DOI��10.19476/j.ysxb.1004.0609.2017.07.10
���¼�������WC-10Co4CrͿ���۽ṹ�����ܵ�Ӱ��
������1, 2���� ��1, 2����С��1, 2���� ��3, 4��ë��չ2, 3��������2, 3
(1. ˮ������Ʒ�������о��������� 310012��
2. �㽭ʡˮ��ˮ��װ�����湤�̼����о��ص�ʵ���ң����� 310012��
3. ˮ����е���������켼���㽭ʡ����ʵ���ң����� 310012��
4. ˮ�������ݻ�е����о��������� 310012)
ժ Ҫ������X����������(XRD)��ɨ��羵(SEM)����Ӳ�ȼơ�Ħ��ĥ�����������ʴ��������ֶ��о����¼������Գ�������ͿWC-10Co4CrͿ�������֯����Ӳ�ȡ����ǿ�ȡ���ĥ���ܡ��ͳ�ʴ���ܵȵ�Ӱ�졣����������ڿ����о�600���ȴ�����Ϳ�㷢�������Եĸ���������Ϳ����WC��Co��Cr��ĺ������ͣ�ת��ΪCoWO4��Cr2O5��C6WO6���������࣬��϶���������ߣ����ǿ���������ͣ���ȻͿ�����Ӳ��ֵ������ߣ�����ĥ���ͳ�ʴ���ܶ����Խ��ͣ�ͨ��Ar������Ϳ��ֻ�ܵ�600��ĸ������ã�Ϳ��������δ�������Ըı䣬��Ӳ���нϴ���ȵ���ߣ��ҷֲ����Ӿ��ȣ���Ħ��ĥ������ɳ��ʴ���ܾ���ô����ߡ�
�ؼ��ʣ�WC-10Cr4CrͿ�㣻���£��������۽ṹ������
���±�ţ�1004-0609(2017)-07-1395-08���� ��ͼ����ţ�TG174.442���� ���ױ�־�룺A
����������ͿWC-10Co4CrͿ������м��ߵ�Ӳ�ȡ����õ������ԡ���ĥ�ԡ���ʴ�Ժ�����ɳ��ʴ�ԣ����㷺Ӧ�����ִ���ҵ���������纽�պ��졢ұ�𡢻�е��������������ˮ���ȣ����������õķ������ã�����ӳ���е��Ʒ��ʹ������[1-5]��Ŀǰ����������ͿWC-10Co4CrͿ����о���Ҫ������Ϳ����Ʊ����������ܱ������棬����Ⱥ��[6]�о��˳����ٻ�����ͿWC-CoͿ���ĥ��ĥ����Ϊ�������ֵ�[7]�о��˳����ٻ�����ͿWC-10Co-4CrͿ����ͻ���ĥ����Ϊ��ָ������Һ��ú��ȼ��HVOF�Ʊ���WCͿ���������Ŀ�����ĥ�����ܣ��Ź⻪��[8]�о���DJ-2700��JP-5000�Ʊ���WC-10Co4Cr�Ŀ�ɰ����ʴ��Ϊ������JP-5000�Ʊ���Ϳ���Ӳ�ȸ���DJ-2700�Ʊ���Ϳ��ģ���������Ҳ�ϵ͡�
ͨ������£�WC-10Co4CrͿ�㱻ֱ�����ڸ���Ļ�е�㲿�����棬��ɻ�����ܡ���ֽ�������ջ������˵ȣ����Ա��ֲ����ӳ����õ�����[9]��Ȼ����ʵ�ʵ�Ӧ�ù����������е�㲿��������һЩ����ӹ�����Ҫ���Ϳ������������µĿ��飬��ˮ�ֻ�ҶƬ���㲿���������������Ҫ���к��Ӽ�ȥӦ���˻�(�˻��¶�һ��Ϊ600 ������)�ȣ�����Щ����������Ϳ������ܿ��ܻᳯ�������ķ���ı�Ҳ�����ǽ�Ȼ�෴���������ˣ��о������ȴ����ȹ��ն�Ϳ�����ܵ�Ӱ���������ͿWCͿ����ˮ�ֻ�ҶƬ�Ȼ�е�㲿���ϵ�Ӧ�þ�����Ҫ���塣
���������ص��о�����600 ����¼��������ۺ������Լ�600 �洿�������ö�Ϳ���۽ṹ����Ӳ�ȡ���Ħ��ĥ�����ܼ�����ɳ��ʴ���ܵ�Ӱ�죬����Ϊ����������ͿWCͿ����ˮ�ֻ�ҶƬ�ȸ��ӹ����ϵ�Ӧ���ṩһ����˼·��
1 ʵ��
��������0Cr13Ni4Mo������Ƴ�100 mm��80 mm��5 mm�����α�Ƭ����Ҫ��ѧ�ɷ�(����������%)����0.07 C����1.00 Mn����1.00 Si����0.03 S����0.035 P��11.50~13.50 Cr��3.50~5.00 Ni��0.40~1.00 Mo��Fe������
���澭�����͡�ȥ����ˮƯϴ����������ϴ�����������ɰ������ɰ�Ӳ�������Ϊ600~710 ��m�İ���ɰ����ĩ����WC-10Co-4Cr�����մɷ�(����Ϊ15~45 ��m)����Ϳ�豸����STR-50�����ٻ�����Ϳϵͳ����ϵͳ�Ժ���ú����Ϊȼ�ϣ�������Ϊ��ȼ����������Ϊ���������ղ���Ϊ��ú������22 L/h����������52 m3/h���ͷ���60 g/min����Ϳ����360 mm��Ϳ����Ϊ200~220 ��m��
��Ϳ��������SX JK-4-13�ͳ��������ʽ����¯��SXZ16-12-13YZ����������ս�¯(��������Ϊ���������ǰ�ſ�¯�ڿ���)�н����ȴ������ȴ�������Ϊ600 �汣��3 h��
����SUPRA55�ͳ�����ɨ���������(SEM)����Ϳ�������ò������XPer Powder��X����������(XRD)�ⶨ��ĩ��Ϳ�����ṹ������KMM-500�ͽ�������Dz���Ϳ�����Ŀ�϶�ʣ�����5���ӳ�ȡƽ��ֵ��
����WDW-50kN�������Ƶ���������������������Ľ��ǿ�ȣ����Լо��������չ��� GB/T8642��2002����������FM1000��Ĥ������ճ�Ტ�̻�����������Ϊ0.5 mm/min���Ʊ������������в���ȡƽ��ֵ��
����HXD-1000TMC����Ӳ�ȼƲ�����������Ӳ�ȣ���ֵ�غ�Ϊ0.3 N������ʱ��15 s��ÿ����������15���㣬ȥ����ֵ��ȡƽ��ֵ������HT-1000����-��Ħ��ĥ����������������ڸ�Ħ���µ�ĥ�����ܣ�����d 4 mm �������մ�����ж�ĥ������ʱ��Ϊ180 min���غ�Ϊ1000 g��Ħ��Բ�뾶Ϊ6 mm��ת��1120 r/min��������LE225D��ʮ���֮һ������ƽ����������ʧ������
����LTM-200�ͳ�ʴ�����ģ����ɳ��ʴ��ɰ���ܶ�Ϊ40%������ɰ�ӵ�ҶƬת��Ϊ1200 r/min��������LE225D��ʮ���֮һ������ƽ����������ʧ������

ͼ1 Ϳ���SEM��
Fig. 1 SEM images of coatings
2 ��������
2.1 Ϳ������ò����϶�ʼ����ǿ��
ͼ1��ʾΪͿ�������SEM����ͼ1�п��Կ�����δ�����ȴ�����Ϳ��������ܵĽṹ��WCӲ�ʺϽ���ʽϴ�Ŀ���״�ֲ���Co���У�����600 ��ĸ������ú�WC�������Ӿ��ȵķֲ���Co����(��ͼ1(d)��(f))�������ڸ��¼������Ĺ�ͬ�����£�Ϳ��Ŀ�϶����������ͬʱ���ֿ�϶��������ɢ�����ٽ��Ŀ�϶������һ���γ�����(��ͼ1(d)��ʾ)����ֻ�ܵ���������ʱ��Ϳ���Ա��ֽϺõ�������(��ͼ1(f))[10-12]��
Ϳ�������Ľ��ǿ�Ȳ��Խ����ͼ2��ʾ����ͼ2�п��Կ�����δ�����ȴ���ʱͿ��Ľ��ǿ��Ϊ75 MPa�����������е�600 ���ȴ�����Ϳ��Ľ��ǿ���½���65 MPa������Ar�����µ�600 ���ȴ�����Ϳ��Ľ��ǿ��Ҳ�����½�(Ϊ70 MPa)����������Ϳ���������ϵ��������нϴ�IJ�𣬾����ȴ�����������Ӧ����ͬ��Ϳ��ԭ����ѹӦ��������Ӧ��ת�䣬Ӱ��Ϳ��Ľ��ǿ�ȣ�ͬʱ���������ᵼ��Ϳ��Ĵ�����ߣ���һ��Ӱ��Ϳ��Ľ��ǿ��[13-14]��
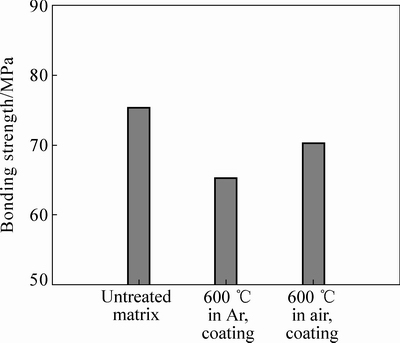
ͼ2 Ϳ�������Ľ��ǿ��
Fig. 2 Bonding strength of coatings and matrix
2.2 Ϳ������֯�ṹ����
ͼ3��ʾΪͿ���XRD�ס���ͼ3�ɿ������ڳ�����������о���600 ���ȴ�����Ϳ�������֯�ṹ���������Եĸı䣬WC��Co��Cr��������ת��ΪCoWO4��CrWO4��Cr2O5��C2CoO4��WO3��C6WO6������֯��ͨ���������Kֵ����֪�����ǿ�������ຬ���Ĺ�ϵΪ
 (1)
(1)
ʽ�У�wXΪX�������������IXΪX��������ǿ�ȣ�wSΪ���α��������������ISΪ�α���������ǿ�ȣ�KXΪX���Kֵ������
Ϳ���и�����ĺ�������������ǿ�ȳ����ȣ�����Kֵ�ɷ��ȣ�
 (2)
(2)
����Jade�е�PDF��Ƭ���Եõ�WC��KֵΪ14.94��CoWO4��KֵΪ5.6��������XRD���Խ��(��ͼ3(a)��ʾ)��֪WC�������ǿ��Ϊ717��CoWO4�������ǿ��Ϊ3013��ͨ��ʽ(2)���Լ����Ϳ����CoWO4����WC�ຬ����������Ϊ11.2:1��˵����������������Ϳ����WC��������½�������Ҫ�ɷ�ת��ΪCoWO4�����������Ar�����£�Ϳ�㾭�������ȴ���������֯�ṹδ�������Ըı䡣��˵�����¶�Ϳ�������֯�ṹ����������Ӱ�죬������ʹ��Ϳ�������֯�ṹ�������Ըı䡣Ϳ����WC��Co��Cr�������γ�������ᵼ��Ϳ��Ĵ������Ӱ��Ϳ������[15-20]��

ͼ3 Ϳ���XRD��
Fig. 3 XRD patterns of coatings
2.3 Ϳ����Ӳ�ȷ���
������Ӳ�Ȳ��Է��֣��ھ���600 ������ȴ�����Ϳ���ƽ����Ӳ��ֵ����һ������ߣ�����Ar������Ϳ���ø��ߵ���Ӳ��ֵ����ͼ4��ʾ����ͼ4�л����Կ��������������еĸ����ȴ�����Ϳ��ֲ�����Ӳ��ֵ�������Ե���ߣ��ﵽ1510HV0.2����Ӳ�ȷֲ��Բ����ȣ�ƽ����Ӳ��Ϊ1368HV0.2��δ�ȴ���Ϳ����Ӳ��(1319HV0.2)�൱��������Ar�����µĸ����ȴ�����Ϳ�����Ӳ�ȷֲ���þ��ȣ�����������������ߣ�ƽ����Ӳ��Ϊ1508HV0.2��
˵��Ϳ���ڿ��������ȴ������������ɵ�CoWO4��Cr2O5��C6WO6��������������Ϳ��ľֲ�Ӳ�ȣ�����Щ��������Խϸߣ�����Ϳ��Ŀ�϶�ʱ��ʹ����Ӳ�Ȳ���ʱѹͷѹ��Ϳ�����ɾֲ�����(��ͼ5(a)��ʾ)���õ��ϵ͵���Ӳ��ֵ��������Ar�����µ��ȴ�����Ϳ����WC�����ֲ��ĸ��Ӿ��ȣ����Ϳ�����Ӳ�Ȳ���ʱѹͷ����������WCӲ������(��ͼ5(b))������WC��������Ӳ�ȸߴ�1620HV0.2��ʹ��Ϳ���ýϸߵ�ƽ����Ӳ��[21]��

ͼ4 Ϳ����Ӳ��ֵ���Էֲ�
Fig. 4 Micro-hardness distribution of coatings and matrix

ͼ5 Ϳ�����Ӳ�Ȳ���ͼ
Fig. 5 Micro-hardness test graphs of coatings
2.4 Ϳ����ĥ�����ܲ��Է���
ͼ6��ʾΪͿ����180 minĦ��ĥ��������ĥ��������ʧ����ͼ6�п��Կ���������������600 ���ȴ�����Ϳ���ĥ������δ�ȴ���ʱ�������ߣ�������Ar������600 ���ȴ�����Ϳ���ĥ������δ�ȴ���ʱ������͡���˵��600 ��������Ϳ��ľֲ���Ӳ������һ������ߣ�������������Ϳ�����ĥ�����ܴ����˲�����Ӱ�죬Ϳ�����²�������������֯���нϸߵĴ��ԣ������ĥ��Ħ��ʱ�������鲢�������ơ�ͼ7��ʾΪͿ���Ħ���������ߡ���ͼ7���Կ�����Ħ��ĥ�������Ϳ��������ﲻ���������ĥ����ĥ��ĥ��Ħ�������Ϊ�ֲڣ�Ħ�������ϸߣ��Ҳ����ϴ�δ�����ȴ�����Ϳ�������ĥ����Ħ��ʱ����������Ϳ������Ϊ�ֲڣ���Ҫ����ĥ��ĥ��ĥ�����ϴ�Ħ�������ϸ�[22]������һ��ʱ���Ħ����Ϳ�������IJ��ֱ�ĥƽ��Ħ��������ͬһƽ�沢��ù⻬��Ħ���������ͣ���ʱ��Ҫ����ĥ���õ���WCӲ�ʿ�����������Ħ���Ĺ�����WCӲ�ʿ����ᱻĦ�������γɰ���(��ͼ8(a))��������Ϳ�����ĥ���ܣ�����Ϳ���ƽ����Ӳ���ھ���Ar�������ȴ�����������������ߣ���ʹͿ�����ĥ����������Ӧ����ߣ���������Ϳ����WC�������Ӿ��ȵطֲ���Co��Cr���У�ʹ��WC������Ħ��ĥ������л������������䣬�γ�ƽ���⻬��Ħ������(��ͼ8(b))�����������Ϳ�����ĥ���ܡ�

ͼ6 Ϳ��Ħ��ĥ�������ĥ��������ʧ
Fig. 6 Wear mass loss of coatings and matrix

ͼ7 Ϳ���Ħ����������
Fig. 7 Friction coefficient curves of coatings and matrix

ͼ8 Ϳ��Ħ��ĥ����ò
Fig. 8 Worn morphologies of coatings and matrix
2.5 Ϳ������ɳ��ʴ���ܲ��Է���
����12 h��ɳ��ʴ��Ϳ���������ʧ��ͼ9��ʾ����ͼ9�п��Կ���������������600 ���ȴ���Ϳ��ij�ʴ������ʧ���Ը���δ�ȴ���Ϳ���(������86%)��������Ar����600 ���ȴ���Ϳ��ij�ʴ������ʧ��δ�ȴ���Ϳ���������͡���˵������������ȻʹͿ�����Ӳ��������ߣ����ɴ˴�����Ϳ����Ե������Լ����������������ʹ��Ϳ����ͳ�ʴ���ܴ�����ͣ�����ΪͿ�������Խϸߵ����������ܵ���ɳ���ʱ���������������γɽϴ�İ��ӣ��Լ����������γɵĴ��϶������Ҳ���ױ�����ƻ��γɴ�İ���(��ͼ10(a))����Ar�����£�Ϳ����ܵ��������ö�δ����������ʹ��Ϳ�����Ӳ�ȴ����ߣ�����WC����Co��Cr����ӽ��ܵĽ����һ��ʹͿ����ͳ�ʴ���ܻ��һ�����ȵ���ߣ�����ɳ��ʴ���İ���Ҳ��С�����Ҿ�����ɳ��ˢ��Ϳ������ù⻬(��ͼ10(b))��Ϳ����ͳ�ʴ���ܵõ���һ��ǿ����

ͼ9 Ϳ��ij�ʴ������ʧ
Fig. 9 Errosion wear mass loss of coatings and matrix

ͼ10 Ϳ��ij�ʴ��ò
Fig. 10 Errosion morphologies of coatings
3 ����
1) WC-10Co4CrͿ���ڿ����н���600 ���ȴ���������������Ϳ����WC��Co��Cr��ĺ������ͣ�ת��ΪCoWO4��Cr2O5��C6WO6���������࣬Ϳ���϶���������߲��������ƣ�Ϳ��Ľ��ǿ���������͡�
2) ͨ��Ar������Ϳ�����ȴ���������ֻ�ܵ����µ����ã�Ϳ��δ���������������Ա������õĽ��ǿ�ȡ�
3) �ڸ��¼�������˫�������£�Ϳ��ֲ�����Ӳ��������ߣ���ƽ����Ӳ��δ���Ըı䣬����Ϳ�����ĥ�����ܼ�����ɳ��ʴ���ܴ���½���
4) �ڵ�һ�ĸ��������£�Ϳ���е�WC����Ӿ��ȵطֲ���Co��Cr���У�Ϳ������ø��Ӿ��ȵ���Ӳ�ȷֲ�����Ӳ��ֵ������ߣ�����Ϳ�����ĥ�����ܼ�����ɳ��ʴ���ܴ����ߡ�
REFERENCES
[1] ������, �� ��, ��־��. �����ٵ�������HVOF��ͿWC-CoͿ��ij�ʴĥ�������о�[J]. ���Ϲ���, 2005(4): 50-54.
WANG Hai-jun, CAI Jiang, HAN Zhi-hai. Study on erosion wear of WC-Co coatings prepared by supersonic plasma spray and HVOF spray[J]. Journal of Materials Engineering, 2005(4): 50-54.
[2] ������, ��С��, �� ��, ������, �����, �� ��, ë��չ. HVOF��ͿWC-12CoͿ�����ܼ�ĥʴ����[J]. ��ʴ�����, 2014, 35(10): 994-996.
ZHOU Xia-liang, CHEN Xiao-ming, ZHAO Jian, WANG Li-rong, CHEN Wen-tao, FU Li, MAO Peng-zhan. Properties and abrasion mechanism of WC-12Co coating prepared by HVOF[J]. Corrosion & Protection, 2014, 35(10): 994-996.
[3] ����ѩ, �� ��, �� ��. ��ը��ͿWC-12��CoͿ��Ļ���ĥ������[J]. �й���ɫ����ѧ��, 2015, 15(11): 1687-1691.
WANG Rui-xue, LIU Yang, LI Shu. Sliding wear resistance of detonation-gun sprayed WC-12%Co coatings[J]. The Chinese Journal of Nonferrous Metals, 2015, 15(11): 1687-1691.
[4] ������, �� ��, ��С��, �� ��, ë��չ, �� ��. ��������Ϳ����WC����Ϳ�����Ƹ������֯������[J]. �����ȴ���ѧ��ѧ��, 2015, 36(S1): 171-176.
WU Yan-ming, ZHAO Jian, CHEN Xiao-ming, YANG Xiao, MAO Peng-zhan, ZHAO Peng. Microstructure and properties of high velocity sprayed nano WC composite coatings and chromium platings[J]. Transactions of Materials and Heat Treatment, 2015, 36(S1): 171-176.
[5] �鳬Ⱥ, �ܿ���, �� ��, �˳���, �˴���. �ȴ�����NiCrWB-WC����Ϳ����֯�����ܵ�Ӱ��[J]. �����ȴ���, 2007, 32(7): 47-50.
WU Chao-qun, ZHOU Ke-song, LIU Min, DENG Chang-guang, DENG Chun-ming. Effects of heat treatment on microstructure and properties of NiCrWB-WC composite coating[J]. Heat Treatment of Metals, 2007, 32(7): 47-50.
[6] �� Ⱥ, ������, �Ʋ��Z, �ܺ���. �����ٻ�����ͿWC-10Co4CrͿ����ͻ���ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(7): 1920-1927.
WANG Qun, QU Bang-rong, TANG Zhao-xi, XIONG Hao-qi. Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1920-1927.
[7] ������, �����, ����ϲ, ������, �� ��. �����ٻ�����ͿWC-10Co4CrͿ����ͻ���ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(5): 1371-1376.
LI Song-lin, XIANG Jing-tao, ZHOU Wu-xi, LI Yu-xi, CHEN Wen. Sliding wear behavior of high-velocity oxy-fuel sprayed WC-0C04Cr coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1371-1376.
[8] �Ź⻪, �� ��, �� ��, ������. HVOF��ͿWC-10Co-4CrͿ���ɰ����ʴ��Ϊ[J]. �й����湤��, 2007, 20(4): 16-28.
ZHANG Guang-hua, LI Shu, LIU Yan, WANG Hua-ren. Slurry erosion behavior of HVOF sprayed WC-10Co-4Cr coatings[J]. China Surface Engineering, 2007, 20(4): 16-28.
[9] �� ��, ��С��, ������, ������, �� ��, ���캣. ���ջ������˱��泬���ٻ�����ͿWC-10Co-4CrͿ�������[J]. �й����湤��, 2014, 27(3): 71-75.
ZHAO Jian, CHEN Xiao-ming, WU Yan-ming, WANG Li-rong, FU Li, MA Hong-hai. Properties of WC-10Co-4Cr coatings sprayed by HVOF on hoist piston rod surface[J]. China Surface Engineering, 2014, 27(3): 71-75.
[10] DING Z X, CHEN W, WANG Q. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[11] WANG Q, CHEN Z Z, LI L X, YANG G B. The parameters optimization and abrasion wear mechanism of liquid fuel HVOF sprayed bimodal WC-12Co coating[J]. Surface and Coatings Technology, 2012, 206(8/9): 2233-2241.
[12] KARIMI A, VERDON C, BARBEZAT G. Microstructure and hydroabrasive wear behaviour of high velocity oxy-fuel thermally sprayed WC-Co(Cr)coatings[J]. Surface & Coatings Echnology, 1993, 57(1): 81-89.
[13] ZHAO X Q, ZHOU H D, CHEN J M. Comparative study of the friction and wear behavior of plasma sprayed conventional and nanostructured WC-12%Co coatings on stainless steel[J]. Materials Science and Engineering A, 2006, 431(1/2): 290-297.
[14] CHEN H, GOU G, TU M, LIU Y. Research on the friction and wear behavior at elevated temperature of plasma-sprayed nanostructured WC-Co coatings[J]. Journal of Materials Engineering and Performance, 2010, 19(1): 1-6.
[15] ������. X�������䷽����Ӧ��[M]. ����: ���ʳ�����, 2008.
LIAO Li-bing. X-ray diffraction method and application[M]. Beijing: Geological Publishing House, 2008.
[16] STEWART D A, SHIPWAY P H, MCCARTNEY D G. Influence of heat treatment on the abrasive wear behaviour of HVOF sprayed WC-Co coatings[J]. Surface and Coatings Technology, 1998, 105(1/2): 13-24.
[17] KHAMENEH S A, HEYDARZADEH M S, HOKAMOTOA K, et al. Effect of heat treatment on wear behavior of HOVF thermally sprayed WC-Co coatings[J]. Wear, 2006, 260(11/12): 1203-1208.
[18] ������, ������, ���ľ�. �����ٻ�����Ϳ���ղ���������Ϳ��ṹ�����ܵ�Ӱ��[J]. ��е���̲���, 2005, 26(3): 70-72.
WANG Yin-zhen, SUN Yong-xing, CAO Wen-jun. Effect of technical parameters of high velocity oxygen fuel spraying on the structure and properties of nickel alloy coatings[J]. Materials for Mechanical Engineering, 2005, 26(3): 70-72.
[19] NERZ J, KUSHNER B, ROTOLICO A. Microstructural evaluation of tungsten carbide-cobalt coatings[J]. Journal Thermal Spray Technology, 1992, 1(2): 147-152.
[20] ����ΰ, �� ��, ١����, ������. ��Kֵ����������ƺ������ж��������о�[J]. ���ι�ҵ, 2013, 45(6): 43-45.
PAN Rong-wei, LI Huang, TONG Yue-yu, CHEN Yi-lan. Quantitative analysis of calcium sulphoaluminate content with K value method[J]. Inorganic Chemicals Industry, 2013, 45(6): 43-45.
[21] Ф�ݷ�, ��Ծ��, �� ƽ, л ��, ����ʡ, ������, ����ǫ, �Ʋ���. ��̼���ն�WC-Co�ݶ�Ӳ�ʺϽ���ݶȽṹ��Ӳ�ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2008, 18(3): 465-470.
XIAO Yi-feng, HE Yue-hui, FENG Ping, XIE Hong, MA Zi-xing, ZHANG Li-juan, HUANG Zi-qian, HUANG Bai-yun. Effects of carburizing process on gradient structure and hardness of WC-Co gradient cemented carbides[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 465-470.
[22] GAHR K H Z. Microstructure and wear of materials[M]. Amsterdam: Elsevier Science Publishers, 1987: 340-345.
Effect of high temperature and oxidation on microstructure and properties of WC-10Co4Cr coatings
WU Yan-ming1, 2, ZHAO Jian1, 2, CHEN Xiao-ming1, 2, FU Li3, 4, MAO Peng-zhan2, 3, ZHOU Xia-liang2, 3
(1. Standard and Quality Control Research Institute, Hangzhou 310012, China;
2. Hydraulic Machinery and Remanufacturing Technology Engineering Laboratory of Zhejiang Province, Hangzhou 310012, China;
3. Hydraulic Machinery and Remanufacturing Technology Engineering Laboratory of Zhejiang Province, Hangzhou 310012, China;
4. Hangzhou Mechanical Research Institute, Hangzhou 310012, China)
Abstract: The effects of temperature and oxidation on the microstructure, microhardness, binding strength, wear resistance, corrosion wear resistance of high velocity sprayed WC-10Co4Cr coatings were investigated by using X-ray diffraction (XRD), scanning electron microscopy (SEM), microhardness measurement, wear testing machine and wear corrosion testing machine. The results show that the coatings are high temperature oxidized obviously after heat treatment at 600 �� in air. WC, Co, Cr content are reduced and converted into CoWO4, Cr2O5, C6WO6, and so on, the porosity of coatings increases significantly, the bonding strength reduces. Although the microhardness value of the coatings increases, but the wear resistance and corrosion wear resistance reduce significantly. The coatings is only subjected at high temperature of 600 �� in Ar, the microstructures of the coatings do not change obviously, the microhardness is improved by large margin and distributes more uniformly, the wear resistance and corrosion wear resistance are improved by large margin.
Key words: WC-10Co4Cr coatings; high temperature; oxidation; microstructure; properties
Foundation item: Project (2014C31156, 2016C3791) supported by Science and Technology Plan of Zhejiang Province, China; Project(2015132-4) supported by Bureau of Comprehensive Ministry of Water Resource Top-notch Talent, China
Received date: 2016-05-26; Accepted date: 2016-10-28
Corresponding author: WU Yan-ming; Tel: +86-571-88082887; E-mail: wuyanming2193@126.com
(�༭ ����)
������Ŀ���㽭ʡ�Ƽ��ƻ���Ŀ(2014C31156��2016C3791)��ˮ�����ۺ���ҵ�ְμ��˲�ר��(2015132-4)
�ո����ڣ�2016-05-26�������ڣ�2016-10-28
ͨ�����ߣ������������ڼ�������ʦ���绰��0571-88082887��E-mail��wuyanming2193@126.com

