
���±�ţ�1004-0609(2012)08-2340-07
����������Ʊ�������
�ƹ���1, 2����Т��1��½����1���� ܿ1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 650093��
2. �й��������Ͽ����ɷ�����˾������ 250116)
ժ Ҫ��
Ϊ��ø�ǿ�ȵ����������ͨ�����-ѹ���ս�-�ܽ���Ʊ�������������Ʊ����̡����������ǿ�ȼ������ܽ����о��������������ջ����µ�ѹ���ս�����Դٽ������սᣬ�����������Ŀ���ǿ�ȣ���ѹ��ѹ��500 MPa���ս��¶�650 �桢�ս�ʱ��2 h�Լ��ս�ѹ��150~200 MPa�����¿ɻ�ÿ�϶��44%~61%��ƽ����55~230 ��m�Ķ���������ſ�϶�ʺ�ƽ��������ߣ���������������ϵ��������ߴ���ͬ���ṹ���ƵĶ�ײ������ȣ�����������нϺõ������ܺͽϸߵ���ѹ�ƻ���ǿ�ȡ�
�ؼ��ʣ�
��ͼ����ţ�TF124��TF125.6 ���� ���ױ�־�룺A
Fabrication and properties of micron cell porous Al
HUANG Guo-tao1, 2, ZUO Xiao-qing1, LU Jian-sheng1, ZHOU Yun1
(1. School of Materials Science and Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. CNHTC Jinan Truck Company, SINOTRUCK, Ji��nan 250116, China)
Abstract: Micron cell porous Al with high strength was fabricated by the vacuum-pressure sintering-dissolution processing. The preparation processing, strength and filtration property of the fabricated porous Al were studied. The results show that the sintering processing of Al powder under vacuum condition can be promoted evidently by applying a certain pressure to the sintered sample and result in a micron cell porous Al with high bending strength. Taking bending strength as the goal, the optimal processing parameters for fabricating micron cell porous Al with porosity 44%-61% and average cell diameter 55-230 ��m were deduced experimentally as cold pressure 500 MPa, sintering temperature 650 ��, sintering time 2 h and sintering pressure 150-200 MPa. With the increase of the porosity and average cell diameter, the relative permeability coefficient of porous Al increases. Compared with the porous stainless steel that has the same size and similar cell structure, the micron cell porous Al possesses a good filtration property and a higher specific compression collapsing strength.
Key words: porous Al; micron cell; strength; filtration property
��(10~200 ��m)������ڹ��˷��롢�����塢�缫���ϵȷ����й㷺��Ӧ��[1-4]��Ŀǰ�����������˲��϶��Բ����[5]����[6]Ϊ�����ɱ��� �ߣ�������������ڱ�ǿ�ȸߡ��ɱ��ͣ�����һ��������ȡ������֡������������ϡ�
Ŀǰ������������Ʊ�������Ҫ���������취[7]���ս��ܽⷨ�����������취�У�������ǰ��NaCl��������С��100 ��mʱ������ϸ��ëϸ����ʹ������������֣���ˣ������������Ի�ÿ�С��100 ��m�Ķ�������ս��ܽⷨ�Ŀ���Ӧ��Χ�������Ʊ���������������������ڲ����Ʊ����ṹ����ѧ�����о��ȷ�����ȡ��һ����չ����Surace��[8]�о��˹��ղ����Կṹ��ѹ�����ܵ�Ӱ�졢Goodall��[9]�о��˿���ò����ѧ���ܵ�Ӱ�졢Zhao��[10]�о���Һ���ս�����õȡ��ս��ܽⷨ�Ʊ�����������У��������������۱������Al2O3Ĥ���仯ѧ����ʮ���ȶ������£������ս����ѡ����Ʊ���Ʒǿ�ȵ�[11]����Һ���ս�ᵼ�������������[10]����ˣ�����-NaCl�����������ս������������ù㷺Ӧ�ñ�������ƿ�����⡣
���ս��ܽⷨ�Ļ����ϣ��������߲����� ��[12-13]-ѹ���ս�-�ܽ���·����Ʊ�������������ս�����������ս�ѹ�����������/NaCl����������ս����ѵ����⣬��ø�ǿ�ȵ������������������������-ѹ���ս�-�ܽ��Ʊ�������ǿ�ȼ������ܽ������о������ڶ���������Ŀ���Ӧ���ṩ����IJο���
1 ʵ��
1.1 �����Ʊ�
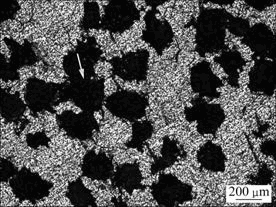
�����Ʊ�������ͼ1��ʾ����������Al��(55~75 ��m)Ϊ������ϣ�NaClΪ���������������ɸ�ֳɲ�ͬ����(55~75 ��m��75~96 ��m��96~120 ��m��120~150 ��m��150~180 ��m)��Mg��Ϊ���ռ�[10, 14]����������NaCl��һ����������ϣ�������������2%��Mg�ۣ��ڻ��ϻ��л��4 h����300~600 MPaѹ����ѹ�Ƴ� D 36 mm��2 mm(�����ܼ�⡢��ѹ�ƻ�ǿ�ȼ����)��30 mm��12 mm��6 mm(����ǿ�ȼ����)��ѹ����ѹ��װ�����Ƶġ���ʩѹ��ģ����Ԥ��ѹ(�ս�ѹ���������ս������һֱ���ָ�ѹ��)�����������(6��10-2 Pa)¯����¯���£���640~655 ���ս�2 h��õ����������ͼ2��ʾΪ��϶��55%��ƽ����110 ��m�����������SEM��
1.2 ���Է���
�ṹ(��϶�ʺ�ƽ����)���ÿṹ��������BWJScan���з���[15]��������ò���÷�����XL30ESM-TMPɨ��羵���й۲죻���������ǿ�Ȳ���AG-IS 10 kN��ѧ����������ա�GB/T 5319��2002�ս��������(������Ӳ�ʺϽ�)�������ǿ�Ȳⶨ���������в��ԣ��������ѹ�ƻ�ǿ�Ȳ��ö�ײ���ƣ�ͼ���ǽ��з������������ϵ������FBP-���Ͷ�ײ������ܼ���ǣ�����GB/T 5250��93�������вⶨ��
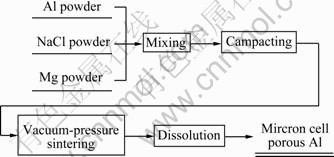
ͼ1 ��������Ʊ���������ͼ
Fig. 1 Fabricating process of micron cell porous Al
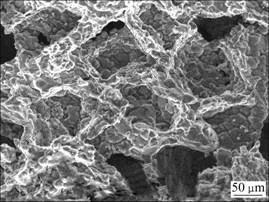
ͼ2 ��϶��55%��ƽ����110 ��m�������SEM��
Fig. 2 SEM image of micron cell porous Al with porosity of 55% and average pore diameter of 110 ��m
2 ���������
2.1 ������Ŀ���ǿ��
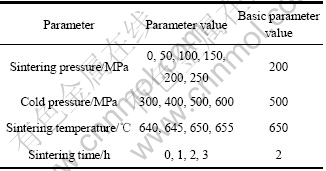
�Կ���ǿ��Ϊ�Ż�Ŀ�꣬�����-ѹ���ս�-�ܽⷨ�Ʊ�����������е�ѹ��ѹ�����ս��¶ȡ��ս�ʱ����ս�ѹ���ȹ��ղ���������ʵ���о�����1����Ϊʵ�����������ij�������仯ʱ������������ȡֵΪ���еĻ����������ص��������ս�ѹ���Կ���ǿ�ȵ�Ӱ�죬�Ի���Ż��Ĺ��ղ������á�
2.1.1 �ս�ѹ���Կ���ǿ�ȵ�Ӱ��
��������NaCl�����Ļ���������ѹ������һ���̶����ƻ����۱��������Ĥ��������ѹ�����ҹ���ѹ������������������Ρ�Ȼ�����������ڽӽ�����״̬ʩ��ѹ��(�ս�ѹ��)ʱ���������ƻ����۱��������Ĥ������������ĽӴ���ʵ�����ۿ������ұ���ϣ������ս���������ѧ���ܡ�
��1 ��������Ʊ�ʵ�����
Table 1 Experimental parameters of porous Al fabrication
ͼ3��ʾΪ�ս�ѹ���Կ���ǿ�ȵ�Ӱ�죬δʩ���ս�ѹ��ʱ������ǿ�Ƚϵ�(ͼ3�е�a)�����ս�ѹ��������ǿ���������ս�ѹ��Ϊ150~200 MPaʱ������ǿ�ȴﵽ���(ͼ3�е�b��c)����һ������ս�ѹ����250 MPaʱ������ǿ�ȴ�����½�(ͼ3�е�d)��
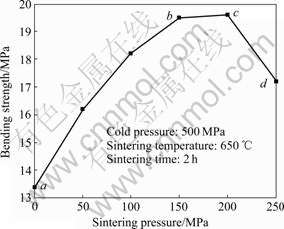
ͼ3 �ս�ѹ���Կ���ǿ�ȵ�Ӱ��(������϶��61%��ƽ����230 ��m)
Fig. 3 Influence of sintering pressure on bending strength (samples with porosity of 61% and average pore diameter of 230 ��m)
ͼ4(a)��ʾΪ��ͼ3�е�b��Ӧ�Ķ����������֯���ɼ����ۿ���֮�������ã������ԵĿ�϶���ڣ��սᾱ���ԡ�ͼ4(b)��ʾΪ��ͼ3�е�d��Ӧ�Ķ����������֯���ɼ������д�����Һ��Al-NaCl����������γ��˲������ı���ȱ�ݣ������»��������ȱʧ�������ս�����ѧ�����½���ԭ������ѹ����ܽ��սᷨ���Ʊ�����������֯[12]�Աȣ����ñ������Ʊ��Ķ���������ۿ���֮��Ŀ������������� ��϶�������٣��սᾱ���ԣ���˵���ս�ѹ�����ս�����������Ĵٽ����á�
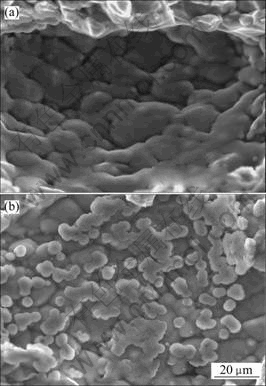
ͼ4 ��ͬ�����Ʊ��Ķ������SEM��
Fig. 4 SEM images of porous Al prepared by different processes: (a) Vacuum-pressure sintering-dissolution process at sintering pressure of 150 MPa; (b) Vacuum-pressure sintering- dissolution process at sintering pressure of 250 MPa
������������ģ��(��ͼ5)���ս�ԭ����Ϊ�������սᾱ�ϵ�Ӧ��(![]() )��
)��
![]() (1)
(1)
ʽ�У���Ϊ������������Ϊ�սᾱ���ʰ뾶�����и��ű�ʾӦ��Ϊ�����������������Ч����ʹ�սᾱ����
ʩ���ս�ѹ��p����������������������ƶ�(ͼ5����)���սᾱ���ʰ뾶�Ѽ�С�������ս�ԭ�����ұ��ʹ�սᾱ���γɺͳ�������ף��ٽ����ս���̡�

ͼ5 �ս�����ģ��
Fig. 5 Two ball model of sintering process
2.1.2 ѹ��ѹ���Կ���ǿ�ȵ�Ӱ��
ͼ6��ʾΪѹ��ѹ���Կ���ǿ�ȵ�Ӱ�졣��ͼ6��֪����ѹ��ѹ�����������ۿ����������Ĥ���ѡ���ϳ�֣�����ǿ����������500 MPaʱ�ﵽ���֮�����½�������������ѹ��ѹ��600 MPa������£�������飬�������ۿ�����Ӧ���ɳڡ�����״��ò�������ǿ���½���

ͼ6 ѹ��ѹ���Կ���ǿ�ȵ�Ӱ��(������϶��44%��ƽ����110 ��m)
Fig. 6 Influence of cold pressure on bending strength (samples with porosity of 44% and average pore diameter of 110 ��m)
2.1.3 �ս��¶ȶԿ���ǿ�ȵ�Ӱ��
ͼ7��ʾΪ�ս��¶ȶԿ���ǿ�ȵ�Ӱ�졣��ͼ7��֪�����ս��¶ȵ����ߣ����������ۿ���֮����ս�Խ��Խ��֣�����ǿ����������650 ��ʱ�ﵽ����ս��¶���ߵ�655 ��(�ӽ������۵�)ʱ������ǿ�ȼ����½���ԭ�����ڹ��ߵ��ս��¶��£��¶�����������ۻ���������Һ��������ⲿ����ɿ�ȱ�ݼ������ڲ��ֽ�������ȱʧ��
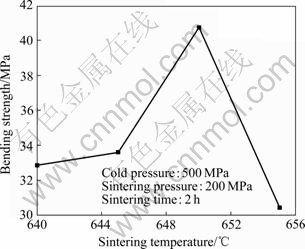
ͼ7 �ս��¶ȶԿ���ǿ�ȵ�Ӱ��(������϶��55%��ƽ����110 ��m)
Fig. 7 Influence of sintering temperature on bending strength (samples with porosity of 55% and average pore diameter of 110 ��m)
2.1.4 �ս�ʱ��Կ���ǿ�ȵ�Ӱ��
ͼ8��ʾΪ�ս�ʱ��Կ���ǿ�ȵ�Ӱ�졣��ͼ8��֪�����ս�ʱ����ӳ���������Ŀ���ǿ��������2 h���ﵽ���֮���½�����δ�ս������У�����֮��Ľ�Ͻ�Ϊ��е��ϣ���ˣ�����ǿ�Ⱥܵ͡��������սᱣ�º�����֮���ұ���ϳ̶���ߣ�����ǿ����֮�����ս�ʱ�����(����2 h)ʱ�������սỷ�����¶������Ҳ�ᵼ�²������ۻ�����������⣬ʹ����ǿ�Ƚ��͡�
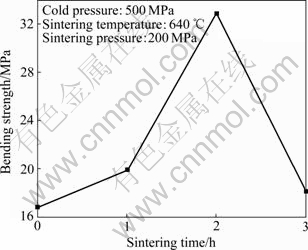
ͼ8 �ս�ʱ��Կ���ǿ�ȵ�Ӱ��(������϶��55%��ƽ����110 ��m)
Fig. 8 Influence of sintering time on bending strength (samples with porosity of 55% and average pore diameter of 110 ��m)
2.2 �ṹ
2.2.1 �����������Կ�϶�ʵ�Ӱ��
ͼ9��ʾΪ�����������Կ�϶�ʵ�Ӱ�졣��ͼ9�ɿ��������������������϶�����������ҿ�϶���Ը������������������������ڲ���ϸ���۱��������Χ��δ���γ������Ľ�������(��ͼ10 ��a��λ)��ˮ�ܽ�ʱ�����һ���ų������⣬������ѹ�ơ��ս���ڲ��Դ���һ����϶(ͼ10 ��b��λ)�����¿�϶���Ը�����������������
2.2.2 ������ȶ�ƽ������Ӱ��
ͼ11��ʾΪ������ȶ�ƽ������Ӱ�졣��ͼ11��֪���������������ƽ������ߣ����������Ϊ150~180 ��mʱ��ƽ����Ϊ230 ��m������������ȣ��������ڵ��������Զ���������ȴ�ʱ��ѹ�ƹ��������ײ������������������Ӵ�(��ͼ12)��ʹ�ϲ�������ƽ��������

ͼ9 ���NaCl��������Կ�϶�ʵ�Ӱ��
Fig. 9 Influence of NaCl volume fraction on porosity
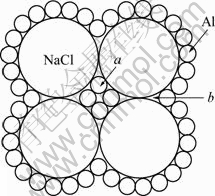
ͼ10 ����-NaCl�ṹʾ��ͼ
Fig. 10 Sketch map of aluminum powder-NaCl structure
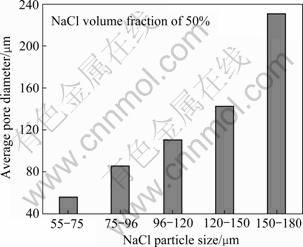
ͼ11 ������ȶ�ƽ������Ӱ��
Fig. 11 Influence of NaCl particle size on average pore diameter
ͼ12 �Կ�150~180 ��m��������Ʊ�����ѹ����Ƭ
Fig. 12 Photo of cold pressed sample by using 150-180 ��m NaCl particles
2.2.3 ��϶�ʶ������ܵ�Ӱ��
��϶�ʶ������ܵ�Ӱ����ͼ13��ʾ����ͼ13�ɼ��������ϵ�����϶�ʵ������������ˣ���϶��Խ�ߣ����������������Խ�á�
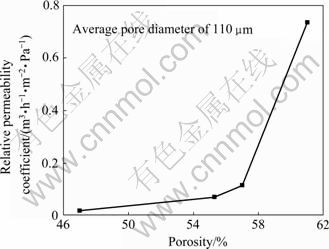
ͼ13 ��϶�ʶ������ϵ����Ӱ��
Fig. 13 Influence of porosity on relative permeability coefficient
2.2.4 ƽ�����������ܵ�Ӱ��
ƽ�����������ϵ����Ӱ����ͼ14��ʾ����ͼ14��֪�������ϵ����ƽ�����������������������ߣ���ƽ������������ζ�Ź��˾��ȵ��½�����ˣ���ʵ��Ӧ��ʱ����Э���ö��ߵĹ�ϵ��
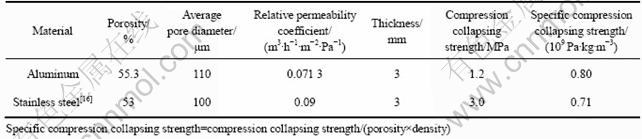
2.3 ���ײ���ֵıȽ�
�����Ƕ��������ҪӦ��Ŀ�꣬�ڱ�֤�������ܵ�ǰ���£����Ʊ�����������Թ��˻�������Ӧ�����ص㣬�����˲���һ������һ��ѹ���¹����ģ�������ͨ��������ѹ�ƻ�ǿ��[16]�������俹ѹ������
��2 ��������˲��ϵ�����
Table 2 Properties of porous metal filtration materials
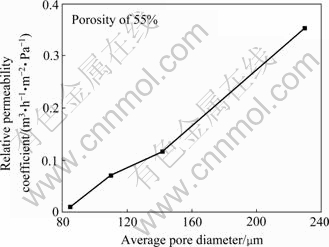
ͼ14 ƽ�����������ϵ����Ӱ��
Fig. 14 Influence of average pore diameter on relative permeability coefficient
ͨ���������������ײ���ֵ����ܶԱ�(����2)�ɼ�����������������ײ�����൱�������ܣ�������Ϊ���˲��ϵ�Ҫ������ѹ�ƻ�ǿ�ȷ��棬���ڲ������������ƣ������������ѹ�ƻ�ǿ�Ƚϵͣ�������ѹ�ƻ���ǿ�ȳ����˶�ײ���֡���ˣ�������������ڵ�ѹ(��1 MPa)���˻����µ�ʹ��Ҫ��
3 ����
1) ��ջ����µ�ѹ���ս�����Դٽ�����-NaClѹ�����սᣬ�Կ���ǿ��Ϊ�Ż�Ŀ�꣬������Ʊ�����������Ż����ղ������£�ѹ��ѹ��500 MPa���ս��¶�650 �棬�ս�ʱ��2 h���ս�ѹ��150~200 MPa��
2) ��������Ŀ�϶���Ը�����������������ƽ�������������������������Ƚϴ�ʱ����������ȣ�ͨ��������Ⱥͺ����Ŀ��ƣ��ɹ��Ʊ����˿�϶��44%~61%��ƽ����55~230 ��m�����������
3) ���϶�ʺ�ƽ������ߣ���������������ϵ��������������ߣ������������µĶ�ײ������ȣ�����������нϺõ������ܺߵ���ѹ�ƻ���ǿ�ȡ�
REFERENCES
[1] Degischer H P, Kriszt B. Handbook of cellular metals: Production, processing, applications[M]. Verlag Gmbh Weinheim: wiley VCH, 2002: 27.
[2] ¬�콡, �� ��, ���ӳ�. ��������϶�ܻ���Ƶ����ɽ�չ[J]. ��ѧ��ʵ��, 2008, 30(1): 1-9.
LU Tian-jian, LIU Tao, DENG Zi-chen. Multifunctional design of cellular metals: A review[J]. Mechanics and Engineering, 2008, 30(1): 1-9.
[3] ����Ƽ, ̸ Ƽ, ����ƽ, ��ǿ��. �ս������ײ����о���չ[J]. ϡ�н��������빤��, 2006, 35(z1): 428-432.
TANG Hui-ping, TAN Ping, XI Zheng-ping, WANG Qiang-bing. Research progress of sintered porous metal[J]. Rare Metal Materials and Engineering, 2006, 35(z1): 428-432.
[4] ��ǿ��, ����Ƽ, ����ƽ, �� ��, ������. ú���������ý�����ײ����о���չ[J]. ϡ�н��������빤��, 2006, 35(z1): 448-451.
WANG Qiang-bing, TANG Hui-ping, XI Zheng-ping, ZHANG Jian, LI Zeng-feng. The studies progress of the metal porous material using in the gasification technology[J]. Rare Metal Materials and Engineering, 2006, 35(z1): 448-451.
[5] Tang Hui-ping,Xi Zheng-ping,Dong Ling-feng. Preparation and application of porous stainless steel cone/tube in coal gasification engineering[J]. Rare Metal Materials and Engineering, 2009, 38(6): 947-950.
[6] LI Yan, GUO Zhi-meng, HAO Jun-jie, REN Shu-bin. Porosity and mechanical properties of porous titanium fabricated by gelcasting[J]. Rare Metals, 2008, 27(3): 282-286.
[7] �� ��, �� Ȩ, ��˼Ԩ, �� ��, �ε�ƺ. С��ͨ������Ͻ�ķ��罵������[J]. �й���ɫ����ѧ��, 2009, 19(9): 1633.
HUANG Ke, WANG Quan, HE Si-yuan, WANG Hui, HE De-pin. Airflow noise attenuation capacity of porous Al alloy with small pore diameter[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(9): 1632-1635.
[8] Surace R, De Filippis L A C, Ludovico A D, Boghetich G. Influence of processing parameters on aluminium foam produced by space holder technique[J]. Materials and Design, 2009, 30: 1878-1885.
[9] Goodall R, Despois J F, Marmottant A, Salvo L, Mortensen A. The effect of preform processing on replicated aluminium foam structure and mechanical properties[J]. Scripta Materialia, 2006, 54: 2069-2073.
[10] ZHAO Yu-yuan, HAN Fu-sheng, FUNG T. Optimization of compaction and liquid-state sintering in sintering and dissolution process for manufacturing Al foams[J]. Materials Science and Engineering A, 2004, 364: 117-125.
[11] ������ɫ�����о���. ��ĩұ���ײ���[M]. ����: ұ��ҵ������, 1978.
Baoji Non-Ferrous Metals Institute. Power metallurgy porous materials[M]. Beijing: Metallurgical Industry Press, 1978.
[12] Jiang B, Zhao N Q, Shi C S, Du X W, Li J J, Man H C. A novel method for making open cell aluminum foams by powder sintering process[J]. Materials Letters, 2005, 59: 3333-3336.
[13] ������, ������, ������, ��Ҹ�, �ܸ���. ��ѹ-�ܽ�-����սᷨ�Ʊ���ĭ���Ĺ����о�[J]. �����ȴ���, 2005, 30(12): 20-23.
ZHAO Nai-qin, ZHAO Wan-xiang, FU Dong-hui, XU Jia-fu, ZHOU Fu-gang. Manufacturing aluminum foam by press-dissolution-vacuum sintering process[J]. Heat Treatment of Metals, 2005, 30(12): 20-23.
[14] Lumley R N, Sercombe T B, Schaffer G M. Surface oxide and the role of magnesium during the sintering of aluminum[J]. Metallurgical and Materials Transactions A, 1999, 30(2): 457-463.
[15] ��Т��, ����˳, ������. VB�ͼ����ͼ��ѧ�ڶ�ײ����е�Ӧ��[J]. �����ȴ���, 2006, 31(s): s98-s101.
ZUO Xiao-qing, LIAO Ming-shun, PAN Xiao-liang. Application of VB and computer graphics in cellular materials[J]. Heat Treatment of Metals, 2006, 31(s): s98-s101.
[16] http://www.ti-pm.cn.
(�༭ ������)
������Ŀ������ʡӦ�û����о��ص���Ŀ(2010CC004)������ʡ�˲�������Ŀ(2006PY01-06)������ʡ���ʺ�����Ŀ(2006GH21)
�ո����ڣ�2011-03-21�������ڣ�2012-04-25
ͨ�����ߣ���Т��, ���ڣ���ʿ���绰��0871-6735058��E-mail: zxqdzhhm@hotmail.com
ժ Ҫ��Ϊ��ø�ǿ�ȵ����������ͨ�����-ѹ���ս�-�ܽ���Ʊ�������������Ʊ����̡����������ǿ�ȼ������ܽ����о��������������ջ����µ�ѹ���ս�����Դٽ������սᣬ�����������Ŀ���ǿ�ȣ���ѹ��ѹ��500 MPa���ս��¶�650 �桢�ս�ʱ��2 h�Լ��ս�ѹ��150~200 MPa�����¿ɻ�ÿ�϶��44%~61%��ƽ����55~230 ��m�Ķ���������ſ�϶�ʺ�ƽ��������ߣ���������������ϵ��������ߴ���ͬ���ṹ���ƵĶ�ײ������ȣ�����������нϺõ������ܺͽϸߵ���ѹ�ƻ���ǿ�ȡ�
