
���±�ţ�1004-0609(2012)10-2783-07
��/316L����ֵ�˲��Һ����ɢ����
���ڻ�1, 2�����Ը�1, 3������Ȫ2�����Ⱶ1
(1. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ���Ͼ� 211106��
2. �Ͼ�����ѧԺ ���Ϲ���ѧԺ���Ͼ� 211167��
3. ���տƼ���ѧ �Ƚ����Ӽ���ʡ���ص�ʵ���ң��� 212003)
ժ Ҫ��
����Cu-5Ni(����������%)�Ͻ�Ϊ�м�㣬�ڼ�ѹ15 MPa�������¶�1 120 �桢����10~360 min�Ĺ��������¶Դ���/316L����ֽ���˲��Һ����ɢ���ӡ�����OM��SEM��EDS�͵���������������о���ͷ������֯���ɷֲַ�����ѧ���ܼ��Ͽ��������������������10��30 min��Ӧ�Ľ�ͷ��֯�ɷֽ����Եĸ������ͭ�����㹹�ɣ�����ʱ������180 minʱ����ͷ��֯�еĸ�ͭ��䱡�����ɢ���������������Ҿֲ��Ͳ���ְ����徧��ճ�ӣ�������ʱ��ﵽ360 min��ͷ���Ͳ����ĸ�ĽϺõ�ʵ������֯��ɷ־��Ȼ�����ĸ�������γ�2~3 ��m���Cr��FeԪ����ɢ������ͷ����ǿ�ȴﵽ213 MPa������ʧЧ��Ҫ��������ĸ���С�
�ؼ��ʣ�
�����������˲��Һ����ɢ����������ǿ����
��ͼ����ţ�TG457.1 ���� ���ױ�־�룺A
Transient liquid phase bonding between
tungsten and stainless steel 316L
YANG Zong-hui1, 2, SHEN Yi-fu1, 3, LI Xiao-quan2, MENG Qing-bei1
(1. College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics,
Nanjing 211106, China;
2. School of Materials Engineering, Nanjing Institute of Technology, Nanjing 211167, China;
3. Provincial Key Laboratory of Advanced Welding Technology, Jiangsu University of Science and Technology,
Zhenjiang 212003, China)
Abstract: Transient liquid phase bonding between tungsten (W) and stainless steel 316L using a Cu-5Ni (mass fraction, %) alloy interlayer was carried out in vacuum at 1 120 �� for 10-360 min with a pressure of 15 MPa. The microstructures, composition distribution and fracture characteristics of the joints were studied by OM, SEM, EDS and their mechanical properties were tested by shear experiments. The results show that the microstructures of the joints holding for 10 and 30 min consist of Fe-rich layer and Cu-rich layers with clear boundaries. When the holding time increases to 180 min, Cu-rich layer becomes thin and disperse, while Fe-rich layer becomes thick and part of it bonds to the stainless steel austenite grain. When the holding time reaches 360 min, the microstructure and composition of bonding zone become homogenous, and 2-3 ��m-thick Cr, Fe elements diffuse band also forms in the tungsten matrix. The average shear strength of joints holding for 360 min reaches 213 MPa, and the fracture failure occurs mainly in the tungsten matrix.
Key words: tungsten; stainless steel; transient liquid phase bonding; shear strength
������Ŀ��������Ȼ��ѧ����������Ŀ(51075205)������ʡ��Ȼ��ѧ����������Ŀ(BK2007201)�����տƼ���ѧ�Ƚ����Ӽ���ʡ���ص�ʵ���ҿ����о�����������Ŀ(JSAWT-06-02)
�ո����ڣ�2011-09-30�������ڣ�2012-05-16
ͨ�����ߣ����Ը������ڣ���ʿ���绰��025-84895940��E-mail: yifushen@nuaa.edu.cn
�ټ���Ͻ���Ϊһ����Ҫ�ĺ˾۱��������������ϣ��ر��ʺ�ʹ���ڸ���ͨ���������������������ӷ����ƫ������[1-3]��ʵ��ʹ���У�����Ҫ���ȳ�����ͭ�Ͻ��������Ƴ������������Ԫ�������У���Ϊ�ȳ����ϵĸ���Ҫʹ�õͻ������-������ּ�316L�����岻���[4-5]��Ŀǰ������ֵ�������Ҫ����ǥ���������ɢ����ǥ������Ti-V-Cr-Be��Fe-Ta-Ge-Si-B-P��50Fe-50Ni�ȷǾ�ǥ�ϣ�ǥ���¶�Ϊ1150 ������[6-7]��������ɢ�������ú�����־����нϺ�ұ�������ԵĴ�Ni��Ti���м��[8-9]�������ñ���������ٱ����Ʊ�Ni���Ͻ�������ͭ��ֽ�����ɢ����Ҳȡ���˽ϸߵ�����ǿ��[10]��
˲��Һ����ɢ���ӽ����ǥ���������ɢ�����ŵ㡣һ���棬˲��Һ����ɢ����������ǥ����ͨ�����ȹ������γɵĵ��۵�Һ�������ӹ������뱻��ĸ���γɽ�Ͻ��棬�����������¶ȣ���һ���棬Һ����������������¶�������۵�ĸ�Ļ���ɢ��Ӧ��ʹҺ���ڱ��¹������������̣��γɵĽ�ͷ�������ƹ�����ɢ����ͷ�����ܣ���ǿ�Ƚӽ�ĸ�ĵ�ǿ�ȣ�������[11-12]������˲��Һ����ɢ���ӷ��������ֲ����Ƿdz��ʺϵģ���67Cu-33Mn-5Ni��Ϊ�м���ʵ������ͭ��˲��Һ����ɢ����[13]���Դ�Cu����AlΪ�м���ʵ��̼���벻��֡����Ͻ��벻��ֵ�˲��Һ����ɢ����[14-15]�����������벻��ֵ�˲��Һ����ɢ������δ������������������Cu-5Ni(����������%)�Ͻ�Ϊ�м������о�����316L�����˲��Һ����ɢ���ӽ�ͷ������֯��������ѧ���ܡ�
1 ʵ��
�������ò���Ϊ����(W)��316L����ֺ�Cu-5Ni�Ͻ���ɷ����1���С�W��316L����־����и�ӹ���d 8 mm��5 mm��Բ���塣��30 ��m���м��Cu-5Ni�Ͻ�Ҳ����d 8 mm��ԲƬ������ǰ���������Ӷ������ĥ��1200�Ž���ɰֽ��Ȼ���ڱ�ͪ�г�����ϴ15 min���������°���/Cu-5Ni/316L�������װ�õ������������������ѹ¯(ZRYS1500��������̩�Ƽ���˾����)�н��������ɢ���ӡ�
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of experimental materials

���������¶�1 120 �治�䣬����ʱ��ֱ����10��30��180��360 min����10 ��/min�ļ�����������1 120 ����£����½�������¯��ȴ������ѹ��Ϊ15 MPa����ն�С��2 mPa��
��ɢ���Ӻ�ȡ��/316L������������ð��ְ�˹GX51����������JSM-6360LVɨ��羵 (SEM)�Խ������������֯�۲죬��ɨ��羵������������(EDS)�Խ�����������ɷַ������ɷ���ɨ������������и�ӹ���5 mm��5 mm��10 mm�ļ���������������ģ�������������ڵ�������ʵ���(CMT-5105����������˼��˾����)�Ͼ��ؼ������飬�����ٶ�Ϊ1 mm/min������ǿ��ȡ��ͬ������3����������ǿ�ȵ�ƽ��ֵ�����Ϻ���JSM-6360LVɨ��羵�۲�Ͽ���ò����ɨ��羵�����������ǽ��жϿ����ɷַ�����ͼ1��ʾΪ���������¯�е�װ��ʾ��ͼ����������ǿ������ʾ��ͼ��
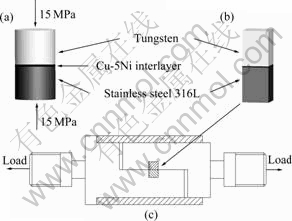
ͼ1 ����װ�估����ǿ������ʾ��ͼ
Fig. 1 Schematic diagrams of specimen assembly and shear strength test: (a) Specimen assembly; (b) Shear specimen; (c) Shear mould
2 ��������
2.1 �����������֯��ɷ�
1 120 �汣�²�ͬʱ����ͷ������֯��ͼ2��ʾ����ͼ2��֪������10��30 min��Ľ�ͷ��֯���ƣ��м����ֳ����Ե����㣺����W����Ϊ��Cr��Ni��CuԪ�ؾ��ܸߵĸ�����(�ɷּ���2)����Լ3~6 ��m������30 min��Ӧ�ĸ������������������ֽ���Ϊ��ͭ�㣬��Լ20 ��m���ڲ���ֽ��棬Һ̬�м���ز���ְ����徧����ɢ���γ��������ġ��������롱������30 min����Ӧ��ͷ�ľֲ�����(��ͼ2(c))�ġ��������롱�dz����ԣ����ֲ���ְ����徧����Һ̬�м���Χ�����������롱Ϊ���徧���ľ���ԭ�ӿ����ܽ⼰���������ۺ����õĽ�������γɹ������£����ڲ����ĸ�ĵİ����徧���ر��汻�ضϣ�����ľ��罻�㴦���γ��۱��湵�ۣ���Һ̬�м��������£����۴�����־����ļ�������ʰ뾶С�������ܸ߶������ܽ⣬���۵ļ�����߽�Բ��������ͼ2�ɹ۲쵽�����о����������ھ���С©��״���ڱ������������£�Һ̬�м���ع��۲������롣����Ϊ����ԭ�������ߡ���Һ̬�м���ܽ�죬�ʹ��ۻ��ؾ��������չ���γ�Һ̬�м����ĸ���ڲ��ġ��������롱�����������롱���������Һ̬�м���벻���ĸ�ĵĽӴ�������ӿ�������֮���Ԫ�ػ���ɢ���Ӷ������˽�ͷ���벻���ĸ��֮�����֯��ɷ־��Ȼ���
��2 ͼ2��A~F���EDS�ɷַ������
Table 2 EDS composition analysis results of points A-F in Fig.2

���ڸ����㣬��ͼ3(a)��ʾ�Ľ�ͷ�ɷ���ɨ�����߿�֪������������Cr��Feԭ����ɢ���뵽�ٱ��㡣����������Խ�����ٽ��棬Cr��Ni��Fe��Cu������Խ�ͣ�����WԪ����ɢ����ò㣬EDS��������(����2)������ȷʵ��������WԪ�ء���������ֽ���ĸ�ͭ��Ͳ����ĸ�����������ԵĻ���ɢ��
������ʱ�����ӵ�180 minʱ���м�㲻�ٳ������Ե����㡣������ʱ�䱣����ɢ������Һ̬�м���벻���ĸ�ĵIJ��ϻ���ɢ(����Һ̬�м�������ĸ�ĵľ�����ɢ�뾧����ɢ�������ĸ����Һ̬�м����ܽ���ɢ)�ͺ�����Cuԭ�ӵĸ���������������ɵ�Cuԭ�����ģ�ʹ����ͼ2(d)��ʾ��ɫ���ֶ�Ӧ�ĸ�ͭ������ڱ���10��30 min��ͷ�ĸ�ͭ�����������ɢ����ѹ�������£����ֲ���ְ����徧����������Ӵ���
ͼ2 1 120 �汣�²�ͬʱ���µĽ�ͷ����֯
Fig. 2 Microstructures of joints at bonding temperature of 1 120 �� for different bonding times: (a) 10 min; (b), (c) 30 min; (d) 180 min; (e) 360 min
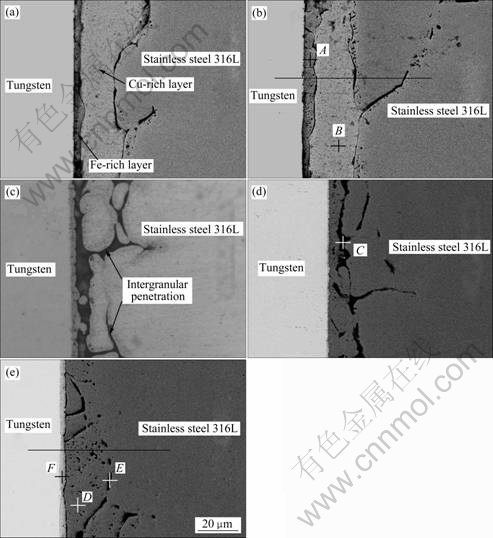
����ʱ���ӳ���360 minʱ���м���벻���ĸ����ʵ�ֽϺõľ��Ȼ���ֻ��С����ĸ�ͭ����ɢ�ֲ��ڽ�ͷ����ͼ3(b)��ʾ�Ľ�ͷ���ɷ���ɨ���֪���ӽ�ͷ���������ĸ�ģ�Cu��NiԪ�غ������ͣ���Cr��FeԪ�������ߡ���ĸ�������γ���2~3 ��m����ɢ��������ɢ����Ҫ��Cr��FeԪ����ɢ������ĸ���γɡ�
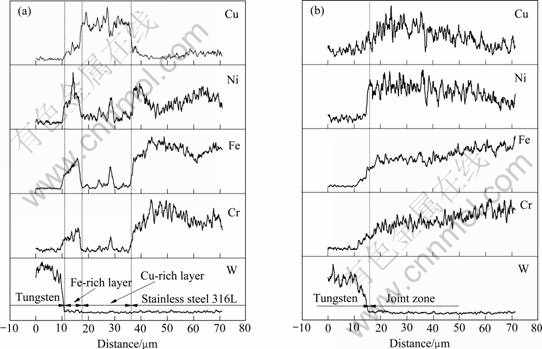
ͼ3 1 120 �汣�²�ͬʱ���µĽ�ͷ���ɷ���ɨ��ֲ�����
Fig. 3 Element line scanning curves of joints at bonding temperature of 1 120 �� for different times: (a) 30 min; (b) 360 min
2.2 ԭ����ɢ����֯ת��
��֯��ɷַ�������������˲��Һ����ɢ���ӿ�ʵ�����벻��ֵ�ұ���ϡ��϶̱���ʱ���Ӧ�Ľ�ͷ��֯���Էֳɸ������ͭ�����㣻������ʱ��dz����ʱ����ͷ����֯��ɷֺͲ����ĸ��ʵ�־��Ȼ����������Ե�˲��Һ����ɢ���ӽ�ͷ��̬��
��ͷ��֯�ı仯��ԭ����ɢ�Ľ�����ﵽCu-5Ni�м���۵���м���ۻ�����ʪ�����ĸ�Ľ��棬Һ̬����ԭ�����̬����ԭ���γ��¼����Ӷ������ܽ⡣�������¶�Ϊ1 120 ��ʱ��Һ̬ͭԭ�ӵĻ��Ժܸߣ�������ֵĽ������ܴ�����ͣ���ͭԭ�������£�����ֱ��㣬�ر��Dz�����а����徧��ԭ�ӻ�Ͽ����Һ̬�м���ܽ⡣
������ĸ�ģ�����W���۵�ܸߣ���ʵ���¶� �£�W�Ľ�������Ȼ�dz��ι̣�����WԪ����CuԪ��ұ�����ݣ���Ȼ��W�����ܽ���ͭҺ������ʵ���У��м�����Cu-5Ni�Ͻ�Niԭ����Wԭ�Ӿ��кܺõ���������NiͭҺ�ܿ�����ʪ��̬�ٱ��棬�����ٽ��淢��ұ��Ӧ�������ں�Լ0.1 nm���ٱ������γɡ������ࡱ��Ȼ��Wԭ�Ӽ�������ķ�������ͨ��������Ni��Һ�в����ܽ���ɢ[16-17]������W���ں�Ni��Һ�дﵽ�ܴ���ܽ�ȣ���Ni�����е��ܽ�ȿɺ��Բ���[17]������֮�䲻�Եȵ���ɢʹ���ٱ������´����Ŀ�λȱ�ݡ�ʵ���У�ͭҺ��Ni�����ͣ��ٵ��ܽ������ޣ���ֻҪ�ܽ��������Ӷ���ܱ��ı��㣬��ĸ�ı�����Һ̬�м���б�¶�����ʽ��档�����Ŀ�λȱ�ݺ����ʽ����ܴٽ���ĸ�����м���Ԫ�ػ���ɢ�����DZ�ʵ�����Cu-5Ni�Ͻ�������ô�Cu���м���ԭ����Ŀ����Ϊ�˼�ǿ�����м���ұ����ɢ�ͽ��ǿ�ȡ�
����ֽ��洦���ܽ��Fe��Cr��Ni�Ƚ���ԭ��ͨ��������ɢ��Һ̬�м����Ǩ�ơ�Fe��CrԪ�غ�NiԪ��һ������W�кܺõ�����[17]�����ڴ�����λȱ�ݵ������ٽ�������Dz����ܴ���������������������ܽ����Һ̬�м������Һ̬�м�����ܽ�Ⱥ�С��Fe��Crԭ�ӣ���ȻҲ��Niԭ�ӣ����ٱ���ѡ����ƫ�����γɳɷ�ƫ���㡣����Fe��Cr��NiԪ�صij���ƫ�����ٱ���ɷ�ƫ�����Fe��Cr��NiԪ��Ũ�������ߣ����۵�Ҳ��֮��ߣ�����1 120 ����ٱ���ɷ�ƫ�������̳ɹ�̬�㣬�ڴˣ���֮Ϊ�������㡱��
���ű���ʱ����ӳ�����������������ͭ���������롱�����ɺ�ͭ������ȶ��������Լ�����ѹ���������£����䱡������ɢ������ְ����徧�������㻥��ճ�������ɢʵ�ֳɷ�����֯���Ȼ������⣬Һ̬�м��Cuԭ�Ӻ�������ͣ���Ni��Cr��Feԭ�Ӻ���ȴ�����ӣ��ɷֵı仯ʹ���м���۵����ߣ�ʵ�������¶��µĵ������̡����ű���ʱ��ļ����ӳ������̺�Ľ�ͷ��Ni��Cr��Fe��ԭ����Cuԭ�ӻ�����ɢ���Ȼ���ͬʱ�������Cuԭ�Ӿۼ���Ϊ��Է�ɢ��ͭ��������
�����ٽ������м��֮�����ɢ���ڸ������γ�֮ǰ��Ϊ��-Һ�ܽ���ɢ��Wԭ����Һ̬�м���ܽ���ɢ�����м��Fe��Cr��Niԭ�����ٱ����̬��ɢ�����������γ�֮���ٽ������м��֮���Ϊ������ɢ�����ڸ��������������Ҵ��ڴ�����λȱ�ݵ��ٱ��������ɣ�������ܣ��dz�����������֮���Ԫ�ػ���ɢ�����������ӹ����У�����Cr��W�������ܣ������£�Crԭ�ӻ������W����ɢ������FeԪ�أ���Ȼʵ���¶����������еĹ��ܶȡ�3%(Ħ������)����Crԭ�Ӵ�����ɢ����W�����Crԭ��ȡ������Wԭ�ӣ�W�������ɢ����˳�ΪW-Cr������Ͻ�㣬��CrԪ����ʵ���¶����������ܵ�Feԭ�ӽ�����������W������ɢ�����ɱ�2��֪��W������ɢ����Feԭ��Ħ�������ﵽ40%���ҡ�
2.3 ��ͷ��ѧ���ܼ��Ͽڷ���
ͼ4��ʾΪ��ͷ����ǿ���뱣��ʱ��Ĺ�ϵ�����Կ�������ͷ����ǿ�����ű���ʱ����ӳ������ӣ�������10 min�ͱ���30 min��Ӧ�Ľ�ͷ����ǿ���൱����������70 MPa�����ڽϵ͵�ǿ��ˮƽ������ʱ�����ӵ�180 minʱ����ͷ����ǿ��������115 MPa������ʱ��ﵽ360 minʱ����ͷ��֯ʵ�־��Ȼ����俹��ǿ�ȴﵽ213 MPa��
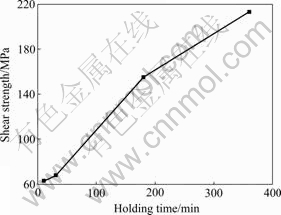
ͼ4 ��ͷ����ǿ���뱣��ʱ��Ĺ�ϵ
Fig. 4 Relationship between joint shear strength and holding time
ͼ5��ʾΪ3�ֲ�ͬ��ɢ����ʱ���¶�Ӧ�Ľ�ͷ���жϿ���ò(�ٲ�)����ͼ5(a)��֪������ʱ��Ϊ 30 min�������Ͽڴ��������ڵ��͵Ĵ��Զ�����ò���俹��ǿ�ȱ�Ȼ�͡�ͼ5(a)����A��EDS�ɷַ������(������������ͬ)������W����Ϊ1.23%��Cr����Ϊ15.39%��Fe����Ϊ55.88%��Ni����Ϊ18.97%��Cu����Ϊ8.53%���óɷ���ɺ�ͼ2��A���������ĸ�����ɷ���ɺܽӽ����öϿ���òΪ�����ٲ��Ӧ�ĶϿ���ò����ˣ���A����Ӧ�Ĵ��ԶϿ���ò��ֻ�����ɸ�����������븻ͭ��Ľ������Ѳ�����ͼ5(a)��һ�����������Ϊ���Ե����Զ�����̬������ͬһ��֯�ڵ�С���������ֽ�Ȼ�෴������̬�Ŀ�����С����˿��ƶ�ͼ5(a)��Ӧ�Ķ��ѷ����ڸ������븻ͭ��Ľ���棬���д��Զ�����Ϊ�������븻ͭ��ķ����棬�����Զ����淢���ڿ��������ĸ�ͭ���С�����ʱ��Ϊ180 minʱ�������Ͽ����Ѵ����˵������Ϊ���͵����Զ��ѡ�ͼ5����ʾ����B��ͭ�����ﵽ86.4%(����Cr��Fe�� Ni 3��Ԫ�صĺ����ֱ�Ϊ0.72%��4.05%��8.83%��û�м�WԪ��)��˵�����ѷ����ڸ�ͭ��������ʱ��Ϊ360 minʱ����ͷ����ʧЧ��Ҫ��������ĸ���С����ң�ͼ5������D�ijɷ�Ϊ100%W����û�м�Cr��FeԪ�صĴ��ڣ���������ʧЧ���Ƿ�������ĸ�ĵ�Cr��FeԪ����ɢ���С�ͼ5(c)��ʾ�Ͽ��л���һ�����������ѣ���������Ӧ����(ͼ5������C)ͭ����Ϊ70.28%(����W��Cr��Fe�� Ni 4��Ԫ�صĺ����ֱ�Ϊ1.39%��3.83%��12.92% ��11.58%)���óɷ���ɺ�ͼ2�е�E�������Ľ�ͷ����ͭ���ɷ���ɽӽ���˵������Ϊ��ͷ���и�ͭ�����Ѳ�����
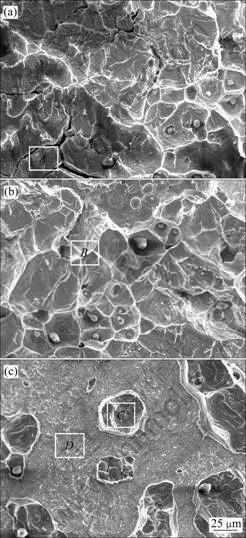
ͼ5 1 120 �汣�²�ͬʱ���µĽ�ͷ�Ͽ���ò
Fig. 5 Fracture surfaces of joints at bonding temperature of 1 120 �� for different bonding times: (a) 30 min; (b) 180 min; (c) 360 min
��Ͻ�ͷ�Ŀ���ǿ�Ⱥ���Ӧ�ĶϿ���ò�����������ڶ�ʱ�䱣��ʱ����ͷ�����Է�Ϊ�������ͭ �㣬���߽�������������½�ͷ�����Դ��Զ���Ϊ����������ǿ�ȵͣ�����ʱ���ӳ���180 min��������ɢʱ��ϳ�֣���ͷ���ٷֳ����Ե����㣬��Է�ɢ�ֲ��ĸ�ͭ����䱡�Һ�������֯������ã���ͷ����ʧЧ���������Ժܺõĸ�ͭ��������ǿ���������ӡ�������ʱ���ӳ���360 min��ͷ���벻���ĸ��ʵ����֯��ɷ־��Ȼ�����Ϊ���͵�˲��Һ����ɢ���ӽ�ͷ��ǿ��������ߣ�������Ҫ��������Խϴ����ĸ���С�
3 ����
1) ��Cu-5Ni(����������%)�Ͻ���Ϊ�м�㣬����˲��Һ����ɢ���ӿ�ʵ����/316L����ֵ�����ұ���ϣ���ͷ����֯�����ҽ��������á�
2) ��ͷ��֯���γɷֽ����Ե�����(�������ͭ��)�����ű���ʱ����ӳ�����һ�����¶Ⱥ�ѹ�������£������㲻��������ͭ���䱡������ɢ��������ʱ��ﵽ360 minʱ����ͷ���Ͳ����ĸ�ĽϺõ�ʵ������֯��ɷ־��Ȼ�����ĸ�������γ�2~3 ��m��Cr��FeԪ����ɢ����
3) ��ĸ�Ľ������м��Һ���ܿ챻��̬�����㸲�ǡ�������ǰ����ĸ�ı��㱻������Niԭ�ӵ�Һ̬�м���ܽ⣬¶�������ʽ���ٽ�����ĸ���븻����֮��Ĺ�����ɢ���Ӷ��������ĸ�����ͷ��ұ����ǿ�ȡ�
4) �ڼ�ѹ15 MPa�������¶�Ϊ1 120 ��Ĺ��� �����£����ӽ�ͷ����ǿ���汣��ʱ���ӳ����� �ӣ�����ʱ�䵽��360 minʱ�����ӽ�ͷ����ǿ�ȴﵽ213 MPa������ʧЧ��Ҫ��������ĸ���С�
REFERENCES
