
���±�ţ�1004-0609(2015)-01-0043-06
7075/5A06�������Ͻ�TIG����ͷ������֯����ѧ����
�δ���1������1������2���� ΰ1������ΰ1����ˬ1
(1. �Ϻ������豸�����ܳ����Ϻ� 200245��
2. �Ϻ���¯������˾���Ϻ� 200245 )
ժ Ҫ��
����BJ380A��ER4043���Ͻ�˿����7075/5A06�������Ͻ�TIG���Խ����飬���Խ�ͷ������֯����ѧ���ܽ��з�����������������������ƣ������ڷ�ɢ�����ף�7075ĸ��һ����Ӱ�������������5A06ĸ��һ������ԣ��Ҳ���BJ380A��˿��õĺ��쾧���ϲ���ER4043��˿��õĺ��쾧���ִ������ֺ�˿��õĽ�ͷ����ǿ�Ⱦ�Ϊ220 MPa���ң�ԼΪ5A06���Ͻ�ĸ�ĵ�70%���ҽ�ͷ�������ں��촦����Ӳ�Ȳ���ʱ��7075ĸ��һ����Ӱ����������������5A06ĸ��һ����Ӱ��������Ӳ���������⣬����ER4043��˿��õĺ���Ӳ�ȴ��ڲ���BJ380A��˿��õĺ���Ӳ�ȡ�
�ؼ��ʣ�
�������Ͻ����ټ�벻���������֯������ǿ������Ӳ����
��ͼ����ţ�TG444���� ���ױ�־�룺A
Microstructure and mechanical properties of 7075/5A06 dissimilar aluminum alloy joints made by TIG welding
LIAO Chuan-qing1, SU Guo-you1, GAO Yan-fang2, SONG Wei1, BAO Hong-wei1, GAO Jia-shuang1
(1. Shanghai Aerospace Equipments Manufacturer, Shanghai 200245, China;
2. Shanghai Boller Works Corporation Limited, Shanghai 200245, China)
Abstract: The butt joining of 7075 aluminum alloy to 5A06 aluminum alloy was conducted by TIG welding with BJ380A and ER4043 aluminum alloy filler wires, and the microstructure and mechanical properties of the joints were analyzed. The results show that the dispersive pores without cracks are observed in welds. The grain growth in the heat-affected zones (HAZ) near 7075 base metal is more obvious than that near 5A06 base metal (BM), and the grain is coarser in the weld made with BJ380A filler wire than that in the weld made with ER4043 filler wire. The tensile strength of joints is about 220MPa, 70% of that of the 5A06 aluminum alloy base metal, and the fracture occurs in the welds during tensile test. The microhardness results reveal that softening appears in the heat-affected zones near 7075 base metal, but hardening exists in the heat-affected zones near 5A06 base metal. Moreover, the microhardness in the weld made with ER4043 filler wire is higher than that in the weld made with BJ380A filler wire.
