稀有金属 2012,36(03),363-367
7B04铝合金织构沿厚度变化的研究
王书明 王超群 杜志伟 孙泽明
北京有色金属研究总院分析测试中心
摘 要:
采用X射线衍射法分析了7B04铝合金中厚板沿厚度方向的织构差异,结果表明织构沿厚度方向存在较大差异,变形织构R/S,brass,copper从表层到中心含量呈递增趋势;剪切织构r-cube和{111}<110>主要分布在表层;随机分布从表层的73%到中心的17%含量则快速下降;再结晶织构cube和cubeND在各层的含量基本不变,均维持3%和5%附近。织构沿厚度方向存在差异的主要原因在于热轧变形量和再结晶进程沿厚度的不均匀性。根据再结晶织构组分和变化趋势推测再结晶形核机制主要为粒子促进形核。
关键词:
铝合金 ;中厚板 ;织构 ;
中图分类号: TG339
作者简介: 王书明(1981-),男,河南郑州人,硕士,工程师;研究方向:X射线衍射(E-mail:wsm200606@yahoo.com.cn);
收稿日期: 2011-08-22
基金: 国家科技部新技术新方法创新基金(2009IM031900)资助项目;
Texture Analysis for 7B04 Al Alloy Plate along Thickness Direction
Abstract:
The texture difference along the thickness direction in the 7B04 Al alloy plate was analyzed by the X-ray diffraction.The results showed that the texture was quite different along the thickness direction,the deformation texture components R/S,brass,copper increased from surface to center;the shear texture components r-cube and {111}<110> only existed in the surface layer;the random orientating component decreased rapidly from surface 73% to center 17%;the recrystallization texture components cube and cubeND were stable at 3% and 5% in each layer.The main reasons of the difference were the uniform of the hot-rolling deformation and recrystallization process along the thickness.The partials simulated nucleation was the main recrystallization nucleation mechanism deduced from the developing trend of recrystallization texture.
Keyword:
Al alloy;thick plate;texture;
Received: 2011-08-22
厚板经过热轧, 固溶, 预拉伸, 时效等工艺过程后, 会引入织构, 导致轧板面内性能各向异性, 而沿厚度方向变形不均匀, 亦会造成织构的厚度差异化
[1 ,2 ]
。 固溶可以促使粗大第二相溶解, 是时效析出强化的基础, 固溶过程需要控制再结晶, 因为再结晶会引起强度和韧性的降低, 而且会形成新的再结晶织构
[3 ]
。 张新明等
[4 ]