[1] BARABASH V, AKIBA M, CARDELLA A, MAZUL I, ODEGARD B C Jr, PLO?CHL L, TIVEY R, VIEIDER G. Armor and heat sink materials joining technologies development for ITER plasma facing components[J]. Journal of Nuclear Materials, 2000, 283/287: 1248-1252.
[2] �չ���, ֣����, �����. W/Cu�ݶȹ��ܲ��ϰ���̬��Ӧ������[J]. �й���ɫ����ѧ��, 2006, 16(4): 694-700.
TAO Guang-yong, ZHENG Zhi-qiao, LIU Sun-he. Analysis of steady thermal stress in plate of W/Cu functionally graded material[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 694-700.
[3] MITTEAU R, MISSIAEN J M, BRUSTOLIN P, OZER O, DUROCHER A, RUSET C, LUNGU C P, COURTOIS X, DOMINICY C, MAIER H, GRISOLIA C, PIAZZA G, CHAPPUIS P. Recent developments toward the use of tungsten as armour material in plasma facing components[J]. Fusion Engineering and Design, 2007, 82(15/24): 1700-1705.
[4] KLUEH R L, GELLES D S,JITSUKAWA S,KIMURA A, ODETTE G R, SCHAAF B, VICTORIA M. Ferritic/martensitic steels�COverview of recent results[J]. Journal of Nuclear Materials, 2002, 307/311(1): 455-465.
[5] GREUNER H, BOLT H, B?SWIRTH B, LINDIG S, K?HNLEIN W, HUBER T, SATO K,SUZUKI S. Vacuum plasma-sprayed tungsten on EUROFER and 316L: Results of characterization and thermal loading tests[J]. Fusion Engineering and Design, 2005, 75/79: 333-338.
[6] KALIN B A,FEDOTOV V T, SEVRJUKOV O N,MOESLANG A, ROHDE M. Development of rapidly quenched brazing foils to join tungsten alloys with ferritic steel[J]. Journal of Nuclear Materials, 2004, 329/333: 1544-1548.
[7] KALIN B A, FEDOTOV V T, SEVRJUKOV O N, KALASHNIKOV A N, SUCHKOV A N, MOESLANG A, ROHDE M. Development of brazing foils to join monocrystalline tungsten alloys with ODS-EUROFER steel[J]. Journal of Nuclear Materials, 2007, 367/370(2): 1218-1222.
[8] ZHONG Zhi-hong, HINOKI T, KOHYAMA A. Effect of holding time on the microstructure and strength of tungsten/ferritic steel joints diffusion bonded with a nickel interlayer[J]. Materials Science and Engineering A, 2009, 518(1/2): 167-173.
[9] ZHONG Zhi-hong, HINOKI T, NOZAWA T, PARK Y H, KOHYAMA A. Microstructure and mechanical properties of diffusion bonded joints between tungsten and F82H steel using a titanium interlayer[J]. Journal of Alloys and Compounds, 2010, 489(2): 545-551.
[10] ���Ⱶ. �ٱ������Ͻ���ͭ��˲��Һ������[D]. �Ͼ�: �Ͼ����պ����ѧ, 2011: 25-42.
MENG Qing-bei. Transient liquid phase bonding tungsten to copper after Ni Surface alloying of tungsten[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011: 25-42.
[11] MACDONALD W D��EAGART W. Transient liquid phase bonding[J]. Annul Rev Mater Sci, 1992, 22: 23-46.
[12] ������, ׯ����, ���廪. ���ֲ���TLP��ɢ���ӹ��̵ķǶԳ���[J]. �й���ɫ����ѧ��, 2003, 13(2): 300-304.
QIU Wen-qing, ZHUANG Hong-shou, ZHANG Yan-hua. Dissymmetry of TLP diffusion bonding of dissimilar materials[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 300-304.
[13] ���Ը�, ���˸�, ���ΰ, �� ��. W��Cu�Ͻ�˲ʱҺ�����ӷ���[J]. ����ѧ��, 2005, 26(12): 73-76.
SHEN Yi-fu, LIU Shi-fu, LI Jun-wei, XU Jie. Transient liquid phase bonding tungsten to copper alloy[J]. Transactions of the China Welding Institution, 2005,26(12): 73-76.
[14] ���ط, �� ��,�ھ���, �¾���. TLP���Ӽ����ڲ����- 3003���Ͻϰ��Ʊ��е�Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(1): 79-83.
ZU Guo-yin, WANG Ning, YU Jiu-ming, WEN Jing-lin. Application of TLP joining techniques in preparing bonding plates of stainless steel/A3003[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 79-83.
[15] ������, �ŷ��, ������, ������. ̼��-Cu���м��-304�����˲��Һ����ɢ�������֯������[J]. �����ȴ���ѧ��, 2010, 31(1): 126-131.
CHEN Ru-shu, ZHANG Feng-gang, LIU Shi-cheng, LIU De-yi. Microstructure and mechanical properties of transient liquid phase diffusion bonding zone of low carbon steel Cu foil 304 stainless steel composite pipe[J]. Transactions of Materials and Heat Treatment, 2010, 31(1): 126-131.
[16] ����Ԩ, �뼪��. �������ӹ����еĽ�����Ϊ[M]. ������: ��������ҵ��ѧ������, 2005: 52-60.
FANG Hong-yuan, FENG Ji-cai. Behavior of the interface during material conection[M]. Harbin: Harbin Institute of Technology Press, 2005: 52-60.
[17] ����չ, ����ϼ, ������, �� ��. �ٲ��ϼ���ӹ�[M]. ����: ұ��ҵ������, 2008: 281-284.
WANG Fa-zhan, TANG Li-xia, FENG Peng-fa, WU Hong. Material and processing of tungsten[M]. Beijing: Metallurgical Industry Press, 2008: 281-284.
(�༭ ������)
ժ Ҫ������Cu-5Ni(����������%)�Ͻ�Ϊ�м�㣬�ڼ�ѹ15 MPa�������¶�1 120 �桢����10~360 min�Ĺ��������¶Դ���/316L����ֽ���˲��Һ����ɢ���ӡ�����OM��SEM��EDS�͵���������������о���ͷ������֯���ɷֲַ�����ѧ���ܼ��Ͽ��������������������10��30 min��Ӧ�Ľ�ͷ��֯�ɷֽ����Եĸ������ͭ�����㹹�ɣ�����ʱ������180 minʱ����ͷ��֯�еĸ�ͭ��䱡�����ɢ���������������Ҿֲ��Ͳ���ְ����徧��ճ�ӣ�������ʱ��ﵽ360 min��ͷ���Ͳ����ĸ�ĽϺõ�ʵ������֯��ɷ־��Ȼ�����ĸ�������γ�2~3 ��m���Cr��FeԪ����ɢ������ͷ����ǿ�ȴﵽ213 MPa������ʧЧ��Ҫ��������ĸ���С�
