��ˮ�����������ж�β��Ũ�ܵ�Ӱ�����
�Ⱞ��1, 2������1, 2�����齭1, 2
(1. �����Ƽ���ѧ ������ɽ��Ч�����밲ȫ�������ص�ʵ���ң�������100083��
2. �����Ƽ���ѧ ��ľ�뻷������ѧԺ, ������100083)
ժҪ��Ϊ��̽����ˮ�����������з�ʽ��β��Ũ��Ч����Ӱ�죬��ijͭβ��չŨ��ʵ�顣ʵ���������β��Ũ��װ�ã���װ�ÿ��Ըı䵼ˮ������(��0��4)���ֱ���е�ˮ������Ϊ0��1��2(���ں����)��3��4��������ʵ�������ͬ��6��ʵ�顣�о������������ˮ��������β��Ũ�ܼ�����������Ӱ�����ԣ���ˮ��������0���ӵ�4��β��������������55.82%������70.28%������ˮ������Ϊ0ʱ����û�е�ˮװ�ã���β����Ũ�����������ȵ�ˮ������Ϊ4ʱ������������С14.46%������ˮ������Ϊ2ʱ����ˮ��λ��������б��������м�������������0.95%����ˮ�������Լ�������������Ӱ������Ϊ��ˮͨ��������ͬ������ˮ�����λ�öԼ�������������Ӱ����Ҫ�����ڵ�ˮͨ����β�������ͨ�Ȳ�ͬ��
�ؼ��ʣ�β��ˮ�ˣ���ˮͨ��
��ͼ����ţ�TD853��TD854 ���ױ�־�룺A ���±�ţ�1672-7207(2014)01-0244-05
Effect of rake rod number and arrangement on tailings thickening performance
WU Aixiang1, 2, WANG Yong1, 2, WANG Hongjiang1, 2
(1. Key Laboratory of High-Efficient Mining and Safety of Metal, Ministry of Education,
University of Science and Technology Beijing, Beijing 100083, China;
2. School of Civil and Environmental Engineering, University of Science and Technology Beijing,
Beijing 100083, China)
Abstract: In order to explore the effect of rake rod number (RRN) and rake rod arrangement (RRA) on the tailings thickening performance, an experiment was conducted on a copper mine��s tailings. A self-made tailings thickening device was employed. The RRN of the device can be changed from less to more (from 0 to 4). Total six experiments were performed with the RRN of 0, 1, 2 (RRA were adjacent and opposite), 3 and 4, and other experimental parameters being same. The results show that the RRN has an obvious effect on the tailings limit thickening mass fraction. The limit mass fraction increases from 55.82% to 70.28% with the increase of RRN from 0 to 4. The limit mass fraction of 0 rake rods (i.e. without rake) is 14.46% less than that when the RRN is 4. The limit mass fraction of opposite RRA is 0.95% higher than that of adjacent arrangement. The effect of RRN on the thickening mass fraction is caused by the different quantities of water conduction channels. And the influence of RRA (RRN is two) on the thickening mass fraction is mainly because of the connectivity between the water channel and the tailings slurry surface.
Key words: tailing; rake rod; water conduction channel
���弼�������ŵ�ͻ�������������Ͽɣ���Ӧ��Խ��Խ�㷺[1-4]����Ũ�ܻ��Ǹ����Ʊ��Ĺؼ��豸���봫ͳŨ�ܻ�����ʽɰ����ȣ���Ũ�ܻ��ڶ�ϸ������ˮ�������õ�Ч�������ҿ��Ի�ýϸߵĵ���Ũ��[5-7]�������꣬���������Ũ�ܻ�������о�Խ��Խ�࣬Ũ�ܻ�������ʽҲ�����ܴ�����ת��Ϊ���Ĵ���[8]��2009�꣬��������[9]������Ũ����(������)�����ĽǶ������Ч�ʵĹ�ϵ�����Դ�Ϊ������Ũ����ֱ�߹��������������߹����Ĺ���Ч�ʽ�����̽�֣�2010�꣬��������[10]������ϸ��ȫβ�������ɼ��������2011�꣬���µ�[11]̽������Ũ�ܻ�����Ũ����Ũ�ܻ��߾���֮�����ѧ��ϵ���Ƕ���Ũ�ܻ�����Ũ�������νṹ֮���ϵ��һ�ֳ��ԡ������Ƕ���Ũ�ܻ���ˮװ�ö�Ũ��Ч��Ӱ�������о����١��������Ũ�ܻ����о���Խ��磬��1916�꣬Coe-Clevenger��������������ģ��[12]��1981�꣬Warden[13]������ҶƬ�������������õ���ѧ���̣�2005�꣬Gladman��[14]��Ϊ��е����������ˮ�ٶȺ�������ˮ����2008�꣬Rudman��[15]�о���β������Ӧ���Ͱ���ת�ٶ�Ť�ص�Ӱ�죬����2010�꣬����Ҷ�Ч�ʵļ��㷽��[16]����Щ�о������˵�ˮװ�ö�β����ˮ����Ҫ�ԣ����͵�ˮ�˼������з�ʽ��Ũ��Ч��Ӱ����о����١�����ϸ������ˮ������ǿ����Ũ�ܻ�֮�����ܹ���Ч��ˮ�����β��Ũ����������������Ũ�ܻ��ڲ���ˮ�Ҽ��ܲ��ɷ֣���ˣ��������߲�������β��Ũ��װ�ã��о���ˮ��������0��4���ε��������β��Ũ��Ч����ͬʱ�Ե�ˮ������Ϊ2ʱ��Ժ�����2�����з�ʽ�µ�Ũ��Ч��������̽������ӵ�ˮͨ���ǶȽ��͵�ˮ�����������з�ʽ��β��Ũ������������Ӱ�������
1 ʵ��װ�úͷ���
1.1 ʵ�����
ʵ��β������ijͭ��ѡ����β������������ܺ�����������1�ͱ�2��ʾ���ɱ�2��֪����β�����������Խ�С�����нϺõı�ˮ���ܡ�
1.2 ʵ��װ��
����β��Ũ��װ����ͼ1��ʾ����װ���ɽ������͵��Լ��2������ɣ��������е�ת����4����ˮ����ɣ�����Բ�ܾ��ȷֲ�����ˮ�˲������Ĵ�����ͨ�����Գ���ɶ���ת�١�ת��ʱ��Ȳ������п��ơ�
��1 ������������
Table 1 Physical properties of tailings

��2 β�������ֲ�
Table 2 Particle size distribution of tailings

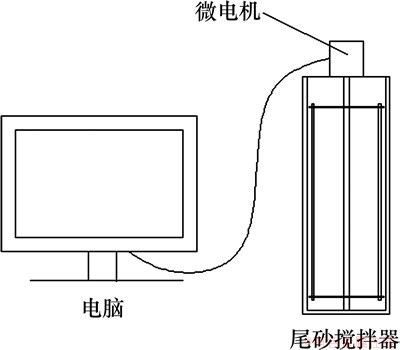
ͼ1 ����β��Ũ��װ��[17]
Fig. 1 Self-made tailings thickening device
1.3 ʵ�鷽��
(1) �۲�ͼ1��ʾװ�õij���������Թ�Һ������治�ٱ仯ʱ�ĸ߶���Ϊ�������߶ȣ��������߶ȶ�Ӧ��β������������Ϊ����Ũ������������
(2) ÿ��ʵ���Ե�ˮ�������Լ����з�ʽ��ͬ��ΪӰ�����ء���ˮ����������Ϊ0����1����2����3����4��������2����ˮ�����з�ʽ�ֿɷ�Ϊ��Ժ����ڡ���ˣ�����6��ʵ�飬����ʵ�鵼ˮ�����з�ʽ��ͼ2��ʾ��
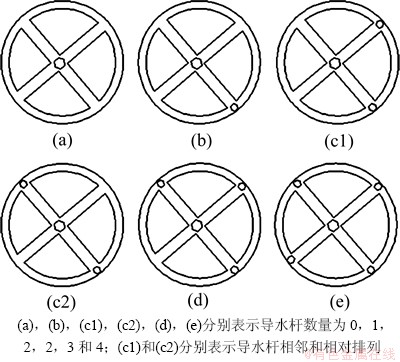
ͼ2 ��ˮ�˲�ͬ���������з�ʽ����ͼ
Fig. 2 Planform of different rake rod numbers and rake rod arrangements
(3) 6��ʵ�����������£�β��������������Ϊ25%(β����������Ϊ750 g��ˮ����������Ϊ2 250 g)����������Һ��������Ϊ0.3%������������Ϊ25 g/t(6.25 g)��
(4) ʵ������ȼ�ˮ���ټ���������Һ��ͨ�������趨ת��ת��Ϊ3 r/min���е��ٽ��衣����Լ5 min�������ij�������ת��Ϊ0.10 r/min����ת�ٵ���Ϊ0.05 r/minʱ��������©�����ȿ�������β��
2 ��������
2.1 ʵ����
��β����Һ���г�ֽ���(Լ9 h)��ֱ������߶Ȳ��ٱ仯����Ϊ��ʱβ��ﵽ��ʵ�����ļ�����������������ʵ�������3��ʾ��
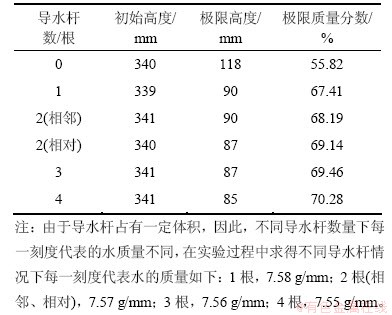
��3 ��ͬ��ˮ�����������з�ʽ���Խ��
Table 3 Test results of different rake rod number and rake rod arrangement
���ݱ�3�����Ƶ����������������뵼ˮ������֮��Ĺ�ϵ��ͼ3��ʾ��
2.2 ����
��ͼ3��֪���ڵ�ˮ��ת��Ϊ0.1 r/min�����������ġ�β���ʼ���������������£�β��Ũ�ܵļ��������������ŵ�ˮ��������ͬ���仯������ˮ������Ϊ0��û�е�ˮװ��ʱ����������������Ϊ55.82%������ˮ������Ϊ1ʱ����������������55.82%ͻ��Ϊ67.41%��������11.59%���ɼ���ˮװ������ߵ���������������Ҫ���أ�����ˮ��������1����4ʱ����������������67.41%������70.28%��������2.87%��
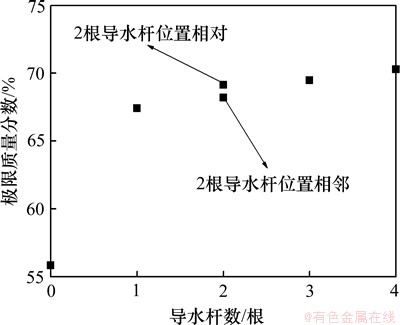
ͼ3 ����Ũ�����������뵼ˮ�������Ĺ�ϵ
Fig. 3 Relationship between rake rod number and limit thickening mass fraction
ֵ��ע����ǣ�����ˮ������Ϊ2ʱ����ˮ��λ��������б��������м�������������0.95%��Ҳ�ȵ�ˮ������Ϊ1ʱ��������������1.73%��3����4����ˮ�����õ��ļ�������������2����ˮ�˵õ��ļ���������������������Ȳ�������һ�������ֳ���Ũ�ܻ���ˮװ�öԳ����е���Ʒ�ʽ��Ϊ�Ǻϡ�
3 ��ˮ�˽ṹ��β��Ũ��Ӱ�����
Ũ��ʵ��ʱ���ڵ�ˮ�˵������Ŷ��£�β����ɢ���оͻ�ʧȥ�ȶ���β����������������ѹ���������������У���Χϸ�����������϶�ڣ�β�ṹ���������ɻָ��ı��Σ�ʹ��β��õ�ѹʵ�������������ߡ����ͬʱ����϶���ˮ�����ŵ�ˮװ�ô�һ������ˮͨ����������ϲ�������������ˮ �����
����ˮ������Ϊ1���Ҹõ�ˮ�˸ոմ�ˮͨ����ת����һλ�ã����õ�ˮ���ٴε����λ��ʱ��ijЩˮ�ֻ�������ͨ����ˮͨ�����������棬ͨ�����ֶ�������ͼ4��ʾ����ˣ�β���еIJ���ˮ��ʼ�ռľ���ϸ����֮�䣬������Ч��������ʹβ������������Խϵ͡�
������ˮ��Ϊ2��ʱ���ĵ�ˮͨ���ڼ����պ�ǰ����һ����ˮ�����´�ͨ������ˣ�β����������Ҫ�ߡ���2����ˮ������ʱ����ˮ��֮��нǽ�С�����ֵ�ˮͨ����������������ͨ����Ȼ���ڱ��������������ͼ5(c1)��ʾ������ˮ�����ʱ�� 2����ˮ������䣬��ˮͨ���պϳ���һ�����ɣ���ʱ��������ת���DZ�֤��ЧŨ�ܵĻ�������ˣ����λ�ñ�����λ�õ�ˮЧ�ʸ��ߣ���ͼ5(c2)��ʾ��
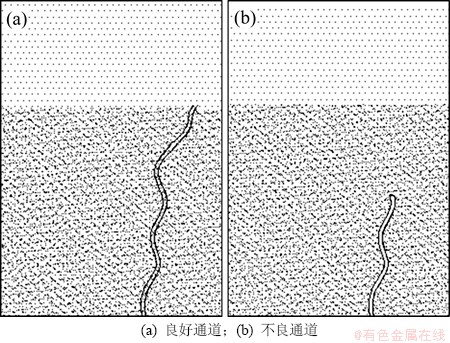
ͼ4 ��ˮ������Ϊ1ʱ��ˮͨ��ʾ��ͼ
Fig. 4 Conduction water channel of 1 rake rod
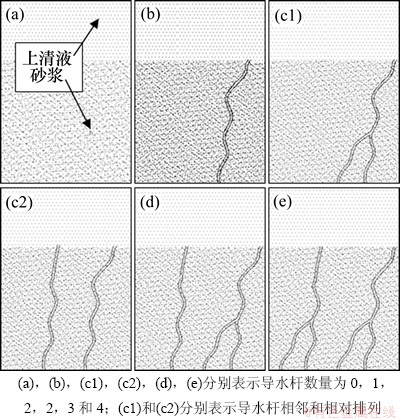
ͼ5 ��ˮ�˲�ͬ���������з�ʽ��ˮͨ��ʾ��ͼ
Fig.5 Water conduction channel of different rake rod numbers and rake rod arrangements
����ˮ��������Ϊ3����4��ʱ��β���ڲ���ˮͨ���ܹ����ֽϺõij�ͨ�ȣ���ˣ���������Ҫ���ߣ��ֱ�Ϊ69.46%��70.28%����2����ˮ����ȣ����������������Ƚ�С������Ҫ��β�������Ŀ�϶�ӽ�����״̬�йء���ȶ��ԣ�4����ˮ�˼�����������Ҫ���ߣ���ˮͨ��ʾ����ͼ5(d)��5(e)��ʾ��
��ʵ�������Ե�֪����ˮ��������β��Ũ��Ч�����нϴ�Ӱ�죬û�е�ˮװ��β��������������������β��Ũ����Ҫ�����������ѹ���IJ�������������������������ֲ�������֮���ˮ�ֲ��״ﵽ����ϲ�����Ҳ�ǵ�ˮ������Ϊ0ʱѹ������������͵�ԭ����ˮ������Ϊ0ʱ����ˮͨ��ʾ��ͼ��ͼ5(a)��ʾ��
4 ����
(1) ��ˮ��������β��Ũ��Ч���нϴ�Ӱ�졣����ˮ������Ϊ0��û�е�ˮװ��ʱ��β��Ũ�ܵļ�������������Ϊ55.82%������ˮ������Ϊ1ʱ����������������55.82%ͻ��Ϊ67.41%��������11.59%������ˮ��������1����4ʱ����������������67.41%������70.28%��������2.87%��
(2) �ӵ�ˮͨ���Ƕȷ����˲�ͬ��ˮ��������β����ˮЧ��Ӱ�����������ˮ������Ϊ0ʱ��β��Ũ����Ҫ�����������ѹ���IJ�������������������������ֲ�������֮���ˮ�ֲ��״ﵽ�����棬ѹ�����������ͣ���ֻ��1����ˮ��ʱ����ˮͨ�������٣����в�����ˮͨ�����ڣ���ˣ�����������Խϵͣ�������ˮ������Ϊ2��ʱ���ĵ�ˮͨ���ڼ����պ�ǰ����һ����ˮ�����´�ͨ����β������������1����ˮͨ��ʱ�ߣ�����ˮ��������Ϊ3����4��ʱ��β���ڲ���ˮͨ��������һ�����ӣ����ܱ��ֽϺõij�ͨ����ˣ�����β�������������ߡ�
(3) ����ˮ������Ϊ2ʱ��������м�����������Ϊ69.14%�����������и߳�0.95%��������Ϊ����2����ˮ������ʱ����ˮ��֮��нǽ�С�����ֵ�ˮͨ����������������ͨ����Ȼ���ڱ��������������2����ˮ���������ʱ����ˮ������䣬2����ˮͨ���ɱ������ԵĴ���2����ˮ�����������ȣ�����ˮ����������3����4��ʱ�����������������Ȳ����ֱ�Ϊ0.32%��1.14%���ɼ���2�����������һ�ֽϺõ����з�ʽ�������ֳ���Ũ�ܻ���ˮ�����з�ʽ���Ǻϡ�
�ο����ף�
[1] Grabinsky M W. In situ monitoring for ground truthing paste backfill designs[C]// Jewell R, Fourie A. Proceedings of the 13th International Seminar on Paste and Thickened Tailings. Perth: Australian Centre for Geomechanics, 2010: 85-98.
[2] Fall M, Nasir O. Predicting the temperature and strength development within cemented paste backfill structures[C]// Jewell R, Fourie A. Proceedings of the 13th International Seminar on Paste and Thickened Tailings. Perth: Australian Centre for Geomechanics, 2010: 125-136.
[3] Belem T, Fourie A B, Fahey M. Time-dependent failure criterion for cemented paste backfills[C]// Jewell R, Fourie A. Proceedings of the 13th International Seminar on Paste and Thickened Tailings. Perth: Australian Centre for Geomechanics, 2010: 147-162.
[4] Nasir O, Fall M. Coupling binder hydration temperature and compressive strength development of underground cemented paste backfill at early ages[J]. Tunnelling and Underground Space Technology, 2010, 25(1): 9-20.
[5] Lake P, Boris M E, Gollaher T. High density paste thickener in Siberia[C]// Jewell R, Fourie A. Proceedings of the 13th International Seminar on Paste and Thickened Tailings. Canada: Australian Centre For Geomechanics, 2010: 411-419.
[6] Rosart J W. Advantages of bolted tank construction for paste thickeners[C]// Jewell R, Fourie A. Proceedings of the 13th International Seminar on Paste and Thickened Tailings. Canada: Australian Centre for Geomechanics, 2010: 403-410.
[7] Huynh L, Beattie D A, Fornasiero D, et al. Effect of polyphosphate and naphthalene sulfonate formaldehyde condensate on the rheological properties of dewatered tailings and cemented pastebackfill[J]. Minerals Engineering, 2006, 19(1): 28-36.
[8] ����, ������, ����, ��. �������Ĵ���Ũ��(����)����Ӧ���뷢չ[J]. �й�������ҵ, 2009(5): 41-44.
CONG Ansheng, JIANG Chunbo, DENG Wei, et al. Application and development of large-sized central conveying concentrated (sludge) scraper[J]. China Environmental Protection Industry, 2009(5): 41-44.
[9] ������, ֣��, ����Ԫ. Ũ����ֱ�߹��������������߹�������Ч�ʵ�̽��[J]. ��е����ʦ, 2009(12): 131-132.
SUN Libin, ZHENG Song, ZHANG Zhaoyuan. Discussion on the efficiency of scraping mud by using the straight line board and the logarithmic spiral board on thickener mud scraper[J]. Mechanical Engineer, 2009(12): 131-132.
[10] ������, ���齭, �Ⱞ��, ��. ȫβɰ�����������ɼ������[J]. �����Ƽ���ѧѧ��, 2010, 32(6): 702-707.
JIAO Huazhe, WANG Hongjiang, WU Aixiang, et al. Rule and mechanism of flocculation sedimentation of unclassified tailings[J]. Journal of University of Science and Technology Beijing, 2010, 32(6): 702-707.
[11] ����, ���齭, �Ⱞ��. ���ڸ߾��ȵ���Ũ�ܻ�����Ũ����ѧģ��[J]. �人������ѧѧ��, 2011, 33(8): 113-117.
WANG Yong, WANG Hongjiang, WU Aixiang. Mathematical model of deep cone thickener underflow concentration based on the height to diameter ratio[J]. Journal of Wuhan University of Technology, 2011, 33(8): 113-117.
[12] Lester D R, Usher S P, Scales P J. Estimation of the hindered settling function from batch settling tests[J]. AIChEJ, 2005, 51(4): 1158-1168.
[13] Warden J H. The design of rakes for continuous thickeners especially for waterworks coagulant sludges[J]. Filtr Sep, 1981, 18: 113-116.
[14] Gladman B, de Kretser RG, Rudman M, et al. Effect of shear on particulate suspension dewatering[J]. Chemical Engineering Research & Design, 2005, 83: 1-4.
[15] Rudman M, Simic K, Paterson D A, et al. Raking in gravity thickeners[J]. International Journal of Minerals Processing, 2008, 86: 114-130.
[16] Rudman M, Paterson D A, Simic K. Efficiency of raking in gravity thickeners[J]. International Journal of Mineral Processing, 2010, 95: 30-39.
[17] ����, �Ⱞ��, ���齭, ��. �������Ը���Ũ�ܵ�Ӱ����� [J]. �����Ƽ���ѧѧ��, 2013, 35(11): 1419-1423.
WANG Yong, WU Aixiang, WANG Hongjiang, et al. Effect mechanism of flocculant on paste thickening[J]. Journal of University of Science and Technology Beijing, 2013, 35(11): 1419-1423.
(�༭ ����ƽ)
�ո����ڣ�2012-12-21�������ڣ�2013-04-15
������Ŀ�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2012BAB08B02)��������Ȼ��ѧ�����ص�������Ŀ(50934002)��������Ȼ��ѧ����������Ŀ(51374034��51074013��51104011)
ͨ�����ߣ�����(1985-)���У������Ӱ��ˣ���ʿ�����¸���ɿ��β��Ũ�ܼ����о����绰��010-62334680��E-mail: wangyong8551@126.com

