
���±�ţ�1004-0609(2015)02-0360-07
W/CuCrZr�Ͻ��ȵȾ�ѹ����
�� �գ��չ���캣���������ˣ������أ��� �裬ͯ��ԣ�������
(�˹�ҵ���������о�Ժ���ɶ� 610041)
ժ Ҫ��
�����ȵȾ�ѹ(HIP)���Ӽ����Ʊ�W/CuCrZrƫ������������ģ�飬�ֱ��о��������������(PVD)�Ʊ���40 ��mͭͿ����Ϊ���ɲ㣬��2 mm���TU1ͭƬ��Ϊ���ɲ��Լ����ɲ�3�ֽṹģ��ĺ��ӽ���������ͨ��ɨ���������(SEM)������������̽����(NDT)����ѧ����������͵��������ȸ�������װ�÷ֱ�Ժ���ģ�������ò������ȱ�ݡ���ѧ���ܺ��ȸ������ܽ��м����������������HIP���ӹ��ղ���Ϊ(940 ��, 120 MPa, 2 h)ʱ������40 ��mͭͿ��Ϊ���ɲ��ģ�麸�ӽ�����������ߣ���û��ȱ�ݣ��������书���ܶ�Ϊ20 MW/m2�ĸ��ȸ�������Ҳû��ʧЧ����ˣ��ù�����3�ֹ��ղ�������/ͭ�Ͻ�ƫ����ģ�����������Ʊ�������
�ؼ��ʣ�
��ͭ�Ͻ���ITER��ƫ����ģ�����ȵȾ�ѹ�����ȸ�����
��ͼ����ţ�TG456.9��TG495 �� �� ���ױ�־�룺A
Hot isostatic pressing joining of W/CuCrZr alloy
WANG Qin, YANG Fa-zhan, ZHU Hai-long, LIAN You-yun, LI Zong-qin, LIU-Xiang, TONG Hong-hui, SHEN Li-ru
(Southwestern Institute of Physics, Chengdu 610041, China)
Abstract: The W/CuCrZr alloy divertor component module was manufactured by hot isostatic pressing (HIP) technique. The interface properties of three modules which have the interlayers with 40 ��m thick Cu coating produced by PVD method, 2 mm thick TU1Cu sheet and no interlayer, respectively, were investigated. The microstructure, welding defect, shear strength and high heat load(HHL) test properties were tested by scanning electron microscope (SEM), ultrasonic nondestructive testing (NDT) equipment, mechanical cupping machine and electron beam epuipment(EMS-60), respectively. The results show that the joint performance of module with the interlayer of 40 ��m thick Cu coating is the best, the highest bonding strength and free defect are achieved under the HIP