Ӽ���ѹ���������£����Ͻ���ļ������Dz��ᷢ���仯�ģ�������������������ˣ���Ԥ�ȹ����У������ķ��ӻ�����Ľ�����ɢ���ã�ʹ��������ķ��Ӽ�ཱུ����0.5 nm[15]���������ߵķ��»�����ʹ�������ܳ�����ߡ���ͼ7�ɼ����ڼ�ѹ�Σ���ѹ��ʩ�ӵ����Ͻ���ʱ���������Ӽ��ἱ�罵�ͣ���ʹ�������ܻ�Ѹ�����ӣ�����Ч�ؽ��ͼ��������ʱ�䡣��������Ӽ��ﵽƽ��״̬���������Ӽ�ķ��»����Ͳ��ᷢ�������ı仯����������ҲӦ�ﵽһ������ȶ���״̬�����������Ա��ֳ��������������ƣ���Ҳ������������Υ������������ڼ�ѹ�Σ����Ͻ�����Ӽ����ɢ����һֱ�ڳ������У������˽������ܵĻ�����ߡ�
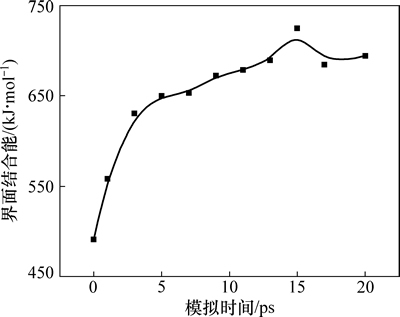
ͼ7 ��ѹ���н������ܵı仯
Fig. 7 Changes of interfacial binding energy in compression phase
�������¶�Ϊ383 K(110 ��)ʱ������ѹ���Խ��������뷶�»�����Ӱ�������ͼ8��ʾ����ͼ8�ɼ������ż���ѹ�������������Ӽ������С�����и���ķ��Ӽ��ﵽ0.5 nm���Ӷ�ʹ����֮��ķ��»�������ߣ����Ͻ��洦�Ľ�����������������ѹ����1.0 MPa������5.0 MPaʱ�����»�������Լ21%��������������Լ12%����ˣ��ʵ��������ѹ�������оƬ�ļ���ǿ�ȣ���������Ч���������˲��ù��ߵļ���ѹ������������ͨ�����ر��Ρ�
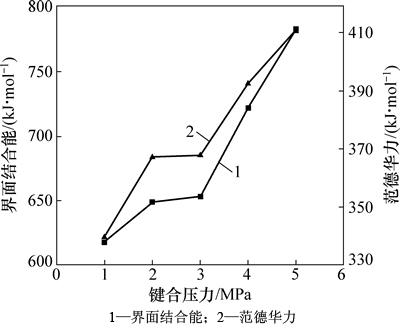
ͼ8 ��ͬ����ѹ���½��������뷶�»����ı仯����
Fig. 8 Variation of the van der Waals force and interfacial binding energy at different bonding pressures
������ѹ��Ϊ2.0 MPaʱ�������¶ȶԽ�����������ϵ���ܵ�Ӱ����ɣ���ͼ9��ʾ����������ѧ���ɿ�֪�������¶�Խ�ߣ����Ͻ������֮����˶�����Ծ�����ӵ�ƽ������Խ����ϵ������������ߡ����ǣ���������������¶ȵĹ�ϵ����ֳ����������״̬��������Ϊ��������ϵ����ֻ�����ӷ��ӵ����˶�(�粼���˶�)����Щ�˶���Ϊ����˶���û��һ���Ĺ��ɡ������¶ȶ�оƬ���Ϲ����з��»����Ǽ������ܺͽ������ܵ��γɾ���Ӱ�죬������Ӱ��û�����Թ��ɿ�ѭ��
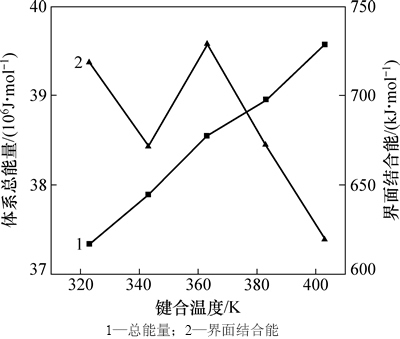
ͼ9 ��ͬ�����¶��½�����������ϵ�������ı仯����
Fig. 9 Variation of interfacial binding energy and total energy at different bonding temperatures
