DOI: 10.11817/j.ysxb.1004.0609.2020-39676
�ϴ�����-������ǿ������������ϡ�н�������Ϊ
����Զ1, 2, 3���� ��1, 2, 3��������1, 2, 3�����Ƚ�1, 2, 3���ܼ���1, 2, 3����ĵ��1, 2, 3
(1. �㶫ʡ��ѧԺ��Դ�ۺ������о��������� 510650��
2. ϡ�н����������ۺ����ù����ص�ʵ���ң����� 510650��
3. �㶫ʡ�����Դ�������ۺ������ص�ʵ���ң����� 510650)
ժ Ҫ����Թ���ijʯ����ҵ��ʯ���������������г��ֵIJ�Ʒ���ȵ͡���Ⱦ������⣬�����һ����-������ǿ�������ϴ����Ĺ��ղ��������������Թ�����ϡ�н���������Ԫ�ص���Ϊ�����о������������������-������ǿ���������գ����Ʊ��ߴ�V2O5��Ʒ(���ȣ�99.9%)����ͨV2O5��Ʒ(���ȣ�99%)������ֱ����Ϊ91.32%��δ��Ч���յķ���Ҫ��ɢ�ڽ��������������������ͷ���Һ�Ͷ��η���Һ����ĸҺ�У���ռԭ�Ϸ���7.58%��ͬʱ�������Ʊ��ϸ������鱗�Ʒ�����ֱ����Ϊ91.68%��δ��Ч���յ�����Ҫ��ɢ�ڽ����������������������ط��л��ࡢ������Һ�ͳ���ĸҺ�У���ռԭ�����7.99%�������յ���ɫ��Ҫ��������ǿ�������ͳ�����ǿ����������ǿ�����������У�������Ľ���Ч�ʵõ�������ߣ����뷴Ӧ���¶���ϵ�������/�۽ṹ�仯�Լ��۷���������������й�ϵ�������������տ��������̷���ʱ�䣬�����������ɽ��;�����ž۳̶ȣ���Ч�����Ȼ�立��������ž۾�������ܵ�������
�ؼ��ʣ��ϴ�����������������������
���±�ţ�1004-0609(2021)-02-0479-11���� ��ͼ����ţ�TG146.1���� ���ױ�־�룺A
���ĸ�ʽ������Զ, �� ��, ������, ��. �ϴ�����-������ǿ������������ϡ�н�������Ϊ[J]. �й���ɫ����ѧ��, 2021, 31(2): 479-489. DOI: 10.11817/j.ysxb.1004.0609.2020-39676
MA Zhi-yuan, LIU Yong, LYU Jian-fang, et al. Behaviors of rare metals in process of microwave-ultrasonic enhanced treatment of spent catalyst[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(2): 479-489. DOI: 10.11817/j.ysxb.1004.0609.2020-39676
���ִ�ʯ�ͺͻ�ѧ��ҵ�У�90%���ϵĻ�ѧ��Ӧ��ͨ��������ʵ�֣���ʯ�͵Ĵ��ѻ������������������ȹ���[1]�������ʯ����������������Ϊ���壬�Է����⡢�����ܵ�������Ϊ��������ս����[2]��ʯ������������ʱ���ʹ�ã����ܵ�ԭ����̼��������ʵ���Ⱦ��ʧȥ���ԡ����ں��д����Ի����к��ijɷ֣���ʯ�������ѱ�����Ϊ�к�������������������[3]������һ�Ƕȿ������ϵ�ʯ�������к��д������ص�ϡ�н�����Դ���京��Զ���ڿ����Դ����Ӧ������Ʒλ������ѭ���������ž�ľ��á����ͻ���Ч��[4]����ʯ�������з�����Ļ��ռ�ֵ�������������(V2O5)�����������ȱ����Դ֮һ���ر��Ǹߴ�V2O5���Ʊ�Һ������øߴ����Һ������ԭ�ϣ�ͬʱ���ߴ�V2O5�����Ʊ������Ͻ������ԭ�ϣ��Ǻ��պ����������Ҫ�������ϣ�������Դ���²�����������Ҫ����[5-7]