condition of (940 ��, 120 MPa, 2 h). After the screening test with incident power density of 20 MW/m2, the module also has no failure. Therefore, the process can be the optimal technique applied to the manufacturing of divertor component among the three techniques.
Key words: W/CuCrZr alloy; ITER; divertor module; hot isostatic pressing; high heat load
�����Ⱥ˾۱�ʵ���(ITER)����֤��ƽ���þ۱��ܿ����ԵĹ��ʿ��к�����Ŀ��ƫ������Ϊ�۱�ʵ��װ�ùؼ���ɲ��֣���Ҫ�����ų��۱������������ľ����������������������ڲ��������ʺ��ų�����[1-3]��ITERƫ������ҪΪ�����١�ͭ�Ͻ𡢲���ֺ��Ӷ��ɵĽṹ��W��Ϊ��������������(PFM)[4-5]��CuCrZr�Ͻ���Ϊ�ȳ�����[6-7]���������Ϊ֧�Ų���[8]��
W����������۵㡢�ͽ��䡢����H������ѧ��Ӧ��H�����ʼ��͵����Ա���Ϊδ���۱���������ȫ��ʹ�õ�PFM[9]����������W��CuCrZr�Ͻ��������ϵ��������ģ���������Ʊ���Ӧ�ù�������/ͭ�Ͻ���洦������ϸߵ���Ӧ������W��Cu���ܶȽ�С�����Ի�����õĽ���[10]��
�ȵȾ�ѹ���Ӳ��ø�����ȵ�ѹ�������ɲ��������ʵ����Ӳ㣬ʵ�����۽���֮�䡢�������մ�֮��[11]�Լ����ºϽ��ͬ�ּ����ֽ���������ӡ��������߲����ȵȾ�ѹ���Ӽ����Ʊ���W/CuCrZr����ģ�飬Ϊ�˼�С��/ͭ�Ͻ���洦����Ӧ��������ʱ����W��CuCrZr֮������˹��ɲ㡣���������о���Ա�Թ��ɲ�������о���LITUNOVSKY��[12]��2 mm������ͭ��Ϊ���ɲ�ʱ��ƫ����ģ���ܹ�����3 MW/m2��5 MW/m2�����غ�ѭ����1000�Σ�RICHOU��[13]��0.5 mm��1 mm�������ͭ��Ϊ���ɲ�ʱ��ģ���ܹ�����10 WM/m2���غ�ѭ��1000�Σ���������ͭ�ں���ʱ�ױ�����������������PVD������W�������40 ��m���ͭͿ����Ϊ���ɲ㣬����2 mm���TU1ͭƬ��Ϊ���ɲ��Լ����ɲ��ģ����жԱȣ��Ӷ��о����ɲ��ģ��HIP����������Ӱ�졣
1 ʵ��
1.1 ����
ʵ��������£����ȴ���99.95%�Ķ���̬�ٲ��ϣ��ߴ�Ϊ50 mm��50 mm��8 mm; ͭ�Ͻ�ѡ�÷���ITER��֯�涨������̬Cu-0.8Cr-0.1Zr�Ͻ𣬳ߴ�Ϊ 50 mm��50 mm��2 mm�����ȴ���99.95%���˻�̬TU1ͭ���ߴ�Ϊ50 mm��50 mm��2 mm��ÿ�ֲ����ں���ǰ��Ҫ���г���ͳ�����ϴ�Լ��������Ա�֤���ϱ�������������������£������þƾ��ͱ�ͪ�ֱ�Թ������г�������ϴ��Ȼ�������õ���Һ������ϴ���ٷ������Һ�к�֮����ֵ�Ưϴ�����շ���������н��к濾������
1.2 ʵ���豸�ͷ���
��ʵ������У����������ƵĴſؽ������Ӷ�Ĥ������3.5 kW���ʳ���12 h�õ�40 ��m���ͭͿ�㡣��Avure��˾������Pioneer�ȵȾ�ѹ��������ȵȾ�ѹ(HIP)���ӡ����Ʊ�ģ��ʱ��W��CuCrZr�Ͻ�֮�������3�ֲ�ͬ���ɲ㣬�ֱ�Ϊ���ɲ�(W/CuCrZr)��40 ��m���PVDͭͿ��(W/PVD40 ��mCu/CuCrZr)��2 mm���TU1����ͭƬ(W/TU1Cu/CuCrZr)��HIP���ӹ��ղ���Ϊ(940 �棬120 MPa��2 h)��
��ʵ��ģ��������Թ����У�����SEM (Sirion-200�ͳ�����ɨ���������)��EDS(Noran System SIX ������)����Ϳ��Ľ�������֯�ͳɷ֣�����������˾RGM-4300���ܲ�����������Ժ���ģ��ļ���ǿ�ȣ������й������NPIC��������̽�˼��ƽ̨���Ժ���ģ��ȱ�ݴ�����������õ¹�EMS-60����������ƽ̨��������ģ��ĸ��ȸ������ܡ�
2 ��������
2.1 ���ӽ�����ò��������
���ӽ������ò�ͳɷֻ�ֱ��Ӱ��ģ��ĺ�������[14]��ͼ1��2��ʾ�ֱ�Ϊ3��ģ�麸�ӽ��洦��SEM���EDS��ɨ��ͼ����ͼ1��֪��W/TU1Cu/CuCrZr��W/PVD40 ��mCu/CuCrZr��W/CuCrZr 3�ֺ��ӷ�ʽ���������õĺ��ӽ��棬��Ͻ��洦���Ϸ�϶�����ǣ���ϸ�۲�ͼ1(c)ʱ���Է��֣��ھ������1 ��m���ҵķ�Χ�ڣ��ж̶�ϸС�����ƴ��ڣ������������١���ͼ2��֪����3�ֺ��ӹ����£����洦��������һ������ɢ������W/CuCrZr�ڽ��洦����Cr�ijɷִ��ڣ�������Ϊ���ֹ��������£�û��Cu�Ĺ��ɲ��谭��CuCrZr�Ͻ��е�Cr��ɢ����W�ࡣͬʱ����һ���۲�ͼ2�ijɷ����߿��Է��֣�W/PVD40 ��mCu/CuCrZr��ʾ�������Ľ�Ͻ��档
2.2 ����ǿ�ȷ���
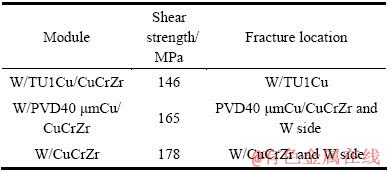
Ϊ�˿��˺��ӽ������ѧ���ܣ����Խ�һ���ط�������Ľ��ǿ�ȡ�ͼ3��ʾΪ���������в��õļоߺ�������������ʱ��ÿ��ģ���Ʊ�5��������ȡ5�β��Ե�ƽ��ֵ���Ա�����Ե�żȻ�ԡ����Ժ��ʵ��ֵ���1���У����Է��֣���3�ֹ����£����ӽ�Ͻ��涼���нϸߵĽ��ǿ�ȣ��ر���W/PVD40 ��mCu/CuCrZr��W/CuCrZr���ֺ��ӹ��գ������ǿ�ȶ�����W/TU1Cu/CuCrZr���������µļ���ǿ�ȣ�����W/TU1Cu/CuCrZr���������£����ж��ѽ��淢����W��TU1Cu���洦�����������ֹ��յĶ��ѽ����ַ�����PVD40��mCu/CuCrZr��W/CuCrZr�Ľ�ϴ���W/CuCrZrģ���в��ַ����������Ͻ���W�ࡣ���ѽ�������ڽ����ϴ�����ΪCuCrZr�Ͻ�����ǿ�Ⱦʹ���TU1ͭ��ͭͿ���ǿ�ȣ����Զ��ѽ��������ǿ�Ƚ�С��һ�࣬�����ѽ��沿�ֳ�����W������Ϊ��ͼ1(c)�з���W/CuCrZr���ӽ��洦W�������ƴ��ڣ���Ȼ���ƽ�С���������࣬�ڽ�С���������²��ᷢ����չ�������ڼ���ʵ���У��ϴ����������ʹ������չ�����յ��¶��ѡ�
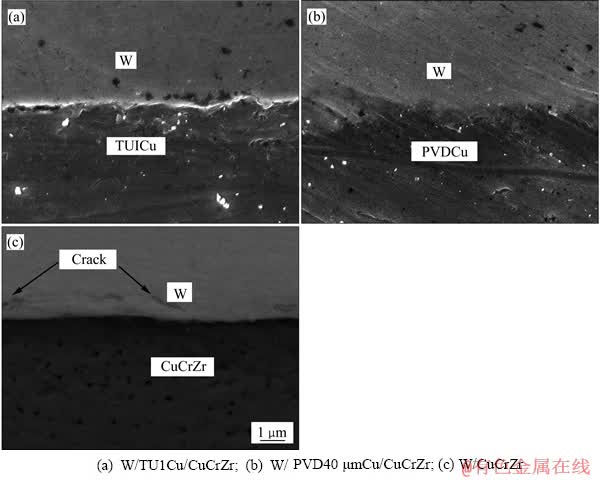
ͼ1 ��ͬģ�麸�ӽ��洦��SEM��
Fig. 1 SEM images of different joint interfaces
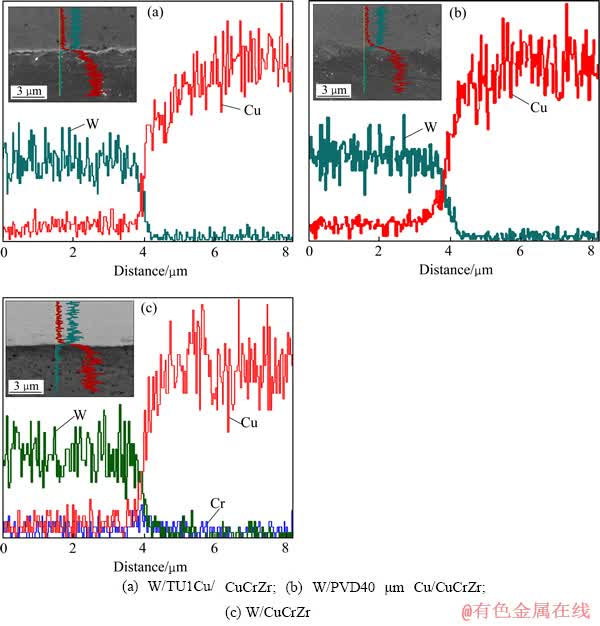
ͼ2 ��ͬģ�麸�ӽ������ɨ��EDS����
Fig. 2 Line scanning EDS analysis of different joint interfaces
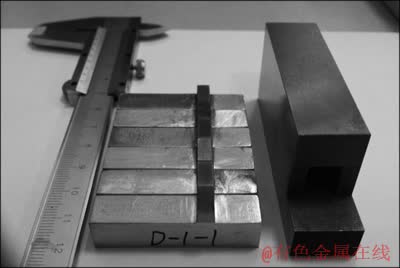
ͼ3 ����ǿ�Ȳ��Լоߺ�����
Fig. 3 Shear test instrument of HIP joining and samples
��1 �ٺ�ͭ�ϽӺ����ǿ�Ƚ��
Table 1 Results of shear strength tests on bonded W and CuCrZr
2.3 ����������̽�˷���
����������̽�˼������Ƕ�W��CuCrZr���ӽ����Ƿ���ں���ȱ�����۵���Ҫ���裬Ҳ��ITER��Ŀ�������첿���������������Ҫ����[15]��ITER��Ŀ���������Ľ��ձ�Ϊ��W/CuCrZr���ӽ����ȱ�ݳߴ粻����2 mm�����μ����õ���Aɨ��Ϊ�ݲ�ֱ̽ͷ�������ǡ�6 dB��������W/CuCrZr��������Ļز�����ȱ�ݽ���ز��IJ�ͬ���Ա��жϺ��ӽ����Ƿ����ȱ�ݺʹ���ȱ�ݵijߴ硣Ϊ�����⾫�ȣ�������10 MHz�ĸ�Ƶ��̽ͷ�����������ǰ���Ʊ��Ա��Կ������Ժ�У��������̽ͷ�Լ�������̽ͷ������ܣ�ͬʱ�����Ƚϲⶨȱ�ݵĴ�С�����۲������ԣ�����òο��Կ���������������ʾ�����ͬ��ѧ���Ժ���ͬ����״���IJ���������
ͼ4��ʾΪ������ο��Կ��NDT���(ͼ4��ȱ�ݵ�ʵ��������Ϊ�˸�ֱ���������������õ�)��ͼ4�м��IJο��Կ��˹�ȱ�ݴ��ϵ���ֱ������Ϊ4��3��2.5��2��5 mm�����ϱ�d 4 mm��d 3 mm֮���d 1.5 mm��ȱ����û�м����ɴ˿���ȷ���˲����¿��Լ�����Сȱ�ݴ�СΪd 2 mm����W/CuCrZr���ӽ����ȱ�ݳߴ����2 mm�������������ͼ4��ʾ��С�൱��������Χ�ĵ�ȱ�ݡ�ͼ5��ʾΪ�����ȵȾ�ѹ���Ӻ�W/TU1Cu/CuCrZr��W/PVD40 ��mCu/CuCrZr��W/CuCrZr 3��ģ�������̽�˼��ͼ����ͼ5��֪��3��ģ�龭���ȵȾ�ѹ���Ӻ�û�д���d 2 mm��ȱ�ݴ��ڣ�����ȫ�ﵽ��ITER�Ժ���ģ�������̽�˼����ܵı���
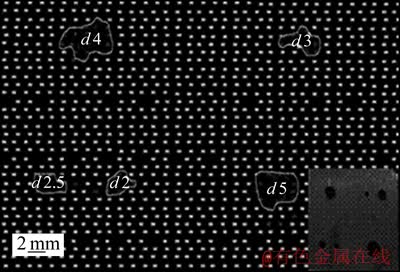
ͼ4 ������ο��Կ�ij���������̽�˽��
Fig. 4 Ultrasonic NDT results of reference modules
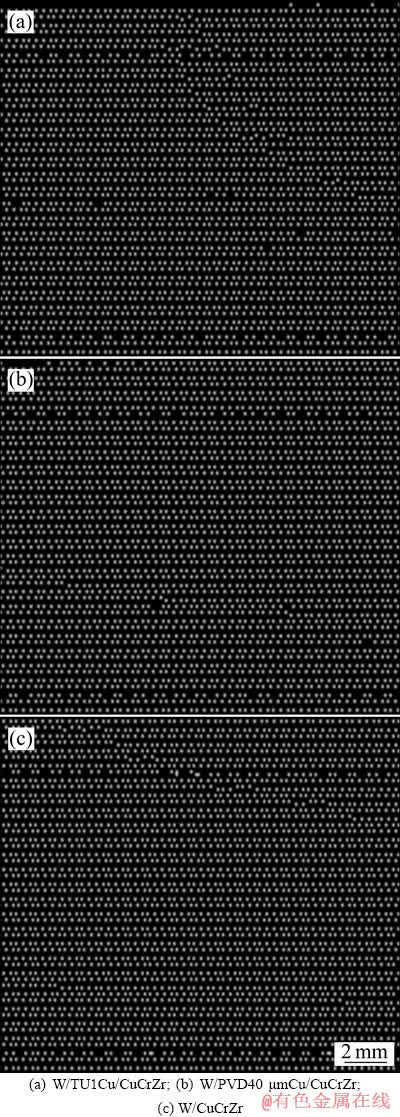
ͼ5 HIP���Ӻ�ģ�������̽�˼����
Fig. 5 Ultrasonic NDT results of joint interfaces using HIP joining
2.4 ���ȸ������ܷ���
���ȸ��������ƫ��������������ʹ����������������������Ҫ�����ã�����Ҫ����ͨ����������ˮ��ṹ������������岿����������غ�ͨ����������������Ϊ��ɸѡ�������ƣ��ѭ������[16-17]����ɸѡ������Լ��鲻ͬ���칤��ģ����ܸ��ȸ��ɵ�������ɸѡ������Ʊ����գ�ͬʱҲ��ͨ��ģ������¶������չ����ܶȵĹ�ϵ�������ƣ�������������õ����书���ܶ�ֵ[18]���ڱ���������ͭģ��ߴ�Ϊ24 mm��24 mm��30 mm�������ٿ���Ϊ8 mm��ģ���������⾶Ϊd 12 mm���ھ�Ϊd 10 mm����ȴˮ�ܡ�
���������EMS-60�ľ���������£�����������ʱ��Ϊ30 s/on��15 s/off���ڲ�ͬ�Ĺ����ܶȷֱ�������2�Σ����ٵ�ѹ150 kV�����书���ܶ�Ϊ10~20 MW/m2�������ø��¼Ʋ���ģ��ı����¶ȣ�ʹ�������ȵ�ż�ֱ����ģ�������ˮ���¶ȣ�ˮ���ٶ�Ϊ6 m/s��ͼ6��ʾΪ3�ֹ��ղ����£�3����ģ������书���ܶ�Phf�����չ����ܶ�Pabs�Լ����书���ܶ�Phf�ͽ���ˮ���²��t�Ĺ�ϵͼ����ͼ6���Է��֣�����3����ͬ���ղ������õ��ĵ�ģ�飬Phf��Pabs��Phf�͡�t�����Ƴ������ԵĹ�ϵ��������ϵ��Ϊ53%~61%���Ա�3����ģ���֪��W/TU1Cu/CuCrZr���ӵ�ģ���Pabs�͡�t�����������������ӵ�ģ������չ����ܶȡ�
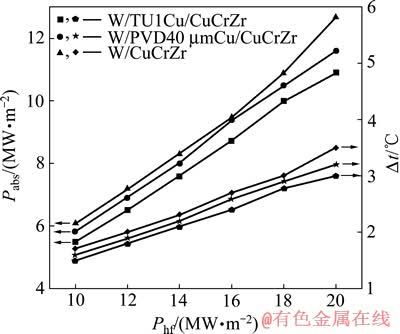
ͼ6 ���չ����ܶ�Pabs��ˮ�ܽ������¶Ȳ��t�ֱ������书���ܶ�Phf�仯����
Fig. 6 Changing curves of water temperature rise ��t and absorbed power density Pabs with incident power density Phf
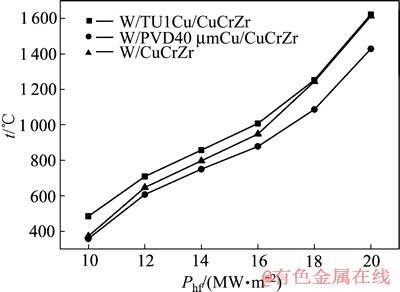
ͼ7 ģ���������¶Ⱥ����书���ܶȵĹ�ϵ
Fig. 7 Relationship between maximum surface temperature and incident power density
ͼ7��ʾΪPhf�͵�ģ���������¶�t֮��Ĺ�ϵ��ͨ��ͼ7��֪��3����ģ��ı�������¶ȶ��������书���ܶȵ����Ӷ����ߡ��ٵ��ٽᾧ�¶�ԼΪ1300 �棬�����书���ܶ���18 MW/m2����ʱ����ģ��ı�������¶Ⱦ�û�г����ٵ��ٽᾧ�¶ȣ�ͬʱ�¶�ƫ��Ҳ��5%�Ŀɽ��ܷ�Χ�ڡ��������书���ܶȴﵽ20 MW/m2ʱ����ģ��ı�������¶Ⱦ��������ٵ��ٽᾧ�¶ȣ��⽫��һ���̶���Ӱ���ٲ��ϵ����ܡ�
�Ա�3����ģ������书���ܶ�Phf�ͱ�������¶ȿ��Է��֣���PhfС��18 MW/m2����ͬ���书���ܶ��£�W/TU1Cu/CuCrZr�ı�������¶ȴ�����������ģ�飬��ԭ����TU1ͭƬ�Ĵ��Ȳ����ߣ����¶�����ʱ�����ٺ�ͭ���洦�������ͷų�����ʹ�ٺ�TU1ͭ�Ľ��洦������������Ӱ�����ٺ�TU1֮ͭ��ĵ������Լ����ȸ��ɵ����ܣ��Ӷ�����W/TU1Cu/CuCrZrģ��ı�������¶Ƚϸߣ����չ����ܶȽϵ͡�������W/ CuCrZrģ�飬��PhfΪ16~20 MW/m2ʱ����б�ʱ仯�������ԣ�������������ԭ�����������书���ܶȵ����ӣ��ٺ�ͭ�Ͻ�֮���Ӧ��Ѹ�����ӣ�ʹ���Ʒ�������չ���Ӷ����º��ӽ��渽��������ȱ�����¡�����W/PVD40 ��mCu/CuCrZrģ�飬����ͬ�������£����������¶�һֱ����͵ģ����ұ��ֳ��˱Ƚ��ȶ��������������ơ�
Ϊ�˽�һ������֤���ȸ�������Ľ�����ֱ�Ը��ȸ��ɺ��ģ�������NDT��⡣�������ͼ8��ʾ(ͼ8��ȱ�ݵ�ʵ��������Ϊ�˸�ֱ���������������õ�)����ͼ8(a)��֪��ͨ���Ա�ģ�������̽��ͼ�����Է���W/TU1Cu/CuCrZr����ģ�麸�ӽ��洦��ȱ�ݴ��ڣ���ȱ�ݵijߴ���d 8 mm���ң�����ITER�Ժ��Ӻ�ģ������̽�˵ı��������ж��������ȸ��ɺ�ú���ģ��ʧЧ�����۲�ͼ8(b)����û�з��ֳߴ����d 2 mm��ȱ�ݴ��ڣ�˵���ú���ģ������ITERҪ��ͼ8(c)�У����Կ�����������ȱ�ݣ�ȱ�ݷֱ�λ��ģ������ϽǺ����½ǣ���ȱ�ݳߴ�ԼΪd 2 mm��
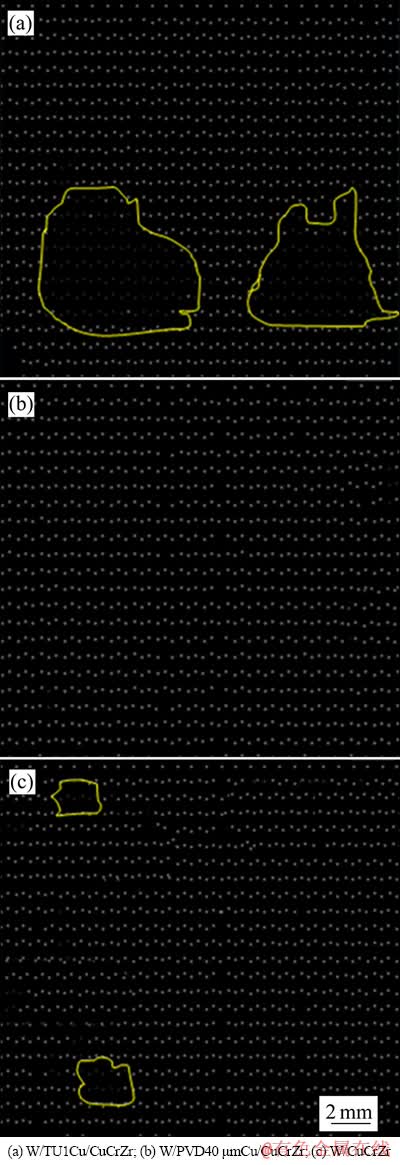
ͼ8 ���ȸ��ɺ�ͬģ�������̽�˼����
Fig. 8 NDT results of different joint interfaces after HHL test
3 ����
1) ͨ���ȵȾ�ѹ���Ӽ������Ի�ú��������Ϻõ��ٺ�ͭ�Ͻ�ĺ���ģ�飬�Һ��ӽ������ȱ�ݣ�������ɲ����ͭ�Ͻ�ģ��������������½���
2) ���ٺ�ͭ�Ͻ�֮�������ɲ������Ч�Ļ����ٺ�ͭ�Ͻ����Ӧ�����������ƵIJ�����
3) �ڸ��ȸ�����ɸѡ�����У�W/PVD40 ��mCu/CuCrZrģ�������书���ܶ�Ϊ20 MW/m2����ʱ���ֳ��˽��ȶ������ܡ��������书���ܶȴ���18 MW/m2ʱ��2 mm��TU1ͭΪ���ɲ��ģ����ֽϴ�ȱ�ݣ����ɲ�ģ��Ľ���Ӧ�����������ȱ�ݡ�
4) ͨ���о����书���ܶȺ����չ����ܶȡ���������¶ȡ�����ˮ���¶ȵĹ�ϵ��������Ч���жϺ���ģ������ȸ������ܡ�ͨ���Աȿ�֪��W/PVD40 ��mCu/CuCrZrģ����нϺõ����ȸ������ܡ�
REFERENCES
[1] HERRMANN A, GREUNER H, BALDEN M, BOLT H. Design and evaluation of an optimized W/Cu interlayer for W monoblock components[J]. Fusion Engineering and Design, 2011, 86(1): 27-32.
[2] MEROLA M, D NNER W, PICK M. EU R&D on divertor components[J]. Fusion Engineering and Design, 2005, 75/79: 325-331.
NNER W, PICK M. EU R&D on divertor components[J]. Fusion Engineering and Design, 2005, 75/79: 325-331.
[3] GAVILA P, RICCARDI B, CONSTANS S, JOUVELOT J L, BOBIN VASTRA I, MISSIRLIAN M, RICHOU M. High heat flux testing of mock-ups for a full tungsten ITER divertor[J]. Fusion Engineering and Design, 2011, 86(9/11): 1652-1655.
[4] BAZYLEV B N, JANESCHITZ G, LANDMAN I S, PESTCHANYI S E. Erosion of tungsten armor after multiple intense transient events in ITER[J]. Journal of Nuclear Materials, 2005, 337/339: 766-770.
[5] WU J H, ZHANG F, XU Z Y, YAN J C, ZU X T. Thermal fatigue of HIPed W/Cr-bronze divertor small scale mock-ups[J]. Materials Science and Engineering A, 2004, 385(1/2): 59-64.
[6] SCH BEL M, JONKEA J, DEGISCHER H P, PAFFENHOLZ V, BRENDEL A, WIMPORY R C, MICHIEL M D. Thermal fatigue damage in monofilament reinforced copper for heat sink applications in divertor elements[J]. Journal of Nuclear Materials, 2011, 409(3): 225-234.
BEL M, JONKEA J, DEGISCHER H P, PAFFENHOLZ V, BRENDEL A, WIMPORY R C, MICHIEL M D. Thermal fatigue damage in monofilament reinforced copper for heat sink applications in divertor elements[J]. Journal of Nuclear Materials, 2011, 409(3): 225-234.
[7] AKIBA M, BOLT H, WATSON R, KNERINGER G, LINKE J. The development of divertor and first wall armour parts at JAERI, Sandia N.L. and KFA J��lich[J]. Fusion Engineering and Design, 1991, 16: 111-125.
[8] WILLE G W, SLATTERY K T, DRIEMEYER D E, MORGAN G D. Development of 316L(N)-IG stainless steel fabrication approaches for ITER divertor and limiter applications[J]. Fusion Engineering and Design, 1998, 39/40: 499-504.
[9] GUSEVA M I, VASILIEV V I, GUREEV V M, DANELYAN L S, KHIRPUNOV B I, KORSHUNOV S N, KULIKAUSKAS V S, MARTYNENKO YU V, PETROVA V B, STRUNNIKOVB V N, STOLYAROVAAV G, ZATEKINC V V, LITNOVSKYA A M. Peculiarity of deuterium ions interaction with tungsten surface in the condition imitating combination of normal operation with plasma disruption in ITER[J]. Journal of Nuclear Materials, 2001, 290/293: 1069-1073.
[10] ������, ����֥, ����ͥ, �� ��, �����. �ٻ��������������ϵ��о���չ[J]. �й���ɫ����ѧ��, 2012, 22(12): 3522-3527.
ZHU Ling-xu, YAN Qing-zhi, LANG Shao-ting, XU Lei, GE Chang-chun. Research progress of tungsten-base materials as plasma facing materials[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(12): 3522-3527.
