
ZK60þ�Ͻ�����¾�Һ��ѹǿ��
�� ��1��������1���� ��1��Ǯѧ÷1���� ��1��������2
(1. �й�������ѧ�о�Ժ ������Ժ���㽭 ������315103��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ�������¾�Һ��ѹZK60����þ�Ͻ����֯����ѧ���ܽ����о����о�������������¾�Һ��ѹ��þ�Ͻ�ı����������ã����ڼӹ�Ӳ�������ã�þ�Ͻ���ǿ�ȡ�����ǿ�Ⱥ�Ӳ�ȷֱ����20%��60%��54%�����ι��̷�����������̬�ٽᾧ���Ͼ��Ͷ����Ͼ��IJ��������谭������չ��þ�ڻ��滬���������Ľ����������γ������Ͼ�λ�������¾�Һ��ѹ��þ�Ͻ�������õĽ��������ԣ�Ӧ���ֲ�״���������ڱ��Σ��������¾�Һ��ѹ����ʵ��þ�Ͻ������´���������α䣬��ǿ��þ�Ͻ����Ч;��֮һ��
�ؼ��ʣ�
ZK60þ�Ͻ�����Һ��ѹ������ǿ���������Ͼ�������������
��ͼ����ţ�TG146.2 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)02-0251-05
Enhancement of ZK60 magnesium alloy by hydrostatic extrusion at room temperature
WANG Rong1, ZHU Xiu-rong1, YANG Bo1, QIAN Xue-mei1, QI Lin1, LIU Chu-ming2
(1. Ningbo Branch of Ordnance Science Institute of China, Ningbo 315103, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Microstructures, mechanical properties of ZK60 Magnesium alloy by the hydrostatic extrusion at room temperature (HERT) were investigated. The results show that ZK60 alloy can get good surface quality and high tensile strength after HERT. The ultimate tensile strength, yield strength and Vickers hardness values of magnesium alloy increase by 20%, 60% and 54%, respectively. And there is twin dynamic recrystallization in the HERT process. The twins and secondary twins can hinder the spreading of cracks. Good metal flow and stress distribution are helpful for the extrusion deformation. Bringing high-density deformation strengthening, the technology of hydrostatic extrusion is an effective way to intensify magnesium alloys.
Key words: ZK60 magnesium alloy; hydrostatic extrusion; strengthen at room temperature; deformation twins; metal flow