�������Ҫ��Ʒ�������ұ��ҵ����Ҫ�������ߴ���ۡ�����Ͻ���˿�ȵ�ԭ�ϣ�������ڻ�����ҵ�����������߷��ӻ����������ԭ�ϣ��ڻ����ͽ����Ͻ������������Ҫ����[8]����ͳ���շϴ����з�����Ĺ��տɷ�Ϊ���ա�ʪ�����պͻ�-ʪ�����Ϲ��գ����бȽϳ���Ĺ���Ϊ��-ʪ�����Ϲ��գ���Ҫ���ñ���-����-����-�����ķ������з�����Ļ��գ����վ��л����ʸߵ��ŵ㣬��ͬʱ���ڲ�Ʒ���ȵ͡�������Ⱦ������⣬����ʵ�ָߴ�V2O5��Ʒ����������ˣ��з��ϴ����ĸ�Ч�������վ�����Ҫ����[9]�����������������������ⳡ�������ڿ���ӹ����������ܼ���ȡ������Ӧ�ò�ȡ���˽Ϻõķ�չ�����������ڶ��صļ���ԭ�������м���Ч�ʸߡ���ɫ�������ŵ�[10-14]�������������ڷ�Ӧ�����о��л�еЧӦ����ЧӦ�Ϳջ�ЧӦ�����ڸ���ұ����෴Ӧ������������[15]��
���������һ�ַϴ�����-������ǿ���������գ��ɴӷϴ����Ʊ��ߴ�V2O5��Ʒ(���ȣ�99.9%)����ͨV2O5��Ʒ(���ȣ�99%)������鱗�Ʒ����������������[16-18]������-������ǿ������������ϡ�н���������Ԫ�ص���Ϊ����Ҫ������������о������ڶ��ڷϴ�����Ч��ɫ�������յ��з�����һ����ָ�����á�
1 ʵ��
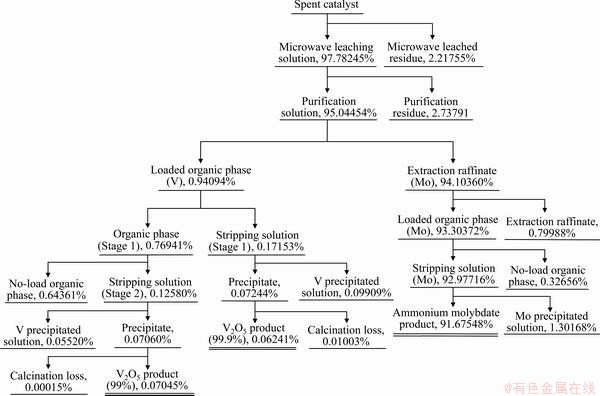
���о��Թ���ijʯ����ҵ�ṩ���Ѿ������ʹ����ķ�ʯ������Ϊԭ�ϣ�ʵ���ҹ�ģ�£���һ�ַϴ�����-������ǿ���������յ���Ҫ������������������ȡ���͡��������ա�����ȡ���͡��������Ƚ���ģ��ʵ���о����Ը��������ù�Һ�������Ԫ�غ����������ó���Ҫϡ�н���������ķֲ�����ͼ��Ϊ�ϴ����������յĸĽ��ṩָ�������IJ��õ��Լ���Ϊ������������������ͼ1��ʾ��
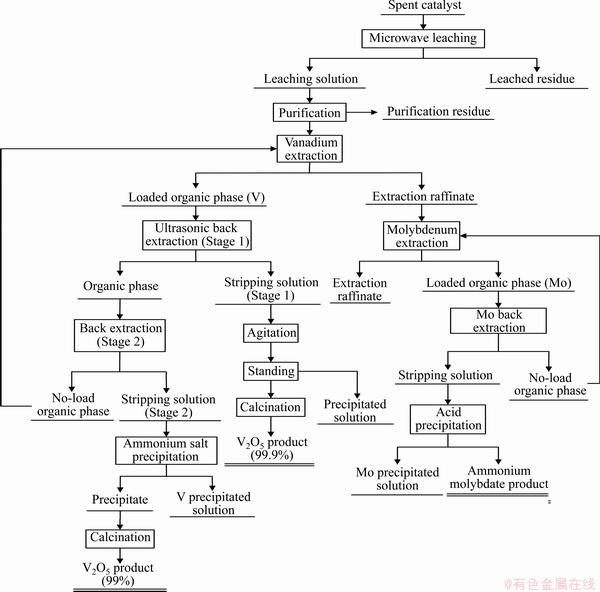
ͼ1 ��������ͼ
Fig. 1 Process flow diagram
1.1 ʵ�����
ʵ����õķϴ���[19]�������������������⡢̼�����Ԫ�أ�����Ҫ�ɷּ���1���ϴ�����Ҫ���е�ϡ�н���Ϊ�����⣬�ؽ���Ϊ���������Ϊ����������̼����ȷǽ������ʡ���ԭ�Ͻ�����ɨ��羵��������ͼ2��ʾ���ϴ����з���Ҫ��V-O���ࡢV-Fe-Al-Si-S-O���ࡢFe-V-Al-S-O���ࡢAl-V-S�����Al-V-S-O�������ʽ���ڣ�����Ҫ��Al2O3���������������ʽ���ڣ�̼������Ҫ��C-S����͵�������ڡ����Կ������ϴ����������ʮ�ָ��ӣ�����ӣ������������أ���������ȡ�м۽������Ѷȡ�
��1 �ϴ�������Ҫ��ѧ���
Table 1 Main elements and composition of spent catalyst (mass fraction, %)

1.2 ����������
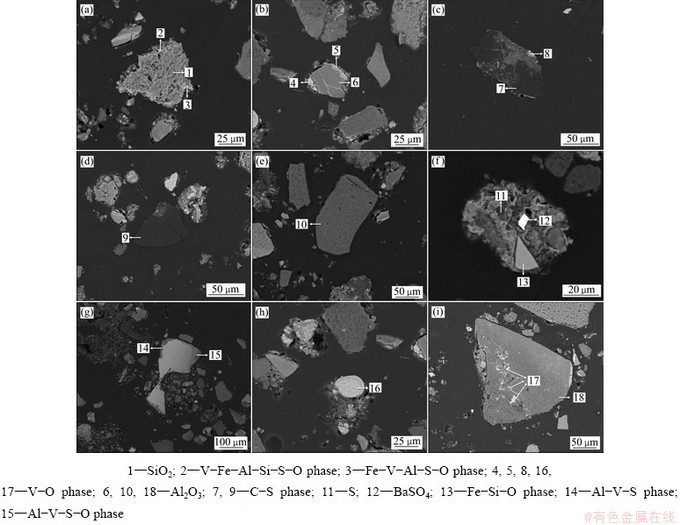
ͼ2 �ϴ���SEM��ò
Fig. 2 SEM morphologies of spent catalyst
������������õ�ʵ���豸�ͺ�ΪXH-200A (���������Ƽ���չ����˾��2450 MHz��1000 W)��ʵ��װ����ͼ3��ʾ�������������ɲο�����[19]�������豸ר������������ƿ�ֱ����50 g�ϴ�����Ũ��Ϊ87.51 g/L��NaOH��Һ������������Ϊ648 W����Һ��Ϊ0.20 g/mL����Ŀ���¶�90 �������½��跴Ӧ13.5 min��������ɺ�����չ��ˣ������������豸¯ǻ�ߴ�ľ����ԣ�һ�δ����������ֻ��50 g�ϴ�����Ϊ�˺�������ԭ�ϳ��㣬�����ܹ�����20���ظ�ʵ�飬������1000 g�ϴ��������������ô�ˮϴ�ӣ�����Һ������6.0 L����ɺ�Ľ���������Ϊ574.31 g�������ӦԪ�صļ����������ʽ(1)�������������������ϡ�н���Ԫ��(������)�ڲ����е���������ȣ���ͬ��
 (1)
(1)
ʽ�У�RΪ����ȣ�mΪ������i����s(����)��l(Һ��)��
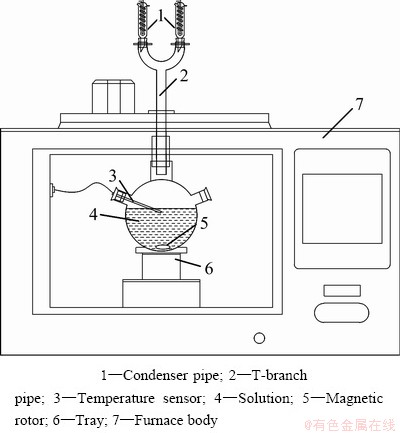
ͼ3 ������ʵ��װ��ͼ
Fig. 3 Schematic diagram of microwave leaching experimental installation
1.3 ����ȡ����
����Һ�к��н϶�����ʣ�Ӱ����ȡ����Ч�������Ƚ��о������ӡ����õ���pHֵ�ķ���������Һ�ľ������ӣ�pHֵ������8.5��������ɺ�����չ��ˣ����������ô�ˮϴ�ӣ�����Һ������6.0 L����ɺ�ij���������Ϊ40.5 g��
��Һ�����ĺ�����Һ����N263+������+ú����ϵ��ȡ����������Ϊ��ʼpH 8.5����ȡ��Ũ��30%��������Ũ��5%��ʱ��3 min�����(O/A) 1/1����������������ȡ����ø����л���6.0 L������Һ6.0 L��
1.4 ��������
Ϊ���Ʊ��ߴ�V2O5��ͬʱ��˷��ķ����ʣ�������η����ա�һ�η�����ҪĿ���ǻ�ô���99.9%����V2O5��Ʒ��Ϊ�˽��Ͳ�Ʒ���ʺ����������Ȼ����Ϊ���ͼ�������ͳ�Ȼ�立����������׳��ֽᾧ�ž����Ӷ������ܵ����������������ܹ��˷������ѡ����ڳ��������صĻ�еЧӦ����ЧӦ�Ϳջ�ЧӦ���������Խ���������⣬�����ܹ���߷���Ч�ʡ���������������õ�ʵ���豸�ͺ�ΪXH-2008DE (���������Ƽ���չ����˾��25 kHz��1500 W)��ʵ��װ����ͼ4��ʾ��һ�η�������Ϊ������Ƶ��Ϊ25 kHz������������Ϊ500 W���Ȼ��Ũ��2.0 mol/L�����(O/A) 5/2��ʱ��1 min���������NaOH��NaCl��Ϊ���ͼ����з���ʵ�飬��������ΪNaOHŨ��1.0 mol/L��NaClŨ��2.0 mol/L�����(O/A) 3/2��ʱ��3 min������һ��NH4Cl����+����NaOH��NaCl���������մ������һ�η���Һ2.4 L�����η���Һ4.0 L��

ͼ4 ����������ʵ��װ��ͼ
Fig. 4 Schematic diagram of ultrasonic extraction experimental installation
1.5 �������չ���
����һ�η����ղ��õķ��ͼ�Ϊ�Ȼ����Һ����������������Һ���ǣ����������ܵ���Ϊ��ʹ����Һ�з�����������ȫ�����½���5 min����30 min��������չ��ˣ���������¯�Գ�����������գ������¶�550 �棬ʱ��2 h����ú�������99.9%�ĸߴ�V2O5��Ʒ86.15 g������ĸҺ����2.4 L��
���ڶ��η���ҺΪ���ԣ����Բ�����������γ��������г���ʵ�顣�ڳ�ʼpH 8.5�����ϵ��(ʵ��/����) 2.5�������½���1 h������չ��ˣ���������¯�Գ�����������գ������¶�550 �棬ʱ��2 h����ú�������99%����ͨV2O5��Ʒ50.54 g������ĸҺ����4.0 L��
1.6 ����ȡ������
����N235-ú����ϵ���ͷ���������Һ������ȡʵ�飬��ȡ����Ϊ��ʼpH 2.0����ȡ��Ũ��20%��������Ũ��10%�����(O/A) 1/6��ʱ��3 min����ø����л���1.0 L������Һ6.0 L��
���ð�ˮ��Ϊ���ͼ����з���ʵ�飬��������Ϊ���(O/A) 5/1����ˮŨ��10%(�������)��ʱ��5 min����÷���Һ0.2L��
1.7 �����
���ⷴ����Һ�����ձ��У���ѭ�ȿ������ԭ������Һ�м���Ũ���ᣬ����pHΪ2�����¶�45 �������½���30 min����Һ���ִ����Ľᾧ�������������Ȼ���£�Ȼ����ˣ�����pH=2��������Һϴ�ӵõ��ľ��壬Ȼ��������������ɣ��������鱗�Ʒ26.13 g������ĸҺ����0.2 L��
2 ϡ�н���Ԫ�ص�����������
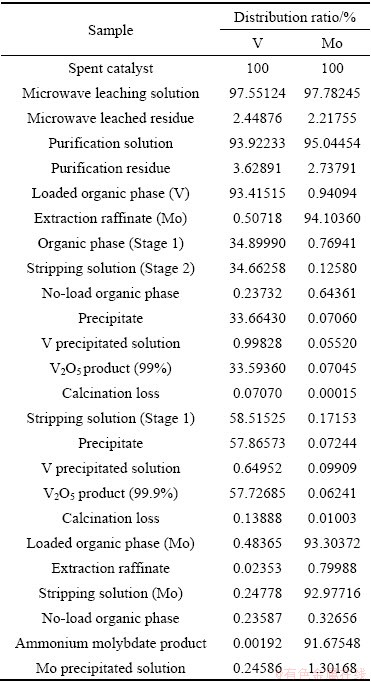
���ݷϴ������������и��������Ԫ�ط���������ɼ���������������ϡ�н����������������ϴ�������ӦԪ�ص�����֮�ȣ�������2��ʾ��
2.1 ϡ�н�����������
���ݱ�2������Ի���ϡ�н���Ԫ�ط����������ֲ�ͼ��ͼ5��ʾΪ��������ֲ�ͼ����ͼ5���Կ�����������-������ǿ���������գ������Ʊ�����V2O5��Ʒ���ߴ�V2O5��Ʒ(��99.9%)����ͨV2O5��Ʒ(��99%)��ֱ���ʷֱ�Ϊ57.73%��33.59%��������ֱ����Ϊ91.32%�����յ�������Ҫ��������ǿ�������ͳ�����ǿ��������δ��Ч���յķ���Ҫ��ɢ�ڽ��������������������ͷ���Һ�Ͷ��η���Һ����ĸҺ�У���ռԭ�Ϸ���7.58%��
��2 �ϴ������������в����ϡ�н���Ԫ�ط����
Table 2 Rare metal element distribution ratios in treatment process for spent catalyst
��ǿ���������ο�����[2, 19]������ͬ��Ӧʱ��(13.5 min)�����£���ǿ�������Ľ���Ч�����ڴ�ͳ�����ģ���ǿ������ʱ����������Ϊ97.55%�����Ը��ڴ�ͳ����ʱ��66.23%������ͳ����ʱ���ӳ���30 min��NaOHŨ����ߵ�100 g/L����������Ϊ75.68%����Ȼ���Ե�����ǿ�������ģ����뷴Ӧ��ϵ��Һ�¶Ȳ�Ϳ����/�۽ṹ�仯�����й�ϵ��
���ڷ��ļ�̬�Խ�����Ӱ��ϴ�ԭ�Ϻ��������ķϴ����в�ͬ��̬���ĺ����ٷ��������˲��������3��ʾ��������������������648 W��ʱ��5 min�����Կ���ԭ�������ۡ��ļۺ���۵ķ�����ռ�ܷ������ķֱ�Ϊ2.85%��26.93%��70.22%���ͼ�̬�ķ������Խӽ�30%�������ѶȽϴ���ʹ�ͼ۷�ת��Ϊ�����Եĸ�̬��������Чʵ�ַ��ij���ܳ�����������������ķϴ��������ۺ��ļ۵ķ�������ռ7.77%���ͼ۷��ĺ������Խ��ͣ��۷��ĺ���������ܹ��ٽ�������Ӧ�Ľ��С�

ͼ5 �ϴ������������з��ķֲ�
Fig. 5 Distribution of vanadium in treatment process for spent catalyst
��3 ������ǰ��ϴ����в�ͬ��̬���ķֲ�
Table 3 Distribution of vanadium with different valences in spent catalysts before and after microwave treatment

�ϴ����������Խ�������������ٲ�������������ȡ�����˺�IJ�����Ϊ������������ԭ�ϣ��ɲ���������ս��л��գ����ڷDZ��о���Ҫ���˴�����ϸ������
����ȡ�������Ȳ��õ���pHֵ�ķ���������Һ�ľ������ӣ����ڹ�������ԭ��ԭ����3.63%�ķ�����������С��������к��з�����������м۽������ɽ�һ�����ա���ȡ������ȡ��Ϊ99.46%����ȡЧ�����á�
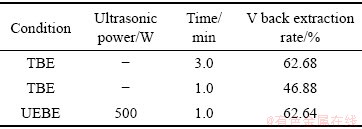
�������������Ϊ���Σ���һ�ι�����ó��������ͣ��봫ͳ����ȡ���ͼ�����Ƚϣ���������ȡ���ͼ�������Ч�ʸߡ��ٶȿ���ŵ㡣��4��ʾΪ��ͳ�����볬����ǿ�����͵ĶԱȽ��������������������ͬ������£�����������Ч�����ڴ�ͳ���͵ģ��ڷ���ʱ��Ϊ1 minʱ����ͳ�������з��ķ�����Ϊ46.88%��������ǿ��������Ϊ62.64%������ͳ����ʱ���ӳ���3 min���ɴﵽ�볬��������1 min��Ч�������⣬���������������ض��ķ�Ӧ��ϵ�ж��ص����ƣ������ڷ������������γɽᾧ�ž۵���������볬�����ɽ��;�����ž۳̶ȣ���Ч����ž۾�������ܵ������⡣����JORDENS��[20]ѧ�ߵ��о�һ�£���ͨ�����ڳ����������������ž۳̶ȣ�����Ӱ�쵥������̬���ڶ��η������У����ķ����ʿɴﵽ99.32%��Ч�����á�
��4 ��ͳ�����볬����ǿ�����͵ĶԱ�ʵ��
Table 4 Comparison between traditional back extraction (TBE) and ultrasonic enhanced back extraction (UEBE) of spent petrochemical catalyst
�������չ���һ�η��Ͳ��ó��������ͣ������Ȼ��Ϊ���ͼ�����ֱ���Ʊ������Ƚϸߵ�ƫ�����Σ����պ�����ߴ�V2O5��Ʒ���ߴ�V2O5��Ʒ��Ҫ��ѧ�������5��ʾ����γ�������һ����Ҫ�Ļ��շ��ķ������ɷ�Ϊ��������γ���������������γ�������������γ������ȡ����ڱ�ʵ���ж��η���ҺΪ���ԣ����Բ�����������γ��������г���ʵ�顣��������γ������ǻ���������ƫ��������Һ�������������ƫ����淋ķ�Ӧ����ε�ѡ����Ҫ���ǵ������������µ����ʻ�������������״����������õ����������狀��Ȼ�李����ڷ��Ͳ����������ƺ��Ȼ���Ϊ���ͼ���Ϊ�˲��������������ӣ������Ȼ����Ϊ���������������Է���Һ�У�������ƫ������(NaVO3)��ʽ���ڣ���Ҫ���շ�Ӧʽ(2)���У�
NaVO3+NH4Cl=NH4VO3+NaCl (2)
�Գ�������б��գ��ɻ����ͨV2O5��Ʒ����Ҫ��ѧ�������5��ʾ�����5��ʾ�������GB 3283��87�Ա�[21]������õĸߴ�����ͨV2O5��Ʒ��V2O5�ĺ����ֱ����99.9%��99%���������ʵĺ���Ҳ������ҵ�����������ֲ�Ʒ�з��ĺ������㣬��Ʒ�����˴�����91.32%�ķ�����������Ч����
����ȡ�������뵽����ȡ������ķ�ռԭ�ϵ�0.51%��
������뵽�����ķ�ռԭ�ϵ�0.25%���ִ����ڳ���ĸҺ�У���������ʧ�ʲ��ߡ�
2.2 ϡ�н����������
ͼ6��ʾΪ�������ֲ�ͼ����ͼ6���Կ� ����������-������ǿ���������գ������Ʊ��ϸ������鱗�Ʒ�������ֱ����Ϊ91.68%��δ��Ч���յ�����Ҫ��ɢ�ڽ����������������������ط��л��ࡢ������Һ�ͳ���ĸҺ�У���ռԭ�����7.99%��
��ǿ�����������뷰����Ч��һ�£���ǿ���������Ч�����ڴ�ͳ���������6��ʾ������ͬʱ�������£���ǿ������ʱ���������Ϊ97.78%���������ڴ�ͳ����(65.12%)���ʵ��ӳ�ʱ��������ܼ�Ũ�ȣ����������Ȼ������ǿ������ʱ�Ľ����ʡ��������ֲ���һ�����⣬ԼΪ2.22%��Ϊ�˽�һ�������Ļ����ʣ����ǿ�Խ�����������ۺϻ��չ�����
����ȡ������Һ�ľ������ӹ����У����ڹ�������ԭ��ԭ����2.74%�������������У��������ɽ�һ�����ա����ڹ��͵�ԭ����ȡ�����������ȡ��Ϊ0.99%�����ط��л����зֲ���0.94%���⣬���巰/�����ϵ��Ϊ18420����/�����Ч�����á�
��������һ�η������У�����Һ�зֲ���0.17%���⡣�ڶ��η������У�����Һ�зֲ���0.13%���⣬����ֲ��ʵ͡�
����ȡ�������뵽����ȡ���������ռԭ�ϵ�94.10%�������ȡ�ʺͷ����ʷֱ�Ϊ99.15%��99.65%����ȡ����Ч�����ã�0.80%��0.33%����ֱ�ֲ�������Һ�Ϳ����л����С�
������뵽��������ռԭ�ϵ�92.98%����������մ���������鱗�Ʒ�и�����91.68%���⣬����Ȼ��1.30%����ֲ��ڳ���ĸҺ�С����Ʊ�������鱗�Ʒ�����˻�ѧ���������7��ʾ�������⺬��Ϊ60.7%���ɴ˿��������Ʊ�������鱗�Ʒ���������((NH4)2Mo4O13)�Ĵ���Ϊ99.26%��������鱗�Ʒ��ɫ���ף������ԽϺã���Ʒ�������ã����Ϲ��ұ�GB/T 3460��2007-MSA-3������李���[22]��ͼ7��ʾΪ��Ʒ��XRD�ס���ͼ7���Կ�����ͼ�������������ʷ壬������Ʒ���ʺ����͡�
��5 ������������Ʒ��ѧ����
Table 5 Chemical analysis of vanadium pentoxide products

ͼ6 �ϴ���������������ķֲ�
Fig. 6 Distribution of molybdenum in treatment process for spent catalyst
��6 �ϴ�����ͳ�����������������ĶԱ�ʵ��
Table 6 Comparison between traditional(TL) and microwave enhanced leaching(MEL) of spent petrochemical catalyst

��7 ����鱗�Ʒ��ѧ����
Table 7 Chemical analysis of ammonium molybdate product (mass fraction, %)

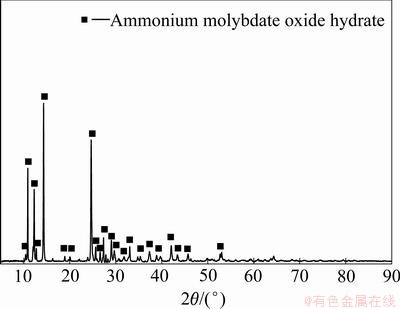
ͼ7 ����鱗�Ʒ��XRD��
Fig. 7 XRD patterns of ammonium molybdate product
3 ����
1) ������-������ǿ���������գ������Ʊ�����V2O5��Ʒ���ߴ�V2O5��Ʒ(���ȣ�99.9%)����ͨV2O5��Ʒ(���ȣ�99%)��ֱ���ʷֱ�Ϊ57.73%��33.59%��V����ֱ����Ϊ91.32%��δ��Ч���յķ���Ҫ��ɢ�ڽ��������������������ͷ���Һ�Ͷ��η���Һ����ĸҺ�У���ռԭ�Ϸ���7.58%��
2) ���ñ��о������������Ʊ��ϸ������鱗�Ʒ�������ֱ����Ϊ91.68%��δ��Ч���յ�����Ҫ��ɢ�ڽ����������������������ط��л��ࡢ������Һ�ͳ���ĸҺ�У���ռԭ�����7.99%��
3) �����յ�������Ҫ��������ǿ�������ͳ�����ǿ����������ǿ��������������߽���Ч�ʣ����뷴Ӧ��ϵ��Һ�¶Ȳ�����/�۽ṹ�仯�Լ�ԭ���и۷���������������й�ϵ������������Ч�����ڴ�ͳ���͵ģ�����ʱ���������̣����ҳ������������ڱ��о��ķ�����ϵ�ж��ص����ƣ��ɽ��;�����ž۳̶ȣ���Ч����Ȼ�立������йܵ��������⡣
REFERENCES
[1] �� ��, ����, �� ��, ��. �ҹ�ʯ�ͻ����ϴ������ۺ�����[J]. �й���Դ�ۺ�����, 2015, 33(6): 38-42.
LIU Jian, QIU Zhao-fu, YANG Ji, et al. The comprehensive utilization of spent petrochemical catalysts in China[J]. China Resources Comprehensive Utilization, 2015, 33(6): 38-42.
[2] MA Z Y, LIU Y, ZHOU J K, et al. Recovery of vanadium and molybdenum from spent petrochemical catalyst by microwave-assisted leaching[J]. International Journal of Minerals Metallurgy and Materials, 2019, 26(1): 35-42.
[3] BANDA R, NGUYEN T H, SOHN S H, et al. Recovery of valuable metals and regeneration of acid from the leaching solution of spent HDS catalysts by solvent extraction[J]. Hydrometallurgy, 2013, 133: 161-167.
[4] AKCIL A, VEGLIO F, FERELLA F, et al. A review of metal recovery from spent petroleum catalysts and ash[J]. Waste Management, 2015, 45: 420-433.
[5] KOLOGRIEVA U A, VOLKOV A I, KIRICHENKO A S, et al. Development of a production scheme for utilizing vanadium pentoxide hydrometallurgical production waste[J]. Metallurgist, 2019, 63(3/4): 813-818.
[6] ����͢, κ ��, �����, ��. ��ѹ�����´�ʯú����ȡ�����������Ĺ���[J]. ���ϴ�ѧѧ��:��Ȼ��ѧ��, 2010, 41(4): 1268-1275.
LI Yan-ting, WEI Chang, LI Cun-xiong, et al. Technics for vanadium pentoxide extraction fromblack shale in pressure field[J]. Journal of Central South University (Science and Technology), 2010, 41(4): 1268-1275.
[7] ��С��, ������, ��ѧ��, ��. ʯú���հױ���-����ᷰ����[J]. �й���ɫ����ѧ��, 2011, 21(4): 908-912.
ZHANG Xiao-yun, QIN Wen-qing, TIAN Xue-da, et al. Microwave roasting-acidic leaching technique for extraction of vanadium from stone coal[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 908-912.
[8] �� ��, ������, ������, ��. �������Ʒֽⲻ���������εĽ�������ѧ[J]. �й���ɫ����ѧ��, 2014, 24(11): 229-235.
LI Fei, CHEN Xing-yu, HE Li-hua, et al. Leaching thermodynamics of decomposing sparingly soluble molybdate by sodium hydroxide[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 229-235.
[9] BARIK S P, PARK K H, PARHI P K, et al. Extraction of metal values from waste spent petroleum catalyst using acidic solutions[J]. Separation & Purification Technology, 2012, 101: 85-90.
[10] MA Z Y, YANG H Y, HUANG S T, et al. Ultra fast microwave-assisted leaching for the recovery of copper and tellurium from copper anode slime[J]. International Journal of Minerals Metallurgy and Materials, 2015, 22(6): 582-588.
[11] ZHANG X L, SUN C B, XING Y, et al. Thermal decomposition behavior of pyrite in a microwave field and feasibility of gold leaching with generated elemental sulfur from the decomposition of gold-bearing sulfides[J]. Hydrometallurgy, 2018, 180: 210-220.
[12] HE A X, CHEN G, CHEN J, et al. A novel method of synthesis and investigation on transformation of synthetic rutile powders from Panzhihua sulphate titanium slag using microwave heating[J]. Powder Technology, 2018, 323(1): 115-119.
[13] TIAN L, XU Z F, CHEN L J, et al. Effect of microwave heating on the pressure leaching of vanadium from converter slag[J]. Hydrometallurgy, 2019, 184: 45-54.
[14] JEROEN S, THOMAS A A. Combined microwave assisted roasting and leaching to recover platinum group metals from spent automotive catalysts[J]. Minerals Engineering, 2020, 146(1): 1-7.
[15] BEHERA S S, PANDA S K, MANDAL D, et al. Ultrasound and microwave assisted leaching of neodymium from waste magnet using organic solvent[J]. Hydrometallurgy, 2019, 185: 61-70.
[16] YAN L Y, WANG A J, CHEN Q S, et al. Dynamic material flow analysis of zinc resources in China[J]. Resources, Conservation and Recycling, 2013, 75: 23-31
[17] WANG P, JIANG Z Y, GENG X Y, et al. Dynamic material flow analysis of steel resources in China based on circular economy theory[J]. Advanced Materials Research, 2013, 813: 64-71.
[18] HAO H, LIU Z W, ZHAO F Q, et al. Material flow analysis of lithium in China[J]. Resources Policy, 2017, 51: 100-106.
[19] ����Զ, �� ��, �ܼ���, ��. ��Ӧ���淨�Ż��ϴ��������������Ĺ���[J]. �й���ɫ����ѧ��, 2019, 29(6): 1308-1315.
MA Zhi-yuan, LIU Yong, ZHOU Ji-kui, et al. Optimization of microwave assisted leaching of vanadium from spent catalyst based on response surface methodology[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(6): 1308-1315.
[20] JORDENS J, GIELEN B, XIOURAS C, et al. Sonocrystallization: Observations, theories and guidelines[J]. Chemical Engineering and Processing, 2019. 139: 130-154.
[21] GB 3283��87. ����������[S].
GB 3283��87. Vanadium pentoxide[S]
[22] GB/T 3460��2007. �����[S].
GB/T 3460��2007. Ammonium molybdate[S].
Behaviors of rare metals in process of microwave-ultrasonic enhanced treatment of spent catalyst
MA Zhi-yuan1, 2, 3, LIU Yong1, 2, 3, LYU Jian-fang1, 2, 3, LYU Xian-jin1, 2, 3, ZHOU Ji-kui1, 2, 3, LIU Mu-dan1, 2, 3
(1. Institute of Resources Comprehensive Utilization, Guangdong Academy of Sciences, Guangzhou 510650, China;
2. State Key Laboratory of Separation and Comprehensive Utilization of Rare Metals, Guangzhou 510650, China;
3. Guangdong Provincial Key Laboratory of Development and Comprehensive Utilization of Mineral Resources, Guangzhou 510650, China)
Abstract: Aiming at the problems of low product purity and high pollution in the treatment process of spent petrochemical catalyst for a petrochemical enterprise in China, a microwave-ultrasonic enhanced process for spent catalyst treatment was proposed, and the behaviors of vanadium and molybdenum in the process were studied by material flow method. The results show that high purity V2O5 product (purity��99.9%) and common V2O5 product (purity��99%) can be prepared by microwave-ultrasonic enhanced treatment process. The direct yield of vanadium is 91.32%. The ineffective recovery of vanadium is mainly dispersed in the leached residue, purified precipitation residue, vanadium extraction raffinate and second stage back-extraction solution precipitated solution, which account for 7.58% of vanadium in the raw material. At the same time, qualified ammonium molybdate product can be prepared. The direct yield of molybdenum is 91.68%. The ineffective recovery of molybdenum is mainly dispersed in the leached residue, purified precipitation residue, loaded vanadium organic phase, molybdenum extraction raffinate and molybdenum precipitated solution, which account for 7.99% of molybdenum in the raw material. The characteristics of this process are mainly reflected in microwave enhanced leaching and ultrasonic enhanced back-extraction process. In the microwave enhanced leaching process, the leaching efficiencies of vanadium and molybdenum are obviously improved, which is attributed to the temperature system of the reaction, the macro/microstructure change of the mineral and the increase of the high valence state vanadium content. Ultrasonic back-extraction technology can obviously shorten the back-extraction time. Moreover, ultrasound can reduce the agglomeration degree of crystals and effectively eliminate the phenomenon of the agglomeration crystals blocking the pipes in the ammonium chloride back-extraction process.
Key words: spent catalyst; microwave; ultrasonic; vanadium; molybdenum
Foundation item: Projects(2016GDASRC-0201, 2017GDASCX-0841, 2016GDASPT-0104, 2017GDASCX-0109) supported by the Project of Science and Technology Development of GDAS, China; Project(21607138) supported by the National Natural Science Foundation of China
Received date: 2020-01-19; Accepted date: 2020-07-20
Corresponding author: LYU Jian-fang; Tel: +86-20-61086451; E-mail: 576105498@qq.com
(�༭ ������)
������Ŀ���㶫ʡ��ѧԺ��չר���ʽ���Ŀ(2016GDASRC-0201��2017GDASCX-0841��2016GDASPT-0104��2017GDASCX-0109)��������Ȼ��ѧ����������Ŀ(21607138)
�ո����ڣ�2020-01-19�������ڣ�2020-07-20
ͨ�����ߣ�������������ʦ����ʿ���绰��020-61086451��E-mail��576105498@qq.com

