
���±�ţ�1004-0609(2013)07-1969-08
DZ22���ⶨ���۸��ᾧȡ��������
�� ��1��������1�����ʹ�2��������1
(1. �������չ���ѧԺ �ൺ��Ժ���ൺ 266041��
2. ������ѧ ������ұ��ѧԺ������ 110004)
ժ Ҫ��
ժ Ҫ��Ϊ�о������۸�������ij�������̺���ҶƬ������Nd:YAG�����ڶ�������DZ22��������۸������Ͻ��ĩ���о��ڳ��·���ջ����м����۸��������̵Ľᾧȡ�������ܡ�������������ղ���Ϊɨ���ٶ�8~10 mm/s������100~140 A������6~8 ms��Ƶ��12~19 Hzʱ���ڶ������̻���DZ22������ȡ���ϣ����Եõ�һ��֦���������֦���ۡ�����Ķ��������۸�����֯��֦���ĺ������Ϊ4~8 ��m����ɨ���ٶȷ����ڲ�ͬ�Ĺ��ղ����¿��Եõ���ͬ���۸�������ò���ڶ������̻���DZ22(100)��ͷǶ������̻���GH710�ϣ�ѡ����ͬ�Ĺ��ղ��������������۸��㾧�����������Եķ����ԣ�û��ʵ���۸��㾧�������������۸�����Ӳ��������ߣ����۸�����渽��Ӳ�ȴﵽ���ֵ��ԼΪ450HV���۸����ĥ��������С�ڻ��ĵ�ĥ������Ϊ����ĥ������50%~60%���۸�����ĥ��ĥ��Ϊ����ĥ�����ֲ���һЩ��������
�ؼ��ʣ�
�����Ͻ��������۸�����������������ȡ��������ǿ����Ħ����ĥ����
��ͼ����ţ�O532.25 �� �� ���ױ�־�룺A
Crystal orientation and performance of laser directional cladding on DZ22
HU Bin1, HU Fang-you1, GUAN Ren-guo2, HUANG Xu-ren1
(1. Qingdao Branch of Navel Aeronautical Engineering Institute, Qingdao 266041, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China)
Abstract: To repair a directionally solidified aero blade, laser cladding on DZ22 substrate using Ni-based alloy powder by Nd:YAG laser was carried out. The crystal orientation and performance of directional solidification of laser cladding in the open and normal temperature environment were researched. The results show that the directional solidification cladding layers on the preferred orientation of DZ22 substrate are obtained when the technological parameters are scanning speed of 8-10 mm/s, electric current of 100-140 A, pulse width of 6-8 ms and frequency of 12-19 Hz. There are developed first dentrites with no secondary branches and transverse grain boundaries. The transverse width is 4-8 ��m. Different cladding layer macro-morphologies are gotten along the scanning direction at different technological parameters. The growth direction of the cladding layer grains is not clear on the (100) surface of DZ22 substrate and the non-directional solidification of GH710 of the same processing parameters and working environment. The cladding layer microhardness is improved obviously. The peak value of about 450HV is obtained near the surface of the cladding layer. The wear capacity of the cladding layer is obviously less than that of the substrate, which is 50%-60% of that of the substrate. The main abrasion form of the cladding layer is abrasive wear. There are some plough cut ditches on the surface of the cladding layer.
Key words: Ni-based alloy; laser cladding; directional solidification; preferred orientation; boundary strengthen; friction; wear
�ִ������ܺ��շ��������ȶ˲�������ҶƬ������Ҫ��Խ��Խ�ߣ�����ҶƬ������ˮƽ��Ϊij���ͺŷ������Ƚ��̶ȵ���Ҫ��־���������̸��ºϽ����������˴�ֱ��Ӧ����ĺ�������кܸߵĸ���ǿ�ȡ����ŵĿ����ͳ־����ܡ���ƣ�����ܡ������Լ����õ�������Ч������������������ҶƬ�͵���ҶƬ�������ͨ��������ҶƬ���и��ŵ���ѧ���ܣ�Ŀǰ���Ƚ��ĺ��շ������ϵõ���Խ��Խ�㷺��Ӧ��[1]��
��������ҶƬ�۸���ҶƬ������Ҫ�����塣�������̸��ºϽ��������֯�����ִϽ�Ԫ��ƫ�����ء�����ǿ���Ͻ�Ԫ��(Al��Ti��)�����ߣ����淽���Ѻ����������������ϴ���Ӱ�������׳��������ƣ��ɺ��Լ��ͬʱ��������ʹҶƬ�ֲ������ؽᾧ�Ӷ��ƻ�ҶƬ�Ķ����������ԣ�Ӱ��ʹ����������ˣ����ô�ͳ�ķ���������[2-3]��
�����۸����оֲ����Ⱥ͵������������ŵ㣬ͬʱ�������۸����ߵ��¶��ݶ������ڲ��ϵĶ�����������[4-6]����ˣ�����Ϊ��һ�ּ��ѵĸ��ºϽ�ҶƬ�����������������̸��ºϽ�ҶƬ�ļ����۸��������ڵ��۹�����ɵ��������������ѶȺܴ���ˣ���Ҫ����������о����������߲��ü����۸������ڶ������̻���DZ22�����۸������Ͻ��ĩ���о��ڳ��¿��Ż�����ʵ�ֶ������̵Ŀ����ԣ������Ż��������۸��������֯���о�������ȡ��Ͳ�ͬ������۸�����֯��Ӱ�죬�����۸�����Ӳ�ȣ������۸�������ĵ�Ħ��ĥ�������Ϊ��һ���о�����������ҶƬ�춨������
1 ʵ��
������ϲ��ö��������������ºϽ�DZ22����Բ���ΰ��������и��ȡ��Բ�λ��ģ��ߴ���ͼ1��ʾ�����������֯�ɷ�(��������)Ϊ10%Cr��9%Co��2%Ti��12%W��5%Al��1%Nb��0.01%B��0.1%C��0.03%Zr������ΪNi���۸���ĩΪ����������Ͻ��ĩ������ĩ�ɷִ��ȡ�99.9%��������е��ֻ�ϣ���ɷ�Ϊ18%Cr��3%Mo��1.5%W��5%Ti��15%Co��2.5%Al��0.5%Fe������ΪNi��
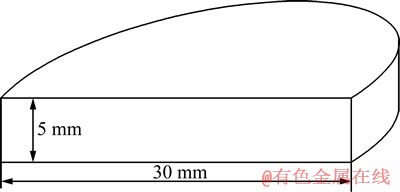
ͼ1 DZ22���ijߴ�
Fig. 1 Size of DZ22 substrate
ʵ��ǰ��Ϊ����������������������Ĥ��Ӱ�죬��Ԥ�ȶԻ��������д������������������Ĥ������Ĥ��ȥ�����û�е��ĥ�뻯ѧ��ϴ���ϵķ���������ʹ��400�Ž���ɰֽ��ĥ�Լ����棬ֱ��¶�������Ľ���ɫ��Ȼ��ʹ����֬����պȡϡ����Һ���ã�����������Һ�кͣ�����ɡ������۸�ʵ������л����·�����ˮ�䣬�Ա�֤�ϸߵ��¶��ݶȡ�
ʵ�������豸Ϊ����λ�������Ƶ�LER-3��Nd:YAG���������������ձ�ERCR-HP3-AA00�ͻ�������ɡ��������ϼ������һ��ʹ��CO2���� ����Nd:YAG���弤�����ȡ�����Ƚ϶��ԣ����弤��������ص�����[7]��1) �ɻ�ýϵ͵����ۻ����Ӷ���С��Ӱ����������ϡ���ʺ����Ʋ������ʣ�2) ��ȴ�ٶȸ��죬Ϳ������֯�������ܣ��ɵõ�������������ĥ���ܣ�3) ������ĩ�����弤���������IJ���Ϊ1.06 ��m��������ԼΪ��CO2�����������IJ���Ϊ10.6 ��m�������ʵ�1.5~2.5����
Ϊ��֤�Լ��Լ���������ʣ�ʵ�����Ԥ�÷�ĩ�ķ�����ʹ���һ�������������Ͻ��ĩԤ���ڻ��ı��棬��ĩ���Ϊ0.8 mm����150 �����24 h������ֱ�߽�����ʽ�����۸������������ֱ��Ϊ1.0 mm���뽹��Ϊ+5 mm����ֱ���䣬�ߴ����ͬ�ᱣ�����������Ϊ10 L/min��
�����۸�ʵ�鲻��Ҫ��֤ʵ���۸�������������ұ���ϣ��۸��������Ե���֯ȱ�ݣ���Ҫ�ڴ˻�����ʵ���۸����۾�����֯�Ķ���������Ϊ��֤ʵ���۸����۾�����֯�Ķ�������������ʹ��������������¶��ݶȽϴ���Թ��ղ�����Ҫ��ϸ�[8]���������߸�������ʵ���豸���ܣ�����������ƣ�ѡȡ�Ĺ��ղ������£�ɨ���ٶ�8~10 mm/s������100~140 A������6~8 ms��Ƶ��12~19 Hz��
����BX51M��ѧ����(OM)������S-3500N��ɨ��羵(SEM)�۲��۸����Լ��۸���������ϴ��Ľ�����֯��������HXS-1000�͵�����Ӳ���Dz����۸�������ȷ������Ӳ�ȷֲ�������MMW-1����-��ʽ�ɻ���Ħ��ĥ��ʵ��������۸����ڴ��������������µ�Ħ��ĥ�����ܡ�Ħ����Ϊ�����Ӽ����۸���������ĥ��Ϊ���45#�֡���DZ22����Ϊ�����������ֲڶ�Ra��Ϊ0.8��Ħ�����ղ������£��������50 N����Ի����ٶ�0.5 m/s�����г�600 m�����þ���Ϊ0.1 mg�ĵ��ӷ�����ƽ����ĥ������m��
2 ʵ����
2.1 �۸��������֯
ͼ2��ʾΪ�۸��������֯����������֯Ϊϸ���Ķ���������״֦�����ڶ���������״֦����֯��������û�ж���֦������״����������ϴ�ֱ�ڻ���ƽ�棬���硣֦���ĺ������Ϊ4~8 ��m������һ���������۸���ĩ�ڼ�����˲����¡���������������Ѹ�����ۣ��ҳɷ��ȶ�����Խ�����۸���������ȶ���˳����������Ϊ�������뼤�����ĸ������γɽϴ����¶��ϵ����¶��ݶȡ������۸���һ��Ѹ�ټ��Ⱥ���ȴ�Ĺ��̣��۸������ȴ�ٶȺܿ졣���ʵ��Ĺ��ղ��������£��۸��㾧������������������Ϊ�ӽ�����ͬ��ȡ������������
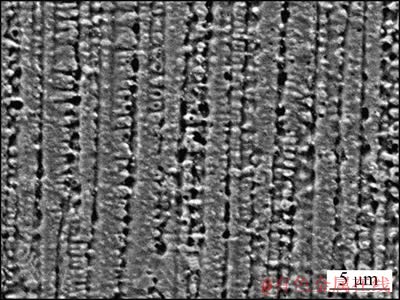
ͼ2 �۸��������֯
Fig. 2 Microstructure of cladding layer
�����۸���һ�ֵ��͵ķ�ƽ�ⳬ�������̹��̡��ڳ�������������£���ȴ�ٶȲ��ᳬ��102 K/s�������۸�����ʹ���۸��������ٶȴﵽ106 K/s���ϡ������ֳ��������ٶ������£��۸���ϵ��Զ��ƽ��̬���������ܶ��������Ⱦ�̬���Լ���ϸ������֯��������֯�ߴ��������ϡ�
���߹��ʵļ������۽��ڲ��ϱ���ʹ���ۻ���ͨ���������ڱ����ɨ������ʵ�ֲ�ͬ����ȴ�ٶȡ�ͨ���������ɨ���ٶȵ�ƥ�䣬���Եõ����������ľ�����֯[9-10]������������۵��ۻ���������������״������������ͼ3��ʾ[11]����������vb�����ƶ����γ�һ��Һ��������ǰ��Ϊ�ۻ�������Ϊ���������������������Ϻ��۳ص����D�ɼ������ķ���������P��ɨ������vb��������
 (1)
(1)
ʽ�У��ºͦ�Ϊ����������������йء�
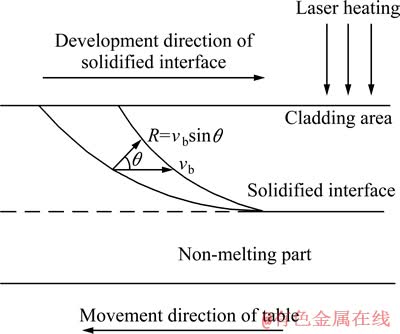
ͼ3 �����������ԭ��[11]
Fig. 3 Remelting principle of laser surface[11]
�����������������������[12]�������۳��е�Һ������������Ӵ�����ʵ���������������̲��漰�κ˹��̣��۳������̹�����ͬ������ܽӴ��������ڲ�ͬ����֮��Ľ������裬��˿��Ի�ø������ȴ���ʣ���ȷ�ؽ��������ٶ�����ز���֮��Ĺ�ϵ�����������ڣ������ٶȣ��������ƶ��ٶ�Rn�뼤����ɨ���ٶ�vb֮��Ĺ�ϵ��ʽ(2)������
 (2)
(2)
Rn��vb֮��ļнǦȶ���Ϊ���̷���ǣ�����������ȷ����ϵı仯�������۳ص���״���۳ز�ͬ��ȴ����������ʺ����̷������۳صײ��ȡ�90�㣬�����������R��0�����۳ر����λ�ã�����С������������������۳صײ���R��С�������¶��ݶȺܴ�����������ƽ�淽ʽ���в��ɻ����ƫ����������֯�������ۻ������ϲ������������ʵ����������γɰ�����֯�����۳صײ��������¶��ݶȺ����������Dz��ϱ仯�ģ��Ҷ��߲��ܶ������ƣ�ͬʱ��������֯�Ǵӻ������������ģ������ϲ�ͬλ�õ����������Dz���ͬ�ġ�
ͼ4��ʾΪ��ɨ���ٶȷ�����۸���ĺ����ò(100���Ŵ���)���ͱ����¿��Կ������徧�������������ԣ���ֱ���ϣ���ͼ4�м�ͷ��ʾ��������۸��㾧�������徧���ִ��۸�������������á��۸��������Ľ���߳��ֲ����Σ�������õļ��������ղ����йء����ڲ��õ������弤���������ԣ�����ڻ����ϵ������Dz������ġ���ɨ���ٶȷ���۲��۸�����ò�����ڲ�ͬ���ղ����¿��Եõ���ͬ���۸�������ò���ݴˣ�����ͨ���������ղ����õ���������۸��㡣
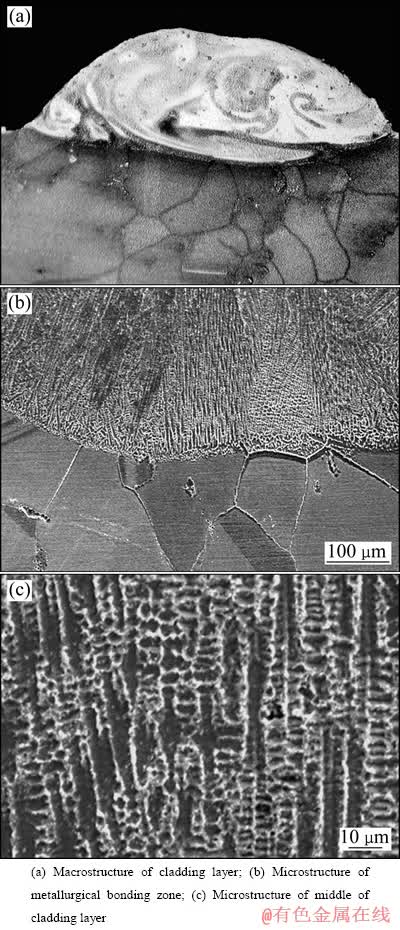
���ø߷Ŵ������۲��ϴ����丽�������������ͼ5��ʾ����ͼ5���Է��֣��۸���������Ͻ��ܣ������ƻ�����ȱ�ݡ��۸���ײ�������������ƽ�У��ﵽ�˶���������Ŀ�ġ�����ϸխ���ܣ�����֦����
��ϴ���������ƽ���������ϴ�ĽǶȣ�Ϊ��ֹ�����ϴ��Ӧ�����С��������Ƶ�ȱ�ݣ��۲�˴��Ľ�ϴ���ò����ͼ6��ʾ����ͼ6�п��Կ�������Ȼ��ϴ���һ�����������ȣ���ϴ���û�г������ƣ��۸��㾧������������Ȼ��ֱ���ϡ�������ڽ�ϴ�ƽ�������������ľ����������ִ�����˴���ϴ�����徧�������һ���ĽǶ��й�ϵ������������˴��ľ������������һ���ļнǣ���һ���̶��϶Ծ�����������������Ӱ�죬��ʹ��ϴ��������ľ����������ִ�
ͼ4 �۸���ĺ����ò
Fig. 4 Macrostructure of cladding layer
ͼ5 ұ���ϴ�����֯��ò
Fig. 5 Microstructure of metallurgical bonding zone
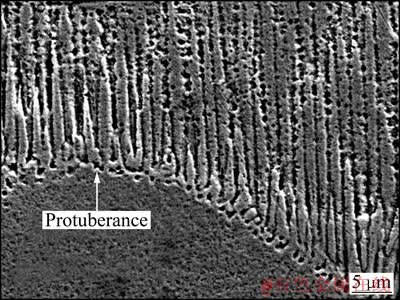
ͼ6 ұ���ϴ�ͻ���SEM��
Fig. 6 SEM image of protuberance of metallurgical bonding zone
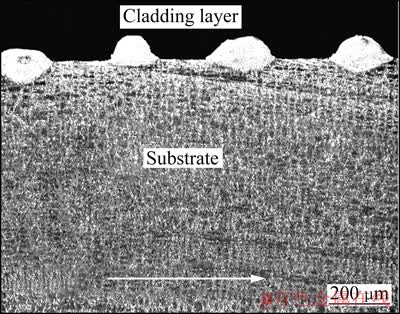
���۸�������γ�һ�㾧������������ҵı��㣬������ò��ͼ7��ʾ���ò��־������������������������ȶ���С�������ij����ڸ��������ܵ����ơ���Ϊ���۸��������㣬���������Ϊ���ң��¶��ݶȿ��ټ�С����û���㹻����¶��ݶ��£������Ķ��������ܵ����ƣ�����֦���۵õ���չ���������µĵ��ᾧ�����������ࡣ����ǰ��ķ���һ�¡�
ͼ7 �۸��������ò
Fig. 7 Surface morphology of cladding layer
2.2 ������ȡ���۸�ʵ��
���徧����{001}����������������֮ǰ�ļ����۸���������ʵ�鶼�������ž����ϣ��������(001)���Ͻ��С�˵����DZ22�������̻�������ž����ϣ����ʵ��Ĺ��ղ��������£��۸��㾧�����¶��ݶȷ����������徧��������ȡ����[001]�����϶��������������ղ���ѡȡ��ǡ��ʱ�����γ����õĶ���������֯�������۸�������Ҳ�����룬�����ơ�����ȱ�ݡ�
Ϊ��һ����֤Ӱ��DZ22�����۸��������̵��������أ��ڻ����(100)���Ͻ����۸�ʵ�飬��֤���徧��������ȡ����۸��㾧������ȡ���Ӱ�졣
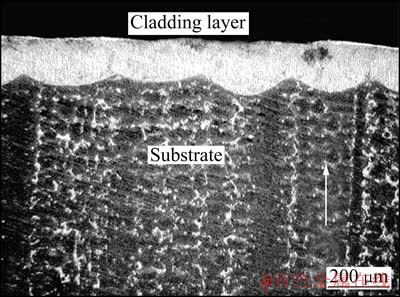
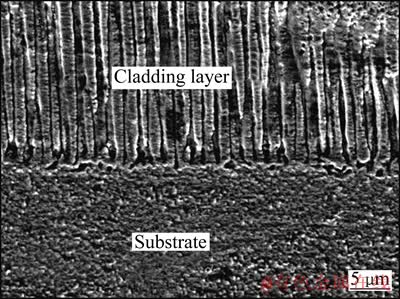
ͼ8��ʾΪ�ڻ���(100)���Ͻ����۸�ʵ���ȫò��ͼ�м�ͷ��ʾ�����ǻ��徧�������������۸������У��¶��ݶȷ������¶��ϣ��۸��㾧����������������������徧����������ֱ��
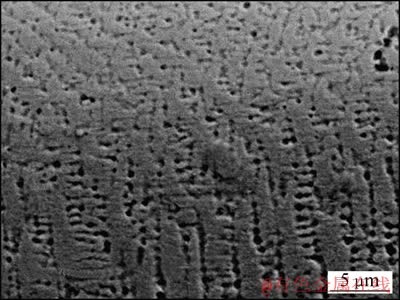
ͼ9(a)��ʾΪ�۸���������ϴ���������ò����ͼ9(a)�п��Կ�������ϴ���������ϲ����ܣ���϶�ϴ�֦������������������û�����ֶ������̵�������ͼ9(b)��ʾΪ�۸����в���������֯��ò���˴�����������ͼ9(a)���ƣ��۸��㾧��Ϊ֦������֦���������ң�����֦��������������ܵ����ƣ�������Ƚϴ�ͼ9(c)��ʾΪ�۸����ϲ���������֯��ò�������۸��㾧�������������ԣ������ָ������ԣ������۸�������־����������ƣ����������𡣴�ͼ9(c)�п��Կ�������ѡ��ƽ���ڻ��徧������ȡ���ƽ�棬��(100)������۸�ʵ����۸��㾧����������ʽ�����˺ܴ�ĸı䡣��Ȼ���ղ�����ͬ�������۸��㾧�����������Եķ����ԡ�
ͼ8 �۸���ĺ����ò
Fig. 8 Macrostructure of cladding layer
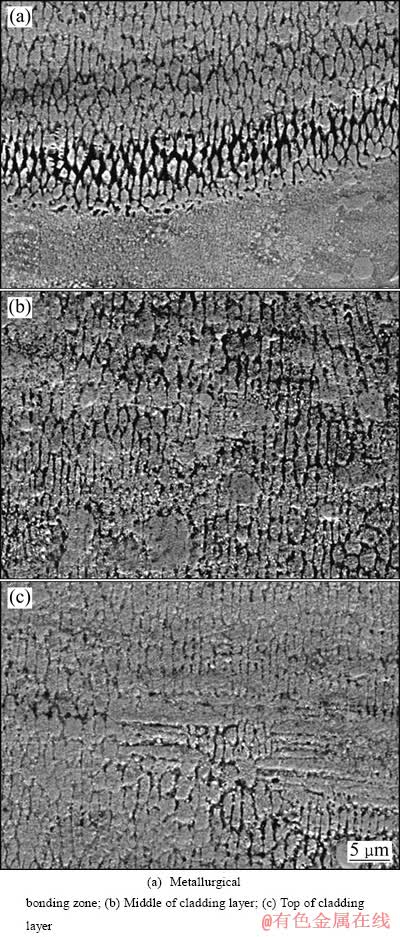
ͼ9 �۸����SEM��
Fig. 9 SEM images of cladding layer
����ʵ����˵������ѡ����ͬ�Ĺ��ղ������۸���ĩ��ǰ���£����徧��������ȡ����۸��㾧�����������ɾ��кܴ��Ӱ�졣���۸����¶��ݶ�����徧������ȡ����ͬʱ�����ʵ��Ĺ��ղ��������£�����ʵ���۸��㾧���Ķ����������������۸����¶��ݶ����������ȡ��ֱʱ����ʹ���ղ������ⲿ����������ͬ���۸��㾧����������ʽҲ�ᷢ���ܴ�ı䣬��ʵ���۸��㾧���Ķ��������������������Ƽ��[13]��ʵ������������Ȼ�۸��������֯�����ϴ�仯�����۸������ʷֲ����ȣ���Ԫ�طֲ����������˵���۸�������ƫ�������ԡ�
2.3 �Ƕ������̻����۸�ʵ��
����ʵ�����DZ22���������������ºϽ�֤�����������ȡ����۸��㾧�������������кܴ�Ӱ�졣Ϊ���˵�����徧����������ʽ���۸�������֯��Ӱ�죬ѡ�÷Ƕ������̻��Ľ��м����۸�ʵ�飬������ĵ�ѡȡ���۸�����֯��Ӱ�졣������ѡ��ͬ���������ºϽ��GH710��Ϊ���ġ�
ͼ10(a)��ʾΪ�۸���ĺ������ȫò����ͼ10(a)�ɼ�������ĵ��;���Ϊ���������������������Խ�С���۸���������γ����õ�ұ���ϣ���ϴ�ƽ�������ơ��۸����еİ�����Ϊ�����ߵ��Ӵ������ʶ��������γɵĶ��ν�ϴ����۸����������ã��۸��㾧��Ϊ֦�����������ܣ������������������ɽǶȣ������Է����ԣ���ͼ10(b)��ʾ���۸�����Ҳ����������ϳ���֦������ͼ10(c)��ʾ�������ͼ2���۸�����֦�������Ƚ�С��������������������ƽ�У���һ���Ƕȡ���״����Χ�����ź��������Ķ�С֦����ͨ�����۸�������֯������������֪���ڷǶ��������������ºϽ�GH710�����Ͻ����۸�ʵ�飬��Ȼ������ͬ�Ĺ��ղ������۸���ĩ��������ʵ�־����ᴩ�۸�������붨��������
ͼ10 �۸���ĺ�ۺ�����֯
Fig. 10 Macrostructure and microstructure of cladding layer
���÷Ƕ��������������ºϽ�GH710���壬û�еõ�����Ķ��������۸�����֯��˵�����������֯����Ӱ���۸���ľ���������ʽ��
2.4 �۸������Ӳ��
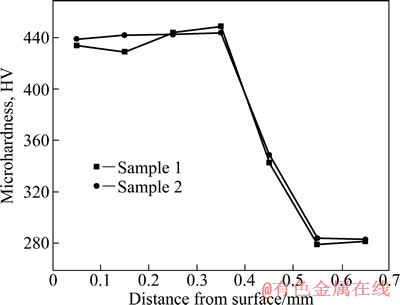
���������۸���������Ӳ�ȣ��غ�Ϊ500 N������ʱ��Ϊ20 s���������ֱ��ÿ���0.1 mm��㣬�ֱ�����۸������������������Ӱ��������Ӳ�ȣ������ͼ11��ʾ��
��Ӳ�����߿��Կ������۸��㡢��ϴ��ͻ����Ӳ�ȳ����ԵĽ���״�ֲ�����ϴ���Ϊ��������Ӳ���нϴ�Ŀ�Խ��ԭ�����£��۸��������֯�Ȼ���ĸ�ϸС�����ܣ��������������ڼ����۸������У�Mo��Cr��Fe��Ԫ�ؽ��а��������ǿ����Nb��ô�����������仯����á������ǿ����CoԪ��ʵ�־���ǿ�������۸�����渽��Ӳ�ȴﵽ���ֵ����ԼΪ450HV��
ͼ11 �۸������ز�����Ӳ�ȷֲ�����
Fig. 11 Microhardness distribution curves of cladding layer as function of distance from surface
2.5 Ħ��ĥ������
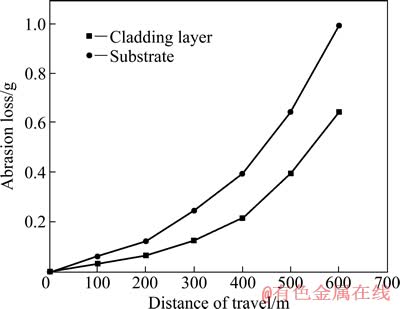
ͼ12��ʾΪ������۸���ĥ�����ı仯���ߡ���ͼ12���Կ����������ĥ�������Ը����۸����ĥ�������۸����ĥ������ԼΪ����ĥ������50%~60%���г̳���400 m�������۸����ĥ������������
ͼ12 ������۸����ĥ�����仯����
Fig. 12 Abrasion loss curves of substrate and cladding layer
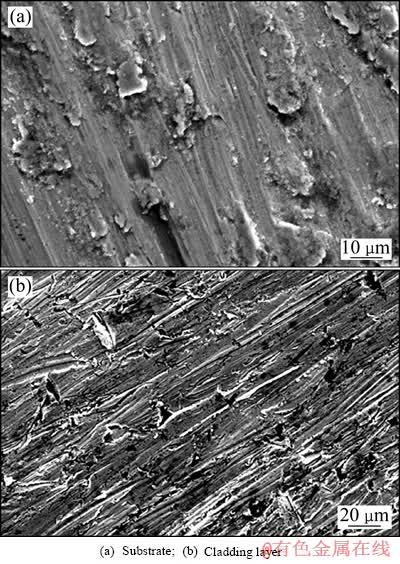
ͼ13(a)��(b)��ʾ�ֱ�Ϊ������۸����ĥ������SEM��ͼ13(a)˵��DZ22������淢����ճ��ĥ���ĥ��ĥ��������Ϊ������ϵ�Ӳ�Ƚϵͣ����п�����С������Ի��������У�Ħ�����Ի�����淴���ز���ճ�����úͼ�ѹ���Σ�����������ɽϴ�ı��ζ����㡣��ճ�����ͻ�е���������£����в㷢���ӹ�Ӳ�����������α�������ƣ�����ƣ�������������˺�����䣬�γɰ�������[14]������Ħ����������Ի���ʱ��������������ʱ��ɢ�����¶�ĥ������ճ��ЧӦ�����γɵ�ճ�Ž�㷢�����ж��ѣ������еIJ��������ĥм��ճ��ĥ��������ЧӦ�ۺ����ã���ɲ�����ʧ�ϴ�ĥ�������������ʧ�ϴ�
ͼ13 ĥ������SEM��
Fig. 13 SEM images of worn surface
��ͼ13(b)���Կ���������ڻ������ĥ��ʽ���۸������ĥ��ʽ������ͬ���۸������ĥ����ĥ��ĥ��Ϊ����ճ��ĥ��Ϊ����ĥ�����ֲ���һЩ��������ԭ�����£��۸�������֯�����ܣ�������ϸС�������������������Ӳ�ȸ��ڻ������Ӳ�ȣ����п����ϴϸߵ�Ӳ��ʹ��ճ��������С��Ħ����������Ա����ܵ����ƣ����ԣ�Ħ��ĥ�������ĥ��ĥ��Ϊ����������ʧ����Ϊ�������顣��ĥ������Ի�����������١���һ����Χ�ڣ��۸�����Ӳ�ȵ���������ڿ�ĥ�����ܵ����[15-16]��
3 ����
1) �ڳ��·����ʵ�������£�ͨ���������ղ������۸���ĩ���ڶ������̻���DZ22������ȡ���ϣ�����ʵ�ּ����۸��������̡��۸������������ �ã���״�����ᴹֱ�ڻ���ƽ�棬����û�г��ֶ���֦�������硣֦���ĺ������Ϊ4~8 ��m�����۸�������γ�һ�㾧������������ҵı��㡣
2) ��ɨ���ٶȷ����ڹ��ղ�����ͬ�������¿��Եõ���ͬ���۸�������ò���ڻ���(100)���ϣ����ղ������ⲿ����������ͬ���۸���ľ������������Է����ԡ��ڷǶ������̻���GH710�ϣ����ʶ��������γɶ��ν�ϴ����۸��㾧�����ܣ��������������ɽǶȣ�����������ƽ�У�û��ʵ���۸��㾧���Ķ���������
3) �۸�����Ӳ�ȵõ�������ߣ����ԼΪ450HV���۸����ĥ������ԼΪ����ĥ������50%~60%���۸������ĥ����ĥ��ĥ��Ϊ����ճ��ĥ��Ϊ����ĥ�����ֲ���һЩ��������
REFERENCES
[1] ������, ������, �� ��, ������, �� ��, ����־. �������̼����������о��Ľ�չ[J]. �������켰��ɫ�Ͻ�, 2006, 26(1): 25-30.
SU Yan-qing, GUO Jing-zhe, LIU Chang, GUO Jing-jie, JIA Jun, FU Heng-zhi. Progress in theory on directional solidification technology[J]. Special Casting and Nonferrous Alloys, 2006, 26(1): 25-30.
[2] SHENOY M M, MCDOWELL D L, NEU R W. Transversely isotropic viscoplasticity model for a directionally solidified Ni-based superalloy[J]. International Journal of Plasticity, 2006, 22(12): 2301-2326.
[3] �ܽ���, ��Ǭ��, ���˳, ��־Զ, �ΰ���. �������ºϽ⺸�ӽ�ͷ��֯�������γ�ԭ��[J]. Ӧ�ü���, 2001, 21(5): 309-312.
XIONG Jian-gang, HU Qian-wu, WU Feng-shun, LI Zhi-yuan, DUAN Ai-qin. Microstructure characteristics and weld cracking formation in nickel superalloy laser welded joints[J]. Applied Laser, 2001, 21(5): 309-312.
[4] ELLIOTT A J, POLLOCK T K, TIN S. Directional solidification of large superalloy castings with radiation and liquid-metal cooling[J]. Metallurgical and Materials Transactions A, 2004, 35(10): 3221-3231.
[5] SUN S, DURANDET Y, BRANDT M. Parametric investigation of pulsed Nd:YAG laser cladding of satellite 6 on stainless steel[J]. Surface and Coatings Technology, 2005, 194: 225-231.
[6] ������, ����Ȫ, ������. �����۸�WC������ǿ����Ϳ�����֯����ĥ��[J]. �й���ɫ����ѧ��, 2012, 22(9): 2600-2607.
LIU Jian-di, ZHANG Shu-quan, WANG Hua-ming. Microstructure and wear resistance of laser cladding WC particles reinforced composite coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2600-2607.
[7] GAUMANN M, HENRY S, CLETON F. Epitaxial laser metal forming: Analysis of microstructure formation[J]. Materials Science and Engineering A, 1999, 271: 232-241.
[8] ���˺�, ����Ӣ, �տ���. �����۸����ղ�����TiCp/Al���㸴�ϲ��ϵ�Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(6): 1041-1044.
MA Nai-heng, LIANG Gong-ying, SU Jun-yi. Influence of technological parameters on interface bonding and structure uniformity of in-situ synthesis TiCp/Al composites in laser cladding process[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1041-1044.
[9] BOETTINGER W J, CORIELL S R, GREER A L, KARMA A, KURZ W, RAPPAZ M, TRIVEDI R. Solidification microstructures: Recent developments, future directions[J]. Acta Materialia, 2000, 48: 43-70.
[10] VOLOVITCH P, MASSE J E, FABRE A, BARRALLIER L, SAIKALY W. Microstructure and corrosion resistance of magnesium alloy ZE41 with laser surface cladding by Al-Si powder[J]. Surface and Coatings Technology, 2008, 202: 4901-4914.
[11] HOCHE H, SCHEERER H, PROBST D, BROSZEIT E, BERGER C. Development of a plasma surface treatment for magnesium alloys to ensure sufficient wear and corrosion resistance[J]. Surface and Coatings Technology, 2003, 174/175:1018-1023.
[12] GONZALEZ R, GARCIAL M A, PENUELAS L, CADENAS M, FERNANDEZ M R, BATTEZ A H, FELGUEROSO D. Microstructural study of NiCrBSi coatings obtained by different processes[J]. Wear, 2006, 263(1/6): 619-624.
[13] ����Ƽ, ������, �� ��, �ŷ, �´���. ���ľ���ȡ��Լ��ⶨ�����̵�������֯��Ӱ��[J]. Ӧ�ü���, 2004, 6(3): 135-138.
FENG Li-ping, HUANG Wei-dong, LIN Xin, YANG Hai-ou, CHEN Da-rong. Influences of crystallography orientation of substrate on laser directional solidification single crystal microstructure[J]. Applied Laser, 2004, 6(3): 135-138.
[14] YU Y J, ZHOU J S, CHEN J M, ZHOU H D, GUO C, GUO B G. Preparation, microstructure and tribological properties of Ni3Al intermetallic compound coating by laser cladding[J]. Intermetallics, 2010, 18(5): 871-876.
[15] �ް���, ������, �� ��. �ѺϽ���漤���۸�(Ti+Al/Ni)/(Cr2O3+CeO2)����Ϳ����֯����ĥ����[J]. �й�����, 2007, 34(3): 438-441.
CUI Ai-yong, HU Fang-you, HUI Li. Microstructure and wear-resisting property of (Ti+Al/Ni)/(Cr2O3+CeO2) laser cladding on titanium alloy[J]. Chinese Journal of Lasers, 2007, 34(3): 438-441.
[16] ������, �� ��, ����ȫ, ����ˮ, ������, Ҧ����. �����۸��������Ʊ�Fe-Ni-B-Si-Nbϵ�Ǿ���������Ϳ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2846-2851.
ZHANG Pei-lei, YAN Hua, XU Pei-quan, YU Zhi-shui, LI Zhu-guo, YAO Cheng-wu. Fe-Ni-B-Si-Nb amorphous and nanocrystalline composite coating prepared by laser cladding and remelting[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2846-2851.
(�༭ ����Ƽ)
������Ŀ���й���ʿ���ѧ����������Ŀ(20110491882)
�ո����ڣ�2012-09-20�������ڣ�2013-04-20
ͨ�����ߣ��� ������ʿ�о������绰��18705426295��E-mail��badboy983525@163.com