Key words: dissimilar aluminum alloy; TIG welding; microstructure; tensile strength; microhardness
�������Ͻ�����ܶȵ͡���ǿ�ȸߡ��ȸնȸߺ���ʴ����ǿ���ص㣬���㷺Ӧ���ں��ա����졢�����ͳ�������������[1-2]����ĿǰӦ����㷺�������֮һ�������Ͻ�ṹ�У����ɱ���س����������Ͻ�֮��ĺ��ӡ�Ŀǰ���������ϽӼ�����Ҫ��������Ħ���������⺸��벻����ȡ�PEEL��[3-4]��PARK ��[5]�ֱ������AA5083/AA6082��5052/6061�������Ͻ����Ħ�����о����������˺��ӹ��ղ����������ͷ��ת�ٶȡ�����ͷ��ѹ���������ٶȵȣ��Խ�ͷ��֯�����ܵ�Ӱ�졣���ΰ��[6]������ZL114A/5A06�������Ͻ⺸���飬�����������ͷ�Ŀ���ǿ�ȿɴ�265 MPa��ΪZL114Aĸ�Ŀ���ǿ�ȵ�80%���ϣ��ҽ�ͷ���кܺõĿ�ƣ�����ܣ��������ʱ����ͷ������ZL114A ĸ��һ����ۺ��߸����������ʵ�[7]�������۵�[8]�ֱ������2519/5A06��ZL101A/5A06�������Ͻ��벻����о�������ͨ�����ӻ��Լ������Ӻ��챳�����������ĸ�ı��濪�¿ڵķ������ɸ��ƺ���ij�����������߽�ͷ�Ŀ���ǿ�ȡ�
7075���Ͻ�ǿ�ȸߣ���������Ҫ�����ṹ��5A06���Ͻ�������õĺ����Ժ���ʴ�ԣ�����õ����Ͻ�֮һ�������Ͻӽṹ�У���Ҫ�������ֲ���7075���Ͻ𣬶�����֧�Ų��ֲ���5A06���Ͻ������ȿɱ�֤����ṹ��ǿ�ȣ��ֿɽ�Լ�����ɱ����������7075��5A06ͬ�����Ͻ��ͷ�����˹㷺���о�[1, 9-12]��Ȼ������7075/5A06�������Ͻ��ͷ���о����ʼ�������
TIG��(�ټ�벻���)���к��ӹ������ܺá��ɱ��ͺ��ײ������ŵ㣬����õ��ۺ�����֮һ���ڴˣ���������ѡ��BJ380A��ER4043���Ͻ�˿����7075/5A06�������Ͻ�TIG���Խ����飬���Խ�ͷ��֯�����ܽ��з��������ڶ�7075/5A06�������Ͻ�TIG����ͷ���ƹ�Ӧ���ṩ���۲ο���
1 ʵ��
1.1 ������ϼ����
����������ѡ�õĺ���ĸ��Ϊ200 mm��100 mm��12 mm��7075��5A06���Ͻ�塣���У�5A06ĸ��ΪO״̬������ǿ��ԼΪ315 MPa��7075ĸ��ΪT6״̬������ǿ��ԼΪ515 MPa����˿ѡ��d 3.0 mm��BJ380A��ER4043���Ͻ�˿����1�г��˺���ĸ�ĺͺ�˿����Ҫ��ѧ�ɷ֡�
1.2 ���鷽��������
��ǰ���Դ���ĸ�ļ���˿������л�ѧ��ϴ��Ȼ���ò����˿ˢ��ĥ����������Χ��25 mm���������Ĥֱ���ʹ�����������ͷ��ʽΪ�Խӣ�˫�濪5 mm��45��ġ�V���¿ڣ��м���2 mm�۱ߣ��ԽӼ�϶Ϊ1.5 mm����ͼ1��ʾ�������ֹ�TIG�����������������(��ͼ1)�����ӵ����ͱ������������ֱ�Ϊ250 A��15 L/min������������ټ�ֱ���ֱ�Ϊ������4.0 mm�����Ժ������X���߲��ԣ��Ա��������к���ȱ�ݵķֲ������Ȼ���ý����������н�ͷ����֯�Ĺ۲죬����ɨ��羵�����������ĶϿ���ò���й۲죬��ͷ����ǿ�Ⱥ���Ӳ�ȷֱ�����������������Ӳ�Ȼ����б�������ͷ�Ŀ���ǿ��ȡ3��������������ǿ�ȵ�ƽ��ֵ������������GB2651-89���Ʊ�����Ӳ�Ȳ���ʱ������λ�þ�Ϊ����ڶ��㺸�죬�����غɺͳ���ʱ��ֱ�Ϊ1.96 N��20 s��
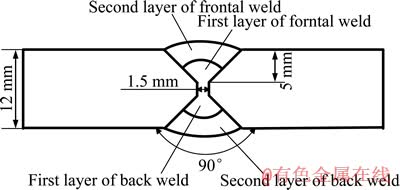
ͼ1 �����¿ڳߴ�ͺ���˳��ʾ��ͼ
Fig. 1 Schematic diagram of welding groove dimensions and welding sequence
2 ���������
2.1 �����X�����
��1 ����ĸ�ļ���˿����Ҫ��ѧ�ɷ�
Table 1 Chemical composition of base metals and filler wires
����Ժ������X����⣬�������ֺ�˿����õĺ���������ƣ����з�ɢ�����״��ڣ����������ֱ��ԼΪ1 mm�����������׳��ֵ�ԭ����ܰ������¼������档
1) ĸ�ļ���˿�������������������տ����е�ˮ�֣�ˮ���ڸ����·ֽ�����������ں����γ������ס�
2) �������岻����ʹ���������۳أ����д�������Ϊ���ס�
3) �����е��۵������ѹ��Mg��Zn��Ԫ�ص������γ����ݣ������������ݳ��������Ϊ����[13]��
2.2 ��ͷ������֯����
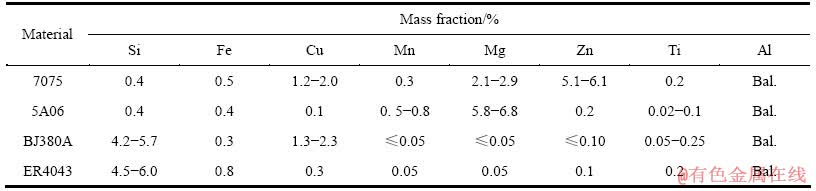
ͼ2��ʾΪ����BJ380A��˿��õ�7075/5A06��ͷ������֯����ͼ2��֪����ͷ��Ҫ��Ϊ���졢��Ӱ������ĸ��3�����֡�����7075ĸ��һ�����Ӱ�����ľ��������Եij�����������Ӱ������ƽ������ԼΪ250 ��m(��ͼ2(a))�����⣬����Ӱ�����ľ���Ϊ��״������ĸ�ķ���������һ���棬�ܺ�����ѭ�������ã���Ӱ����������������һ���棬��ֱ��ĸ�ķ���ľ����ڳ�������л����ѹ�����ƾ�����ֱ��ĸ�ķ���Ȼ��������5A06ĸ��һ�����Ӱ�������������Գ�������Ӱ������ƽ������ԼΪ80 ��m����ͼ2(b)��ʾ�����ڲ���ER4043��˿��õĽ�ͷ��7075ĸ��һ����Ӱ�����ľ���Ҳ���Գ���5A06ĸ��һ����Ӱ�����ľ���Ҳ�����Գ�����������Ӱ������ƽ�����������BJ380A��˿��õĽ�ͷ����һ�£���ͼ3��ʾ��
ͼ2 ����BJ380A��˿��õĽ�ͷ����֯
Fig. 2 Microstructures of joint made with BJ380A wire

ͼ3 ����ER4043��˿��õĽ�ͷ����֯
Fig. 3 Microstructures of joint made with ER4043 wire
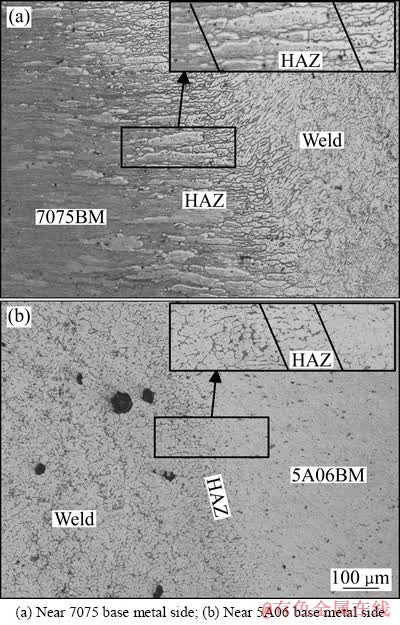
����BJ380A��˿��õĽ�ͷ�к��������֯��ͼ4��ʾ����ͼ4��֪������Ϊ���ᾧ��֯���ɾ��ڵĦ�(Al)�ͷֲ��ھ���Ĺ�����֯��ɡ��Ƚ�ͼ4(a)��(b)��֪�������һ�㺸��ľ����ϵڶ��㺸��Ĵִڶ��㺸�ӹ��̿ɶԵ�һ�㺸����м��ȣ���ʹ��һ�㺸�쾧���ij��ù�����������Ӱ�����ľ������������һ�㺸�쾧���ϵڶ��㺸��ִ������ͬ�������ڲ���ER4043��˿��õĺ����У���ͼ5(a)��(b)��ʾ�����⣬�Ƚ�ͼ4��5���Է��֣�����ͬһ�㺸�죬����ER4043��˿��ú���ľ����ߴ�ϲ���BJ380A��˿��ú����С���ɱ�1��֪��BJ380A��˿��CuԪ�صĺ�����ER4043��˿��4�����ϣ���ʹ��BJ380A��˿�Ĺ������¶Ƚ�ER4043��˿�ĵͣ���������ͬ�ĺ��Ӳ����£����뵽����BJ380A��˿��õĺ����е������϶࣬�ٽ����쾧 ������
2.3 ��ͷ����ѧ���ܷ���
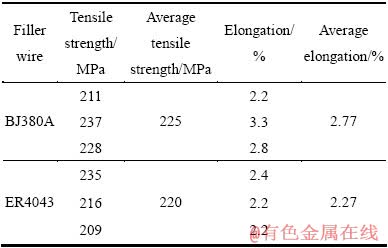
��ͷ����ǿ�ȼ��Ϻ��쳤�����2���С��ӱ�2��֪���������ֺ�˿��õĽ�ͷ����ǿ�Ȳ����С����ͷƽ������ǿ�Ⱦ�Ϊ220 MPa���ң�ԼΪ5A06���Ͻ�ĸ�ĵ�70%����ͷ�Ϻ��쳤�ʽ�С����Ϊ2.5%���ҡ��������ʱ���������ֺ�˿��õĽ�ͷ�������ں��촦����ͼ6��ʾ��PASTOR��[14]�����Ͻ���ֱ������200 ��m�����׳�Ϊ������ף�����Ϊ�������Ĵ��ڽ����ض�ͷ����ѧ���ܡ���ǰ���������д���ֱ��ԼΪ1 mm�����ף���Щ���Ĵ��ڽ���С�������ʱ�����������������Ӧ�����У��Ӷ����½�ͷ�����ں��졣Ȼ������Щ����ͨ��ĸ�ĺ�ǰ�������������Ľ��������屣�����Ż����Ӳ����ȷ�����������[15]�������һ������������о�����һ���ԶϿڽ���ɨ��羵������֪������ͷ�Ͽ���ò��Ϊ���Զ��ѣ���ͼ7��ʾ�����⣬�Ͽڴ��������Ե�����(��ͼ7(a))��
ͼ4 ����BJ380A��˿������溸�������֯
Fig. 4 Microstructures of frontal weld made with BJ380A wire
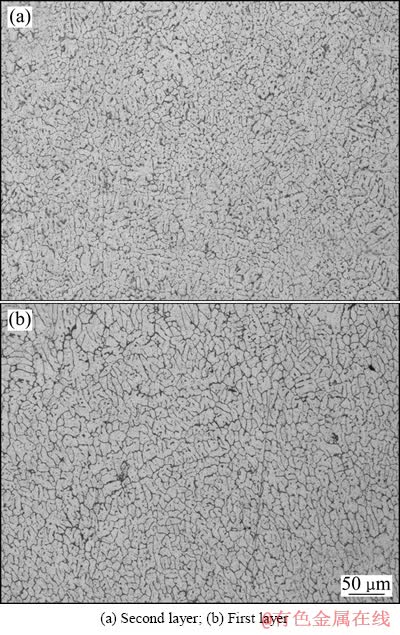
ͼ5 ����ER4043��˿������溸�������֯
Fig. 5 Microstructures of frontal weld made with ER4043 wire
��2 ��ͷ����ǿ�ȼ��Ϻ��쳤��
Table 2 Tensile strength and elongation of joints

ͼ6 ��ͷ����λ��ʾ��ͼ
