
���±�ţ�1004-0609(2015)06-1435-06
5005���Ͻ���4J34�ɷ��Ͻ�����ǥ������
����ϼ���ϵ�ǿ�������ף�֣�������뼪��
(��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
����Al-Si-Mgǥ��ʵ��5005���Ͻ���4J34�ɷ��Ͻ�����ǥ�����о��˽�ͷ����ṹ�����γɻ�����������ǥ���¶ȼ�����ʱ��Խ�ͷ����ṹ�Ϳ���ǿ�ȵ�Ӱ�졣�������������ǥ���¶ȵ����ߺͱ���ʱ����ӳ�����ͷ�Ŀ���ǿ�������ߺͣ���ǥ���¶�Ϊ580 �桢����ʱ��Ϊ15 minʱ����ͷ����ǿ�ȴﵽ���ֵ81 MPa����ʱ����ͷ�ĵ��ͽ���ṹΪ4J34�ɷ��Ͻ�/FeAl/FeAl3/FemAln+��(Al)/5005���Ͻ𡣽�ͷ�Ķ�����ʽ��Ҫ��ǥ���¶ȵ�Ӱ�죻��ǥ���¶Ƚϵ�ʱ����ͷ���������Ͻ������Ĥ�㼰���Ͻ��ڣ����¶�������580 ��ʱ����ͷ������FemAln+��(Al)��Ӧ���С�
�ؼ��ʣ�
4J34�ɷ��Ͻ���5005���Ͻ������ǥ����������֯������ǿ����
��ͼ����ţ�TG454 �� �� ���ױ�־�룺A
Process of vacuum brazing 5005 aluminum alloy to 4J34 Kovar alloy
ZHANG Li-xia, MENG De-qiang, QI Jun-lei, ZHENG Wen-long, FENG Ji-cai
(State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: Vacuum brazing of 5005 aluminum alloy and 4J34 Kovar was carried out with Al-Si-Mg filler foil as braze alloy. Various brazing heating cycles were carried out to study the effects of brazing parameters on the joint interface and mechanical properties. The results show that the shear strength of the joints increases firstly, and then decreases with increasing brazing temperature and holding time. According to the mechanical property tests, the joints brazed at 580 �� for 15 min obtain the maximum shear strength of 81 MPa, and the typical interface structure of the joints is 4J34 Kovar/FeAl/FeAl3/FemAln+��(Al)/5005 aluminum alloy from 4J34 Kovar to 5005 aluminum alloy side. The fracture form of the joints is mainly affected by brazing temperature. When the brazing temperature is low, the joints fracture on the oxide layer and aluminum alloy. When the temperature is high, the joints fracture on FemAln+��(Al) layer.
Key words: 4J34 Kovar alloy; 5005 aluminum alloy; vacuum brazing; interface structure; shear strength
5005���Ͻ�����ܶ�С���ȵ��ʺ͵絼�ʸߵ��ŵ㣬�ں��ա����졢��������е�����Լ���ѧ��ҵ���ѱ��㷺Ӧ��[1-2]���ر��ǸúϽ��к���һ������MgԪ�أ�����ȥ�����Ͻ���������Ĥ������Ҫ���á�4J34�ɷ��Ͻ���20~450 �淶Χ�ھ�����Ӳ���������������ϵ����ͬʱ�������õĿɼӹ��Ժ͵�����֯�ȶ��ԡ���ˣ��ں˹�ҵ����ʵ��5005���Ͻ���4J34�ɷ��Ͻ�����Ӷ��Ʊ���̽���ǹ�������ʹ��������������ֲ��ϵ��ŵ㣬���зdz���Ҫ��Ӧ�ü�ֵ��
����5005���Ͻ���4J34�ɷ��Ͻ��������ϵ������ϴ��Լ����Ͻ��������Ĥ�Ĵ��ڣ���ˣ�5005���Ͻ���4J34�ɷ��Ͻ�ĺ��ӽ�Ϊ���ѡ������е����������������ɷ��Ͻ����մɡ����������ӵ��о��϶࣬�������Ͻ����ӵ��ʼ����������Ͻ���ɷ��Ͻ�����ӱ�������Al-Fe֮������ӡ������ۻ���������Al-Fe���к���ʱ����ͷ�������Ҵ��ںܴ�Ӧ����ͬʱ����ɷֲ����ȣ����Ժ����Խ��ͣ��ײ������ơ�������ȱ��[3-8]��Ħ�����Դ�����������״Ҫ���ϸ�װ��Ҫ��Ҳ�ϸߣ��Һ��Ӽ�һ�㹤���ڱ仯���¶ȳ��У���ͷ�����Բ����������[9-12]������ǥ����Al-Fe���к���ʱ��ĸ�IJ��ۻ������Է�ֹ�����仯����Ĵ������ɣ����ܹ�ͨ������ǥ�ϳɷ������ƽ��淴Ӧ���̣��Ի���������õĽ�ͷ[13-15]���������߲���Al-Si-Mgǥ�ϳɹ�ʵ����5005���Ͻ��4J34�ɷ��Ͻ�Ŀɿ����ӣ��о��˽�ͷ�Ľ���ṹ�����γɻ������������˹��ղ����Խ�ͷ����ṹ�Ϳ���ǿ�ȵ�Ӱ����ɡ�
1 ʵ��
�������ò���Ϊ4J34�ɷ��Ͻ�5005���Ͻ��Al-Si-Mg��״ǥ�ϣ�Al-Si-Mgǥ�ϵ��ڻ��¶�Ϊ550 �档�仯ѧ�ɷּ���1~3���С�����ǰ���������и����4J34�ɷ��Ͻ�ӹ���30 mm��10 mm��1.5 mm����������5005���Ͻ�ӹ���7 mm��7 mm��5 mm����������ҵ�����Al-Si-Mg��״ǥ�Ϻ��Ϊ150 ��m��
��1 5005���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of 5005 aluminum alloy (mass fraction, %)

��2 �ɷ��Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of Kovar alloy (mass fraction, %)

��3 Al-Si-Mgǥ�ϵĻ�ѧ�ɷ�
Table 3 Chemical composition of Al-Si-Mg (mass fraction, %)

ǥ��ǰ��ʹ��ɰֽ�Խ����������������ĥ����ʹ�ñ�ͪ��Һ�Դ���ĸ�Ľ��г�����ϴ��Ϊ��ȥ�����Ͻ��������Ĥ����40 �������£���ϡNaOH��Һ���г�����ϴ������ϡHNO3��Һ������ϴ��ǥ��������Cnetorr6-1650-15T�����ɢ�����ڽ��У�ǥ���¶ȷֱ�Ϊ560��570��580��590 �棬����ʱ��ֱ�Ϊ5��10��15��20��25 min���������ɨ��羵(SEM��S-4007)�۲������֯���Ͽ���ò������ת����X����������(XRD��D/max-rb)�Խ������������������ȷ����Ӧ�������INSTRON MODEL 5569�����������������ѹ�����ԡ�
2 ���������
2.1 ǥ����ͷ�Ľ������
ͼ1��ʾΪǥ���¶�580 �桢����ʱ��15 minʱ�Ľ�ͷ����֯����ͼ1��ʾ���ɷ��Ͻ�5005���Ͻ���ǥ��֮�����ӽ��ܡ���Ӧ��֣��������ƽ�����ܣ���ͷ��Ҫ��Ϊ����3����Ӧ�㣬����������ɾ��ȡ�
�Խ�ͷ����Ӧ��������������������4���У�����ǥ����ͷ��Ҫ��Fe��AlԪ�ع��ɡ���Ӧ���dz��ɫ��Fe��Al��Ħ���Ƚӽ�1:1�����Fe-Al��Ԫ��ͼ���ƶϸ����ɷ�ΪFeAl����Ӧ����ɫ�������һ�����ĺ�ɫ��(D��)�ֲ����У��÷�Ӧ���л�����֯(B��)��Fe��AlĦ���Ƚӽ�1:3���ƶϸ����ɷ�ΪFeAl3�������������[16]��Ӧ�ս���ȡ����ϵ�����仯������о��ɹ����ƶ���Ϊ����Ӧ���к�ɫ��(D��)����ΪFe2Al5������5005���Ͻ�Ģ�Ӧ���У�����AlԪ�غ����������࣬ǥ����������Al���������(Al)����ˣ��÷�Ӧ����Ҫ����Fe-Al�����仯�������(Al)��ͬ��ɡ�
������������ͷ���洦����3����Ӧ����Ҫ��Fe-Al֮���γɵIJ�ͬ���͵Ľ����仯���ﹹ�ɡ�Ϊ��һ��ȷ����ͷ�Ľ��淴Ӧ����Խ�ͷ�Ͽڽ��������XRD��⣬������ͼ2��ʾ������������FeAl��FeAl3���������ɣ���������������Ľ��һ�¡�
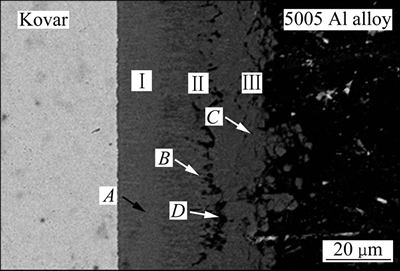
ͼ1 ǥ���¶�580 �桢����ʱ��15 minʱ��ͷ������֯
Fig. 1 Microstructure of joints brazed at 580 �� for 15 min
��4 ��ͷ������ҪԪ�سɷּ����ɵĿ�����
Table 4 Chemical compositions of elements and possible phases for joints

��������������Al-Si-Mgǥ��ǥ��5005���Ͻ���ɷ��Ͻ�ʱ����ͷ�Ľ���ṹ�ɱ�ʾΪ�ɷ��Ͻ�/FeAl/FeAl3/FemAln+��(Al)/5005��
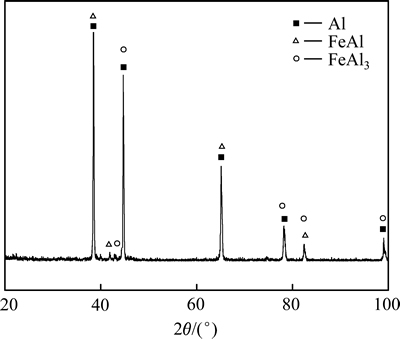
ͼ2 ��ͷ�Ͽڽ����XRD��
Fig. 2 XRD pattern of interface on joint fracture
2.2 ��ͷ�γɻ���
ǥ�����ȹ����У������¶ȵ����ߣ�Al-Si-Mgǥ���е�Mg�ӷ���Mg�����������Ͻ���㣬����ɢ�������Ͻ�����Si�γɵ��۵��Al-Si-MgҺ�࣬�ƻ�����Ĥ�����Ͻ�Ľ�ϣ�����Һ̬ǥ����ĸ�ı�����ʪ��չ��������������Ĥ����ȥ��[17]��
���ż����¶ȵĽ�һ�����ߣ�Һ̬ǥ���е�AlԪ����ɷ��Ͻ��е�FeԪ�����ɢ����Ӧ����FeAl3��
Fe+Al��FeAl3 (1)
�����о�����[18]��Fe-Al���Ϸ�Ӧ���ͷŴ������ȣ���ɷ�Ӧ���ֲ��¶ȼ������ߣ�����¶ȿɴ�1200�棬ʹ�������¶ȸ��ڹ����¶ȣ�ʹ��FeAl3��Al�γɹ���Һ��L(����Ӧʽ(2))��
FeAl3+Al��L (2)
���ŷ�Ӧ���У��ɷ��Ͻ��е�Fe�����ܽ⣬�ڽ��洦�ۼ�����Զ����洦������ɢ��ʹ��Һ̬ǥ����FeԪ�غ��������ӣ�������ͼ��֪��1200 ��ʱFe��Al�е��ܽ�ȿɴ�44%����ʱ�õ��Ļ�����ΪFe2Al5��������Fe2Al5���ȶ���������Al������Ӧ(����Ӧʽ(3))���Ӷ���Ӧ����FeAl��FeAl3������Ӧ���в���֣��ڽ��洦����Fe2Al5��д�(��ͼ1��D��)��
Fe2Al5+Al��FeAl3+FeAl (3)
�����ŷ�Ӧ(1)~(3)�Ľ��У����Ͻ���ĸ�Ļ��ۻ�����ǥ�죬��ǥ����ȴ�������γɦ�(Al)�����塣
���������������ͷ�γɵĽ���ṹΪ�ɷ��Ͻ�/ FeAl/FeAl3/FemAln+��(Al)/5005��
2.3 ���ղ����Խ�ͷ��֯��Ӱ��
ǥ���¶���ǥ������Ҫ���ղ������Խ�ͷ����ṹ������Ҫ��Ӱ�졣��ͼ3(a)��֪��ǥ���¶�Ϊ570 ��ʱ�������д��ڽ϶�����ơ�����ȱ�ݣ���������MgԪ�ص�ȥĤ����δ��ַ��ӣ�ǥ��ȥ��5005���Ͻ���������Ĥ��Ч�������ԡ���ǥ���¶�Ϊ580 ��(��ͼ3(b))������ȱ������ʧ������������á���ǥ���¶ȹ���ʱ(��ͼ3(c))��ǥ����Ӧ���������������º�����������ơ����յȺ���ȱ�ݣ�����������ԡ�����ǿ�Ⱦ��кܴ�̶ȵ��½���
����ʱ��Խ�ͷ��֯��������Ӱ�죬ͼ4��ʾΪǥ���¶�590 �桢����ʱ��ֱ�Ϊ5��20��25 minʱ��ͷ�Ľ�������֯��
��ͼ4(a)��ʾ��������ʱ��Ϊ5 minʱ��ǥ�ϵ����õò�����ַ��ӣ����Ͻ�ĸ�ı��������Ĥ����������ǥ��δ�������Ͻ������ʪ��չ�������ͷ�����˹ᴩ�����ơ����ű���ʱ����ӳ���ǥ��������ĸ�ķ�Ӧ��֣�������εõ����ƣ���ͼ4(b)��ʾ�������в��������ơ����Ⱥ���ȱ�ݡ���������ʱ��Ϊ25 minʱ��ǥ���������������������������ƣ���ͼ4(c)��ʾ��
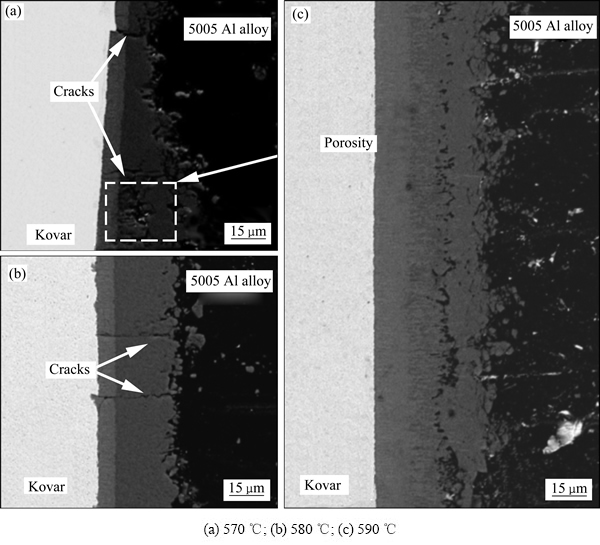
ͼ3 ��ͬǥ���¶�ʱ��ͷ��������֯
Fig. 3 Microstructures of joints at different brazing temperature for 15 min
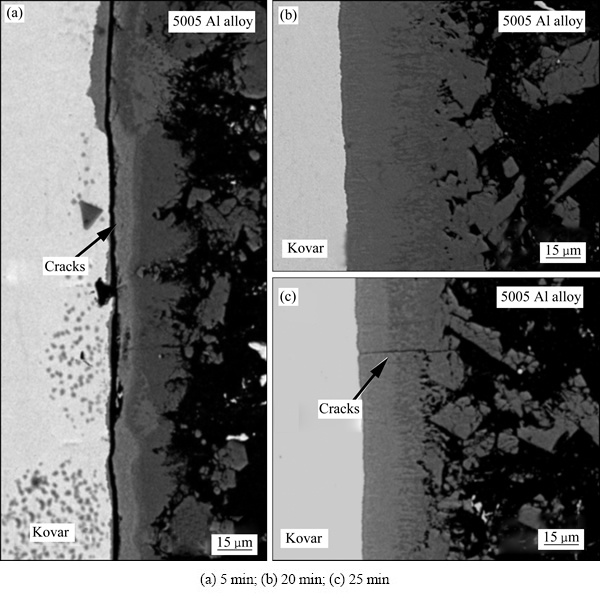
ͼ4 ��ͬ����ʱ����ͷ��������֯
Fig. 4 Microstructures of joints at brazing temperatures of 590 �� for different holding time
2.4 ���ղ����Խ�ͷ���ܵ�Ӱ��
ͼ5��ʾΪ����ʱ��̶�Ϊ15 min��ǥ���¶ȶԽ�ͷ����ǿ�ȵ�Ӱ�졣����ǥ���¶ȵ����ߣ���ͷ����ǿ�ȳ��������ߺ͵ı仯���ơ���ǥ���¶�Ϊ580 ��ʱ��ǥ�Ϸ�Ӧ��֣�ǥ����ȱ�ݣ���ͷ����ǿ�ȴﵽ���81 MPa��
ͼ6��ʾΪǥ���¶ȹ̶�Ϊ590 �桢����ʱ��Խ�ͷ����ǿ�ȵ�Ӱ�졣���Կ���������ʱ��Խ�ͷ����ǿ�ȵ�Ӱ����ǥ���¶ȶԽ�ͷ����ǿ�ȵ�Ӱ�����ƣ����ű���ʱ����ӳ���ǥ�ϳ���ۻ���������ĸ�ĵķ�Ӧ�̶��Ӿ磬��ͷ����ǿ�������ߡ���������ʱ�����ʱ����ͷ�в�����������ȱ�ݣ���ͷ����ǿ�Ƚ��͡�
ǥ���¶ȶԽ�ͷ�Ķ��ѷ�ʽ�Ͷ�����ò��������Ӱ�졣ͼ7��ʾΪ����ʱ��̶�Ϊ15 min��ǥ���¶ȷֱ�Ϊ570��580 ��ʱ�������Ͽ���ò��
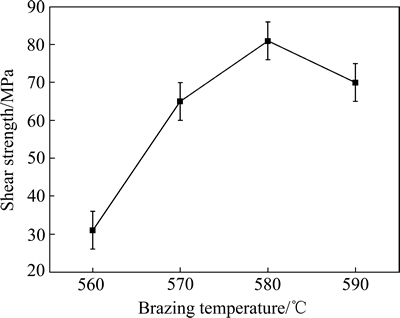
ͼ5 ǥ���¶ȶԽ�ͷ����ǿ�ȵ�Ӱ��
Fig. 5 Effect of brazing temperature on shear strength of joints
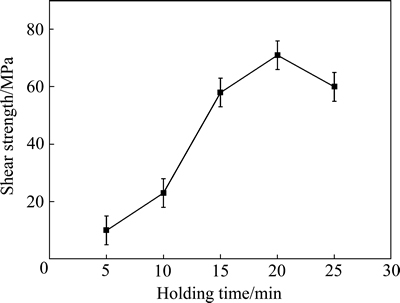
ͼ6 ǥ���¶�590 ��ʱ����ʱ��Խ�ͷ����ǿ�ȵ�Ӱ��
Fig. 6 Effect of holding time on shear strength of joints at brazing temperature of 590 ��
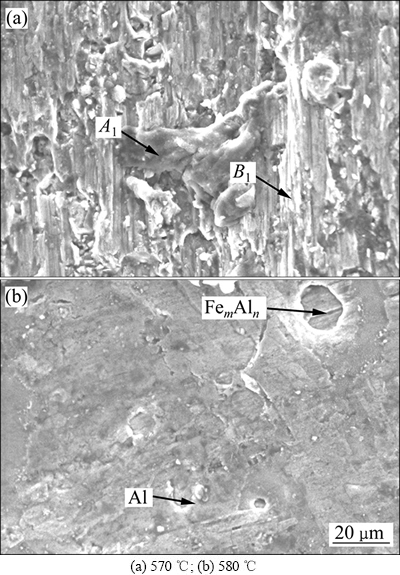
ͼ7 ��ͬǥ���¶��±���15 min���ͷ�ĶϿ���ò
Fig. 7 Morphologies of joint fractures at different brazing temperatures for 15 min
��5 �Ͽڵ����������
Table 5 EDS analyses results of fracture surface
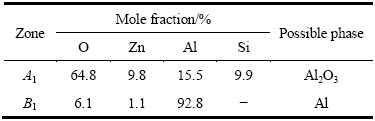
��5����Ϊͼ7(a)�н�ͷ�Ͽ���A1��B1������������������ͼ7(a)��֪�����¶Ƚϵ�ʱ���������Ͻ�����������Ĥ���캸�д��ڴ��������ס����Ƶ�ȱ�ݣ�������Ҫ���������Ͻ������Ĥ�㼰���Ͻ��ڲ�����ͷ���Բ��ͼ7(b)��֪������ǥ���¶����ߵ�580 �棬��ͷ����λ�÷��������仯�����ѷ�����FemAln+��(Al)��Ӧ���У���ʱ��ͷ����ǿ����ߡ�
3 ����
1) ����Al-Si-Mgǥ��ǥ��5005���Ͻ���ɷ��Ͻ𣬵�ǥ���¶�Ϊ580 �桢����ʱ��Ϊ15 minʱ������Һ̬ǥ���е�Al��ɷ��Ͻ���Fe����ɢ���ܽ���Ϊ���½����в�ͬ���͵�Fe-Al�����仯���ﷴӦ���ɣ���ʱ��ͷ�Ľ���ṹ�ɱ�ʾΪKovar/FeAl/ FeAl3/FemAln+��(Al)/5005��
2) ��ǥ�����ղ����ϵ�ʱ��5005���Ͻ������ڲ�������Ĥ����ˣ��������н϶�����ƺ�����ȱ�ݳ��֣���ǥ���¶�������580 ��ʱ������ȱ����ʧ������������ã���ǥ�����ղ�����һ������ʱ�����ں�����������������������ơ����յȺ���ȱ�ݡ�
3) ����ǥ���¶ȵ�������ʱ����ӳ�����ͷ�Ŀ���ǿ�ȳ��������ߺ͵ı仯���ơ���ǥ���¶�Ϊ580 �桢����ʱ��Ϊ15 minʱ����ͷ������ǿ��81 MPa��
4) ǥ���¶ȶԽ�ͷ����λ�þ������Ե�Ӱ�죬��ǥ���¶Ƚϵ�ʱ����ͷ���������Ͻ������Ĥ�㼰���Ͻ��ڣ���ǥ���¶�������580 ��ʱ����ͷ������FemAln+��(Al)��Ӧ���С�
REFERENCES
[1] ������. �����������Ͻ�ĺ��ӹ���dz��[J]. �����, 2007(9): 66-69.
LI Miao-zhen. Analysis of aluminum and aluminum alloy welding technology[J]. Light Metals, 2007(9): 66-69.
[2] ������, ׯ����. ǥ���ֲ�[M]. 1��. ����: ��е��ҵ������, 1998.
ZHANG Qi-yun, ZHUANG Hong-shou. Brazing directory[M]. 1st ed. Beijing: China Machine Press, 1998.
[3] ���ǽ�, �� ��. �����Ѻ����ϵĺ��Ӽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2003: 170-175.
LI Ya-jiang, WANC Juan. Application and welding of difficulty to weld dissimilar materials[M]. Beijing: Chemical Industry Press, 2003: 170-175.
[4] ISHIDA. T. Interfacial phenomena of plasma arc welding of mild steel and aluminium[J]. Journal of Materials Science, 1987, 22(3): 1061-1066.
[5] RATHOD M J, KUTSUNA M. Joining of aluminium alloy 5052 and low-carbon steel by laser roll welding[J]. Welding Journal, 2004, 83(1): 16-26.
[6] KUTSUNA M, RATHOD M J, AZAR A. Laser roll bonding of mild steel to aluminium and control of intermetallic compound layer[C]// Proceedings of International Congress on Applications of Lasers and Electro-Optics. Scottsdale, 2002: 609-615.
[7] ������, �� ��, �Ƽ̻�, �� ��, �� ��, ���˿�. ��/�����ֽ���˫�۳�TIG��ǥ����ͷ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2011, 21(12): 3076-3081.
CHEN Shu-hai, MA Ke, HUANG Ji-hua, XIA Jun, ZHANG Hua, ZHAO Xing-ke. Microstructure and mechanical property of joint by TIG welding-brazing with dual weld pools for steel/aluminum dissimilar metals[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3076-3081.
[8] MURAKAMI T, NAKATA K, TONG Hon-jun. Dissimilar metal joining of aluminium to steel by MIG arc brazing using flux cored wire[J]. ISIJ International, 2003, 43(10): 1596-1602.
[9] �����, �����, ���߸�, �� ǫ. ������������ֲ��Ϲ���Ħ�������о�[J]. ���չ��ռ���, 1998(3): 33-36.
ZHANG Tian-cang, LUAN Guo-hong, CHEN Qin-gang, WU Qian. Inertial friction welding of dissimilar material-pure Al-stainless steel[J]. Aeronautical Manufacturing Technology, 1998(3): 33-36.
[10] �˴���, ������. �������ϲ���-�����Ħ�������ӽ�ͷ����֯�ĵ羵�о�[J]. �й���е����, 1996, 7(6): 98-100.
PAN Chun-xu, HU Lun-ji. TEM research on microstructure of aluminum matrix composites-stainless steel welded joint by friction stir welding[J]. China Mechanical Engineering, 1996, 7(6): 98-100.
[11] �� ��, ë����, ʷѧ��. LF6��������HR-2���ⲻ���Ħ������[J]. ����ѧ��, 2003, 24(1): 9-14.
FU Li, MAO Xin-fu, SHI Xue-fang. Friction welding of LF6 anti-rust aluminum and HR-2 anti-hydrogen stainless steel[J]. Transactions of the China Welding Institution, 2003, 24(1): 9-14.
[12] ELLIOTT S, WALLACH E R. Joining aluminium to steel EM dash diffusion bonding[J]. Metal Construction, 1981, 13(3): 167-171.
[13] Ǯ����, ��ռ��, ʯ����, ������. ���Ӵ�ǥ���ijɷ���Ϊ[J]. ����ѧ��, 2001, 22(5): 13-16.
QIAN Yi-yu, DONG Zhan-gui, SHI Su-qin, WU Pei-lian. Behavior of aluminum contact reactive brazing[J]. Transactions of the China Welding Institution, 2001, 22(5): 13-16.
[14] ������, ˾�˳�, �� ��. ��/������/�ֵ���ɢǥ�������滯�����������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(6): 1209-1213.
WU Ming-fang, SI Nai-chao, CHEN Jian. Diffusion brazing of Al/Ag plating layer/steel and growth behavior of interface compound[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(6): 1209-1213.
[15] �� ��, Ǯ����, �뼪��, ���ܲ�, ��, �����. ���ϵ��Ȳ;���/����ֽӴ���Ӧǥ���¼���[J]. �й���ɫ����ѧ��, 2003, 13(6): 1519-1522.
HE Peng, QIAN Yi-yu, FENG Ji-cai, HAN Jie-cai, MAI Han-hui, HUANG Zhen-feng. A new technology for contact reactive brazing of aluminum to stainless steel in composite electro- thermal cooker[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1519-1522.
[16] ������. ��Ӧ�ս���ȡ����ϵ�����仯������о�[D]. ��ɳ: ���ϴ�ѧ, 2002.
WANG Xing-qing. Research of Fe-Al intermetallic compounds by reactive sintering[D]. Changsha: Central South University, 2002.
[17] ������, ���ǽ�, �� ��. Al/Cu������ɫ���������ǥ������[J]. ���Ӽ���, 2007, 36(1): 38-86.
MA Hai-jun, LI Ya-jiang, WANG Juan. Study on Al/Cu dissimilar nonferrous metals vacuum brazing technology[J]. Transactions of the China Welding Institution, 2007, 36(1): 38-86.
[18] RABIN B H, WRIGHT R N. Reaction processing of iron aluminides[J]. Materials Science and Engineering A, 1992, 153(1): 706-711.
(�༭ ������)
������Ŀ���廪��ѧ�Ƚ���������������ص�ʵ���ҿ��Ż���������Ŀ(2010007)
�ո����ڣ�2014-11-17�������ڣ�2015-03-16
ͨ�����ߣ�����ϼ�����ڣ���ʿ���绰��0451-86418146��E-mail: zhanglxia@hit.edu.cn
ժ Ҫ������Al-Si-Mgǥ��ʵ��5005���Ͻ���4J34�ɷ��Ͻ�����ǥ�����о��˽�ͷ����ṹ�����γɻ�����������ǥ���¶ȼ�����ʱ��Խ�ͷ����ṹ�Ϳ���ǿ�ȵ�Ӱ�졣�������������ǥ���¶ȵ����ߺͱ���ʱ����ӳ�����ͷ�Ŀ���ǿ�������ߺͣ���ǥ���¶�Ϊ580 �桢����ʱ��Ϊ15 minʱ����ͷ����ǿ�ȴﵽ���ֵ81 MPa����ʱ����ͷ�ĵ��ͽ���ṹΪ4J34�ɷ��Ͻ�/FeAl/FeAl3/FemAln+��(Al)/5005���Ͻ𡣽�ͷ�Ķ�����ʽ��Ҫ��ǥ���¶ȵ�Ӱ�죻��ǥ���¶Ƚϵ�ʱ����ͷ���������Ͻ������Ĥ�㼰���Ͻ��ڣ����¶�������580 ��ʱ����ͷ������FemAln+��(Al)��Ӧ���С�
[1] ������. �����������Ͻ�ĺ��ӹ���dz��[J]. �����, 2007(9): 66-69.
[2] ������, ׯ����. ǥ���ֲ�[M]. 1��. ����: ��е��ҵ������, 1998.
ZHANG Qi-yun, ZHUANG Hong-shou. Brazing directory[M]. 1st ed. Beijing: China Machine Press, 1998.
[3] ���ǽ�, �� ��. �����Ѻ����ϵĺ��Ӽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2003: 170-175.
[9] �����, �����, ���߸�, �� ǫ. ������������ֲ��Ϲ���Ħ�������о�[J]. ���չ��ռ���, 1998(3): 33-36.
[10] �˴���, ������. �������ϲ���-�����Ħ�������ӽ�ͷ����֯�ĵ羵�о�[J]. �й���е����, 1996, 7(6): 98-100.
[11] �� ��, ë����, ʷѧ��. LF6��������HR-2���ⲻ���Ħ������[J]. ����ѧ��, 2003, 24(1): 9-14.
[13] Ǯ����, ��ռ��, ʯ����, ������. ���Ӵ�ǥ���ijɷ���Ϊ[J]. ����ѧ��, 2001, 22(5): 13-16.
[16] ������. ��Ӧ�ս���ȡ����ϵ�����仯������о�[D]. ��ɳ: ���ϴ�ѧ, 2002.
[17] ������, ���ǽ�, �� ��. Al/Cu������ɫ���������ǥ������[J]. ���Ӽ���, 2007, 36(1): 38-86.