对7050厚板研究发现合金的组织, 织构, 强度和断裂韧性沿板材厚度方向呈不均匀分布, 同一厚度处, 其强度和断裂韧性也具有明显各向异性, 陈军洲等
[5 ]
对AA7055中厚板的研究结果表明, 织构类型沿厚度方向存在较大差异, 屈服强度沿板厚方向也呈各向异性。 铝合金厚板的热轧变形和固溶处理易沿厚度方向不一致, 对板材的整体性能造成影响。 因此开展中厚板的织构, 尤其是厚度方向的差异化分析尤为重要。
7B04高强铝合金是新一代航天器整体结构受力件的首选材料
[6 ]
。 其中厚板在加工中同样会产生上述问题, 本文选取40 mm厚的7B04热轧板材, 分析沿厚度方向的织构分布, 并探讨其形成的主要因素, 以期为工艺优化和性能的提升积累数据。
1 实 验
研究用7B04铝合金样品的加工过程为: 首先熔炼铸造、 均匀化处理后热轧成40 mm厚的板材, 然后在辊底式双面喷淋淬火炉上进行固溶处理, 最后快速淬火冷却并对板材进行的预拉伸。 从表层至中心逐层切割, 每层约4 mm厚, 从表层至中心依次编号为1, 2, 3, 4, 5, 6。 然后磨抛, 并进行适当腐蚀, 去除线切割引起的应变层。 最后进行织构分析。
织构测量在Panalytical X′pert MRD衍射仪上完成, Cu靶, 40 kV, 40 mA, 采用Schulz反射法测量{111}, {200}, {220}不全极图, 并计算了取向分布函数f (φ 1 , Φ , φ 2 )。 (用恒φ 2 截面图表示)。 各层中的织构类型用{HKL }<UVW >表示, 通过取向分布函数中极大密度处的欧拉角值(φ 1 , Φ , φ 2 )计算获得
[7 ]
。 {HKL }<UVW >和(φ 1 , Φ , φ 2 )间的解析关系式如方程1, 2所示:
H ∶K ∶L =sinΦ sinφ 2 ∶sinΦ cosφ 2 ∶cosΦ (1)
U ∶V ∶W =(cosφ 1 cosφ 2 -sinφ 1 sinφ 2 cosΦ )∶
(-cosφ 1 sinφ 2 -sinφ 1 cosφ 2 cosΦ )∶sinφ 1 sinΦ (2)
虽然取向密度值可以较为直接的表示各织构的强弱, 但考虑取向的漫散程度不同, 为更准确的表征其体积分数, 采用f (g )Δg 方法进行计算分析
[8 ]
, 计算方法如公式(3)。
V = 1 2 √ π Ζ S Κ [ 1 - exp ( - Κ 2 / 4 ) ] ? ? ? ( 3 )
其中V 为体积分数, Z 为多重性因子, S 为组分中心极密度值, K 组分分布宽度。
2 结果与分析
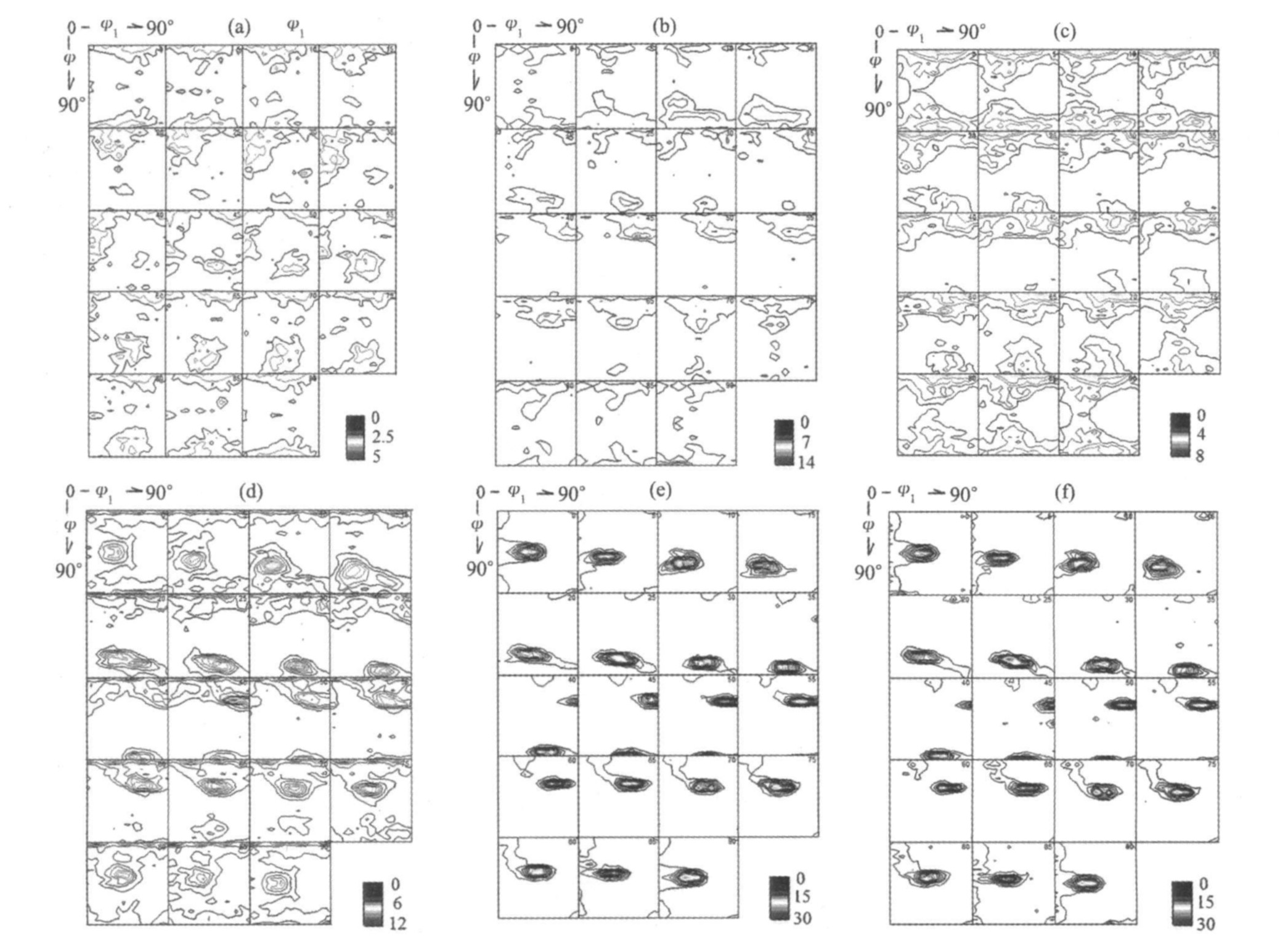
图1为样品不同厚度层的ODF图, 可以看出, 板材中各层均存在立方织构(cube, {001}<100>), cubeND 织构(绕法向旋转15°~25°的立方织构), 旋转立方织构(r- cube{001}<110>), (S/R织构({123}<634>, {124}<211>), 黄铜织构(brass{011}<211>), 铜型织构(copper, {112}<111>)。 另外表层(第一层)存在{111}<110>织构。 中心层(第六层)存在少量的{111}<112>织构。
图1 7B04铝合金不同厚度层的ODF截面图
Fig.1 ODF of 7B04 Al alloy in different layers along thickness direction
(a) First layer( surface); (b) Second layer; (c) Third layer; (d) Fourth layer; (e) Fifth layer; (f) Sixth layer (central layer)
各层中均存在cube, cubeND , r- cube 3种织构, 而且3者集中分布在φ =0°, φ 2 =0°, φ 1 =0°~45°的范围内, 为更好的比较各层中3者取向分布密度的相对变化趋势, 图2为各不同厚度层的取向分布密度f (g )随φ 1 的变化曲线。 可以看出, 第一层和第二层主要为cubeND , r- cube, 第二层r- cube的量较高, 第三层cube, cubeND , r- cube均存在, {001}织构纤维化, 而第四, 五, 六层则主要为cube及少量cubeND 。
表1列出了各厚度层的织构定量分析结果(采用公式3进行计算)。 可以看出, R/S, brass, copper织构的含量沿厚度变化明显, 分别从表层最低值0%, 0%, 4%到中心层26%, 18%, 26%, 呈递增趋势, 第五层最高; cube和cubeND 在各层的含量较少, 且基本不变, 均维持3%和5%左右。 r- cube在表层的体积分数7%, 第二层增加到最大值10%, 然后逐渐降低, 至中心层消失。 而随机分布量则从表层的最高73%到中心17%呈快速下降趋势, 第五层最少15%。
图2 不同厚度层取向分布密度随φ1的变化曲线
Fig.2 Orientation density along φ 1 in each layer along thickness direction
表1 不同厚度层的各织构组分的含量(%, 体积分数)
Table 1 Content of each texture in different layers along thickness direction (%, volume fraction )
No.
R/S
cube
cubeND
brass
copper
r- cube
random
{111} {111}
1
0
3
5
0
4
7
73
8
2
12
4
6
7
10
10
51
3
2
4
6
8
5
67
4
16
4
6
8
18
4
44
5
28
3
4
20
28
2
15
6
26
4
6
18
26
0
17
3
3 讨 论
样品经过热轧, 固溶和预拉伸工艺, 前两个步骤决定了样品的织构类型。 在热轧过程中, 中厚板材易于沿厚度方向变形不均匀, 虽然不均匀性随轧制温度, 轧辊尺寸, 入口厚度等变化而变化, 但总体上呈现表层应变量大, 中心应变量小的趋势, 差异可以达到30%
[9 ]
, 铝合金(面心立方)轧制变形一般产生S, brass, copper等β取向线上分布的织构组分。 另外, 表层部分与轧辊接触, 即使在润滑的作用下, 亦存在较大的摩擦力, 引起表层的剪切变形, r- cube和{111}<110>即是由剪切变形产生的。 在固溶过程中, 溶质原子重新溶解, 为析出强化做准备, 但此过程易发生再结晶, 而且, 热轧过程也伴随着动态回复和再结晶。 再结晶不可避免, 但热轧的应变能较之冷轧要低, 再结晶的驱动力不高, 需要较高的温度和时间方能完成再结晶, 因此, 热轧后的固溶处理仅能产生部分再结晶。 另外, 由于变形的不均匀, 再结晶驱动力不同, 而且固溶中表层部分温度高, 中心温度低, 热场沿厚度不均匀, 因此, 再结晶进程沿厚度方向存在一定差异
[10 ,11 ]
。 再结晶促使变形织构转化为再结晶织构, 主要为R, cube, cubeND 等(铝合金), 除此之外, 还会引起去织构化, 即随机分布(无取向)量的增加
[12 ]
。 另外, 铝合金中存在多种再结晶形核机制, 而不同的形核和生长机制引起不同的再结晶织构: 立方带形核主要形成cube织构, 原晶界形核主要形成R织构, 剪切带形核{110}<122>, {013}<231>织构(需要大的冷加工变形量才能出现), 粒子促进形核(partical simulated nuclear)主要形成cubeND , {110}<111>, 同时也会引起随机分布量的增多
[13 ,14 ]
。
本样品中存在变形织构S, brass, copper, 剪切织构r- cube和{111}<110>和再结晶织构R, cube, cubeND , 而且各织构组分从表层至中心存在较大差异, 表明样品中的变形量和再结晶进程沿厚度方向很不均匀。 表面变形量大, 应变储能高, 驱动力大, 而且固溶时温度最高, 因此再结晶最为充分, 随机分布量大(73%), 而且由于表层存在剪切变形, 导致剪切织构r- cube(7%)和{111}<110>(8%)的产生。 从表层到中心随机分布量快速降低, 而初始热轧变形织构S/R, brass和copper织构逐渐增加, 主要原因是从表层到中心随着深度的增加, 变形量降低, 应变储能降低, 再结晶驱动力减小, 再结晶的进程放缓, 初始变形织构的保留量增加。 变形织构的中心层较第五层(次中心层)的强度低, 其主要原因是后者相对前者发生了更为明显的回复, 亚晶内部的位错逐渐从位错网和第二相粒子的钉扎作用下解脱出来, 异号位错相互抵消, 同号位错逐渐形成清晰的亚晶界, 亚晶的取向趋同性提高, X射线衍射衬度增强
[15 ]
。 从而导致次中心层的强度增强。 另外, 各层再结晶织构cube, cubeND 的含量均维持在低水平(3%~5%), 可以推断样品中立方带形核分布均匀, 但终态含量较少; S/R织构的共生表明存在一定量的原晶界形核再结晶晶粒; 而随机分布量的明显变化趋势可以推测材料的主要再结晶形核机制为粒子促进形核。
4 结 论
采用X射线衍射测量了7B04中厚板的{111}, {200}, {220}极图, 并计算了ODF, 对织构进行了定量分析, 比较了7B04中厚板的织构沿厚度方向的差异, 结果如下:
1. 变形织构S/R, brass, copper从表层最低值0%, 0%, 4%到中心层26%, 18%, 26%, 呈递增趋势; 再结晶织构cube和cubeND 在各层的含量均维持3%和5%左右; 随机分布量则从表层73%到中心17%呈快速下降趋势; 剪切织构r- cube和{111}<110>主要分布在表层部分, 随着深度的增加逐渐消失。
2. 织构沿厚度方向的明显差异的主要原因是, 热轧过程中表层应变量大, 中心应变量小的不均匀变形状态, 热轧和固溶过程中再结晶的进程沿厚度方向的不一致以及表面摩擦引起的剪切变形。
3. 根据再结晶织构类型及变化趋势, 推测材料的主要再结晶形核机制为粒子促进形核, 以及少量的立方带和原晶界形核。
参考文献
[1] Dumont D,Deschamps A,Brechet Y.Characterization of pre-cipitation microstructures in aluminium alloy 7040 and 7050 andtheir relationship to mechanical behavior[J].Acta Matirialia,2003,51(3):713.
[2] Singh R K,Singh A K,Prasad N Eswara.Texture and mechan-ical property anisotropy in an Al-Mg-Si-Cu alloy[J].MaterialsScience and Engineering A,2000,277:114.
[3] Lin G Y,Zhang H,Zhang X J,Han D F,Zhang Y,Peng D S.Influence of processing routine on mechanical properties andstructure of 7075 aluminum alloy thick plates[J].Trans.Non-ferrous Met.Soc.China,2003,13(4):809.