Fig. 6 Fracture positions in joints made with BJ380A wire (a) and ER4043 wire (b)
ͼ8��ʾΪ��ͷ����Ӳ�ȷֲ�������ÿ������Ӳ��ֵΪ������5��Ӳ�ȵ�ƽ��ֵ����ͼ8��֪��7075ĸ��һ����Ӱ������Ӳ��С��7075���Ͻ�ĸ�ĵģ���5A06ĸ��һ����Ӱ������Ӳ��ֵ����5A06���Ͻ�ĸ�ĵġ����仰˵��7075ĸ��һ����Ӱ����������������5A06ĸ��һ����Ӱ��������Ӳ����7075ĸ��һ����Ӱ���������ں�����ѭ�������еij�������������ĸ���ԭ���ӹ����У����������SiԪ�ؽ���5A06ĸ��һ����Ӱ������ɢ����������Ӳ������ [16]�����⣬�Ƚ�ͼ8(a)��(b)��֪������BJ380A��˿��õĺ���Ӳ�ȵ��ڲ���ER4043��˿��õĺ���Ӳ�ȡ��ɺ�������֯������֪������BJ380A��˿��õĺ��쾧���ϲ���ER4043��˿��õĺ���ִ����ߴ�Խ��Ӳ��ֵԽ�͡�
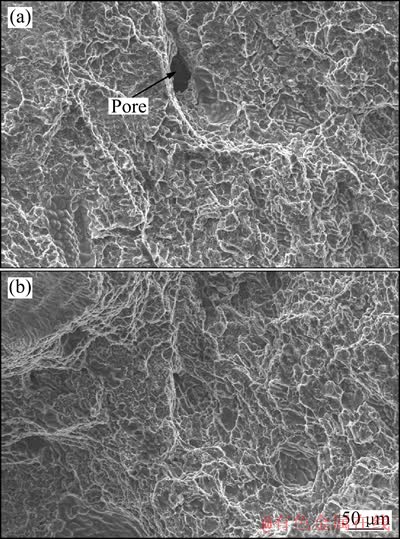
ͼ7 ����BJ380A��˿��õĽ�ͷ�Ͽ�SEM��
Fig. 7 SEM images of fracture surfaces made with BJ380A wire (a) and ER4043 wire (b)
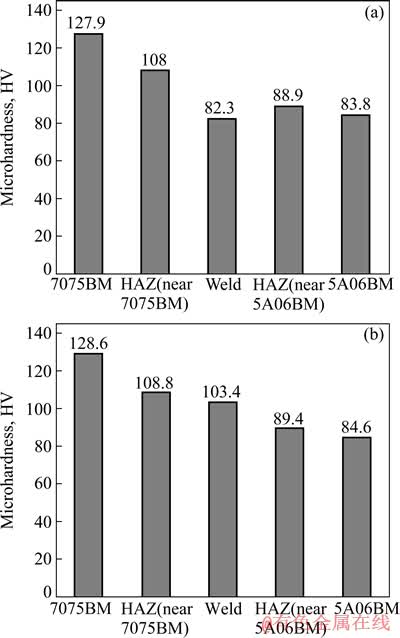
ͼ8 ����BJ380A��˿��ER4043��˿��õĽ�ͷ��Ӳ�ȷֲ�
Fig. 8 Microhardness distribution in joints made with BJ380A wire (a) and ER4043 wire (b)
3 ����
1) �������ֺ�˿��õĽ�ͷ�У� 7075ĸ��һ����Ӱ������ƽ������ԼΪ250 ��m���������Եľ�����������5A06ĸ��һ����Ӱ������ƽ������ԼΪ80 ��m�����������������ԡ������Ϊ���ᾧ��֯���ڶ��㺸�캸�ӹ��̿ɶԵ�һ�㺸����м��ȣ����µ�һ�㺸��ľ����ߴ���ڵڶ��㺸��ġ�
2) ���ֺ�˿��õĽ�ͷ����ǿ�Ⱦ�Ϊ220 MPa���ң�ԼΪ5A06���Ͻ�ĸ�ĵ�70%���������ʱ����ͷ�������ں��촦���Ͽ���òΪ���Զ��ѡ������д��ڵĺ������С�˺����������ʱ��������������½�ͷ�����ں��촦��
3) ��Ӱ���������ں�����ѭ�������еij������7075ĸ��һ����Ӱ�������������������ӹ����к�������е�SiԪ����5A06ĸ��һ����Ӱ��������ɢ����5A06ĸ��һ����Ӱ��������Ӳ��������BJ380A��˿��õĺ��쾧���ϲ���ER4043��˿��õĺ��쾧���ִ���ǰ�ߵĺ���Ӳ�ȵ��ں��ߵĺ���Ӳ�ȡ�
REFERENCES
[1] �ӱ�ǿ, �벬��, ���˹�, �� ��. �������巽������Ƶ�ʶ�5A06���Ͻ���֯�����ܵ�Ӱ��[J]. ����ѧ��, 2010, 31(1): 89-92.
CONG Bao-qiang, QI Bo-jin, ZHOU Xin-guo, LUO Jun. Effect of hybrid-pulse square-wave current frequency on microstructure and mechanical properties of 5A06 aluminum alloy welds[J]. Transactions of the China Welding Institution, 2010, 31(1): 89-92.
[2] ������, �� ��, ������. LY12 ���Ͻ�Ħ���㺸��ͷ��֯������[J]. �й���ɫ����ѧ��, 2008, 18(2): 288-293.
LIU Ke-wen, XING Li, KE Li-ming. Microstructures and properties of friction stir spot welding joints for LY12 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(2): 288-293.
[3] PEEL M J, STEUWER A, WITHERS P J, DICKERSON T, SHI Q, SHERCLIFF H. Dissimilar friction stir welds in AA5083-AA6082. Part I: Process parameter effects on thermal history and weld properties[J]. Metallurgical and Materials Transactions A, 2006, 37: 2183-2193.
[4] PEEL M J, STEUWER A, WITHERS P J. Dissimilar friction stir welds in AA5083-AA6082. Part ��: Process parameter effects on microstructure[J]. Metallurgical and Materials Transactions A, 2006, 37: 2195-2206.
[5] PARK J C, HAN M S, JANG S K, KIM S J. Optimum traveling and rotation speeds in friction stir welding for dissimilar Al alloys[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 1486-1490.
[6] ���ΰ, Ҧ Ϊ, ��־��, ������, ������. ���⺸��ZL114A/5A06�������Ͻ��ͷ��֯������[J]. ����Ϲ���, 2010, 6: 70-73.
LI Hong-wei, YAO Wei, WANG Zhi-ming, CHEN Shao-yong, GUO Jian-wen. Microstructure and properties of dissimilar aluminum alloys ZL114A/5A06 joints by laser welding[J]. Aerospace Materials & Technology, 2010, 6: 70-73.
[7] ������, �����, �� ��, �� �S. 2519/5A06 �������Ͻ��ۺ����ӽ�ͷ���������о�[J]. �������켼��, 2010, 7: 26-28.
MA Li-cai, SUN Yan-jie, WANG Feng, HU Yun. Experimental study on performance of 2519/5A06 welded joint[J]. Aerospace Manufacturing Technology, 2010, 7: 26-28.
[8] ������, ����Ⱥ, ʯ��γ, �� ��. ZL101A��LF6 �������Ͻ�����彻��TIG������[J]. ����, 2007, 9: 42-45.
L Shi-xiong, LI Li-qun, SHI Jing-wei, LIU Yan. AC pulsed gas tungsten arc welding technology for dissimilar aluminum alloys ZL101A and LF6[J]. Welding & joining, 2007, 9: 42-45.
Shi-xiong, LI Li-qun, SHI Jing-wei, LIU Yan. AC pulsed gas tungsten arc welding technology for dissimilar aluminum alloys ZL101A and LF6[J]. Welding & joining, 2007, 9: 42-45.
[9] �����, �����, ������, �� ��. ���Ͻ����Ħ����MIG���ӽ�ͷƣ�����ܶԱ�����[J]. ����ѧ��, 2006, 27(4): 1-4.
YANG Xin-qi, LUAN Guo-hong, XU Hai-sheng, CHAI Peng. Experimental comparison of fatigue properties for 5A06 aluminium alloy friction stir and metal inert gas welded joints[J]. Transactions of the China Welding Institution, 2006, 27(4): 1-4.
[10] �ź�ϼ, ����, ��־��, ��ɷ�, �����, ������, ������. 5A06���Ͻ��亸�ӽ�ͷ��ƣ�Ͷ�����Ϊ[J]. �й���ɫ����ѧ��, 2013, 23(2): 327-335.
ZHANG Hong-xia, WU Guang-he, YAN Zhi-feng, PEI Fei-fei, LI Jin-yong, WANG Wen-xian, LI Yong-lian. Fatigue fracture behavior of 5A06 aluminum alloy and its welded joint[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(2): 327-335.
[11] BALASUBRAMANIAN V, RAVISANKAR V, REDDY G M. Effect of pulsed current welding on mechanical properties of high strength aluminum alloy[J]. The International Journal of Advanced Manufacturing Technology, 2008, 36: 254-262.
[12] ��ϣ��, ���ƻ, �� ��, �� ��, ����ΰ, ţ ��. �����ȴ����Ը�ǿ���Ͻ����Ħ������ͷ��Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(3): 484-489.
WANG Xi-jing, SUN Gui-ping, ZHANG Jie, XU Cheng, LI Shu-wei, NIU Yong. Effects of heat treatment after welding on friction stir welding joints of high-strength aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 484-489.
[13] CAO X, WALLACE W, POON C, IMMARIGEON J P. Research and progress in laser welding of wrought aluminum alloys-part I: Laser welding processes[J]. Materials and Manufacturing Processes, 2003, 18: 1-22.
[14] PASTOR M, ZHAO H. Porosity, underfill and magnesium loss during continuous wave Nd:YAG laser welding of thin plates of aluminum alloys 5182 and 5754[J]. Welding Journal, 1999, 78(6): 207s-216s.
[15] DONG H G, LIAO C Q, YANG L Q. Microstructure and mechanical properties of AZ31B magnesium alloy gas metal arc weld[J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1336-1341.
[16] DONG H G, LIAO C Q, CHEN G Q, DONG C. Butt joining of aluminium to steel by arc brazing process[J]. Materials and Manufacturing Processes, 2012, 27(12): 1392-1396.
(�༭ ������)
������Ŀ�����ҹ��ʺ�����Ŀ(2013DFR504xx)
�ո����ڣ�2014-05-10�������ڣ�2014-11-05
ͨ�����ߣ��δ��壬����ʦ���绰��021-24187443��E-mail��chuanqingliao@163.com
ժ Ҫ������BJ380A��ER4043���Ͻ�˿����7075/5A06�������Ͻ�TIG���Խ����飬���Խ�ͷ������֯����ѧ���ܽ��з�����������������������ƣ������ڷ�ɢ�����ף�7075ĸ��һ����Ӱ�������������5A06ĸ��һ������ԣ��Ҳ���BJ380A��˿��õĺ��쾧���ϲ���ER4043��˿��õĺ��쾧���ִ������ֺ�˿��õĽ�ͷ����ǿ�Ⱦ�Ϊ220 MPa���ң�ԼΪ5A06���Ͻ�ĸ�ĵ�70%���ҽ�ͷ�������ں��촦����Ӳ�Ȳ���ʱ��7075ĸ��һ����Ӱ����������������5A06ĸ��һ����Ӱ��������Ӳ���������⣬����ER4043��˿��õĺ���Ӳ�ȴ��ڲ���BJ380A��˿��õĺ���Ӳ�ȡ�
