
���±�ţ�1004-0609(2007)02-0326-05
��̼ʱ����ݶ�Ӳ�ʺϽ�����֯�Ϳ���ǿ�ȵ�Ӱ��
��֣��1, 2, �� ӽ1, 2, ��Ծ��1, Ф�ݷ�1, ������2, �� ��2
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. �Թ�Ӳ�ʺϽ��������ι�˾���Թ� 643011)
ժ Ҫ��
����Ԥ�ս�-������̼�ķ����Ʊ�������ݶȷֲ���Ӳ�ʺϽ�ͨ������������֯�Ĺ۲�Ϳ���ǿ�ȵIJ��ԣ��о���̼ʱ����ݶ�Ӳ�ʺϽ�����֯�Ϳ���ǿ�ȵ�Ӱ�졣����������������ܲ����ຬ������̼ʱ����ӳ������ӣ������Ŀ���ǿ������̼ʱ������˷�ֵ��������̼ʱ������140 minʱ�������Ŀ���ǿ������̼ʱ������Ӷ����ӣ�����̼����140 minʱ�������ֵ������̼160 min�������Ŀ���ǿ�ȿ�ʼ�½���������Ϊ�����ܲ��н����ܵ��������Ա�����������Ч�����������ⲿ������չ����������ߺϽ�Ŀ���ǿ�ȣ�ͬʱ����̼ʱ�����ʱ(����140 min)��WC����ྦྷ�������˾ۼ������������ֲ������ȣ����ֲ��γ�Co�أ�������������ǿ�ȵ��½�������ֱ��Ϊ10 mm�Ŀ����ݶ���ݣ����������̼ʱ��Ӧ������120~140 min��
�ؼ��ʣ�
Ӳ�ʺϽ����ݶȽṹ����̼������֯������ǿ����
��ͼ����ţ�TF125.3���� ���ױ�ʶ�룺A
Effects of carburizing time on microstructure and transverse rupture strength of graded cemented carbides
LONG Zheng-yi1, 2, LIU Yong1, 2, HE Yue-hui1, XIAO Yi-feng1, ZHOU Yong-gui2, LI Fang2
(1. State Key Laboratory for Powder Metallurgy, Central South University, Changsha 410083, China;
2. Zigong Cemented Carbide Co. Ltd., Zigong 643011, China)
Abstract: Effects of carburizing time on microstructure and transverse rupture strength of cemented carbide with gradient cobalt structure fabricated by pre-sintering-carburizing process were studied by optical microscopy and transverse rupture strength test. The results show that the cobalt content in the Co-rich layer increases with prolonging carburizing time, the transverse rupture strength of samples increases when carburizing time is less than 140 min and the maximum appears at 140 min. The transverse rupture strength increases efficiently because of the tough Co-rich layer in samples. The distinct decreasing of the transverse rupture strength carburized for more than 140 min is ascribed to the grain growth of WC and �� phase. The reasonable carburizing time should be controlled in 120-140 min for the d 10 mm samples.
Key word: cemented carbide; gradient structure; carburizing; microstructure; transverse rupture strength
Ӳ�ʺϽ���һ�������۽���������(WC��TaC��TiC��NbC��)Ϊ���壬�Թ��������(Co��Fe��Ni)Ϊճ���࣬���÷�ĩұ���Ʊ��Ľ����մɹ��߲���[1-2]����ͳ��Ӳ�ʺϽ������ͨ��ǥ�����ս�Ӳ�ʺϽ������������庸����һ������Ӳ�ʺϽ�������������ϵ�����ϴ��ڸ������ҹ���ʱ�����Χ������ܴ�Ӧ�������Ҫ��Ӳ�ʺϽ���кܺõ����ԡ���Ӳ�ʺϽ��Ӳ����ǿ�ȡ���������ĥ����֮�������ì�ܣ����ǿ�������Ե�ͬʱȴ�ή����Ӳ������ĥ��[3-6]�������ݶȲ��ϵij��֣�Ϊ�����ͳӲ�ʺϽ��д��ڵ����������ṩ����Ч��;��[7-8]������Ͻ�����֯�ṹ�ϳ��ֳ��ܵ��ݶȷֲ������Ͻ�������Ϊ���ںϽ������ܺ�����ƶ�ܲ㣬�м��Ϊ���ںϽ������ܺ����ĸ��ܲ㣬о��ΪWC-Co-h��������֯�����ڱ���WC�����ϸߣ��ʺϽ���иߵ���ĥ�ԣ����Ͻ���м����ܺ����ϸߣ���˾��кܺõ����ԣ������ҹ�����Ӳ�ʺϽ����ƻ�֮ǰ�ܹ����ܸ��ߵ��غɡ���ˣ���ʹ������Ϊͬ�ഫͳӲ�ʺϽ��3~5��[8-9]�����ڱ�������ͨ��Ԥ�ս�-������̼�ķ����Ʊ��ݶ�Ӳ�ʺϽ��о���̼ʱ����ݶ�Ӳ�ʺϽ�����֯�Ϳ���ǿ�ȵ�Ӱ�졣
1 ʵ��
Ҫͨ��Ԥ�ս�-������̼�ķ����Ʊ��ݶ�Ӳ�ʺϽ�����Ҫ�Ʊ�����������ɢ�ֲ��Ļ��塣ͨ�����Ӵ��ٷ۵ķ��������ͺϽ��е���̼����������̼���ٷ�Ҳѡ���������̼������̼���ٷ�ĩԭ�ϣ�ԭ���������ܲ���������������ڱ�1�����Ϻ�ͨ���ƾ�ʪĥ24 h�����Ϻ�ȡ������ĩ���л�ѧ�����������������ϵ���̼����Ϊ5.23%���ܺ���Ϊ5.9%������������ѹ�Ƴ�d10 mm�Ŀ���������ͱ�����ǿ������Ȼ����Ʒ��900 ������������������¯�������½���Ԥ�սᣬ�ս��¶�Ϊ1 420 �棬�ս�ʱ��Ϊ90 min����Ʒ��ȴ��������ʯī����Լ70~250 ��m�������ڣ������������½�����̼������ǰ�ڵ��о�[9-10]��������̼�������¶���1 400~1 420 ����Ϊ���ʡ���ʵ��ѡ����̼�¶�Ϊ1 400 �棬��̼ʱ��ֱ�Ϊ80��100��120��140��160 min��
��1 ԭ�Ϸ�ĩ���������ܲ��������
Table 1 Physics property and proportions of raw powders

��̼������������WE-100BҺѹʽ����ʵ����Ͻ��п���ǿ�ȼ�⣬�������и���������ĶϿ��г������и���ĥƽ�⣬���ú�10%���軯�غ�10%�������Ƶĵ���������Һ���и�ʴ���ڵ¹�Leitz��˾������MM6��ѧ�����½�������֯�۲졣
2 ���������
2.1 ��̼ʱ��ԺϽ�����֯��Ӱ��
���ںϽ��̼������5.23%������YG6��Ӳ�ʺϽ������̼������5.76%�����ڻ����ڻ��γ�ȱ̼�Ħ���(һ��ΪM6C��M12C��)[11]��ͼ1��ʾΪ������1 420 ��Ԥ�ս�90 min�������֯�������ڲ���WC-Co-��������֯�ʾ��ȷֲ���ͼ�гʺ�ɫ��Ϊ���࣬�侧����СԼ2 ��m���ң����ڦ������ɴ�δ�����Կ���Co����ڡ�������Ϊ�������ս�����У�������γɿ���Ϊ��WC��Co�����ӵĴ��ٷ���������ʾ�Ļ�ѧ��Ӧ[11-12]��

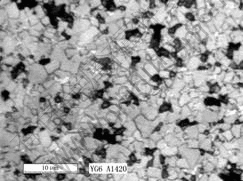
ͼ1 1 420 ���ս����̼ǰ����������֯
Fig.1 Microstructure of sample pre-sintered at 1 420 ��
��1 420 ����ս��¶��£�ճ����Coȫ��תΪҺ�࣬����WC��W���ܽ���Һ��Co�С�����������ѧ��Ӧ�����������Һ��Co���γɣ��ҵ��������ʱ��WC��Co�е��ܽ�Ȼ�Ѹ������[13-15]�����ڦ�����Co�е��ܽ�Ƚϵͣ�������ڴ�Һ���������������ŷ�Ӧ�Ľ��У��������������ӣ�Һ��Co���ϱ����ģ�����ڦ����γɵ�����δ�ܿ������Ե�Co�ࡣ����������ѧ��Ӧʽ�����Ե�֪�������ڦ���������ȡ���ںϽ��е�̼�����봿�ٷ۵���������
ͼ2��ʾΪԤ�ս�������1400����̼120 min�������������ĵͱ�SEM��֯����ͼ���Կ�������̼������Ͻ�ĺ������Է�Ϊ3���������������м主������о����ͼ3~5��ʾΪԤ�ս�������1 400 ���½�����̼��������治ͬλ�õ�����֯����̼ʱ��ֱ�Ϊ80��120��160 min����ͼ���Կ�������̼������������е�Co��ֲ���WC��������������˱仯�������м�������Լ��ٻ���ʧ���γ��˸��ܲ㣻ͬʱ������̼ʱ����ӳ���WC�����ྦྷ�����ֲ�ͬ�̶ȵľۼ������Ҿֲ��γ��ܳء�
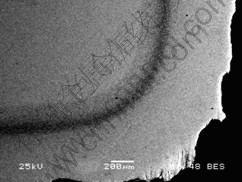
ͼ2 1 400 ����̼120 min�Ͻ�ĵͱ���֯
Fig.2 SEM image in BSE mode of samples carburized at 1 400 �� for 120 min
�����������㸽����̼�ƽϸߣ���������WC- Co-�ǵĹ����¶Ȼ�����ڲ��Ĺ����¶�[14]�������1 420 �����̼�¶��£�����������ȳ���Һ��Co��Һ��Co�Ĵ��ڻ����̼ԭ�ӵ���ɢ��̼ԭ�ӻ�ͨ��Һ��Co���ܽ���Һ���еĦ����ȷ������»�ѧ��Ӧ��
Co6W6C+5C��6Co+6WC (4)
Co3W3C+2C��3Co+3WC (5)
Co4W2C+C��4Co+2WC (6)
��Ӧ�����ɵ�Co��Һ���������������̼ԭ�ӵIJ������룬��Ӧ��һ�����У������ɱ���������ʧ��Һ�����������ӣ���Ӧ���ɵ�Wԭ�Ӻ�Cԭ��ͨ���ܽ�����������ƽ��WC�ķ�ʽ�����������ڸ���δ�ܽ��WC�����ϡ�����Һ����̼�����յĴ��ڣ���ʱ������ȶ�����[16]�����������ܽ���Һ���е�̼ԭ�ӽ��з�Ӧ����˴ӱ��㵽о������������Һ�����ܽⲢ��Һ���е�̼ԭ�ӷ�Ӧ�����������Һ��Co�ֽ�һ���ܽ������ڲ��Ħ��࣬ͬʱ�ڱ���̼�Ƶ������£�Wԭ�������Cԭ��֮��Ľ���������ӣ����Wԭ����������Ǩ�ƣ���Ӧ���ɵ�WC�����ڱ����WC�������������������ڲ�W�����Ǩ�ƣ����ִ�����λ��Һ��Co����Ӷ��ںϽ���WC+Co��������WC+Co+�����������м���γɸ��ܲ㡣
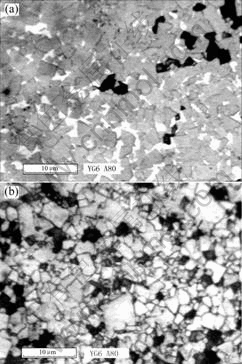
ͼ3 1 400 ����̼80 min�Ͻ������֯
Fig.3 Microstructures of samples carburized at 1 400 �� for 80 min: (a) Co-rich layer; (b) Core
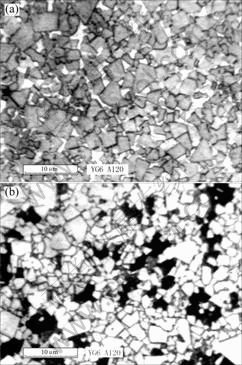
ͼ4 1 400 ����̼120 min�Ͻ������֯
Fig.4 Microstructures of samples carburized at 1 400 �� for 120 min: (a) Co-rich layer; (b) Core
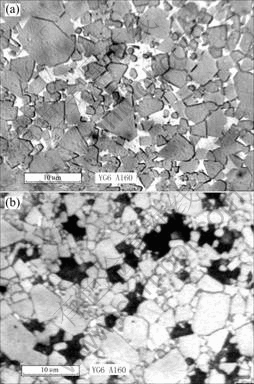
ͼ5 1 400 ����̼160 min�Ͻ������֯
Fig.5 Microstructures of samples carburized at 1 400 �� for 160 min: (a) Co-rich layer; (b) Core
2.2 ��̼ʱ��ԺϽ���ǿ�ȵ�Ӱ��
�ڶԺϽ��������п���ǿ�ȼ���ó��Ͻ���ǿ������̼ʱ��Ĺ�ϵ��ͼ6��ʾ�� ���Կ����������Ŀ���ǿ������̼ʱ����ӳ������˷�ֵ������̼ǰ�ڣ��Ͻ�Ŀ���ǿ��������̼ʱ����ӳ������ӣ�����̼ʱ��Ϊ140 minʱ�ﵽ���ֵ1 850 MPa���ң�����̼ʱ��Ϊ160 minʱ�������Ŀ���ǿ�ȿ�ʼ�½�������ͬһԤ�ս�������������̼ʱ������ӣ������̼�����ӣ�����ķֽ������ӣ��������Һ��Co��Ҳ��Ӧ�����ӣ���˸�Co��ķ�Χ�������ӡ���������Ϊճ���࣬���зdz��õ����ԣ����������ѵĹ����У����ܲ��е�����ͨ�����õ����Ա�����������������չ�Ĵ�����������Ч��ֹ�������ڲ���һ����չ����ֹ����������ѣ��Ӷ������������ǿ�ȡ����ܲ�ĺ��Խ������������չ����������������Խǿ���Ͻ��ǿ��Խ�ߡ��������̼���ڣ��Ͻ�Ŀ���ǿ������̼ʱ����ӳ������ӡ�
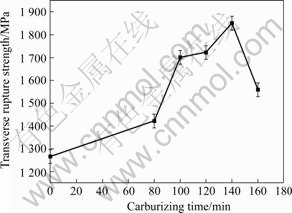
ͼ6 ��������ǿ������̼ʱ��ı仯
Fig.6 Effect of carburizing time on transverse rupture strength
���ԺϽ������֯�ٽ�����ϸ�۲죬���ֺϽ���WC�����ͦ���������̼����ʱ����ӳ������˾ۼ�����WC��������̼ǰ��3 ��m���ҳ�����̼����160 min���8 ��m���ң����ྦྷ������̼ǰ��2 ��m���ҳ�����̼����160 min��7 ��m���ң�����ͼ4(a)�п������Թ۲쵽�ִ��WC������ͬʱ�ֲ���Co���γɣ���ͼ4(b)�к�ɫ�Ħ������Ծۼ���һ�𣬶��ڵ�����Ӳ�ʺϽ���Щ�����Ͻ����ܡ�������ΪWC���������WC����֮��ĽӴ����ӣ�ճ����Co�ķֲ������ȣ���Co��ֲ��IJ����ֽ�����Co���ƽ�����ɳ̣���Ч�α䷶Χ���٣���˺Ͻ�ֿ��ⲿ�غɵ�����������ǿ���½������⣬�Ͻ��ڲ��Ħ�����WC�����ľۼ�Ҳ�ή��о���ṹ��ǿ�ȡ���ˣ����ڲ�ͬ�ߴ�ĺϽ�Ӧѡ���������̼ʱ�䣬���ڱ��о��е�d10 mm������ݣ����������̼ʱ��Ӧ������120~140 min��
3 ����
1) ͨ��Ԥ�ս�-������̼�ķ����Ʊ���������ݶȷֲ���Ӳ�ʺϽ��о����ֺϽ��ڸ��ܲ��е��ܺ�������̼ʱ����ӳ������ӡ�
2) �Ͻ���WC������������̼ʱ����ӳ������־ۼ�������̼ʱ�����ʱ���Ͻ��ھֲ����ܳ��γɡ�
3) �Ͻ���ǿ��������̼ʱ����ӳ������˷�ֵ������̼����140 minʱ�����������ǿ��ֵ������̼����160 min��Ͻ�Ŀ���ǿ�ȳ����½���������Ϊ�����ںϽ���WC�����ľ������������¡�
4) ����Ԥ�ս�-��̼���Ʊ��ݶ�Ӳ�ʺϽ�Ҫ���ݲ�Ʒ�ijߴ�ѡ���������̼ʱ�䣬���ڱ��о��е�d10 mm������ݣ����������̼ʱ��Ӧ������120~140 min��
REFERENCES
[1] Bhaumik S K, Upadhyaya G S, Vaidya M L��Full density processing of complex WC-based cemented carbides[J]. Journal of Materials Processing Technology, 1996, 58(1): 45-52.
[2] Upadhyaya G S, Sarashy D, Wagner G. Advances in sintering hard metals[J]. Materials and Design, 2001, 22(6): 499-506.
[3] Prakash L J. Application of fine-grained tungsten carbide based cemented carbides[J]. International Journal of Refractory & Hard Materials, 1995, 13(5): 257-264.
[4] Mills B. Recent development in cutting tool materials[J]. Journal of Processing Technology, 1996, 56(1/4): 16-23.
[5] Upadhyaya G S. Materials science of cemented carbides-an overview[J]. Materials and Design, 2001, 22(6): 483-489.
[6] Zhigang Zak Fang. Correlation of transverse rupture strength of WC-Co with hardness[J]. International Journal of Refractory Metals and Hard Materials, 2005, 23(2): 119-127.
[7] Larsson C, Od��n M. Hardness profile measurements in functionally graded WC-Co composites[J]. Materials Science and Engineering A, 2004, 382: 141-149.
[8] Upadhyaya A, Sarathy D, Wagner G. Advances in alloy design aspects of cemented carbides[J].Materials and Design, 2001, 22(6): 511-517.
[9] ������. �ݶȽṹӲ�ʺϽ���Ʊ����ݶ��γɻ�������[D]. ��ɳ: ���ϴ�ѧ, 2004.
WANG Hai-bing. Fabrication of Gradient Cemented Carbide and the Theory Analysis of the Formation of Gradient Structure[D].
Changsha: Central South University, 2004.
[10] ��, ������, �� ӽ, ��. ̼�����Կ���Ӳ�ʺϽ��ݶȽṹ�γɵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(3): 424-428.
YANG Jian-gao, WANG Hai-bing, LIU Yong, et al. Influence of carbon content on formation of gradient structure of cemented carbide for mining[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 424-428.
[11] ����������仪���� ��. ������ȷֲ���WC-CoӲ�ʺϽ����췽��[J]. Ӳ�ʺϽ�, 2004, 21(3): 149-152.
WU En-xi, YAN Wu-hua, ZENG Qing. A method for the formation of cemented carbide WC-Co with �� phase uniform distribution [J]. Cemeted Carbide, 2004, 21(3): 149-152.
[12] Frisk K, Bratberg J, Markstr?m A. Thermodynamic modeling of the M6C carbide in cemented carbide and high-speed steel[J]. Computer Coupling of Phase Diagrams and Thermochemistry, 2005, 29(2): 91-96.
[13] Penrice T W. Some characteristics of the binder phase in cemented carbides[J]. International Journal of Refractory Metals and Hard Materials, 1997, 15(2): 113-121.
[14] Andr��n H O. Microstructure of cemented carbides[J]. Materials and Design, 2001, 22(6): 491-498.
[15] Haglund S, ?gren J W. Content in Co binder during sintering of WC-Co[J]. Acta Materials, 1998, 46(8): 2801-2807.
[16] LIU Bing-hai, ZHANG Yue, OUYANG Shi-xi. Study on the relation between structureal parameters and fracture strength of WC-Co cemented carbides[J]. Materials Chemistry and Physics, 2000, 62(1): 35-43.
������Ŀ��������Ȼ��ѧ����������Ŀ(50323008)
�ո����ڣ�2006-04-19�������ڣ�2006-11-29
ͨѶ���ߣ��� ӽ, ���ڣ��绰��0731-8830406; E-mail: yonliu@mail.csu.edu.cn
ժ Ҫ������Ԥ�ս�-������̼�ķ����Ʊ�������ݶȷֲ���Ӳ�ʺϽ�ͨ������������֯�Ĺ۲�Ϳ���ǿ�ȵIJ��ԣ��о���̼ʱ����ݶ�Ӳ�ʺϽ�����֯�Ϳ���ǿ�ȵ�Ӱ�졣����������������ܲ����ຬ������̼ʱ����ӳ������ӣ������Ŀ���ǿ������̼ʱ������˷�ֵ��������̼ʱ������140 minʱ�������Ŀ���ǿ������̼ʱ������Ӷ����ӣ�����̼����140 minʱ�������ֵ������̼160 min�������Ŀ���ǿ�ȿ�ʼ�½���������Ϊ�����ܲ��н����ܵ��������Ա�����������Ч�����������ⲿ������չ����������ߺϽ�Ŀ���ǿ�ȣ�ͬʱ����̼ʱ�����ʱ(����140 min)��WC����ྦྷ�������˾ۼ������������ֲ������ȣ����ֲ��γ�Co�أ�������������ǿ�ȵ��½�������ֱ��Ϊ10 mm�Ŀ����ݶ���ݣ����������̼ʱ��Ӧ������120~140 min��
