
���±�ţ�1004-0609(2008)02-0231-06
����ѹ�۷��ⶨ����Ӳ�ȼ�����ģ��
������1, 2�����ʢ1, 2���� ��1, 2������־1
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. ��������ҵ��ѧ �������о����ģ������� 150001)
ժ Ҫ��
�����µĽ������������칤���Ʊ��׳߶ȵ�ZnAl4������������������ѹ���Dz���������Ӳ�Ⱥ͵���ģ�����������������������ͬ��λ��Ӳ�ȱ��ֳ��ݶ��ԣ��澧���ߴ�����Ӷ���С������ģ����ֵ�ȽϷ�ɢ���볣��ߴ���������Ӳ����ȣ�����Ӳ��������ߣ����ﵽ1.70����������ģ�����½�Լ50%����������������ɵķ�ƽ��������֯�����ܸı����Ҫԭ��
�ؼ��ʣ�
ZnAl4���Ͻ���������������ѹ��������Ӳ��������ģ����
��ͼ����ţ�TG 2���� ���ױ�ʶ�룺A
Hardness and elastic modulus of microcastings by nanoindentation
REN Ming-xing1, 2, LI Bang-sheng1, 2, YANG Chuang1, 2, FU Heng-zhi1
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Micro/nano Technology Research Center, Harbin Institute of Technology, Harbin 150001, China)
Abstract: Micrometer scale gear was manufactured by new micro-precision casting technology based on metal mold, and its hardness and elastic modulus were measured by nanoindentation. The results show that the hardness of microcastings is dependent on the grain size, and decreases with the increase of the grain size. Value of elastic modulus scattered. The hardness of microcastings is higher than that of conventional castings, the maximum up to 1.70 times, but the elastic modulus decreases by about 50%��The property change is caused by the microstructure of non-equilibrium solidification from rapid cooling.
Key words: ZnAl4 alloy; micro-precision casting; nanoindentation; nanohardness; elastic modulus
������е�о��������Ӧ���������չ�����и�����״�Ľ����������Ʊ�Խ��Խ�ܵ�����[1]���������칤������Խ��������Ʊ���������һ���µ�ϸ�ӹ����գ��¹���BAUMEISTER������˻�����ģ���칤�յ���ģ��ѹ���칤�պ��������칤��[2-4]�����LG-RPC����[5]���ձ���ҵ��ѧ[6]�Ŀ�ѧ��Ҳ���������µ��������칤�գ����Ʊ��������ߴ�����������������Ȼ���������������칤�մ����������ڳ��������ظ��Խϲ�Լ��Զ����̶ȵ͵�ȱ�㣬���BAUMEISTER������Զ������������ʵĽ��������������ǽ��չ�ķ� ��[4]����������˻��ڽ����͵��������칤�գ������ô˹����Ʊ��˾�����ά������״�������� ��[7]��
���������Ŀɿ���ֱ�Ӿ������乤ҵӦ�õ�ǰ�������ԣ�������������֯����ѧ���ܽ����о����������칤���зdz���Ҫ�Ļ��ڡ�Ȼ������������������ߴ����������������IJ����ֶ��絥�����졢���ʵ��ȶ������ã��������߲�������ѹ�۷�[8-10]�ⶨ��������ѧ���ܡ�����ѹ��ʵ���ǽ�������չ���������С�غɡ�dzѹ�С�����IJ�����ѧ���ܲ��Է������ü���ͨ�����м��ߵ����ֱ��ʺ�λ�Ʒֱ��ʵ�����Ӳ�ȼƣ���ѹ��ѹ���������������غɡ�ѹ����غ�ж�����ߣ�����OLIVER��PHARR�����Լ�ж�����߽�����ѧ������������ѹ����غ�Pmax�ͽӴ�ͶӰ���Ac�����ɵõ����ϵ�����Ӳ�Ⱥ͵���ģ��ֵ��PETHICA��OLIVER��PHARR��[11-13]��չ������ѹ�۲����ֶΣ�����������նȲ���ԭ��(CSM)�����ö�̬�նȲ����������ڵ���ѹ������л����ѹ����������仯��Ӳ�Ⱥ�ģ��ֵ�������Ϳ����о�����Ӳ�Ⱥ͵���ģ���Ķ�̬�仯���̡�
1 ʵ��
��������Ϊ��ҵ�ϳ��õ�Zn-Al4�Ͻ�ʵ�ʻ�ѧ�ɷ�Ϊ(��������)��3.79%Al��0.029%Mg����������0.2%������ΪZn��ȡ�ɷ־��ȵ�ZnAl�Ͻ�����������Ƶ��Ӧ¯�и�Ӧ������460 �棬������430 ��ʱ��������λ���������Σ���������������ͼ1��ʾ���似��ָ��Ϊ���ݶ�ֱ��Ϊ600 ��m��������ֱ��Ϊ300 ��m����400 ��m����ͼ1�ɼ������ֳ������ã����������������ֳ�������������߶��������������������Ľ�עϵͳ�Ͻ�ȡ��

ͼ1 ������òͼ
Fig.1 Morphology of microgear
ʵ�����õ�����ѹ����Ϊ����MTS��˾������nano indenter XP�ͣ�����Berkovich��ѹͷ��ϵͳ���غɷֱ���Ϊ50 nN��λ�Ʒֱ���Ϊ0.01 nm��ʵ����ع������£������غɿ���ģʽ�����ع����б��ּ�������/�غ�(![]() )�㶨������ȡ
)�㶨������ȡ![]() =0.05 s-1��ֱ��ѹ��ﵽ1 000 nm�������ֵ��λ��ͣ��30 s��ȥ����������Ӱ��[13]��Ȼ������ͬ����ж����10%�غɴ�������1 min��������Ư��Ӱ�죬�����ȫж�ء�ѹ����ò��ɨ��羵��Ƭ�������ֱ������ֳݲ����Ჿ�IJ�ͬλ�ô�㣬�������ܲ��ÿ������ȡ3��ʵ���ƽ��ֵ��
=0.05 s-1��ֱ��ѹ��ﵽ1 000 nm�������ֵ��λ��ͣ��30 s��ȥ����������Ӱ��[13]��Ȼ������ͬ����ж����10%�غɴ�������1 min��������Ư��Ӱ�죬�����ȫж�ء�ѹ����ò��ɨ��羵��Ƭ�������ֱ������ֳݲ����Ჿ�IJ�ͬλ�ô�㣬�������ܲ��ÿ������ȡ3��ʵ���ƽ��ֵ��
����߶�����������Ӳ��ֵ����Ӳ�ȸ�������ʿѹ���ά��ѹ��IJ��Խ�����������ǿɱȵ�[14]�������ߵĽӴ������ͬʱ������ѹ��Ӳ�Ⱥ���Ӳ�����۱�ֵΪ1.076��ʵ���У�ѡ�õ��غ�Ϊ0.5 N���õ���ѹ�۶Խ���ֱ��Ϊ11.32 ��m����������ԼΪ1.06 ��m����ѹ��ʵ���ѹ����������
2 ʵ����
ͼ2��ʾΪ���������ݲ����Ჿijһѹ�۵���غɡ�ѹ���ж�����ߣ��������ļ�ж���������ơ����ֳݲ����������غ�Ϊ24.4 mN���Ჿ������غ�Ϊ22.8 mN��������������������غɴ������ֳ������Ե�������ԣ��й�������������о����ں���������������ϸ���ܡ�
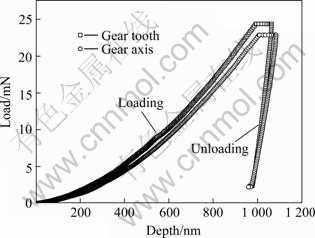
ͼ2 �������͵��غɡ�ѹ���ж������
Fig.2 Typical load��depth curves of microcastings
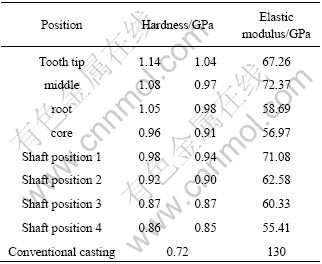
ͼ3��ʾΪ���������ݲ�ѹ��ʵ������ͼ4��ʾΪ���������Ჿ��ѹ��ʵ����������ͼ4(a)��4(b)��4(c)�ֱ�Ϊѹͷѹ���λ�á�Ӳ��-ѹ�����ߺ͵���ģ��-ѹ�����ߡ���ͬλ�ô��ľ������ѧ�������ڱ�1��ͬʱ����Ҳ�г��˳�����������ѧ������
��1 ��������������Ӳ�ȶԱ�
Table 1 Comparison between hardness of microcastings and conventional castings
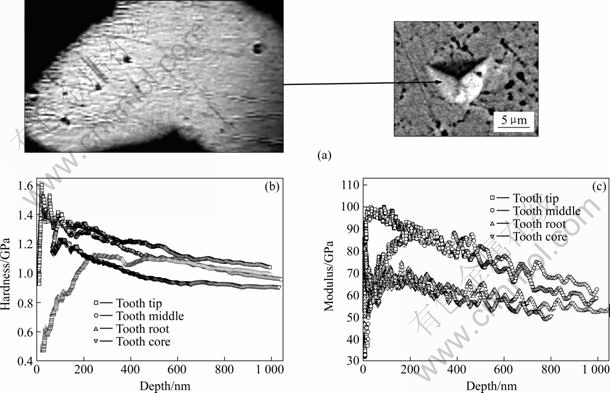
ͼ3 ���������ݲ���ʵ����
Fig.3 Experiment results of microgear teeth: (a) Nanoindentation positions; (b) Hardness��depth curves; (c) Elastic modulus�� depth curves
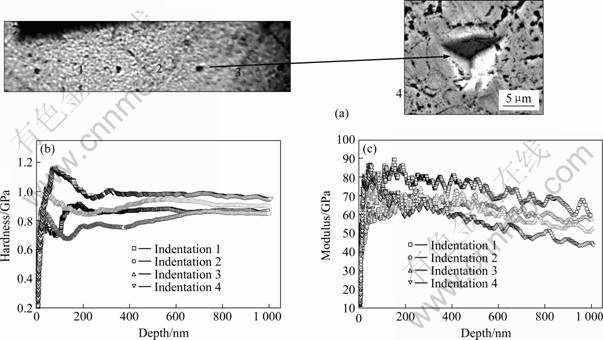
ͼ4 ���������Ჿ��ʵ����
Fig.4 Experimental results of microgear shaft: (a) Nanoindentation positions; (b) Hardness��depth curves; (c) Elastic modulus�� depth curves
��ͼ3(b)��ͼ4(b)�ɼ�����dzѹ�Ӳ��ֵ��ͻأ�ı仯������������������״���������ֲڶȡ���е��ǿ����ȶ���Ӱ����ϵ�Ӳ�Ȳ��ԣ����Ա���������Dz�ȷ�ģ��ڶ�ʵ�����ݴ���ʱ��ȡѹ���300 nm��1 000 nmʱ��Ӳ�ȵ�ƽ��ֵ�����⣬ʵ�����ѹ�۲���������߰��ݻ�Ӱ��ѹ�۽Ӵ�����IJ������ȣ��Ӷ�Ӱ��Ӳ�ȵļ��㾫�ȣ�����ͼ3(a)�� ͼ4(a)��ʾ��ѹ����ò�Ͽ�������ѹ��δ���ֳ����Ե�����ݡ���1�е�Ӳ��ֵ��1����ͼ3(b)��ͼ4(b)��Ӳ�ȵ�ƽ��ֵ����2�������ѹ��1 000 nm����Ӳ��ֵ���ɼ���������Ӳ����ݶ�����ĵĹ�����С�����ֳ������Ե��ݶ��ԣ����Ϊ1.14 GPa����СΪ0.86 GPa���ݶ�ֵ�ɴ�1?1.32�������Ჿ�ֵ�Ӳ��ҪС�ڳݲ���������������������˳���йء����⣬�볣��������ȣ���ʹ��������СӲ��(ѹ��4��)Ҳ�dz���Ӳ�ȵ�1.3�������ݶ�����Ӳ��ֵ���Ǵﵽ�˳���������1.7�������������ܵõ��˼����������
����ģ������ͬӲ���������ƣ���Ҳȡѹ��300 nm��1 000 nmʱ��ƽ��ֵ�����⣬����ģ�����߷dz����ȶ����������ԵIJ�����������ѹ�����Ӷ��½������ƣ�����[15]ָ����������ѹ��ʵ���У�������ھ��ȵĵ������ϣ���ⶨ��ģ��ֵҲ�������غ�����(ѹ�����)�仯�������仯��ԭ��Ͳ��ϵľ��ȳ̶��Լ��߶ȹ����ġ��ߴ�ЧӦ���йء��ɱ�1�������ͳ��������ĵ���ģ�����ݿ�֪�������ĵ���ģ����ֵ�ȽϷ�ɢ����δ���ֳ����ԵĹ����ԣ��ݲ����Ჿ����ֵ�����55~73 GPa֮�䣬���볣��ߴ�������130 GPa���ȴ�������͡�ͼ5�����˲�ͬѹ�㴦(���1��˳����ͬ���������е�1~9�ֱ��Ӧ�ݶ�~��������)����ģ����Ӳ�ȵķֲ�����ͼ�п��Ը�Ϊ����ؿ��������ķ��������
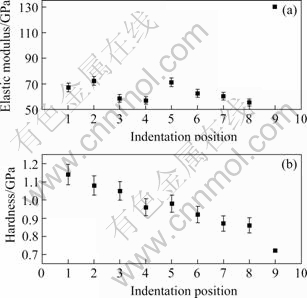
ͼ5 ����ģ����Ӳ�ȵķֲ�
Fig.5 Distribution diagrams of elastic modulus and hardness
3 ����������
���ܵĸı�������Ӧ����֯�ı仯�ϡ�������֪��������ɢ��������������ɢ�ȱ����������ı�ֵ�����������������£����������ijߴ�С��ʹ�������ֵ�ɴﳣ��������ǧ�����������ϣ���Ӧ��ɢ������Ҳ�ȳ���������߳�ǧ������ˣ���ͬ�����������£���������ȴ�ٶȼ��죬Լ��10-4~10-5�������������̹����б��ֳ���ǿ�ҵķ�ƽ�������������õ��˵��͵ķ�ƽ��������֯��
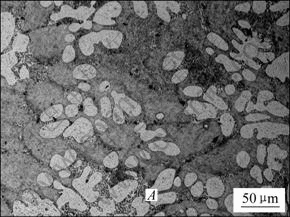
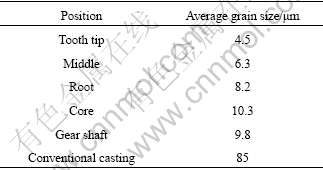
ͼ6��ͼ7�ֱ�Ϊ����������������������֯��SEM��ѡ���˶ԱȽ����Եijݶ��ͳ��Ĵ�����������֯˵�����Ա�ͼ6��ͼ7���ɷ��������ľ����ߴ�����ϸ������ʹ�ڳ��Ĵ�Ҳֻ�к����֯��1/8���ң�����ֵ����2�������Ŵӳݶ������Ĺ���(ͼ7(a)~(b))�������ߴ��ֱ��ֳ����ֻ����������ɳݶ���4.5 ��m ���ɵ����Ĵ���10.3 ��m����������������̵IJ�λ�����Ծ����ߴ���Խϴ�����Ĵ����ƣ��ﵽ9.8 ��m��
ͼ6 ��������������֯��SEM��
Fig.6 SEM image of microstructure of conventional casting
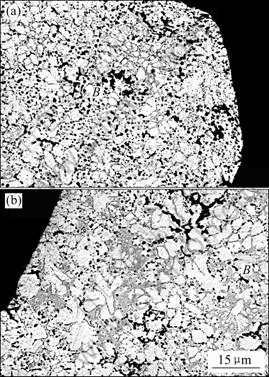
ͼ7 ������������֯��SEM��
Fig.7 SEM images of microstructures of microgear casting: (a) Tooth tip; (b) Tooth core
��2 ����������ͬ��λ�ľ����ߴ�
Table 2 Grain sizes of different sites of microgear casting
����״̬�²��ϵ�Ӳ�ȶ���֯��̬���ֳ������ԣ��ֲ��϶�����Hall-Petch��ʽ[1, 17]�������ž����ߴ�ļ�С�����ϵ�Ӳ�����ӡ��ɴ˿ɼ�������������֯��ϸ����Ӳ����ߵ���Ҫԭ������Ӳ�ȵ���������Ч�ķ�ֹ�������Ա���ʧЧ��
����ģ����ԭ�Ӽ�������һ�ֱ������Բ��ϵ���֯��ʮ�����С����Թ�����Ͻ���ԣ������ʵ�ԭ�ӳߴ�ϴ�ʱ������Ͻ����ͣ����ºϽ�ĵ���ģ���½�[18]��ͬʱ��������Ԫ�ص�ԭ�Ӽ۸����ܼ�Ԫ��ʱ��Ҳ�ᵼ�ºϽ���ģ�����½�[18]����Ա�ʵ����ʹ�õIJ���ZnAl4�Ͻ�Zn��Alԭ�ӵİ뾶�ֱ�Ϊ0.274 0��0.286 0 nm��ԭ�Ӽ۷ֱ�Ϊ+2�ۡ�+3�ۣ��������Alԭ����Zn�����еĹ��ܶȻ������ӹ��������������������ϵ���ģ�����½���
�Ա�ͼ6��ͼ7���ɷ�����������������-Zn��(ͼ��A����B��)����������������ӡ���ͼ7(a)~(b)������ع۲쵽�������������ĸ���λ��������-Zn�����������������ӣ��������ڳݶ����������Ѵﵽ90%���ϣ���ʹ�����������ٵij��ĺ��Ჿ��-Zn����������Ҳ�ﵽ��70%���ϣ���Զ����ƽ������ʱ��45%�����⣬�Գ�����-Zn�����EDS��������������ڦ�-Zn����Al����������ԼΪ6%���ң�Զ����ƽ������ʱ�����µĹ��ܶȡ������Ϸ�����֪��������ȴ������ɵķ�ƽ��������֯��������������ģ���½�����Ҫԭ��
4 ����
1) ����������Ӳ�����ڳ�����������������Լ1.7�����������ֵij��ġ��ݸ����ݼ�Ȳ�ͬ��λ��Ӳ�ȱ��ֳ��Ծ����ߴ�������ԣ����ž����ߴ��ϸ������0.86 GPa���ɵ�1.14 GPa��
2) ���������ĵ���ģ�����ڳ���ߴ�������ֻΪ����ֵ��һ�����ҡ�����������������ȴ����ij�����-Zn������������Ӻ�Al��Zn�й��ܶȵ���������Ҫԭ��
REFERENCES
[1] RUPRECHT R, BENZLER T, HANEMANN T, M?LLER K, KONYS J, PIOTTER V, SCHANZ G, SCHMIDT L, THIES A, W?LLMER H, HAU��BELT J. Various replication techniques for manufacturing three- dimensional metal microstructures[J]. Microsyst Technol, 1997(4): 28-31.
[2] BAUMEISTER G, MUELLER K, RUPRECHT R, HAUSSELT J. Production of metallic high aspect ratio microstructures by microcasting[J]. Microsyst Technol, 2002(8): 105-108.
[3] BAUMEISTER G, RUPRECHT R, HAUSSELT J. Microcasting of parts made of metal alloys[J]. Microsyst Technol, 2004(10): 261-264.
[4] BAUMEISTER G, HAUSSELT J, ROTH S, RUPRECHT R. Microcasting[C]//L?HE D, HAUBELT J. Spec Ed advanced micro and nanosystems: Micro-engineering in metals and ceramics. 2005: 357-393.
[5] CHUNG S, PARK S, LEE L, JEONG H, CHO D. Replication techniques for a metal microcomponent having real 3D shape by microcasting process[J]. Microsyst Technol, 2005(11): 424-428.
[6] HIROYUKI N, SHINICHI A. Study on microcasting(1st Report)[J]. JSPE, 2003, 69(3): 125-129.
[7] ���ʢ, ������, ����־. �������칤���о���չ[J]. ����, 2007, 56(7): 673-678.
LI Bang-sheng, REN Ming-xing, FU Heng-zhi. Research progress of microprecision casting technology[J]. Foundry, 2007, 56(7): 673-678.
[8] CHUDOBA T, RICHTER F. Investigation of creep behaviour under load during indentation experiments and its influence on hardness and modulus results[J]. Surf Coat Technol, 2001(148): 191-198.
[9] Ghosh G. Elastic properties, hardness, and indentation fracture toughness of intermetallics relevant to electronic packaging[J]. J Mater Res, 2004, 19(5): 1439-1454.
[10] DENG X, KOOPMAN M, CHAWLA N, CHAWLA K K. Young��s modulus of (Cu, Ag)-Sn intermetallics measured by nanoindentation[J]. Mater Sci Eng A, 2004(364): 240-243.
[11] PETHICA J B, OLIVER W C. Tip surface interaction in STM and AFM[J]. Phys Scr, 1987(19): 61-68.
[12] PHARR G M, OLIVER W C, BROTZEN F R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation[J]. J Mater Res, 1992(7): 613-617.
[13] CHROMIK R R, VINCI R P, ALLEN S L, NOTIS M R. Nanoindentation measurements on Cu-Sn and Ag-Sn intermetallics formed in Pb-free solder joints[J]. J Mater Res, 2003, 18(9): 2251-2261.
[14] LI M, ZHANG T H, GAN C H, LIANG N G. Hardness Testing on surface layer of material and results analyzing contrastively[J]. Chin J Aeron, 2002, 15(2): 82-89.
[15] ��̩��. /������ѧ���Լ�������Ӧ��[M]. ����: ��е��ҵ������, 2005.
ZHANG Tai-hua. Test technology and applications of micro/nano-mechanics[M]. Beijing: China Machine Press, 2005.
[16] HALL E O. The deformation and ageing of mild steel: ��Discussion of results[J]. Proc Phys Soc B, 1951(64): 747-753.
[17] PETCH N J. The cleavage strength of polycrystals[J]. J Iron Steel Inst, 1953(174): 25-28.
[18] �����. �Ͻ�Ԫ�ضԵ���ģ����Ӱ��[J]. ϡ�н���, 1979(4): 1-11.
WANG Jun-sheng. Influence of alloying elements on the elastic modulus[J]. Chinese Journal of Rare Metals, 1979(4): 1-11.
������Ŀ��������Ȼ��ѧ����������Ŀ(50475028)
�ո����ڣ�2007-07-28�������ڣ�2007-11-13
ͨѶ���ߣ������ǣ���ʿ���绰��0451-86402266; E-mail: hitrmx@163.com