���ڽ��ܼ��š�����Ҫ���ԭ�������Ƕ�þ�Ͻ�ļ�����Ȥ��������þ�Ͻ�ṹ������������ҵ�����պ��칤ҵ�������Ӧ��Ѹ��������þ�Ͻ������þ�Ͻ���и��ߵ�ǿ�ȡ���ǿ�����Ժ��������Ĺ�������ú;�������õ��˹㷺��Ӧ��[1]�������þ�Ͻ�ṹ�������������Գ�������������ܡ�����þ�Ͻ���ṹ���ص�[2]���������Ա��������ϲ���ô�ͳ�����Լӹ����������������Ƕ�þ�Ͻ�����ܵ�Ҫ�����ԣ�Ŀǰþ�Ͻ����Լӹ���Ʒ�٣�þ�Ͻ��ʵ��Ӧ�÷�ΧҲ�ܵ��˺ܴ����ơ���������þ�Ͻ�ӹ����¹��ա��¼�����������������þ�Ͻ��Ʒ�ǵ������þ��ҵ�ķ�չ���ơ�
�������Խϵ͵Ľ������ϣ���Һ��ѹ��һ���Ƚ��ı���ǿ���ӹ����ա��ų��Ե�[3]��93 W�ٺϽ�ľ�Һ��ѹ��������������Һ��ѹ������������59%��ͨ�����ο�ʹ���ϵ�ǿ���ɱ���ǰ��800~950 MPa�����1.592 GPa���쳤����8%���ϣ��������㹻�����ԡ��봫ͳ�Ļ�е��ѹ������ȣ���Һ��ѹ���������ŵ�[4-6]��
a. ͨ��Һ����ʴ���ѹ�������ڱ��������ϣ����ϵı���ʮ�־��ȡ�û�л�е��ѹ�����е���ֽΣ�����������ڱ���������Ӧ����ɵ����ơ�
b. �����뼷ѹ���ڱ�֮����ȫû��Ħ������ѹҺ�����Ч�������˼�ѹģ�����ϵ�Ħ����ʹ��ѹ�������½�����ѹ��Ʒ������ȸߡ�
c. ��Һ��ѹ�ı����ٶȼ��죬��ʵ�ָ��ټ�ѹ��
��Һ��ѹ�ڹ���þ�Ͻ����������о���Ӧ�á��������������¾�Һ��ѹ���ε�ZK60þ�Ͻ�Ϊ�о�������þ�Ͻ������֯����ѧ���ܣ�̽���˻��ƺ��Ͼ������¾�Һ��ѹ�����е����ã��Լ����������Ժ�Ӧ���ֲ��Ա��ε�Ӱ��ȣ�����Ϊ���Ƹ�ǿ��þ�Ͻ�ṹ�����ṩ����������
1 ʵ ��
ʵ������þ�Ͻ���ZK60������ɷ�(��������)Ϊ5.5% Zn��0.5% Zr������ΪMg��þ�Ͻ���CO2+SF6���������½�����������720 �����ҽ��뾭200 ��Ԥ�ȵ�ģ�ߣ�����ֱ��Ϊ90 mm��Բ������5 MN��ѹ����ѹ��ֱ��Ϊ30 mm�İ��ģ����İ���500 ��/2 h+����Ĺ��ս��й��ܴ�����Ȼ��150 ��/24 h�˹�ʱЧ���Դ�����IJ��Ͻ������¾�Һ��ѹ���Σ��������ֱ�Ϊ40%��45%��40%�������������ڱ���ǰԤ�ȿ��������ߡ���Һ��ѹ����ʵ��װ����ͼ1��ʾ����ѹ����Ϊ����25 �档
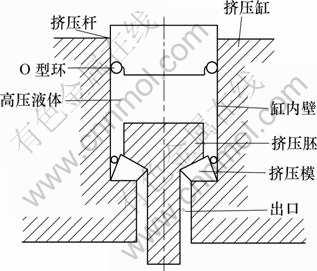
ͼ1 ��Һ��ѹװ��ʾ��ͼ
Fig.1 Sketch map of hydrostatic extrusion equipment
�Ծ�Һ��ѹǰ���þ�Ͻ������ֱ����ǿ�ȡ�Ӳ�ȡ��쳤�ʵ����ܲ��ԣ�������������GB/T 228��2002�涨���мӹ�����CMT-4105��ѧ����ʵ����ϲ��ԣ����췽���뼷ѹ����һ�¡���HV10 ��С����ά��Ӳ�ȼ��ϲ���Ӳ�ȣ��غ�Ϊ98 N������ʱ��Ϊ30 s����MEF4�ͽ���������S360ɨ��羵��Tecnai G220 ����羵�Ͻ�������֯�۲�ͷ�����
2 ʵ��������
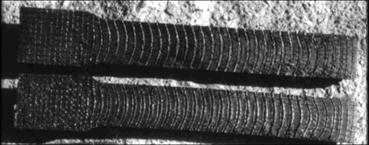
��Һ��ѹ����ǰ���þ�Ͻ����ͼ2��ʾ��������Ϊ40%�ľ�Һ��ѹ���κ��þ�Ͻ𣬱����������ã���ࡢ�⻬�����������ϴ�(�ﵽ45%)ʱ��þ�Ͻ����������������ơ�

ͼ2 ��Һ��ѹ����ǰ���þ�Ͻ�����
Fig.2 Appearance of ZK60 magnesium alloy bars before and after hydrostatic extrusion
2.1 ��Һ��ѹZK60þ�Ͻ����ѧ����
��Һ��ѹǰ��ZK60þ�Ͻ����ѧ������ͼ3��ʾ���ɼ���������Һ��ѹ����(������Ϊ40%)��þ�Ͻ�Ŀ���ǿ�ȡ�����ǿ�ȡ�Ӳ�ȷֱ������20%��60%��54%���ɼ�����Һ��ѹ��þ�Ͻ��ǿ������������ǿ������Ч��ʮ�����ԡ�����ǿ�ȴ������ߵ�ͬʱ���Ͻ��쳤���нϴ����(39%)���½�����������ںϽ�Һ��ѹ���ι����У�Ӧ��ǿ���������������á�
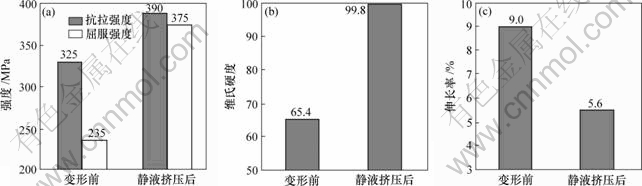
(a) ǿ�ȣ�(b) ά��Ӳ�ȣ�(c) �쳤��
ͼ3 ��Һ��ѹǰ��ZK60þ�Ͻ����ѧ���ܶԱ�ͼ
Fig.3 Contrast of mechanical properties before and after hydrostatic extrusion of ZK60 magnesium alloy
2.2 ��Һ��ѹZK60þ�Ͻ������֯
þ�Ͻ�ľ�Һ��ѹ��������������Ϊ��(��ͼ 4(b)��ʾ)�����ھ�Һ��ѹ�ı������ϴ������Ͼ��������ڶ����Ͼ��������Ͼ�����Ҷ״�ֲ��������Ͼ�������Ť��(��ͼ4(c)��ʾ)�����������������Ѻͼ��������(��ͼ5(b)��ʾ)�������ϵ����ѷֲ��ܼ�������ռ�ݶ������һ�����ϣ��Ͻ�Ķ��ѷ�ʽΪ���Զ��ѡ�
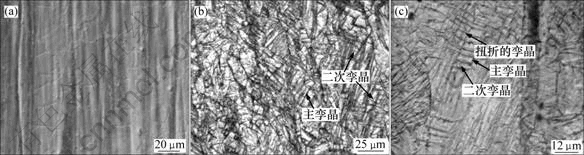
(a) ����ǰ������֯��(b) ���κ���Ͼ���֯��(c) ���κ�Ť�۵��Ͼ���֯
ͼ4 ��Һ��ѹþ�Ͻ����ǰ�������֯
Fig.4 Optical micrographs before and after hydrostatic extrusion of ZK60 magnesium alloy
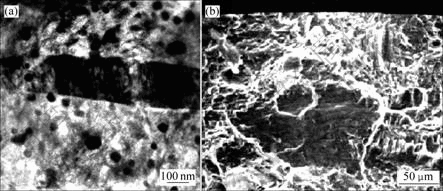
ͼ 5 ��Һ��ѹ��þ�Ͻ��TEM(a)�ͶϿ���òɨ��(b)��Ƭ
Fig.5 TEM image(a) and fracture fractal SEM image(b) of ZK60 magnesium alloy after hydrostatic extrusion
2.3 ���ƺ��Ͼ������¾�Һ��ѹ�����е�����
����þ�Ļ���ϵ�٣�����(���ߴ�����)��þ�Ͻ�����Ա��������ŷdz���Ҫ�����á���300 �����±���ʱ��ҪΪ{0001}<![]() >���滬�Ƽ�����{
>���滬�Ƽ�����{![]() } <
} <![]() >���滬�ơ�c+aλ�Ƶİ���ʸ��������С�����λ��о��խ�����Ʋ��������ǻ��滬�ƾ����ȼ����������¶Ƚϵ�ʱ��ԭ�ӻ���������ǻ�
>���滬�ơ�c+aλ�Ƶİ���ʸ��������С�����λ��о��խ�����Ʋ��������ǻ��滬�ƾ����ȼ����������¶Ƚϵ�ʱ��ԭ�ӻ���������ǻ�
�滬�����Լ����������ں�С��Ӧ���¾ͻ�����ף��������Խϵ͡�J. Koike��[7]��Ϊ�Ͼ��������ܶ����Բ��ϵı��ι��ײ���������ʹ�����ڻ��ƺ��Ͼ�����ľ����������ţ��Ӷ�ȡ��������λ�á����Ͼ��ﵽһ������ʱ�������Ͼ��Ķ��λ��ƺ��Ͼ����Դ����ϴ��Ӧ�䣬ʹ�û��ơ��Ͼ����������ô������ϱ�ÿ��С�A. Galiyev��[8]��Ϊ���ڵ��±��νΣ����滬�ƺͱ����Ͼ��������ã���Ӧ�������»��γ��ٽᾧ���硣���渽����λ����һ���İ���ʸ���������渽���ۻ�(��ͼ6��ʾ)���ڵ��±����������Ӧ�������£��Ͼ������������Ť�ۣ�Ӧ�������ٽ����Ӧ��ʱλ�������ǻ��滬�ơ�λ�����������γɴ�ǶȾ�����Ͼ�λ����
ͼ6 �κ˹���ʾ��ͼ[8]
Fig.6 Sketch maps of nucleation process
����ZK60þ�Ͻ������������¾�Һ��ѹ�����У�λ��������Ҫ�ǻ��滬�ƣ���ԭʼ�����ڲ��ڶ������(��ͼ5(a))�����γ��ܼ���λ���ѻ����������Ŵ����Ͼ������ɣ�������������̬�ٽᾧ[9]����Ƭ״���Ͼ��ڱ���ʱ���������Ͼ�����ã��ִ���Ͼ������Բ��������Ͼ����Ͼ����Ͼ�֮�佻��γ�Ť�ۻ��γ������ģ������ڻ������������������³����γɴ�ǶȾ�����Ͼ�λ���������¶Ƚϵͣ���Щ�ٽᾧ���������׳�����ϸС���ٽᾧ�������ɵľ������ڵľ���ǿ�ȸ��ͣ���������ʱ����������Щ�����ڱ��Σ��Ӷ��ٽᾧ�����ٴ��κ˳��������ڱ��ι����м�����������Σ���������ת����ʹ���ϵ��������Э������ˣ���������״��֯���������ι����бȽ��ȶ���
ZK60þ�Ͻ������¾�Һ��ѹ���ι����У��Ͼ��ı��˾���ȡ�������ھ�����ĵ���Ӧ�䲻����[10]�����Ͼ��ﵽһ������ʱ���ڳ����Ͼ����ڲ�����������������Щ�����Ͼ����Դ����ϴ��Ӧ�䣬�ͷžֲ�Ӧ�������������κˣ����Ҷۻ����Ƽ�ˣ��谭������չ[11]����Ȼ�Ͼ����ܳ�Ϊ����Դ���������������Ʋ����ı�Ҫ��������ˣ��ܵ���˵���������������Ա��Ρ���������������(�ﵽ45%)ʱ���ֲ�Ӧ�����ﵽ������һ���ٽ�ֵʱ����Ӧ���������������κˣ���Ѹ����չ���γ�����(��ͼ2)��
2.4 ��Һ��ѹ�½��������ԶԼ�ѹ���ε�Ӱ�����
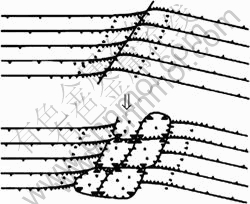
��Һ��ѹ��Ϊһ���١������������ͼӹ���������ѹ���뼷ѹͲ�����ѹ�����ʣ�ѹ��ͨ��ѹ������ʩ���������ϣ������ѹ���ڽ��������ǰ�Ȳ������Ҳ���������б��Σ��������ϲ��뼷ѹͲ�ڽӴ������������ϱ����Ħ����Ϊ��ѹ���ʵ����Ħ���������ڱ������ڣ�������ģ��֮�䴦��������״̬����ˣ���Һ��ѹ�Ľ��������ӽ������������״̬[12-16]���Ӿ�Һ��ѹ(������Ϊ40%)��þ�Ͻ���ڲ������ߵĻ������(��ͼ7)�ɼ������������ܾ��ȣ��߲������ٶ������ļ����ٶȵIJ����С��
ͼ7 ��Һ��ѹ���������ʾ��ͼ
Fig.7 Net photo of ZK60 magnesium alloy after hydrostatic extrusion
�ڼ�ѹ���ι��������Ž���������ڣ�������ѹӦ���½���������Ӧ�����ӣ�þ�Ͻ��ڲ��ĸ���Ӧ���ͻ���Ӧ�����Ӻ�����Ӧ�������ӣ�һ��Ӧ���ﵽþ�Ͻ��ڸ��¶��µĿ���ǿ��ʱ����������ơ�þ�Ͻ��ھ�Һ��ѹ���ι����У����ڶ����ڼ���ǰ����ͨ��ѹ����ֽΣ����׳��ֶմ�ʱ���ܳ��ֵı���������Ӧ�����ҹ���������Ӧ�����Լ�С��
��ͨ��ѹʱ���������뼷ѹͲֱ�ӽӴ������ι���Ҫ�����ܴ��Ħ���������������ڽ��������ǰ�ͻ�����ܴ�ļ��б��Σ���������Ľ������������ȣ����¾ֲ�������Ӧ�������׳������ơ�����Һ��ѹʱ�������뼷ѹͲ�������ѹ���ʣ������������⣬�����ڲ��������ȡ����ڸ�ѹҺ����״̬�Ļ��ϣ��뼷ѹͲ֮����Ħ��������Ħ������С�������γɱ���������Ӧ����ѹ��ͨ����ѹ����ʩ���������ϣ������ڽ��������ǰ�Ȳ������Ҳ���������б��Σ���ѹҺ���Χ�µ�þ�Ͻ��ڸ�ѹ�������¿ɿ��ٱ��Σ�ʵ�ָ��ټ�ѹ����ˣ���Һ��ѹ���ε�þ�Ͻ������Ժã�����������Ӧ��������Ӧ��С���ܹ���������������ʹ��þ�Ͻ��ܹ����ܽ���ͨ��ѹ��ı��������Ҽ�ѹ��Ʒ�����������á�
3 �� ��
a. ��Һ��ѹ��������ʵ��þ�Ͻ������������´���������Σ��Ҽ�ѹ��Ʒ�ı����������ã����ڼӹ�Ӧ��ǿ�������ã���Һ��ѹ��þ�Ͻ�Ŀ���ǿ�ȡ�����ǿ�ȡ�Ӳ�ȷֱ����20%��60%��54%���쳤���½�39%��
b. þ�Ͻ����¾�Һ��ѹ���λ���������Ϊ�������ι����д������Ͼ������ж����Ͼ���������Щ�Ͼ��Ͷ����Ͼ����Դ����ϴ��Ӧ�䣬�ͷžֲ�Ӧ�������������κˣ����Ҷۻ����Ƽ�ˣ��谭������չ�������Ͼ�������Ť�۱��λ��γ������ģ��ڻ��滬�����������������£��γ������Ͼ�λ����
c. þ�Ͻ�Һ��ѹ���εĽ��������Ա���ͨ��ѹ���εĽ���������Ҫ�õö࣬�����ޱ���������Ӧ��������Ӧ�������ײ������ƣ��������¸��ټ�ѹ���Ρ�
�ο����ף�
[1] Letzig D, Swiostek J, Bohlen J, et al. Magnesium wrought alloy properties of the AZ-series[J]. Magnesium Technology, 2005, 13(2): 55-59.
[2] ������, ������, �ܺ���. þ�Ͻ���ͼ��[M]. ��ɳ: ���ϴ�ѧ������, 2006.
LIU Chu-ming, ZHU Xiu-rong, ZHOU Hai-tao. Phase diagrams of magnesium alloy[M]. Changsha: Central South University Press, 2006.
[3] ZHANG Zhao-hui, WANG Fu-chi, LI Shu-kui, et al. Deformation characteristics of the 93W-4.9Ni-2.1Fe tungsten heavy alloy deformed by hydrostatic extrusion[J]. Materials Science and Engineering, 2006, 435(5): 632-637.
[4] �ų���, ������, ������. ��Һ��ѹ�����е����о�[J]. ����������ѧѧ��, 2000, 20(2): 174-178.
ZHANG Zhao-hui, WANG Fu-chi, LI Shu-kui. Lubrication in the process of hydrostatic extrusion[J]. Journal of Beijing Institute of Technology, 2000 , 20(2): 174-178.
[5] Mohanraj J, Bonner M J, Barton D C, et al. Physical and mechanical characterization of oriented polyoxymethylene produced by die-drawing and hydrostatic extrusion[J]. Polymer, 2006, 47(16): 5897-5908.
[6] Jeong H G, Yoon D J, Kim E Z, et al. The influence by hydrostatic extrusion on the microstructure and extrudability of the IM processed hypereutectic Al-Si-X alloys[J]. Journal of Materials Processing Technology,2002, 130(20): 438-443.
[7] Koike J, Ohyama R, Kobayashi T, et al. Grain-boundary sliding in AZ31 magnesium alloys at room temperature to 523 K[J]. Materials Transactions, 2003, 44(4): 445-451.
[8] Galiyev A, Kaibyshev R, Gottstein G.. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy Zk60[J]. Acta Materialia, 2001, 49(7): 1199-1207.
[9] ������, ���Ӿ�, ������, ��. þ��þ�Ͻ�̬�ٽᾧ�о���չ[J]. �й���ɫ����ѧ��, 2006, 16(1): 1-12.
LIU Chu-ming, LIU Zi-jian, ZHU Xiu-rong, et al. Research and development progress of dynamic recrystallization in pure magnesium and its alloys[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 1-12.
[10] ������. Mg-Al-Zn�Ͻ���֯�����ܡ����κͶ�����Ϊ�о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2001.
NU Yi-zhen. The study of microstructure, properties, deform and fracture behavior of Mg-Al-Zn alloy[D]. Shanghai: School of Materials Science and Engineering, Shanghai Jiaotong University, 2001.
[11] ����, ���, �Ƴ���, ��. þ�Ͻ����Ա������������о�[J]. ���ϵ���, 2006, 20(8): 107-113.
CHEN Zhen-hua, YANG Chun-hua, HUANG Chang-qing, et al. Investigation of the twinning in plastic deformation of magnesium alloy[J]. Materials Review, 2006, 20(8): 107-113.
[12] Thiruvarudchelvan S. Lubricant film thickness in the plastic deformation zone of hydrostatic extrusion[J]. Wear, 1981, 72(3): 325-333.
[13] Hill R, Kim D W. Some theoretical aspects of hydrostatic extrusion and allied processes[J]. Journal of the Mechanics and Physics of Solids,1974, 22(2): 73-84.
[14] Goken J, Swiostek J, Letzig D, et al. Damping measurements of the magnesium wrought alloys AZ31, AZ61 and AZ80 after indirect and hydrostatic extrusion[J]. Materials Science Forum, 2005, 482(7): 387-390.
[15] Bohlen J, Yi S B, Swiostek J, et al. Microstructure and texture development during hydrostatic extrusion of magnesium alloy AZ31[J]. Scripta Materialia, 2005, 53(2): 259-264.
[16] Bohlen J, Swiostek J, Sillekens W H, et al. Process and alloy development for hydrostatic extrusion of magnesium: The European community research project MAGNEXTRUSCO[J]. Magnesium Technology, 2005, 13(2): 187-192.
�ո����ڣ�2007-04-19�������ڣ�2007-06-08
������Ŀ��������ȫ�ش�����о���Ŀ(2005��)
ͨ�����ߣ��� ��(1972-)���У��㽭�����ˣ�������ʦ��������Ͻ��临�ϲ��ϵ��о����绰��0574-87902206��E-mail: wangrong@hotmail.com
