文章编号:1004-0609(2009)11-1917-06
横轧3105铝合金织构演变的定量分析
孔祥宇,李 敬,于翠翠,苑 辉,刘文昌
(燕山大学 材料科学与工程学院 亚稳材料制备技术与科学国家重点实验室,秦皇岛 066004)
摘 要:采用X射线衍射仪研究3105铝合金在横轧过程中织构的演变。结果表明:3105铝合金热轧板材具有强的β纤维轧制织构,在横轧过程中B?{110}á111?、S?{123}<17229>和C?{112}á110?取向是不稳定的,它们将逐渐向新的坐标系中β纤维的位置旋转;随横轧压下量增大,C?和S?取向强度快速降低,B?取向强度先增加后降低,而β纤维轧制织构的强度逐渐增加;β纤维和剩余组分织构体积分数的变化与轧制真应变的关系遵循Avrami方程,强的初始B?、S?和C?织构显著地提高了β纤维织构的形成速率。
关键词:铝合金;横轧;织构
中图分类号:TG 146.2 文献标识码:A
Quantitative analysis of texture evolution in cross-rolled 3105 aluminum alloy
KONG Xiang-yu, LI Jing, YU Cui-cui, YUAN Hui, LIU Wen-chang
(State Key Laboratory of Metastable Materials Science and Technology, College of Materials Science and Engineering,
Yanshan University, Qinhuangdao 066004, China)
Abstract: The hot band of continuous cast 3105 aluminum alloy was cold rolled to different reductions along the original transverse direction. The texture evolution during cross-rolling was investigated by X-ray diffractometry. The results show that the hot band of 3105 aluminum alloy possesses a strong b fiber rolling texture. After 90? rotation about the normal direction, the typical B, S and C orientations on the b fiber transform into the B?{110}á111?, S?{123}á17229? and C?{112}á110? orientations. These orientations are unstable and gradually rotate to the b fiber in the new sample reference frame. As the rolling reduction increases, the intensities of the C? and S? orientations decrease, while the intensity of the B? orientation first increases and then decreases. At the same time, the strength of the b fiber rolling texture increases with increasing rolling reduction. The variation in the volume fractions of the b fiber and remainder components with rolling true strain follows the Avrami equation. The strong initial B?, S? and C? textures significantly increase the formation rate of the b fiber rolling texture.
Key words: aluminum alloy; cross-rolling; texture
铝合金生产过程中形成的晶体织构强烈地影响板材力学性能的各向异性,为了改进板材的成形性,人们对铝合金轧制织构的演变进行了广泛的研究。在轧制过程中,所有的初始取向逐渐旋转到稳定的β纤 维[1-3],合金成分、初始微结构和织构影响轧制织构的演变[4-7]。
横向轧制可以减轻板材组织和力学性能的各向异性,提高板材横向塑性和冲击韧性[8]。横轧可分为“真横轧”和“假横轧”,所谓“真横轧”即是板材每经过一道次的轧制后旋转90?再进行下一道次的轧制,而“假横轧”则是在一些道次按原方向轧制后,旋转90?再继续进行轧制。研究发现,在真横轧铝和铜合金中形成了非常强的{011}á322?取向织构[9-11],而假横轧导致相对弱的变形织构,该织构位于β纤维和{011}á322?取向织构之间[11]。胡卓超等[12]研究了横轧3104铝合金变形织构,发现横轧后板材中{102}、{101}丝织构增加较多,且出现新的{110}áuvw?取向织构。3105铝合金热轧板材具有强的β纤维轧制织构。本文作者将3105铝合金热轧板材沿横向冷轧到不同压下量,采用X射线衍射仪定量地研究3105铝合金在横轧过程中织构的演变。
1 实验
实验所用材料为采用板带连续铸轧技术生产的3105铝合金热轧板材,板材厚度为2.0 mm,其化学成分如表1所列。3105铝合金热轧板材具有典型的变形结构和强的β纤维轧制织构[13]。为了定量地研究具有β纤维轧制织构的板材在横轧过程中织构的演变,将3105铝合金热轧板材沿横向冷轧到不同压下量(0~90%)。
表1 3105铝合金的化学成分
Table 1 Chemical composition of 3105 aluminum alloy (mass fraction, %)

采用X射线衍射仪测量冷轧板1/4厚度层(111)、(200)和(220)极图,利用级数展开法计算取向分布函数(ODF),用一种新的方法来计算织构的体积分数[14-15]。在这个方法中,面心立方金属的Euler空间被划分成6个取向区域,即cube,rotated cube (r-cube),Goss,rotated Goss (r-Goss),brass 和 copper取向区[16]。cube,r-cube,Goss和r-Goss织构组分的体积分数通过积分Euler空间中cube,r-cube,Goss和 r-Goss取向区的取向函数来计算。β纤维轧制织构是从B{110}á112?取向通过S{123}á634?取向延伸到C{112}á111?取向[1-3],存在brass和copper取向区,但并没有占据整个区域。通过对β组分中心线15.5?内取向函数的积分,可以准确地提出β组分的体积分数,在剩余brass和copper取向区的取向被称为剩余取向。
2 结果与分析
2.1 3105铝合金在横轧过程中织构的演变
图1和2所示分别为3105铝合金横轧到不同变形量时板材的(111)极图和ODF图。由图1和2可以看出,3105铝合金热轧板材具有强的β纤维轧制织构,在绕法向(ND)旋转90?后,B、S和C取向被转变为B?{110}á111?、S?{123}á17229?和C?{112}á110?取向,这些取向在横向轧制过程中是不稳定的,在冷轧过程中逐渐向新的坐标系中β纤维的位置移动。图3所示为B?、S?和C?取向强度随轧制压下量的变化。由图3可以看出,随着轧制压下量的增大,C?和S?取向强度快速降低,B?取向强度先增加而后降低,C?、S?和B?取向强度随轧制压下量的变化也反映了这3个晶体取向的点阵旋转路径。在横轧过程中,C?取向沿着图2(a)中纤维的路径通过S?取向移动到B?取向,同时B?取向又沿着j=45?的直线移动到B取向,当轧制压下量达到46.2%时,C?、S?和B?取向已经全部移动到{110}á556?取向(见图1(c)),随着轧制压下量的继续增加,又从{110}á556?取向向B和S取向之间的β纤维位置移动,导致β纤维轧制织构的强度随轧制压下量增大而增加。图4所示为3105铝合金在轧制过程中沿β纤维 中心线取向强度的变化。由图4可以看出,B和S取向的强度随压下量增加的幅度明显高于C取向。

图1 不同横轧压下量板材的(111)极图
Fig.1 (111) pole figures of 3105 aluminum alloy cross-rolled to reductions of 0(a), 20.5%(b), 46.2%(c), 59.5%(d), 70.9%(e) and 90.1%(f)

图2 3105铝合金横轧到不同变形量时的ODF图
Fig.2 ODFs of 3105 aluminum alloy cross-rolled to reductions of 0(a), 13.9%(b), 20.5%(c), 33.2%(d), 59.5%(e) and 90.1%(f)

图3 B?、S? 和C? 取向强度与轧制压下量的关系
Fig.3 Relationship between intensities of B?, S? and C? orientations and rolling reduction
2.2 横轧过程中织构演变的定量分析
表2所列为不同轧制量下织构的体积分数。图5所示为织构体积分数与轧制真应变的关系。可以看出,随轧制压下量的增加,r-Goss和剩余组分体积分数减少,β纤维组分体积分数增加,Goss组分体积分数先随压下量的增加而增加,而后又稍微降低。在这个初始样品中,cube和r-cube组分体积分数非常低,在轧制过程中其变化也很小。
在冷轧过程中,织构的演变可以用织构的体积分数随轧制真应变的变化来描述,织构体积分数的变化可定义为

图4 3105铝合金在横轧过程中沿β纤维中心线取向强度的变化
Fig.4 Intensities of ODF f(g) at center position of b fiber as function of particular angle j2 for 3105 aluminum alloy cross-rolled to different reductions

对于剩余组分,Mi∞值为0;而对于β组,Mi∞值为1。LIU和MORRIS[14-15]研究了5000系列铝合金轧制织构的演变,发现材料织构体积分数的变化与轧制真应变的关系可以用下列经验
表2 3105铝合金横轧到不同压下量时织构的体积分数
Table 2 Texture volume fractions in 3105 hot band cold rolled to different reductions along TD

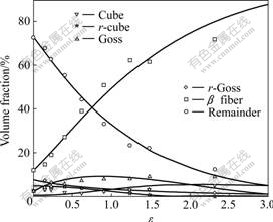
图5 3105铝合金织构体积分数与轧制真应变的关系
Fig.5 Plots of texture volume fraction as function of rolling true strain for 3105 aluminum alloy (Points with different symbols are measured values, and solid lines are calculated by Eq.(2))
方程式来描述:

对于β纤维组分和剩余组分,fi的值和真应变数据可用ln[-ln(1-fi)]―lnε曲线给出,结果如图6所示。对实验数据进行线性回归分析,所获得的ki和ni的数值如表3所列。ki值反映了每一个织构组分的形成和消失速率。从图6可见,方程(2)很好地描述了3105铝合金在横轧过程中织构的演变,由初始织构以及采用方程(2)模拟获得的ki和ni的数值就可以预测3105铝合金在横轧过程中织构的演变。
冷轧前材料的初始织构强烈地影响铝合金在轧制过程中织构的演变,LIU等[6]研究了初始cube和

图6 ln[-ln(1-fi)]与ln ε的关系
Fig.6 ln[-ln(1-fi)] vs ln ε for 3105 aluminum alloy
表3 方程(2)中k和ni的数值
Table 3 Values of ki and ni in Eq.(2) for CC 3105 hot band

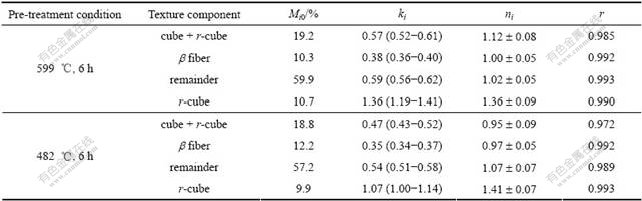
r-cube织构对轧制织构演变的作用,发现当初始织构由r-cube织构转变为cube织构时,β纤维织构的形成速率降低。在目前工作中,β纤维在环绕ND旋转90?后位于剩余取向区,因此,导致非常高的剩余组分的体积分数,并且cube和r-cube组分的体积分数非常低。本文作者已经研究了该合金经不同再结晶退火后在轧制过程中织构的演变[13],其初始织构组分的体积分数和采用数值模拟所获得的ki和ni的数值如表4所列。比较ki的数值发现,强的初始C?、S?和B?织构显著地提高了β纤维织构的形成速率。
表4 3105 铝合金不同预处理条件下方程(2)中的ki和ni值[13]
Table 4 Values of ki and ni in Eq.(2) for 3105 aluminum alloy with different preheat treatments[13]
3 结 论
1) 3105铝合金热轧板材具有强的β纤维轧制织构,在环绕ND旋转90?后,β纤维上典型的B、S和C取向转变为B?{110}á111?、S?{123}á17229?和C?{112}á110?取向,这些取向在横向轧制过程中不稳定,在冷轧过程中逐渐向新的坐标系中β纤维的位置移动。
2) 随着横轧压下量的增大,C?和S?取向强度快速降低,B?取向强度先增加后降低,而β纤维轧制织构的强度逐渐增加。
3) β纤维和剩余组分织构体积分数的变化与轧制真应变的关系遵循Avrami方程,强的初始C?、S?和B?织构显著地提高了β纤维织构的形成速率。
REFERENCES
[1] HIRSCH J, L?CKE K. Mechanism of deformation and development of rolling textures in polycrystalline f.c.c. metals―Ⅰ. Description of rolling texture development in homogeneous CuZn alloys[J]. Acta Metall Mater, 1988, 36(11): 2863-2882.
[2] ENGLER O, HIRSCH J, L?CKE K. Texture development in Al 1.8wt% Cu depending on the precipitation state―Ⅰ. Rolling textures[J]. Acta Metall Mater, 1989, 37(10): 2743-2753.
[3] HOLLINSHEAD P A, SHEPPARD T. Development of rolling textures in aluminum alloy 3004 subjected to varying hot-rolling deformation[J]. Metall Trans A, 1989, 20(8): 1495-1507.
[4] HIRSCH J, NES E, L?CKE K. Rolling and recrystallization textures in directionally solidified aluminium[J]. Acta Metall Mater, 1987, 35(2): 427-438.
[5] OSCARSSON A, HUTCHINSON W B, EKSTROM H E. Influence of initial microstructure on texture and earing in aluminium sheet after cold rolling and annealing[J]. Mater Sci Technol, 1991, 7(1): 554-564.
[6] LIU W C, ZHAI T, MAN C-S, RADHAKRISHNAN B, MORRIS J G. Effect of initial texture on texture evolution in cold-rolled AA 5182 aluminium alloy[J]. Philos Mag, 2004, 84(31): 3305-3321.
[7] ENGLER O, CRUMBACH M, LI S. Alloy-dependent rolling texture simulation of aluminium alloys with a grain-interaction model[J]. Acta Mater, 2005, 53(8): 2241-2257.
[8] CHINO Y, SASSA K, KAMIYA A, MABUCHI M. Microstructure and press formability of a cross-rolled magnesium alloy sheet[J]. Materials Letters, 2007, 61(7): 1504-1506.
[9] MERLINI A, BECK, P A. Study of the origin of the cube texture[J]. Acta Metall, 1953, 1(5): 598-606.
[10] OZTURK T. Deformation and recrystallization textures in cross-rolled sheets of copper and α-brass[J]. Scripta Metall, 1988, 22(10): 1611-1616.
[11] B?CKER A, KLEIN H, BUNGE H J. Development of cross-rolling textures in AlMn1[J]. Textures Microstruct, 1990, 12(1/3): 155-174.
[12] 胡卓超, 左 良, 王 福. 横轧3104铝合金变形织构的研究[J]. 轻合金加工技术, 2002, 30(11): 23-25.
HU Zhuo-chao, ZUO Liang, WANG Fu. Effects of transverse direction rolling on the deforming texture of 3104 aluminium alloys[J]. Light Alloy Fabrication Technology, 2002, 30(11): 23-25.
[13] LIU W C, LI Z, MAN C S. Effect of heating rate on the microstructure and texture of continuous cast AA 3105 aluminum alloy[J]. Mater Sci Eng A, 2008, 478(1/2): 173-180.
[14] LIU W C, MORRIS J G. Comparison of the texture evolution in cold rolled DC and SC AA 5182 aluminum alloys[J]. Mater Sci Eng A, 2003, 339(1/2): 183-193.
[15] LIU W C, MORRIS J G. Quantitative analysis of texture evolution in cold-rolled, continuous-cast AA 5×××-series aluminum alloys[J]. Metall Trans A, 2004, 35(1): 265-277.
[16] LIU W C, JUUL JENSEN D, MORRIS J G. Effect of grain orientation on microstructures during hot deformation of AA 3104 aluminium alloy by plane strain compression[J]. Acta Metall Mater, 2001, 49(16): 3347-3367.
基金项目:国家自然科学基金资助项目(50874097)
收稿日期:2008-12-04;修订日期:2009-03-03
通信作者:刘文昌,教授,博士;电话:0335-8074631;传真:0335-8074545;E-mail: wcliu@ysu.edu.cn
(编辑 李向群)