[4] Zhang X M,Han N M,Liu S D,Song F X,Zeng R L,Huang LY.Inhomogeneity of texture,tensile property and fracturetoughness of 7050 aluminum alloy thick plate[J].Chinese Jour-nal of Nonferrous Metals,2010,20(2):202.(张新明,韩念梅,刘胜胆,宋丰轩,曾瑞林,黄乐瑜.7050铝合金厚板织构、拉伸性能及断裂韧性的不均匀性[J].中国有色金属学报,2010,20(2):202.)
[5] Chen J Z,Zhen L,Dai S L,Shao W Z,Zhang B Y.Effects ofgrain shape and texture on the through-thickness yield strength ofAA 7055 aluminum alloy plate[J].Rare Metal Materials andEngineering,2008,37(11):1966.(陈军洲,甄良,戴圣龙,邵文柱,张宝友.晶粒形貌及织构对AA 7055铝合金板材不同厚度层屈服强度的影响[J].稀有金属材料与工程,2008,37(11):1966.)
[6] Li Z H,Xiong B Q,Zhang Y A,Zhu B H,Wang F,Liu H W.Microstructural evolution of aluminum alloy 7B04 thick plate vari-ous thermal treatments[J].Trans.Nonferrous Met.Soc.China,2008,18(1):40.
[7] Mao W M,Yang P,Chen L.Texture Analysis and Testing forMaterials[M].Beijing:Metallurgical Industry Press,2008.26.(毛卫民,杨平,陈冷.材料织构分析原理与检测技术[M].北京:冶金工业出版社,2008.26.)
[8] Hirsch J,Lucke K.The application of quantitative texture anal-ysis for investigating continuous an discontinuous recrystallizationprocessed of Al-0.01Fe[J].Acta Metallurgica,1985,33(10):1927.
[9] Li Q,Tang G B,Liu Z D,Tian Z L.Analysis of non-uniformstrain in hot strip rolling deformation process[J].Journal of Ironand Steel Research,2007,19(6):52.(李权,唐广波,刘正东,田志凌.板带热轧变形过程中的非均匀应变问题分析[J].钢铁研究学报,2007,19(6):52.)
[10] Yuan W J,Wu Y X.Coupled thermal-mechanical simulationon quenching of aluminum alloy thick plate based on ANSYS[J].Journal of Central South University,2010,41(6):2207.(袁望姣,吴运新.基于ANSYS的铝合金厚板淬火过程热力耦合数值分析[J].中南大学学报(自然科学版),2010,41(6):2207.)
[11] Zhang X M,Deng Y L,Liu Y,Tang J G,Zhou Z P.Micro-structures and boundary distributions in Al polycrystals rolled atdifferent temperatures[J].Acta Metallurgica Sinica,2005,41(9):947.(张新明,邓运来,刘瑛,唐建国,周卓平.不同温度轧制多晶铝的微观组织与晶界分布[J].金属学报,2005,41(9):947.)
[12] Deng Y L,Wan L,Zhang Y,Zhang X M.Evolution of micro-structures and textures of 7050 Al alloy hot-rolled plate duringstaged solution heat-treatments[J].Journal of Alloys and Com-pounds,2010,498(1):88.
[13] Chen Y,Zhao G,Liu C M,Zuo L.Recrystallization texture incool rolled sheet of Al alloy 6111 after solution treatment[J].The Chinese Journal of Nonferrous Metals,2006,16(2):333.(陈扬,赵刚,刘春明,左良.冷轧6111铝合金板材固溶处理后的再结晶织构[J].中国有色金属学报,2006,16(2):333.)
[14] Humphreys F J.The nucleation of recrystallization at secondphase particles in deformed aluminium[J].Acta Metallurgica,1977,25(11):1323.
[15] Jiang F,Huang H F,Zhao J,Wei L L.Texture evolution ofAI-Mg and AI-Mg-Sc alloy sheets after annealing at different tem-peratures[J].Chinese Journal of Nonferrous Metals,2010,20(12):2283.(姜峰,黄宏峰,赵娟,韦莉莉.不同温度退火处理后Al-Mg与Al-Mg-Sc合金板材的织构演变[J].中国有色金属学报,2010,20(12):2283.)