
��������ƽ�����������IJ�����ĥ���併�ʹ�ʩ
�Ž�1��������1����鲨1�������1����һ��2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾ ������������ �人��430083)
ժҪ����2 250 mm��������ƽ����Ϊ���Թ������IJ�����ĥ������о���ͨ�����������乤����ĥ����С�W���ε���������������ĥ��������������ƽ��ĥ�����ͬ�������ĥ���ص㣬����ĥ��ģʽ�����������Ŵ��㷨ȷ��ģ�Ͳ������õ������㹤��Ҫ���ĥ��ģ�͡����ø�ģ�ͼ��������ͬ�ܹ�����ʱ��������ĥ����������ԭ���ԵIJ�������µĴܹ����Բ����й�ҵ���顣�о����������������ĥ��̶ȼ�С���������������ӳ���
�ؼ��ʣ�
������ƽ������������ĥ���������ܹ���
��ͼ����ţ�TG333.72 ���ױ�־�룺A ���±�ţ�1672-7207(2011)06-1611-06
Uneven wear of work roll and its reduction measurement on hot strip temper mill
ZHANG Jie1, XU Huan-bin1, LI Hong-bo1, LIU Hui-cong1, ZHOU Yi-zhong2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Hot Rolling Plant, Wuhan Iron & Steel (Group) Corp, Wuhan 430083, China)
Abstract: Taking 2 250 mm hot strip temper mill as a subject, uneven wear of work roll was studied. The difference between wear of hot strip mill and cold strip mill and ��W�� shape wear of work roll of hot strip temper mill were pointed out after measurement and analysis. Integrating its wear characteristics, the function of wear model, whose parameters were confirmed by using genetic algorithm, was constructed. The wear model which meets the requirements of project was obtained. Using the model, the wear of work roll under the condition of different shifting strategies was simulated. Simulation results show the deficiency of original shifting strategy. Based on the results, new shifting strategy is proposed and applied in industrial test, and the effects are as follows: non uniform wear of work roll is improved and service period of work roll is prolonged.
Key words: hot strip; temper mill; wear of work roll; shifting of work roll
��������İ��μ���仯��Ҫ����ع�����״����仯�йء����ع�����״��Ҫȡ����2������[1]��һ�ǹ������Ĺ��Σ����������ĵ��Ա��Ρ�ǰ���������ij�ʼ���Ρ�������ĥ���������ȱ��εȾ��������������������ܵ��غ�(���������������)�йأ����ڲ�ͬ�����������ǶԹ����Ӱ��̶��Dz�ͬ�ġ���������ƽ�����������Ƕ���ȴ�����µ���������ʩ�Ժ�С�ı��Σ��������ѧ���ܡ����ư���(ƽ̹��)[2]��ƽ�����Ľṹ����ͨ�Ĺ���������ͬ�����ڸ��ɽ�С������õ���������������������ƽ������û����ȴ��Ҳû���������������˱Ƚ����صIJ�����ĥ ��[3-4]������ƽ�������������Ƚ�С������ĵ��Ա��μ���仯Ҳ��С��ĥ��Թ��켰����ε�Ӱ�����ͻ�������ԣ��о���������ƽ������������ĥ��Ĺ��ɲ����и���ʮ�ֱ�Ҫ�������������У���������ĥ�ɱ��⣬��Ӱ����ε������IJ�����ĥ�𡣹�������ĥ����Ҫ��������������ò�������ĥ����Ҫ�������������Ӵ��IJ��֡������������ȵı仯������ܹ��������������ĽӴ���ʵ�����DZ仯�ģ����ԣ�������ĥ��̶Ⱦͻͬ�����о�����������Ӵ������䣬���������Ӵ���Χ�ڹ�������ĥ��Ҳ�Dz����ȵ�(�硰è������ĥ��)[5]����ˣ��Թ�����ĥ����Ҫ��ע��һ��ĥ����������ĥ��ķֲ����������Թ������ȷ����λ��Ϊ�����ꡢ��ֱ��(��뾶)�仯��Ϊ��������ġ�ĥ�����ߡ�����ʾ��Ŀǰ����������ڴ�����������(���¼�ơ�������)������������(���¼�ơ�������)����������ƽ����(���¼�ơ�����ƽ����)�Ĺ�����ĥ��������о��Ƚ϶࣬���õ��������м�ֵ�Ľ��[2,6-8]����������������ƽ����(���¼�ơ�����ƽ����)������ĥ����о����١����������Ծ��дܹ����ܵ�ij2 250 mm����ƽ����Ϊ����ͨ�����������εIJ���������ѹ�����䡢�ܹ�λ�á�����������Ʋ����IJɼ�������������ĥ����ص㣬������������ĥ��ģ�ͣ�����ĥ��ģ�Ͷ�ƽ�������ղ��������Ż����Լ��ٹ������IJ�����ĥ�𣬽��Ͷ��εIJ���Ӱ�졣
1 ��������ƽ����������ĥ��� �ص�
��������ĥ�����ۣ���������ĥ����Ҫ��Ϊĥ��ĥ��ƣ��ĥ��(�Ӵ�ƣ�͡���ƣ�͵�)�����ĥ���ʴĥ��4��[9-11]�����ǵľ���������������ƽ�����Ĺ���״���йأ�������״��(�¶ȡ����ʡ�����)������״��(���ʡ�Ӳ�ȡ��ֲڶ�)�����ƹ���(�������������ٶȡ����Ƴ��ȡ���״������ȴ����)�ȡ�
ͼ1��ʾΪ���2 250 mm���������2 180 mm����������ƽ����3���������д����ԵĹ�����ĥ�����ߡ���ͼ1���Կ����������������в����������ȶ�Ӧ����ĥ��ϴ����ˡ��䡱��ĥ��ĥ������600 ��m���ڡ��䡱�ĵײ���2����è������ĥ��[5, 12]������������ƽ���Ĺ�����ĥ��һ��С��50 ��m�����䡱��ĥ��û�л��С��
ͼ2��ʾΪ���2 250 mm����ƽ���Ĺ�����ĥ�����ߣ����������ص��Dz�����ĥ��ʡ�W���ηֲ���2����ֵĥ���200~300 ��m�����ƷŴ��˵ġ�è������ĥ�����в�ĥ���С������10~30 ��m��2����ֵĥ������ľ���Ϊ900~1 200 mm������ֵĿ��ȷ�Χ�������ֵĥ�����Ŀ���ԼΪ400 mm���빤������200 mm�ܹ��г��൱�����ڹ�������ʼλ�ü��ܹ���Ϊ���Գƣ������¹�����ĥ������Ҳ�ʷ��Գơ�
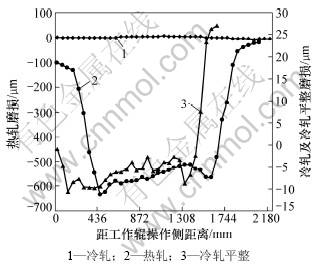
ͼ1 ����������������ƽ���Ĺ�����ĥ������
Fig.1 Work roll wear contour of hot mill, cold mill and cold temper mill
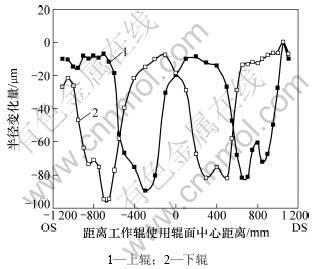
ͼ2 ����ƽ���Ĺ�����ĥ������
Fig.2 Work roll wear contour of hot temper mill
�ɼ�������ƽ���Ĺ�����ĥ������������������������ƽ���Ĺ�����ĥ��ֲ���ʽ�������ԵIJ�ͬ���������Dz�ͬ�Ĺ���״���йء������2 250 mm�������������2 250 mm����ƽ���������2 230 mm����������ƽ����Ϊ������1��ʾΪ���ǵĹ���������
�������ص��ǣ����£��������������ֱ����������㣬�����µ��Լ���ĥ����һ�����ã���Ч���������������ԡ�4��ĥ�����ͻ����϶�����[12]����ĥ��ϴ�
�������ص��ǣ����£��������������ֱ����������㣬�����ã�����ĥ����ƣ��ĥ���ʴĥ��Ϊ��[8]����ĥ���С��
��1 ��ͬ������ƽ�����Ĺ���״��
Table 1 Working condition of different mills and tempering mill
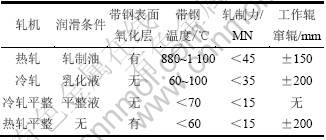
����ƽ�����ص��ǣ����£�С�����������ֱ����������㣬ƽ��Һ����Ч��Զ���������黯ҺЧ�������ĥ��Ҳ��ƣ��ĥ���ʴĥ��Ϊ��[2]��ĥ����������Դ�
������ƽ����ͬ���ǣ�����ƽ��ʱû�������ֱ��������ص������㣬��Ӧ����ĥ��ĥ�𡣹۲�����ƽ���Ĺ�����ĥ�����߿��Է��֣���������в��Ӵ��IJ���ĥ���С����������ƽ��������ӽ���������ֱ߲��Ӵ��IJ���ĥ��ܴ�������������������ơ��ɼ�������ƽ���Ĺ�����ĥ�������������������ƽ��֮�䡣������Ϊ����ƽ����������ĥ�����������������ƽ������ͬ������������ĥ��ģ��ҲӦ�����Լ����ص㡣
2 ��������ƽ������������ĥ�� ģ��
��������ĥ�����ѧģ�Ϳ�����������Ӱ��ĥ��������Լ���������ĥ�����Ԥ��������������ĥ����̱Ƚϸ��ӣ�Ŀǰ�����ܸ��ݽ���ĥ�����۽��д�������ģ��ֻ�ܽ������ʵ��ͨ��������ʵ��������������뾭������۵�ĥ��Ԥ��ģ��[12-14]�����ȸ���������ĥ����������һ����������ϵ����ĥ������Ȼ�������ʹ�����������ĥ�����ߡ����Ʋ���(�������������������Ƴ��ȵ�)����������(���ʡ�����λ�õ�)�Ƚ��в����������ûع�ķ���ȷ������ϵ����
��������ƽ����������ĥ��ķֲ���������������Ƶĵط����ʲ�������[14]�еķ�ʽ���칤������ĥ����������Ϊƽ����i�����ֺ�����ֱ��ĥ��������������ķֲ�Ϊ��
![]() (1)
(1)
ʽ�У�k0Ϊ����ֲ��ʡ����������ʡ������¶ȵ��йص�ϵ����LZΪ���ֳ��ȣ�mm��FRΪ����ѹ����kN��BΪ���ֿ��ȣ�mm��LSΪ�������������ĽӴ�������mm��k1Ϊ��λ����ѹ��Ӱ��ϵ����f(x)Ϊ������ĥ��ģʽ������w1Ϊ����ĥ��ֲ�ģʽ��������mm��DWΪ������ֱ����mm��xΪԭ���������˲����������꣬mm��
������ĥ��IJ��������ʾ��������ֽӴ��ķ�Χ�ڣ���ʹ���Ƴ��ȡ���λ����������ͬ��������ĥ��Ҳ����ͬ��ͻ������ǰ���ᵽ�ġ�è������ĥ��������f(x)��ʾ���ֲ�����ĥ�𡣺ΰ���[14]����������������IJ�����ĥ��ģʽ����ͼ3��ʾ��
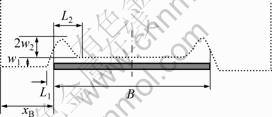
ͼ3 ������������ĥ��ģʽ
Fig.3 Uneven distribution mode of work roll
������������ƽ������ĥ����������ĥ��ģʽ���ƣ�����ͼ1��ͼ2Ҳ���Կ����������кܴ�IJ���ر��DZ�����è������ĥ���L2��w2��ͨ�������ͼ��㣬ȷ�����ʺϸ���������ƽ����������������ĥ���ģʽ������
f(x)=
 (2)
(2)
��ģʽ�ǽ�����ΪLw�Ĺ�����ĥ��������Ϊ7�Σ����ֿ���B�����Զ��2��û��ĥ��wi=0������ĥ���5�ο�����ģʽ������ʾ���ڴ���2�������С����L1(һ��Ϊ15~20 mm)����ĥ�������Ժ�����ʾ��������[14]��������ͬ���ڣ���ģʽ�����Һ���������2����è������ĥ���L2��ĥ�𣬷�ֵ�ֱ�Ϊw2��k2w2��k2�ǿ�����2����è����ĥ����һ�㲢����ͬ�ľֲ�������ϵ�������ֱ߲���λ������xB����ʽ���㣺
![]() (3)
(3)
ʽ�У�sΪ�������Ĵܹ�����mm��
�������������ڼ乲ƽ��n�����֣���������ĥ����W(x)Ϊ��
![]() (4)
(4)
����ĥ��ģ���У�����ѹ�������ֿ��ȵ����������ƹ��ղ������Դ�������ֱ�ӻ�ȡ������6������ϵ��k0��k1��k2��w1��w2��L2�ɲ��ûع�ķ���ȷ��������������ģ�͵Ľṹ�Ƚϸ��ӣ���ֻ�ܲ����������ĥ��ֵW(x)��һ��Ļع鷽�������ܽ����Щ�����������ʱ����Բ���ֵ��ģ�ͼ���ֵ�����СΪĿ�꣬�������Ż���˼�룬�����Ŵ��㷨�Դ�������������⣬�Ӷ�����2 250 mm��������ƽ������������ĥ��ģ�͡�ͼ4��ʾΪ���ø�ģ�Ͷ��ֳ���ij���Ƽƻ�����ʱ��Ӧ������ĥ��ļ�������ʵ�����ĶԱȣ��ɼ���ʹ�����Һ���������ֲ�������ϵ������ģ�Ϳ��Ը�ȷ��������������ƽ������������ĥ�����ԡ�
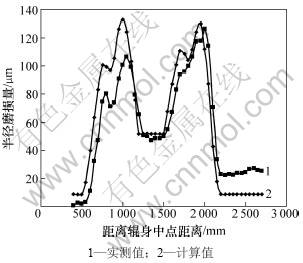
ͼ4 ĥ�����ֵ��ʵ��ֵ�Ա�(�Ϲ�)
Fig.4 Contrast of wear between calculated roll wear contour and measured one
3 ����ĥ��Ĵܹ��²���
2 250 mm����ƽ�����Ĺ��������С�200 mm�Ĵܹ���������������ʹ������ĥ���ּ�����ijЩ���䣬�Լ�������ĥ���µĹ��α仯�Ͷ��ε�Ӱ��[15-16]����ǰ�����۵�ĥ��ģ��Ҳ���Կ������ڴ��ֹ�������ߴ硢ƽ����������ȷ���������£�Ψһ�ɿصIJ����ǹ������Ĵܹ���s���ɼ����ı�ܹ����Լ��ɸı乤������ĥ��
�ܹ�������Ҫ��ȷ��3������������(ÿ�εĴܹ���)������(2�δܹ�֮��ƽ���ĸ־���)���г�(1�δܹ�ѭ���ڵ�����ʼĩ�ܹ���)��
2 250 mm����ƽ����ԭ��������ͼ5��ʾ�ĵȲ���������ࡢ���г̵Ĵܹ����ԣ��Ҳ����ϴ����IJ�����ĥ��Ƚ����أ���ͼ6��ʾ��
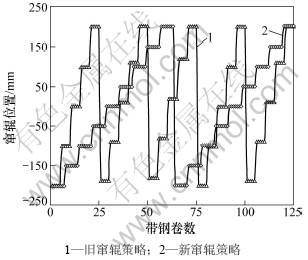
ͼ5 �¡��ɴܹ����ԶԱ�
Fig.5 Contrast between new shift strategy and original one
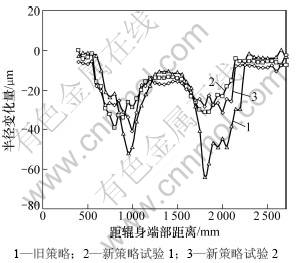
ͼ6 �¡��ɴܹ������µĹ�����ĥ�����߶Ա�
Fig.6 Contrast of work roll wear between new shift strategy and original one
��������ģ�ͣ���4�ִܹ�����(�Ȳ����Ƚ��ࡢ�Ȳ�������ࡢ���г̵Ȳ����Ƚ��ࡢ���г̱䲽���Ƚ���)����ĥ����㣬����ÿ�ֲ��ԣ�ѡȡ��ͬ�Ĵܹ�������
�������������ܹ��IJ����ͽ����ĥ���Ӱ��ܴ���һ������£������ͽ���ԽС���ֲ�������ĥ��ԽС����������ƴܹ�����ʱ����Ҫ�����豸�������������ı����ԡ����磬��С�IJ���ʵ��������ʵ�֣���С�Ľ���ʹ�ôܹ�����Ƶ�����䲽���ͱ����ʹ����������֯��ʧȥ�˴ܹ�����������ԡ��ۺϼ��������ʵ�ֵĿ����ԣ�����Ȳ����Ƚ�����г̵���ܹ����²��ԣ���ͼ6��ʾ������Ҫ�ص��Ǽ�С�������ʵ�����2�δܹ�֮��ƽ���ĸ־��������ٴܹ�ѭ��������
4 �²��Ե��������鼰Ч��
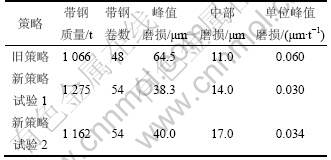
���µĴܹ����Խ������������飬����ɲ����µ�������жԱȡ���2��ʾΪ2���²������鼰1�ξɲ�����������ͼ6��ʾΪ����Ĺ�����ĥ�����ߡ���ͼ6���Կ�����
(1) ���²����£���λƽ�����Ĺ�������ֵĥ����Ϊ0.030~0.034 ��m/t���Ⱦɲ��Ե�0.060 ��m/t������43%���ϡ����ͬʱ���²������в�ĥ�����ӣ��������ϱ��ֳ��������IJ�����ĥ��õ����Խ��͡�
(2) �²����µĴ���ƽ�������ھɲ��ԣ�˵������ĥ�����ʹ�ö��ε�Ӱ���С���������ķ���ʱ���ӳ���
��2 �¡��ɲ��������µ�ĥ�����Ƚ�
Table 2 Contrast of wear between new strategy test and original one
5 ����
(1) ���й������ܹ����ܵ���������ƽ������������ĥ����ֳ�������������ƽ������ͬ�ġ�W����ĥ���������߲���ĥ������������ĥ����������в���ĥ����������ƽ����ĥ���������
(2) ������������ƽ����������ĥ��ֲ����ص㣬ȷ����ĥ��ģ�͵��߶�ʽ�����ṹ������ģ�ͱȽϸ��ӡ���������ȷ�������������˻����Ŵ��㷨�IJ����Ż����������ǵ���������ƽ����������ĥ��������ԣ��봫ͳĥ��Ԥ��ģ�Ͳ�ͬ���ǣ���ģ��ʹ�����Һ����Ծֲ�è��״ĥ�����������������ֲ�������ϵ����ȷ����ĥ��IJ��Գ��ԡ���������������ģ�Ϳ��Ը�ȷ��������������ƽ������������ĥ�����ԣ��������㹤������
(3) ���õõ���ģ�ͣ��Բ�ͬ�Ĵܹ����Խ��з������ͶԱȷ���������豸�������Ŀ����ԣ�������µĴܹ����Բ������������飬ȡ����ĥ����ȡ��������������ӳ�������Ч����
�ο����ף�
[1] CHEN Xian-lin, YANG Quan, ZHANG Qing-dong, et al. Varying contact back-up roll for improved strip flatness[C]// Steel Technology International. London, 1995: 174-178.
[2] LI Xiao-yan, ZHANG Jie, CHEN Xian-lin, et al. Improvement on the strip flatness of cold temper mill by modifying roll contour shape[J]. Journal of University of Science and Technology Beijing, 2004, 11(3): 252-255.
[3] ������, �Ž�, �ܽ���, ��. ��������ƽ����������ĥ�������о�[J]. ұ���豸, 2007, 4(2): 38-41.
CAI Li-fang, ZHANG Jie, CAO Jian-guo, et al. Study on the wear of the working roll in temper rolling mill for hot strip[J]. Metallurgical Equipment, 2007, 4(2): 38-41.
[4] �����. ��������ƽ����������ĥ�����ܹ����Ե��о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2008: 22.
LIU Hui-cong. Study on work roll wear and strip shape control of hot strip temper mill[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2008: 22.
[5] IJ����. ��ְ����������й�����ĥ������Ʒ������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2002: 26.
MU Shan-wen. Research on work roll wear and its control methods in silicon steel hot rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2002: 26.
[6] ����. ������ĥ��Ԥ������[J]. ����, 1986, 21(7): 23-27.
ZOU Jia-xiang. The calculation of work roll wear prediction[J]. Iron and Steel, 1986, 21(7): 23-27.
[7] Ginzburg V B. High-quality steel rolling: Theory and practice[M]. New York: Marcel Dekker, 1993: 33.
[8] ³����, �ܽ���, �Ž�, ��. ����������Ӵ�֧�й����ο��������о���Ӧ��[J]. ����, 2007, 42(5): 42-46.
LU Hai-tao, CAO Jian-guo, ZHANG Jie, et al. Shape control with varying contact backup rolls on tandem cold rolling mill[J]. Iron and Steel, 2007, 42(5): 42-46.
[9] Mascia J C, Marini O C, Ubici E. Reduction of work roll wear by controlling tertiary scale growth[J]. Iron and Steel Engineer, 1998, 75(6): 48-51.
[10] Sven-Erik L, Therfse G. The influence of rolling temperature on roll wear, investigated in a new high temperature test rig[J]. Journal of Materials Processing Technology, 1994, 42: 239-291.
[11] Sachs G. Roll wear in finishing trains of hot strip mills[J]. Iron and Steel Engineer, 1961, 38(12): 71-92.
[12] �ΰ���, ���嶫, �ܽ���, ��. �����������鹤����ĥ�������Ԥ��[J]. ұ���豸, 1999(3): 23-26.
HE An-rui, ZHANG Qing-dong, CAO Jian-guo, et al. Wear analysis and its pattern prediction of work rolls in finishing trains of hot strip mills[J]. Metallurgical Equipment, 1999(3): 23-26.
[13] �ܽ���, �Ž�, �ʽ���, ��. ��ȡ��������������ĥ��Ԥ��ģ��[J]. �����Ƽ���ѧѧ��, 2006, 28(3): 286-289.
CAO Jian-guo, ZHANG Jie, GAN Jian-bin, et al. Work roll wear prediction model of non-oriented electrical steel sheets in hot strip mills[J]. Journal of Science and Technology Beijing, 2006, 28(3): 286-289.
[14] �ΰ���. ��������������������ε��о�[D]. ����:�����Ƽ���ѧ��е����ѧԺ, 2000: 22.
HE An-rui. Study on roll contour in finishing trains of hot wide strip mills[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2000: 22.
[15] Nakanishi T. Application of work roll shift mill to hot strip and plate rolling[J]. Hitachi Review, 1983, 32(2): 59-64.
[16] Kitahama M, Yarita I, Abe H, et al. Profile control of hot rolled strip by work roll shifting (K-WRS) mill[J]. Iron and Steel Engineer, 1987, 64(11): 34-43.
(�༭ ����ƽ)
�ո����ڣ�2010-05-25�������ڣ�2010-08-12
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(59835170)
ͨ�����ߣ��Ž�(1960-)���У��Ϻ��ˣ���ʿ�����ڣ�����ұ���е��������Ʒ�����о����绰��010-62334723��E-mail��zhangjie@ustb.edu.cn