[11] ֣ , ������, �� ��. �ȵȾ�ѹ�Ʊ�Al2O3��ǿTi2AlN�����մ�[J]. �й���ɫ����ѧ��, 2010, 20(S1): s280-s283.
ZHENG Zhuo, CUI Yu-you, YANG Rui. Ti2AlN cermet enhanced by Al2O3prepared byhot isostatic pressing[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s280-s283.
[12] LITUNOVSKY N, ALEKSEENKO E, MAKHANKOV A, MAZUL I. Development of the armoring technique for ITER divertor dome[J]. Fusion Engineering and Design, 2011, 86(9/11): 1749-1752.
[13] RICHIOU M, MISSIRLIAN M, RICCARDI B, GAVILA P, DESGRANGES C, VIGNAL N, CANTONE V, CONSTANS S. Fatigue lifetime of repaired high heat flux components for ITER divertor[J]. Fusion Engineering and Design, 2011, 86(9/11): 1771-1775.
[14] ���ڻ�, ���Ը�, ����Ȫ, ���Ⱶ. ��/316L����ֵ�˲��Һ����ɢ����[J]. �й���ɫ����ѧ��, 2012, 22(10): 2783-2789.
YANG Zong-hui, SHEN Yi-fu, LI Xiao-quan, MENG Qing-bei. Transient liquid phase bonding between tungsten and stainless steel 316L[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2783-2789.
[15] ROCCELLA S, CACCIOTTI E, ESCOURBIAC F, PIZZUTO A, RICCARDI B, TAT A, VARONE P, VISCA E. Development of an ultrasonic test method for the non-destructive examination of ITER divertor components[J]. Fusion Engineering and Design, 2009, 84(7/11): 1639-1644.
A, VARONE P, VISCA E. Development of an ultrasonic test method for the non-destructive examination of ITER divertor components[J]. Fusion Engineering and Design, 2009, 84(7/11): 1639-1644.
[16] CHATTERJEEA A, MITRA R, CHAKRABORTY A K, ROTTI C, RAY K K. Thermal fatigue damage of CuCrZr alloys[J]. Journal of Nuclear Materials, 2013, 443(1/3): 8-16.
[17] TAN Jun, ZHOU Zhang-jian, ZHU Xiao-peng, GUO Shuang-quan, QU Dan-dan, LEI Ming-kai, GE Chang-chun. Evaluation of ultra-fine grained tungsten under transient high heat flux by high-intensity pulsed ion beam[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(5): 1081-1085.
[18] PATIL Y, KHIRWADKAR S S, KRISHNAN D, PATEL A, TRIPATHI S, SINGH K P, BELSARE S M. High heat flux performance of brazed tungsten macro-brush test mock-up for divertors[J]. Journal of Nuclear Materials, 2013, 437: 326-331.
(�༭ �� ��)
������Ŀ��ITERר��ƻ�������Ŀ���ʴ�Լ���˾۱��ܷ�չ�о�ר��(2011GB110004)���Ĵ�ʡ�Ƽ��ƻ���Ŀ(2013HH0044)��������Ȼ��ѧ����������Ŀ(11205050)
�ո����ڣ�2014-06-12�������ڣ�2014-12-08
ͨ�����ߣ������磬�о�Ա���绰��028-82820930��E-mail: shenlr@swip.ac.cn
ժ Ҫ�������ȵȾ�ѹ(HIP)���Ӽ����Ʊ�W/CuCrZrƫ������������ģ�飬�ֱ��о��������������(PVD)�Ʊ���40 ��mͭͿ����Ϊ���ɲ㣬��2 mm���TU1ͭƬ��Ϊ���ɲ��Լ����ɲ�3�ֽṹģ��ĺ��ӽ���������ͨ��ɨ���������(SEM)������������̽����(NDT)����ѧ����������͵��������ȸ�������װ�÷ֱ�Ժ���ģ�������ò������ȱ�ݡ���ѧ���ܺ��ȸ������ܽ��м����������������HIP���ӹ��ղ���Ϊ(940 ��, 120 MPa, 2 h)ʱ������40 ��mͭͿ��Ϊ���ɲ��ģ�麸�ӽ�����������ߣ���û��ȱ�ݣ��������书���ܶ�Ϊ20 MW/m2�ĸ��ȸ�������Ҳû��ʧЧ����ˣ��ù�����3�ֹ��ղ�������/ͭ�Ͻ�ƫ����ģ�����������Ʊ�������
