
DOI: 10.11817/j.issn.1672-7207.2016.09.012
����˫������ת������������¶�����
��Ө�����ѣ����ӻ�
(����ѧ ���ܲ��Լ��������������ص�ʵ���ң����300072)
ժ Ҫ��
�����IJ�������������������ṹ�ȱ������ı�����ʽ���ڴ˻����ϣ�������������ѧģ�͡����һ�ֻ���˫�����������¶�����������ͨ��ʵ�������ʵʱ��ȡ�ο����IJ�����ͨ������õ������ܵ�ƽ�ƺ���б���Թ�����ͬ�߶ȵ��⾶���ھ���������ʵʱ������ʵ������������ת����������������¶������������ȶ�������110 ��m�½���7 ��m����������˲������ȶ��ԡ��÷������������ת��������Ը߿ɿ��Ժ߾��Ȳ�����Ҫ�����ת����������߲������Ⱥ�Ч�棬Ϊ��ת��������������¶������ṩ��һ���µļ���;����
�ؼ��ʣ�
��ת�����������������˫������ƽ������б��
��ͼ����ţ�TH161.4��TH711 ���ױ�־�룺A ���±�ţ�1672-7207(2016)09-2992-05
Online thermal error compensation of rotatory measuring machines based on bicyclic law
ZHONG Ying, LIU Jia, LI Xinghua
(State Key Laboratory of Precision Measurement Technology and Instruments, Tianjin University,
Tianjin 300072, China)
Abstract: In order to compensate thermal error for rotatory measuring machine, the measuring machine��s structure manifestation of thermal deformation error was analyzed, on this basis of which the mathematical model of thermal error compensation was established. The method was proposed based on bicyclic law of online temperature error compensation technology. Through in-kind measurement, workpieces�� offset and tilt errors were calculated by achieving real-time measurement error of reference benchmark to compensate thermal errors of different heights of workpieces of both outside and inside diameters in real time. The results show that the error of the measuring stability error is reduced from 110 ��m to 7 ��m after compensation, improving measuring stability significantly. The compensation method can satisfy the need of rotating parts for high reliability and precision measurement, improving rotatory measuring machine��s online measurement accuracy and efficiency, as well as providing new method of compensating thermal error for rotatory measuring machines.
Key words: rotatory measuring machine; thermal error compensation; bicyclic law; offset; tilt
��ת������ڸ�����ҵ�����Źؼ�������[1]�����㷺Ӧ���ڹ�ҵ�����������У����ڵ����������������������ͳ������㲿���ȡ����ſ�ѧ���µ��������죬�Ի�ת��������ľ��ȼ��Ҫ��Խ��Խ�ߣ������Ǿ�����Ʒ�ľ��ȼ��Ҫ���Ϊ�ϸ�[1]����ת��������ر��ʺϻ�ת������ļ��[2-3]����������������¶�Ӱ��ܴ��������DZ�֤���⾫�ȵĹؼ�[4-6]��Ŀǰ���������¶������������Է�Ϊ2��[7-9]��һ�ַ����Ǹ�����Դ�������Դ�Բ������ȵ�Ӱ�죬���ַ����ɱ��ϸߣ��ʺ��ں�������ʹ�ã������ڲ�������������ʹ�ã���һ�ַ����Ļ���ԭ���ǽ����¶������ѧģ�ͣ������¶Ȳɼ��ڵ㣬ʵʱ�ɼ����ͷƫ����ص��źţ��������ͷ��ƫ�������÷�������֮���������������Ӱ�����������Ա�߶��ͻ������еȲ����IJ�ͬ�¶��ݶȶ��ںܴ�̶��Ͻ����˲���ģ�͵ľ��ȡ����ڻ�ת����������ԣ��������ߴ��������ṹ���ӣ������ͼ���������Ľṹ�ȱ��μ�Ϊ���ѣ��ر����������ֳ������ӵ��¶��ݶ�ʹ�������ṹ�������¶Ȳ�һ�£�����ȷ������ͷ���ת����̨���ߵ����λ�����¶ȱ仯����ѧģ�͡����⣬���ӵIJ����㷨�Ͷ�ڵ���¶Ȳɼ�ϵͳ�����������˲������ĸ����ԣ����������˳ɱ��������˿ɿ��ԣ������ڲ����������߲����ƹ�[10-12]��Ϊ�ˣ������������һ�ֻ���˫������ȡ�¶��������ݵķ�����ͨ�������¶����ģ�͵õ���Ӧ��ƽ�ƺ�ƫת��[13-14]��ͨ��ʵ�����ʵ�ֲ������������¶�������ʵʱ�����ɻ�ת��������ͱ�����ȱ��ζ������IJ�����Ϊ�����¶������ṩһ���µļ���;����
1 ��ת����������
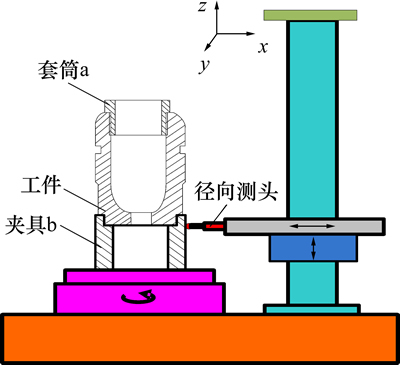
��ת���������ͼ 1 ��ʾ����������������A���ڲ�����B����ྶ�������C����ת����̨D�ͻ���E 5�������[14-15]����ת�幤��ͨ��������Ͳ�ͼ�ͷ��װ�ڻ�ת����̨�ϣ�����ʱ��ת����̨������������ת������ͷ���ij���������������꣬�õ�����Բ����ijߴ硢λ�ú���״������Ŀ���ֻ��Ի�ת���ڡ��⾶������������ؽ����ھ�������B����ྶ�������C��
�����ڱ��������B����ͼ1��ʾ��y-zƽ�����˶���ʹ��в�ͷ����ͷ�뱻�������ķ��߷���һ�¡��������װ�ڻ�ת����̨�ϣ�������湤��̨����ת�˶����ڲ��B�Ļ������ص�����y���˶����ڲ�������z���˶�����ͷͨ���ڲ�˰�װ�������ϣ��������y���˶��������z���˶�ʹ��ͷ�Ӵ��������ı���㣬�����ת��1�ܣ�����1��������
�ڻ�ת����������У�����������B��C��D 3���˶�����������4������ϵ���ֱ�Ϊ�ڲ�����B������ϵ(xb, yb, zb)���������C������ϵ(xc, yc, zc)����ת����̨������ϵ(r, , z)����������ϵ(x, y, z)��
, z)����������ϵ(x, y, z)��
��ͼ1��ʾ����ת�������װ�ڻ�ת����̨D�Ļ���E�ϣ�����E��Ϊ��������ϵz=0��ƽ�棬����ʱ����ת������ʱ�Ļ�ת���ļ�Ϊx=0��y=0������ԭ�㡣�ھ�������B���˶�����Ϊyb���⾶������C���˶�����Ϊxc��ÿ����1���㼴�ɵõ��õ������(x, z,)����(y, z,)������Ϊ��ת����̨��ת�ǡ�
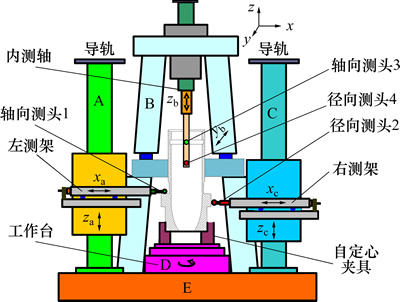
ͼ1 ��ת��������ṹ
Fig. 1 Structure of rotary measuring machine
2 ˫�����¶�����ԭ��
2.1 �ȱ�����������ѧģ��
�������Դ�в������Ľṹ�ȱ��Ρ���ͷ���¶�Ư�ƺ������ȱ��εȣ����������Ľṹ�ȱ�������Ҫ�������Դ����ˣ�У������ͻ�ת�����ߵ����λ���Dz����ȱ������Ĺؼ�[13-15]��
�����ڻ�ת������Ķ�ʱ���У������������ȱ��������Ժ��ԣ��ɴ˽������¶������Ļ���ģ�ͣ���ͼ2��ʾ�����У�LΪ��������������ڻ���ƽ������ Ϊ��ͷ����ڻ�ת���ߵ�ƫת�ǣ��Ӷ����Եõ�tʱ���ȱ������IJ�����ʽΪ
Ϊ��ͷ����ڻ�ת���ߵ�ƫת�ǣ��Ӷ����Եõ�tʱ���ȱ������IJ�����ʽΪ
 (1)
(1)
ʽ�У� Ϊֱ����hΪ�����������ڻ���ĸ߶ȡ���Ի�ת�������������¶�ʵʱ�仯�����������ʽ(1)����ȡL����ʵʱȡֵ������ʵʱ������ת�幤��������������Ӷ����Ʋ������ṹ�ȱ���ʵʱƯ������µ������¶�����ģ�͡�
Ϊֱ����hΪ�����������ڻ���ĸ߶ȡ���Ի�ת�������������¶�ʵʱ�仯�����������ʽ(1)����ȡL����ʵʱȡֵ������ʵʱ������ת�幤��������������Ӷ����Ʋ������ṹ�ȱ���ʵʱƯ������µ������¶�����ģ�͡�
���ڹ�����λ���(��ͬ��ȵ�)�������¶��������������ڻ�ת���ߵ��ȱ���(ƽ�ơ�ƫת)��Ӱ�칤�������ߵIJ������ʶ���λ�����Ҫ������������С���˷���ϣ��Թ������������߲�����
 (2)
(2)
ʽ�У�(a, b)Ϊ����ij����Բ��Բ�����ꣻRΪ�ý���Բ�뾶������Բ�ϵĵ�����(xi, yi)Ϊ
 (3)
(3)
ʽ�У� Ϊ������ת
Ϊ������ת �ǶȺ�ͷ��������Ա仯����RiΪ��ͷ��Ի�ת���ĵij�ʼ���롣
�ǶȺ�ͷ��������Ա仯����RiΪ��ͷ��Ի�ת���ĵij�ʼ���롣
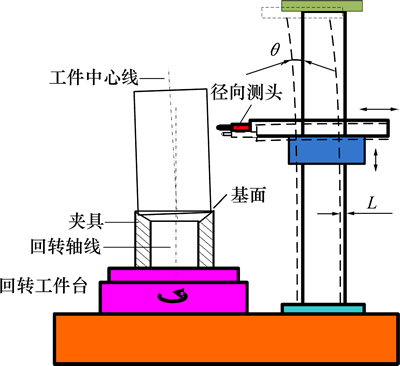
ͼ2 �������ṹ�ȱ���ͼ
Fig. 2 Thermal structural deformation of measuring machine
2.2 ˫�����������ݵĻ�ȡ
˫��������ģ����ͼ3��ʾ��������������칫���Ͳa���ڸ��������������������������о�b���ڹ̶���������Դ�������¶�����������˫����������Ͳa�ͼо�b��Ƴɻ�������Ϊ����a��b���ڡ��⾶ͨ���궨����֪�ġ�ͬʱΪ����������a��b���ȱ������Բ��������Ӱ�죬��Ͳa�ͼо�b��������ϵ��Ҫ������һ�¡����ڱ�������ȱ���������a��b���ȱ�������һ�£���˸÷�����������Ч��������a��b�ȱ��β����IJ�����
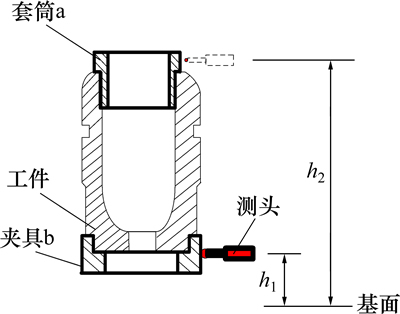
ͼ3 ˫��������ģ��
Fig. 3 Model of bicyclic error compensation
2.2.1 ˫�����⾶����ģ��
ͼ4��ʾΪ˫���������¶�����⾶����ģ�͡����Ȳ�������a���⾶D1��ͨ��ʽ(1)���Լ����ò������õ��⾶�ͱ궨ֵ֮�
 (4)
(4)
ʽ�У�h1Ϊ����a�ĸ߶ȡ�
ͬ�������Բ�������b���⾶ ��ͨ��ʽ(1)���Եõ��о�b���⾶��ʵ�ʱ궨ֵ֮�
��ͨ��ʽ(1)���Եõ��о�b���⾶��ʵ�ʱ궨ֵ֮�
 (5)
(5)
ʽ�У�h2Ϊ����b�ĸ߶ȡ�
����ʽ(4)��ʽ(5)���Եõ���ͷ����ڻ�ת���ߵ�ƫ����Ϊ
 (6)
(6)
ͬ�������Եõ�������ܵIJ�ͷ����ڻ�ת���ߵ�ƫת��Ϊ
 (7)
(7)
����ʽ(6)��(7)�����Եõ�����߶ȵ��⾶�¶�������ʽ��
 (8)
(8)
���У�hiΪ����������������ĸ߶ȡ�
ͼ4 ˫���������¶�����⾶����ģ��
Fig. 4 Outer diameter thermal error compensation model based on bicyclic law
2.2.2 ˫�����ھ�����ģ��
˫�����¶�����ھ�����ģ����ͼ5��ʾ�����Ȳ�������a���ھ�d1��ͨ��ʽ(1)���Լ����ò������õ��ھ��ͱ궨ֵ֮�� ��
��
 (9)
(9)
���У� Ϊ�ڲ����ܵ�ƫ������z1Ϊ������Ͳaʱ��ͷ�ĸ߶ȡ�
Ϊ�ڲ����ܵ�ƫ������z1Ϊ������Ͳaʱ��ͷ�ĸ߶ȡ�
ͬ�������ڻ���b���������õ��ھ��ͱ궨ֵ֮�� Ϊ
Ϊ
 (10)
(10)
ʽ�У�z2Ϊ�����о�bʱ��ͷ�ĸ߶ȡ�
����ʽ(9)��ʽ(10)���Եõ����ڲ���������ڻ�ת���ߵ�ƫ����Ϊ
 (11)
(11)
�ڲ�ͷ����ڻ�ת���ߵ�ƫת�� Ϊ
Ϊ
 (12)
(12)
����ʽ(11)��(12)���Եõ��ڲ����ܲ�����ת���ھ�ʱ�����������¶Ȳ�������� Ϊ
Ϊ
 (13)
(13)
ʽ�У�ziΪ��ת�幤���ھ��������ĸ߶ȡ�
����ʽ(8)��(13)���ԶԲ������ڸ����߶ȵ��⾶���ھ�������ʵʱ���������������������ƵIJ����������¶�����ģ�ͣ��Բ�����ת������������ȱ��β����IJ�����
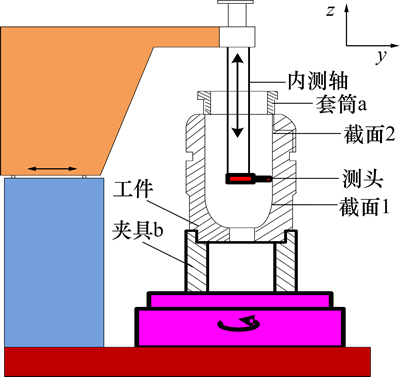
ͼ5 ˫���������¶�����ھ�����ģ��
Fig. 5 Inner diameter thermal error compensation model based on bicyclic law
3 ���������������
���װ��Ͳ�Ļ�ת�幤����ͨ��˫������ȡʵʱ�¶��������ݣ����ø�400 mm������⾶Ϊ125 mm�Ļ��������ᵯM125��Ϊ�������
��ʵ���Ҷ�M125���������������õ�1���ھ����⾶�������ݣ�ͨ��ʽ(8)��ʽ(13)���Եõ����⾶������IJ������ݡ�
���¶ȿɿصĺ���ʵ���������£�ͨ��������֪������ǰ��IJ��������ȶ������(���ڱ�������ڼӹ���ͨ�������������ֵ����Сֵ֮���������������ݵ��ȶ���)��������7 ��m���ڡ�
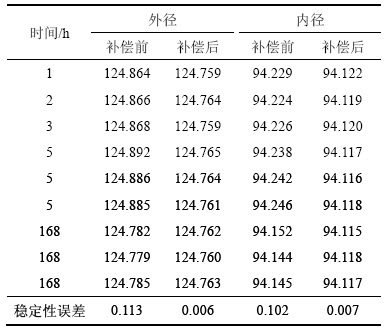
Ϊ�˽�һ����֤��ת������������������¶ȱ仯��Ӱ�죬�ڿ���ʵ���������£���������M125�ͺ��ڵ�1�ܣ�����ʱ����������ͬ��125 mm�⾶��94 mm�ھ��IJ����������1��ʾ���ɱ�1��֪��δ���������⾶���ھ��ȶ������ֱ�ɴ�113 ��m��102 ��m�����������������ȶ������ֱ�Ϊ6 ��m ��7 ��m��ͨ���⾶���ھ�ʵ��������ݲ���ǰ��Աȿ�֪��˫��������ģ����Ч�ز����˲��������ȱ�����
��1 �⾶���ھ���������ʵ����
Table 1 Experimental results of outer diameter and inner diameter by continuous measurement mm
4 ����
1) �����ͨ��ʵ�����ʵ���¶���������˼·�뷽����Ϊ�����¶������ṩһ���µļ���;����
2) ��������˫�������¶�����ģ�͡����ڲο����뱻������ȱ�����ͬ����ģ�Ϳ����Զ�����������������ȱ�����
3) ͨ������ó���ͬ�¶������²�������ƽ����L��ƫת�����������ھ����⾶�¶�������ʵʱ�����������������⾶���ھ��������ݵ��ȶ��Էֱ������107 ��m��95 ��m������������7 ��m���ڣ��������㹤ҵ�����жԾ��Ⱥ��ȶ��Ե�Ҫ��
�ο����ף�
[1] ��ǿ, ����, ·��Ӣ, ��. �������γߴ��Զ����ϵͳ[J]. �������Ƶ�ѧ��, 2008, 28(4): 146-148.
GU Qiang, ZHANG Ya, LU Guoying, et al. Automatic checkout system of projectile body dimensions[J]. Journal of Missiles and Guidance, 2008, 28(4): 146-148.
[2] �Ź���. ������������ķ�չ����[J]. �й���е����, 2000, 11(1): 222-226.
ZHANG Guoxiong. Trends of coordinate measuring machine[J]. China Mechanical Engineering, 2000, 11(1): 222-226.
[3] ������, ·��, ��ѧ��, ��. ������һ�����β�Ʒ�����淶��Բ����ֱ���IJ��������о�[J]. �й���е����, 2006, 17(11): 1179-1182.
ZHAO Zexiang, LU Ming, LI Xuexin, et al. Measurement method of cylinder diameters based on new generation geometrical product specifications[J]. China Mechanical Engineering, 2006, 17(11): 1179-1182.
[4] ZHANG G X, GUO J B, LIU S G, et al. The development of cylindrical coordinate measuring machines[J]. Measurement Science and Technology, 2010, 21(5): 54003-54009.
[5] WANG W, ZHANG Y, YANG J, et al. Geometric and thermal error compensation for CNC milling machines based on Newton interpolation method[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2013, 227(4): 771-778.
[6] ��ά, ���, Ҧ����, ��. ���ػ������������������ۺϽ�ģ����ʵʱ����[J]. ��е����ѧ��, 2012, 48(7): 165-170.
WANG Wei, YANG Jianguo, YAO Xiaodong, et al. Synthesis modeling and real-time compensation of geometric error and thermal error for CNC machine tools[J]. Journal of Mechanical Engineering, 2012, 48(7): 165-170.
[7] ���ѷ�, ���ɾ�, �³�, ��. ����Դ�����¹���˿�ܵ��¶ȳ���ģ�������Ԥ��[J]. ��ѧ���ܹ���, 2012, 20(2): 337-343.
LI Xingfei, DONG Chengjun, CHEN Cheng, et al. Temperature model of ball screw and thermal error prediction under single heat[J].Optics and Precision Engineering, 2012, 20(2): 337-343.
[8] MIAO E M, GONG Y Y, NIU P C, et al. Robustness of thermal error compensation modeling models of CNC machine tools[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9/10/11/12): 2593-2603.
[9] ��ʱ��, ����, �ܽ�, ��. �������ع��ݻ���������ģ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(10): 3066-3072.
WANG Shilong, YANG Yong, ZHOU Jie, et al. Modeling of thermal error compensation of large-scale numerical control gear hobbing machine[J]. Journal of Central South University (Science and Technology), 2011, 42(10): 3066-3072.
[10] JAKSTAS A, KAUSINIS S, BARAUSKAS R, et al., Thermal error analysis in precision length measurements[J]. Measurement, 2014, 51(1): 133-146.
[11] SARHAN A A D. Investigate the spindle errors motions from thermal change for high-precision CNC machining capability[J]. International Journal of Advanced Manufacturing Technology, 2014, 70(5/6/7/8): 957-963.
[12] LI Y, ZHAO W, WU W, et al. Thermal error modeling of the spindle based on multiple variables for the precision machine tool[J]. International Journal of Advanced Manufacturing Technology, 2014, 72(9/10/11/12): 1415-1427.
[13] ���ӻ�, ����. ��ת���������˫�������¶�����[J]. ��繤��, 2013, 40(1): 94-99.
LI Xinghua, HONG Yan. The method of online thermal error compensation based on the bidirectional measurement of revolving body measuring machines[J]. Opto-Electronic Engineering, 2013, 40(1): 94-99.
[14] ZHANG G X, ZHANG H Y, GUO J B, et al. Error compensation of cylindrical coordinate measuring machines[J]. CIRP Annals: Manufacturing Technology, 2010, 59(1): 501-504.
[15] ���ľ�. ������������ݴ�����ר����������о�[D]. ���: ����ѧ�������������ӹ���ѧԺ, 2009: 15-26.
LI Wenjing. Research on data processing and dedicated software design for seven-axial measuring machine[D].Tianjin:Tianjin University. School of Precision Instrument and Opto-electronics Engineering, 2009: 15-26.
(�༭ �Կ�)
�ո����ڣ�2015-06-11�������ڣ�2015-10-11
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51105272) (Project(51105272) supported by the National Natural Science Foundation of China)
ͨ�����ߣ����ӻ�����ʿ�������ڣ�˶ʿ����ʦ�����´�ߴ羫�ܲ��Լ����Ͳ�����Ϣ���������о���E-mail: li.xinghua@126.com
ժҪ��Ϊ������ת��������IJ�������������������ṹ�ȱ������ı�����ʽ���ڴ˻����ϣ�������������ѧģ�͡����һ�ֻ���˫�����������¶�����������ͨ��ʵ�������ʵʱ��ȡ�ο����IJ�����ͨ������õ������ܵ�ƽ�ƺ���б���Թ�����ͬ�߶ȵ��⾶���ھ���������ʵʱ������ʵ������������ת����������������¶������������ȶ�������110 ��m�½���7 ��m����������˲������ȶ��ԡ��÷������������ת��������Ը߿ɿ��Ժ߾��Ȳ�����Ҫ�����ת����������߲������Ⱥ�Ч�棬Ϊ��ת��������������¶������ṩ��һ���µļ���;����
[1] ��ǿ, ����, ·��Ӣ, ��. �������γߴ��Զ����ϵͳ[J]. �������Ƶ�ѧ��, 2008, 28(4): 146-148.
[2] �Ź���. ������������ķ�չ����[J]. �й���е����, 2000, 11(1): 222-226.
[6] ��ά, ���, Ҧ����, ��. ���ػ������������������ۺϽ�ģ����ʵʱ����[J]. ��е����ѧ��, 2012, 48(7): 165-170.
[7] ���ѷ�, ���ɾ�, �³�, ��. ����Դ�����¹���˿�ܵ��¶ȳ���ģ�������Ԥ��[J]. ��ѧ���ܹ���, 2012, 20(2): 337-343.
[9] ��ʱ��, ����, �ܽ�, ��. �������ع��ݻ���������ģ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(10): 3066-3072.
[13] ���ӻ�, ����. ��ת���������˫�������¶�����[J]. ��繤��, 2013, 40(1): 94-99.
[15] ���ľ�. ������������ݴ�����ר����������о�[D]. ���: ����ѧ�������������ӹ���ѧԺ, 2009: 15-26.