�ӽ������ܵĽǶȷ���оƬ�ļ��Ϲ��̣�����ǿ�ȵ��γɻ��ƻ��������������ۡ����ǣ���Ԥ�Ⱥͼ�ѹ�Σ�������Ӽ����ɢ�����dz����������ؽ����ţ���Ҳ�ǽ������ܳ�����������ߵ�ԭ�����ڡ�������оƬ���Ϲ����У�����ѹ����ʩ�ӣ�����ʹ��������Ѹ����ߣ���Ч�������ȼ��������ʱ�䣬������ѹ���Ľ�һ���������ܵ����Ч�����������������¶�Ҳ��Ӱ�����ǿ�ȵ��γɣ���������Ӱ��û�����ԵĹ��ɡ�
1.3.2 ���Ϲ����н��������ɢ����
��ɢϵ���DZ������������ɢ��������������ֱ�ӷ�Ӧϵͳ��������ɢ���õ�ǿ�������ݰ���˹̹��ɢ���ɺͷ������˶�ԭ������ɢϵ�������ӵľ���λ�Ƴ����ȡ�Ȼ����Զ����Ͻ���������Ӽ�ľ���(����1.0 nm)���ڷǼ������ܽضϰ뾶(0.95 nm)������Խ������ǿ�Ȳ���Ӱ�죻Ϊ��ȷ���������洦ԭ�ӵ���ɢ����������Լ��Ͻ���Ϊ���IJ㣬ͨ��ͳ�����IJ㸽��1.0 nm�ľ���λ�ƣ�������оƬ�ļ���ǿ�ȣ��о����Ϲ��ղ����Լ���ǿ�ȵ�Ӱ����ɡ�
Ϊ�˱��ڷ�����������Ԥ�Ƚν�����ӵ���ɢ������ѹ�����ʱ�Ľ������λ����Ϊ��ʼλ�ã�ͳ�ƽ�����ӵľ���λ�ƣ��о������¶ȡ�����ѹ����ģ��ʱ��Խ��洦�ķ�����ɢ��Ӱ�졣����ѹ��Ϊ 2.0 MPaʱ���ڲ�ͬ�����¶��£����Ͻ��渽����PMMA���ӵľ���λ��������ͼ10��ʾ����ͼ10�ɼ�������ͬ��ģ��ʱ���ڣ����Ͻ��洦���ӵľ���λ�����ż����¶ȵ���߶������ӡ��������¶ȵ���343 Kʱ������֮������˶���Խ�Ϊ���������洦���ӵľ���λ�����ӻ������������¶ȴ���363 Kʱ����PMMA���ϵIJ���ת���¶ȸ��������Ͻ��洦���ӵ����˶�������ǿ������֮�����ɢ����Ҳ��֮��ǿ������б�ʴ�0.088 6��0.002 63(323 K)������ 0.347 04��0.018 8 (403 K)��Ȼ�����ڲ�ͬ�����¶��£����Ͻ��洦���ӵľ���λ�ƶ�������ģ��ʱ������Ӷ������������¶�Ϊ383 Kʱ����ͬ����ѹ�����Ͻ��渽����PMMA���ӵľ���λ�����ߣ���ͼ11��ʾ����ͼ11�ɼ�������ͬ��ģ��ʱ���ڣ����ż���ѹ�������ӣ����Ͻ��渽���ķ��ӵľ���λ���������ӣ�����б��Ҳ�� 0.135 33��0.007 03(1.0 MPa)������0.213 29��0.008 69(5.0 MPa)��������ѹ������ʱ������ģ��ʱ��������洦�ľ���λ��������
�ӽ��������ɢ�ĽǶȷ���оƬ�ļ��Ϲ��̣�PMMAоƬ�ڼ���ѹ���ͼ����¶ȵ������£����洦�ķ��ӻ�������ɢ�������˶����ɻ���������ɢ���ۡ��ʵ�������¶Ⱥͼ���ѹ�����������̾ۺ���оƬ�ļ������ڣ����оƬ�ļ���Ч�ʣ��Ҽ����¶Ⱥ�ʱ��Խ��渽�����ӵ���ɢ����Ӱ������������ǣ�������ӵľ���λ�Ʋ������ṩ���Ͻ��������������ɢ����ֻ��ʹ���渽�����ӽӴ����ӳ�֣����Ϲ��������γɵļ���ǿ�ȣ�ֻ���Ƿ��Ӽ������������ġ�
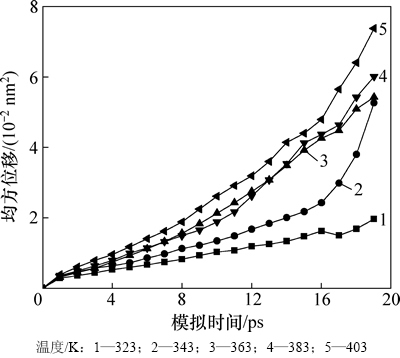
ͼ10 ��ͬ�¶���PMMA���ӵľ���λ������(���渽��)
Fig. 10 Mean square displacement of PMMA molecules at different temperatures
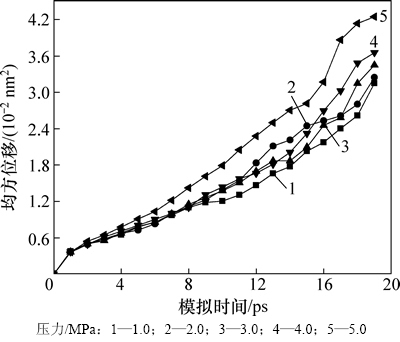
ͼ11 ��ͬѹ����PMMA���ӵľ���λ������(���渽��)
Fig. 11 Mean square displacement of PMMA molecules at different pressures
ͨ���Խ������ܺͽ�����Ӿ���λ�Ƶķ��Ӷ���ѧ������֪�������ز����������ۻ���ɢ�����������ۺ�������оƬ����ǿ�ȵ��γɻ��ƶ���������оƬ����ǿ�ȵ��γ�Ӧ�ǽ��������ɢ��������ͬ���õĽ����
2 ����оƬ����ǿ��ʵ�����
2.1 ����оƬ����ʵ�鷽���������ǿ�ȼ��
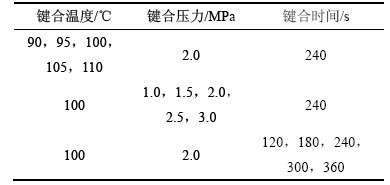
���õ����ط���������оƬģ�ڼ���ʵ�飬��100 �棬2.0 MPa��240 s�Ĺ��ղ��������Ϊ�ο�����һ�ı�ÿ�ֹ��ղ������о������¶ȡ�����ѹ���ͼ���ʱ��Լ��Ϻ�оƬ����ǿ�ȵ�Ӱ�졣ģ�ڼ���ʵ�鷽�����1��ʾ�����Բ�ͬ���ջ�����PMMAоƬ�ļ���ǿ�ȣ�����������жԱȷ�������֤оƬ����ǿ�ȵ��γɻ��ƣ��Ӷ����õ��趨���Ϲ��ղ�����
��������оƬ����ǿ�ȵIJ��ԣ�Ŀǰ��û��ͳһ�IJ��Ա����ο������о��ߵIJ��Է���[16]���������취������SANS CMT4204���������������PMMA����оƬ�ļ���ǿ�Ƚ��в��ԡ�����AB���Ӽ��ֱ�2��PVC�����ڼ��Ϻ������оƬ���±�������λ�ã��Ա�װ��оƬ���������оƬ����ǿ�ȵIJ��ԡ�
оƬװ����ɺ���2 mm/min�����ʶ�����оƬ�����������飬��¼��Ƭ��Ƭ������ʱ��������������ʽ�ļ���������оƬ��ƽ������ǿ�ȡ�
 (3)
(3)
ʽ�У� ΪоƬ����ǿ�ȣ�FΪоƬ��������ʱ�����������AΪ���������
ΪоƬ����ǿ�ȣ�FΪоƬ��������ʱ�����������AΪ���������
��1 ģ�ڼ��ϵ�����ʵ�鷽��
Table 1 Program of single factor experiment by in-mold bonding
2.2 ���Ϲ��ղ�����оƬ����ǿ��Ӱ�����
��������У����������ʵʱ����������ı仯�����ɼ���������������оƬ�Ļ�Ƭ��Ƭ������ʱ�������ֹͣ���������Ի��оƬ�������������ʽ(3)���Եõ�оƬ��ƽ������ǿ�ȡ�
2.2.1 ����ѹ����оƬ����ǿ��Ӱ�����
�����¶�Ϊ100 �棬����ʱ��Ϊ240 sʱ������ѹ����оƬ����ǿ�ȵ�Ӱ����ͼ12��ʾ����ͼ12�ɼ���������ѹ���ϵ�ʱ��оƬ���в�����������˼��ϣ������ǿ�ȷdz��͡�����ѹ��Ϊ1.0 MPaʱ������ǿ�Ƚ�Ϊ54 kPa������ѹ��Ϊ1.5 MPaʱ��ǿ�Ƚ�������68 kPa����ѹ���ﵽ2.0 MPa��оƬ�ļ���ǿ�ȼ������ﵽ��434 kPa��������ѹ����һ������ʱ��оƬ�ļ���ǿ�Ȳ�û�л����������ߡ�оƬʵ�ʼ��Ϲ����У�����ѹ������Ҫ�˷����Ͻ���ı��治ƽ����ķ��Ӽ�϶��ͬʱ��Ҫ�˷�оƬ�������в����ĺ�۱��Ρ���ˣ�������ѹ���ϵ�ʱ�����˷�оƬ�ĺ�۱��μ����Ͻ���ı���ֶȣ�оƬ�ڽ϶̵�ʱ��������ȫ���ϣ��Ӷ�����ʵ����оƬ����ǿ�ȷdz��͡���ѹ���ﵽ2.0 MPaʱ�����ܹ�ʹоƬ�ܹ��˷���Ƭ��Ƭ�������б����Լ��۱���ֲڶԼ��Ͻ���Ӵ������Ӱ�죬ʹ���洦���С��0.5 nm�ķ����������࣬�������֮��ķ��»������������ܻ�������ǿ���Ӷ�����оƬ�ļ���ǿ�ȵļ�����������������ʵ������Ӽ���ѹ�������������оƬ�ļ���ǿ�ȣ�����оƬ���������ʱ�䡣������ѹ����һ��������3.0 MPaʱ���������ǿ�Ȳ�û��������ߡ��������ڽ��渽�����ӵij�������������ɢ���ã�ʹ���洦����ķ��Ӽ�ൽ��0.5 nm���������ǿ�ȵĻ���������
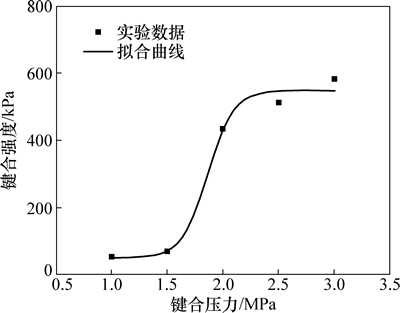
ͼ12 ����ѹ����оƬ����ǿ�ȵ�Ӱ��(100 �棬240 s)
Fig. 12 Effect of bonding pressure on bonding strength
2.2.2 �����¶ȶ�оƬ����ǿ��Ӱ�����
����ѹ��Ϊ2.0 MPa������ʱ��Ϊ240 sʱ�������¶ȶ�оƬ����ǿ�ȵ�Ӱ����ͼ13��ʾ����ͼ13�ɼ����������¶ȵ���100 ��ʱ��оƬ�ļ���ǿ�Ƚϵͣ���Ϊ35 kPa���ұ仯��С����Ȼ����ѹ���ﵽ��2.0 MPa���������¶ȹ��ͣ�PMMA���ϵ�����ǿ�Ƚϸߣ���Ȼ���˷�оƬ�ĺ�۱��μ�Χ�۱���ֲڶȣ�������ӽӴ��̶���Ȼ����һ���ϵ͵�ˮƽ�������������ϸߵļ���ǿ�ȡ��������¶ȴﵽ100 ����ӽ���PMMA���ϵIJ���ת���¶ȣ�������ǿ��Ҳ�����Խ��ͣ�����Ӵ������������ߣ�����PMMA���Ϸ����ڼ��Ͻ��洦���˶����䶯����������ʹ����ɢ����������ӣ�����������оƬ�ļ���ǿ�ȡ����ż����¶ȵ����ӣ�������ӵ���ɢ���û���Ӿ��ң�оƬ�ļ���ǿ��Ҳ���������ӣ����¶����ӵ�110 ��ʱ������ǿ���Ѿ��ﵽ��825 kPa���ɴ˿�֪��������оƬ�ļ��Ϲ����У�������ɢ�����dz������еġ������¶�Խ�ߣ���ɢ����Խ���������Ͻ���ķ��Ӽ��ԽС���γɸ��ߵķ��Ӽ�����������ø��ߵļ���ǿ�ȡ����ң���Լ���ѹ�����ԣ�����ǿ�����¶ȱ仯������������������ھۺ�����Ϲ����У��ɽ�����ɢ��������ķ��Ӽ���������Ҫ���ɼ���ѹ��ѹ����������ķ��ӽӴ��γɵ�����������
2.2.3 ����ʱ���оƬ����ǿ��Ӱ�����
�����¶�Ϊ100 �棬����ѹ��Ϊ2.0 MPaʱ������ʱ���оƬ����ǿ�ȵ�Ӱ����ͼ14��ʾ����ͼ14�ɼ���������ʱ��ﵽ120 s����ǿ�ȿɴﵽ340 kPa������ǿ�����ż���ʱ������Ӷ����ӣ�������ʱ��Ϊ360 sʱ������ǿ�ȿɴ�614 kPa�����ż���ʱ�����ߣ�����ǿ�Ƚ��Ƴ�������������������ھۺ���оƬ���Ϲ����У�����ѹ�����ٽ�����Ӽ�϶�������������ã��Լ��������ӵ���ɢ���ã�����Ҫ�����㹻�ļ���ʱ�����ʹ����ǿ����Ч�γɡ�
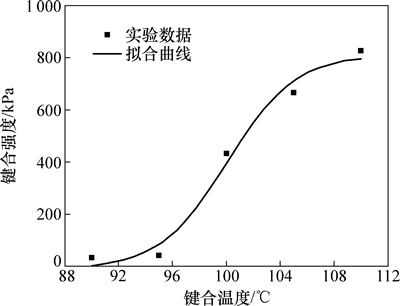
ͼ13 �����¶ȶ�оƬ����ǿ�ȵ�Ӱ��(2.0 MPa��240 s)
Fig. 13 Effect of bonding temperature on bonding strength
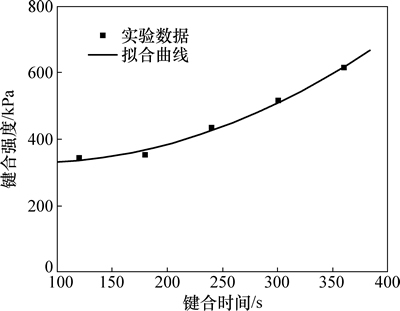
ͼ14 ����ʱ���оƬ����ǿ�ȵ�Ӱ��(100 �棬2.0 MPa)
Fig. 14 Effect of bonding time on bonding strength
ͨ����ʵ�����ķ�����֪������оƬ����ǿ�ȵ��γ�����ɢ��������ͬ���õĽ���������������һ�¡�����оƬģ�ڼ��Ϲ����У��ϸ���ǿ�ȵ��γɱ���߱����������������¶�һ��Ҫ�ﵽ�ۺ�����ϵIJ���ת���¶ȣ�����������ǿ�ȣ���ʹ�������ӵ���ɢ������ǿ������ѹ����Ҫ�ܹ��˷�оƬ�ĺ�۱��κ��۱���ֲڶ�����ɵļ��Ͻ����϶��ʹ������ӵļ�ྡ����С�������¶Ⱥͼ���ѹ���Խ�����ӵ����ã�����������У����Ա��뱣֤����һ���ļ���ʱ�䡣
3 ����
1) �������������ۻ���ɢ�����������ۺ�������оƬ����ǿ�ȵ��γɻ��ƶ���������оƬ����ǿ�ȵ��γ�Ӧ�ǽ��������ɢ��������ͬ���õĽ����
2) �ʵ����Ӽ���ѹ��������������������ǿ�ȣ������̼���ʱ�䡣�������¶Ⱥͼ���ʱ������������Ӽ��Ͻ������ӵ����ɢ����߽�����Ӽ�����������Ӷ������ǿ�ȡ�
3) ����оƬģ�ڼ��Ϲ����У��ϸ���ǿ�ȵ��γɱ���߱����������������¶�һ��Ҫ�ﵽ�ۺ�����ϵIJ���ת���¶ȣ�����ѹ����Ҫ�ܹ��˷�оƬ�ĺ�۱��κ��۱���ֲڶ�����ɵĽ����϶������Ͻ���Ӵ�����������¶Ⱥͼ���ѹ�������ñ������һ���ļ���ʱ�䡣
�ο����ף�
[1] ֣С��, ۳����, ����, ��. ����оƬ�IJ�����ӹ������о���չ[J]. ��������ϵͳ, 2011, 30(6): 1-7.
ZHENG Xiaolin, YAN Jiawen, HU Ning, et al. Research progress of materials and fabrication methods of microfluidic chip[J]. Transducer and Microsystem Technologies, 2011, 30(6): 1-7.
[2] CONG Hailin, XU Xiaodan, YU Bing, et al. Recent progress in preparation and application of microfluidic chip electrophoresis[J]. Journal of Micromechanics & Microengineering, 2015, 25(5): 053001.
[3] Pemg B Y, Wu C W, Shen Y K, et al. Microfluidic chip fabrication using hot embossing and thermal bonding of COP[J]. Polymers for Advanced Technologies, 2010, 21(7): 457-466.
[4] ������, ������, ����. һ������оƬע�ܳ��ͼ����ϵ�ģ��: �й�, CN102059781A[P]. 2013-03-13
JIANG Bingyan, CHU Chunpeng, ZHOU Zhou. A mould for injection molding and in-mold bonding of polymer microfluidic chip: China, CN102059781A[P]. 2013-03-13.
[5] CHU Chunpeng, JIANG Bingyan, ZHU Laiyu, et al. A process analysis for microchannel deformation and bonding strength by in-mold bonding of microfluidic chips[J]. Journal of Polymer Engineering, 2015, 35(3): 267-275.
[6] Tsao C, De Voe D L. Bonding of thermoplastic polymer microfluidics[J]. Microfluidics and Nanofluidics, 2009, 6(1): 1-16.
[7] Roy S, Yue C Y, Wang Z Y, et al. Thermal bonding of microfluidic devices: Factors that affect interfacial strength of similar and dissimilar cyclic olefin copolymers[J]. Sensors and Actuators B: Chemical, 2012, 161(1): 1067-1073.
[8] Nayak N C, Yue C Y, Lam Y C, et al. Thermal bonding of PMMA: effect of polymer molecular weight[J]. Microsystem Technologies, 2010, 16(3): 487-491.
[9] Wool R P, Yuan B L, McGarel O J. Welding of polymer interfaces[J]. Polymer Engineering & Science, 1989, 29(19): 1340-1367.
[10] Wang Z Y, Yue C Y, Roy S. Strength development and diffusion in symmetric and asymmetric pairs of amorphous COCs in the vicinity of Tg: A new modified temperature�Cpressure dependent model[J]. Polymer, 2012, 53(9): 1932-1938.
[11] ������, ����, ���ٲ�, ��. �����Ծۺ������۽ӹ��̽�����ɢ��Ϊ���Ӷ���ѧģ��[J]. ����ѧ��, 2011, 32(6): 41-44.
FENG Qiyu, LUO Yi, SUN Yibo, et al. Molecular dynamic simulation of interface diffusion behavior during melting joining of thermoplastic polymer[J]. Transactions of the China Welding Institution, 2011, 32(6): 41-44.
[12] Baldan A. Adhesion phenomena in bonded joints[J]. International Journal of Adhesion and Adhesives, 2012, 38: 95-116.
[13] Fourche G. An overview of the basic aspects of polymer adhesion. Part I: Fundamentals[J]. Polymer Engineering & Science, 1995, 35(12): 957-967.
[14] Awaja F, Gilbert M, Kelly G, et al. Adhesion of polymers[J]. Progress in Polymer Science, 2009, 34(9): 948-968.
[15] Anderson T H, Donaldson S H, Zeng H, et al. Direct measurement of double-layer, van der Waals, and polymer depletion attraction forces between supported cationic bilayers[J]. Langmuir, 2010, 26(18): 14458-14465.
[16] ��ѧ��. �绯ѧ����PMMA����ëϸ�ܵ�ӾоƬ���������о�[D]. �Ϸ�: �й���ѧ������ѧ�˿�ѧ����ѧԺ, 2006: 96-98.
ZHU Xuelin. Study on the fabrication of PMMA microchip of capillary electrophoresis with electrochemical detection[D]. Hefei: University of Science and Technology of China. School of Nuclear Science and Technology, 2006: 96-98.
(�༭ �Կ�)
�ո����ڣ�2014-12-06�������ڣ�2015-03-20
������Ŀ(Foundation item)�������ص�����о���չ�ƻ�(973�ƻ�)��Ŀ(2012CB025905)(Project (2012CB025905) supported by the National Basic Research Development Program (973 Program) of China)
ͨ�����ߣ������ף����ڣ����¸߷��Ӳ��Ͼ��ܳ��ͼ����о���E-mail��jby@csu.edu.cn
ժҪ�����÷��Ӷ���ѧ���������Ծۼ���ϩ�����(PMMA)����оƬģ�ڼ��Ϲ��̽���ģ�⣬�о��ۺ��������ӵ��˶������Լ����Ϲ����н������ܵı仯���ɣ�����оƬ����ǿ�ȵ��γɻ��ƣ�����������Է����Բ�ͬ���ջ�����оƬ�ļ���ǿ�ȣ��������ղ����Լ���ǿ�ȵ�Ӱ�졣�о�����������ۺ���оƬ����ǿ�ȵ��γ��ǽ��������ɢ��������ͬ���õĽ�����ʵ����Ӽ���ѹ��������������������ǿ�ȣ������̼���ʱ�䣻�����¶Ⱥͼ���ʱ����������ܹ����Ӽ��Ͻ������ӵ����ɢ����߽�����Ӽ�����������Ӷ������ǿ�ȡ������¶ȴﵽ�ۺ�����ϵIJ���ת���¶ȣ�����ѹ���ܹ����Ӽ��Ͻ���ĽӴ������������һ���ļ���ʱ�䣬оƬ�ɻ�ýϸߵļ���ǿ�ȡ�
