无铅易切削铋锑黄铜的组织与性能
肖来荣1, 2,舒学鹏1, 2,易丹青1, 2,张路怀1, 2,覃静丽1, 2,胡加瑞1
( 中南大学 材料科学与工程学院,湖南 长沙,410083;
2. 中南大学 有色金属材料科学与工程教育部重点实验室,湖南 长沙,410083)
摘 要:采用熔铸、挤压的方法生产出以Bi和Sb代铅的环保型易切削黄铜棒材。利用扫描电镜、光学显微镜等手段对易切削黄铜的微观组织进行观察分析,并对其力学、脱锌和切削性能进行研究。结果表明:添加的Bi和Sb主要以单质或化合物方式存在于无铅黄铜的相内和相界处,Bi以单质颗粒存在于相界处,Sb以化合物形式存在于相内,这对提高合金切削性能有利;添加Bi和Sb黄铜的抗拉强度为478.9 MPa,伸长率为15.1%,断面收缩率为29.3%,屈服强度大约为295 MPa;添加Bi和Sb黄铜的切削性能比HPb59-1铅黄铜的优,合金的脱锌腐蚀性能良好,脱锌层厚度约为323 μm。
关键词:易切削黄铜;Bi;Sb;显微组织;性能
中图分类号:TF125.2 文献标识码:A 文章编号:1672-7207(2009)01-0117-06
Microstructure and properties of unleaded free-cutting
brass containing bismuth and stibium
XIAO Lai-rong1, 2, SHU Xue-peng1, 2, YI Dan-qing1, 2, ZHANG Lu-huai1, 2, QIN Jing-li1, 2, HU Jia-rui1
( School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. The Key Laboratory of Non-Ferrous Metals, Material Science and Engineering,
Ministry of Education, Central South University, Changsha 410083, China)
Abstract: A new environmental friendly cutting brass containing bismuth and stibium instead of lead was produced by casting and extruding. The microstructure of studied alloy was observed by scanning electron microscope (SEM) and optical microscope (OM) and the mechanical, dezincification and cutting properties were studied. The results show that Bi and Sb are mainly distributed on grains and grainboundaries, and Bi on grainboundaries there are mainly simple substance Bi particles, Sb in grains are intermetallics containing stibium. The tensile strength, yield strength, elongation and variation of area of halfhard brass containing bismuth and stibium are 478.9 MPa, 295 MPa, 15.1% and 29.3% respectively. Corresponding to HPb59-1, the cutting property of brass containing bismuth and stibium is excellent. The brass containing bismuth and stibium shows excellent dezincification corrosion resistance, and the depth is 323 μm.
Key words: free-cutting brass; bismuth; stibium; microstructure; property
铅黄铜具有优异的切削性能和耐磨性能,被广泛应用于电子电器接插件、仪表零件、饮水系统的水管、水龙头、阀门、管接头以及汽车、消防和飞机等使用的液压阀门等领域。铅是一种有毒元素[1-2],近年来,随着人们环保意识的增强,各国政府相继出台了对含铅铜合金应用的限令,铅黄铜的应用将面临严格的限制[3],因而开发无铅易切削铜合金来替代铅黄铜已成为当今世界金属材料制造业的重大课题[4-6]。目前,国内外公布了多项关于无铅黄铜合金新工艺的研究专 利[7-12],通过添加适量的Bi和Si等合金元素来替代铅黄铜中的铅,并取得了比较理想的实用效果。美国的贝尔实验室和日本的KITZ公司宣布已研制出含Bi和Se的铜合金,并已应用于水龙头、阀门等供水部件上[13]。日本研究人员早在20世纪90年代就致力于无铅易切削黄铜的研究,开发出了不加任何其他微量元素的Bi黄铜;2004年日本新日东金属与住友轻金属研究开发中心共同开发出了无铅和低铅黄铜――NB系列产品,采用铋和锡替代铅。该产品已形成批量生产规模,并向30多家公司提供试制品[13]。我国肖寅昕通过研究含铅黄铜的易切削性能,从其机理出发,以硅代替铅,含铅黄铜的切削性能只能达到HPb59-1的70%~80%,还有待改进;宁波博威集团研发并申报了区别于国外专利的Cu-Zn-Sb和Cu-Zn-Ca合金系两项原始创新型发明专利;另外,浙江海亮集团研制开发的HB-20易切削无铅环保黄铜棒,综合性能达到铅黄铜棒的切削性能和机械性能,并达到环保要求[14-15]。
另外,无铅易切削黄铜的研究还包括一些添加石墨、镁、碲及锑来替代铅黄铜中的铅[16-20]。目前对合金工艺的研究很多,对其微观组织的研究却相对较少。为此,本文作者考虑同时添加Bi和Sb来替代铅黄铜中的铅,添加一定量的Ti和稀土元素Ce来改善合金性能,研究其组织和性能。
1 实 验
1.1 合金制备
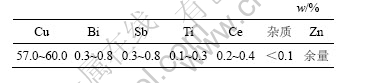
在中频感应炉进行熔炼,原料为2号电解铜、纯Zn、Cu-Ti中间合金及纯Sb和纯Bi。将电解铜块首先放进坩埚中,并加入木炭作为覆盖剂防止氧化,加热至1 200 ℃,待铜块全部熔化后,再加入Cu-Ti合金,然后,将温度降至450~550 ℃,按照合金熔点高低依次加入Sb,Zn,Ce和Bi,使用铜箔包裹Ce和Bi,以防止烧损,再升温至900~1 000 ℃,充分搅拌除气后用铁模铸圆锭,并在700~850 ℃进行铸锭均匀化处理;然后,在700~800 ℃热挤压成直径为14~16 mm的棒材。合金成分如表1所示。
表1 合金成分
Table 1 Composition of alloy
1.2 力学性能检测
在材料电子万能试验机CSS-44100上进行室温拉伸实验,测定其抗拉强度和伸长率,在69-1型布洛维光学硬度仪上测定材料的布氏硬度;在NEOPHOT221金相显微镜和Sernir200型场发射扫描电镜下进行显微组织观察;在棒材上截取试样进行微观组织观察,取棒材加工拉伸试样、腐蚀实验试样。在CW6163A卧式普通车床进行切削实验,通过分析切削过程中切削力以及切屑的形貌、大小来比较合金的切削性能。
2 结果与分析
2.1 合金显微组织
图1图2所示分别为合金铸态和均匀化退火后的显微组织。从图1可看到合金铸态组织主要由α相和β相组成,图中灰白色为α相,暗黑色为β相。从图1可以看出,合金铸态枝晶比较发达,晶粒大小不均匀,这可能是在熔炼过程中晶粒细化剂没有均匀分布造成的。图2所示为合金经均匀化退火后的显微组织,可见,合金中的粗大树枝晶已经基本消除,并且合金中β相的相对含量有所增加,由于β相的高温塑性相对较好,这就为后续的热挤压工序提供了相应的组织准备。图3和图4所示分别为合金铸态和均匀化后的SEM像。可以看出,在合金铸态枝晶组织中出现了白色的点状物,形状不规则,并且有轻度的偏聚现象,主要分布于α相和β相的相界以及α相内,经均匀化退火后这些白色的点状物分布相对均匀。为了对白色点状物的成分进行分析,分别在图中不同的位置选点进行能谱分析。图中,A,C和H为α相内白色点状物,B,D和I为α和β相界上的白色点状物,E为合金3个晶粒晶界上的白色点状物,F为合金晶粒内部的白色点状物,G为合金2个晶粒晶界上的白色点状物。添加Bi和Sb后黄铜微观组织在不同位置的能谱结果如表2所示。图5所示则是合金均匀化后局部的SEM像。由图5可以看出,在合金的晶界上有白色点状物存在,并且由表2所示的EDS分析结果可知,合金两相晶界和三相晶界上的析出物成分相差较大,具体原因有待进一步研究。

图1 铸态合金显微组织
Fig.1 Microstructure of unleaded as-cast Bi-Sb brass

图2 合金均匀化退火后的显微组织
Fig.2 Microstructure of unleaded Bi-Sb brass after uniform heat treatment

图3 铸态合金的SEM像
Fig.3 SEM image of unleaded Bi-Sb brass

图4 合金均匀化的SEM像
Fig.4 SEM image of unleaded Bi-Sb brass after uniform heat treatment
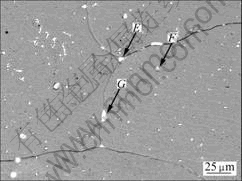
图5 合金均匀化后局部SEM像
Fig.5 Local SEM image of unleaded Bi- Sb brass after uniform heat treatment
图6和图7所示分别为添加Bi和Sb后黄铜挤压态纵向和横向的显微组织。从图6可以看出,合金经挤压后沿挤压方向晶粒组织被拉长,出现了比较明显的纤维组织,并且纤维组织有一定程度的破碎,这说明合金在热挤压过程时出现了动态回复现象,没有明显的动态再结晶现象发生,从而被拉长的变形组织被保留下来。从图7可以看出,α和β两相组织分布均匀而细小,从而进一步验证了合金在热挤压过程中并没有出现明显的再结晶现象。图8和图9所示分别为添加Bi和Sb后黄铜挤压后对应的纵向和横向的SEM像。分别在图8和图9中的不同位置选点进行能谱分析,结果见表2。
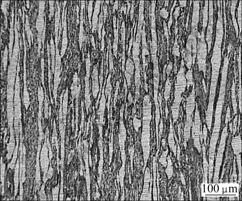
图6 合金挤压态纵向显微组织
Fig.6 Longitudinal section microtructure of unleaded Bi-Sb brass after extruding

图7 合金挤压态横向显微组织
Fig.7 Lateral section microstructure of unleaded Bi-Sbbrass after extruding

图8 合金挤压态纵向SEM像
Fig.8 Longitudinal section SEM image of unleaded Bi-Sb brass after extruding
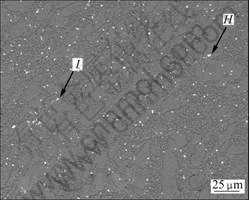
图9 合金挤压态横向SEM像
Fig.9 Lateral section SEM image of unleaded Bi-Sb brass after extruding
表2 添加Bi和Sb黄铜微观组织在不同位置的能谱分析结果
Table 2 EDS results of Bi Sb-brass at different positions
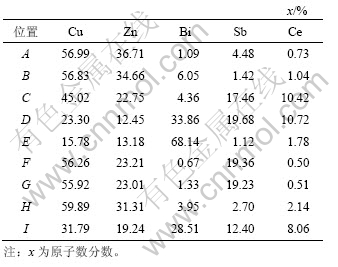
由表2可以看出,总体上Bi元素在合金相界上的含量相对较高,而Sb元素的分布则不太确定,这可能是由于Bi在合金以单质形式存在,且在α相和β相内均无溶解度,而Sb则以化合物形式存在[21],但其具体存在方式和结构有待于进一步研究。合金经均匀化退火后,随着树枝晶的消除,Bi元素在合金相界上发生了明显的偏聚,由于Bi元素熔点低,脆性大,若以颗粒状均匀分布在合金中,则在一定程度上提高合金的切削性能,而若以片状方式分布在合金中,则降低合金的切削性能,所以应避免。含Sb的化合物是一种硬而不脆的相,若使其在合金中弥散分布,则可以进一步提高合金的切削性能。结合图5可知,在合金2个晶粒的晶界上,Sb元素含量明显很高,而Bi则在3个晶粒的晶界上偏聚,这可能是由于合金元素的偏聚有利于降低合金的系统能量。合金热挤压后Bi元素仍大量分布于合金的相界上,而含Sb相则分布相对均匀,合金元素的这种分布特征将非常有利于Bi-Sb黄铜在切削时发生断屑,从而减小碎屑的尺寸和连续性,可以有效地提高合金的切削性能。
2.2 合金力学性能
合金的主要力学性能指标如表3所示。
表3 合金的主要力学性能指标
Table 3 Mechanical properties of unleaded free-cutting Bi-Sb brass
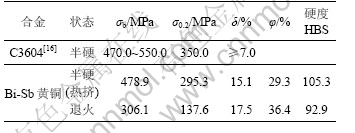
衡量材料塑性的指标是伸长率和断面收缩率,由表3可见,添加Bi和Sb后黄铜的伸长率和断面收缩率分别为15%和29.3%,表明其塑性良好。半硬态铅黄铜C3604的抗拉强度为470~550 MPa,屈服强度约为350 MPa,伸长率大于7%[16]。本实验研制的添加Bi和Sb后黄铜的抗拉强度为478.9 MPa,伸长率为15.1%,断面收缩率为29.3%,屈服强度大约为295 MPa。合金的抗拉强度与C3604的相当,而屈服强度比C3604的小,其原因如下:尽管合金中加入的Bi和Sb有一定的固溶效果,可以部分地提高合金的强度,但由于Bi和Sb在合金中的存在方式不尽相同,再加上其本身脆性大(Sb在合金中形成脆性化合物),从而在一定程度上制约了合金强度的提高;再者,实验中加入的合金元素相对较多,杂质元素容易在晶界富集并发生偏析,晶内也容易出现脆性化合物,这些因素都会降低合金的强度。而合金经退火处理后,强度下降比较明显,而伸长率和断面收缩率变化不是很明显。
2.3 合金脱锌腐蚀性能
合金脱锌腐蚀实验采用GB 10119―88标准在恒温水浴缸中进行。腐蚀完成后,沿试样中间切开,制样,经抛光处理后,在NEOPHOT221显微镜下测定其腐蚀层厚度。经过对多组试样进行测定,本实验研制的合金的平均脱锌层厚度约为323 μm,而HPb59-1的平均脱锌层厚度为361.9 μm[20],优于HPb59-1的脱锌性能,可能的原因如下:黄铜中锌被腐蚀后的产物疏松多孔,这为合金的进一步腐蚀提供了通道,从而加速了合金的腐蚀[22]。本实验中加入的Bi和Sb其本身的化学稳定性比较好,在合金组织中单质Bi主要存在于合金晶界,而Sb则以化合物形式弥散分布;在腐蚀过程中,随着原子的迁移,Bi或含Sb化合物可以堵塞腐蚀通道,这在一定程度上阻止了腐蚀过程的进行,从而有效地降低了合金的腐蚀速率;另外,实验中添加的稀土元素Ce和Ti都可以细化合金晶粒,净化合金晶界,在一定程度上降低了合金的腐蚀速率,从而提高了合金的抗脱锌性能。
2.4 切削实验
将挤压后的棒材矫直试样在CW6163A卧式普通车床上进行切削实验,刀具材料为Ys8,加工方式为车削外圆1 mm,主轴转速为407 r/min。
添加Bi和Sb的黄铜和铅黄铜HPb59-1合金的切屑结果如图10所示,2种合金切屑的尺寸都较小。铅黄铜HPb59-1合金的切屑细长,呈短针状,铋锑黄铜的切屑为片状和C型屑,它的内表面呈光滑状;铋锑黄铜的切削过程较平稳,波动较小,已加工的合金表面光滑,表面粗糙度较小,可初步认定切削性能比HPb59-1的优。
在铅黄铜中,铅不溶于黄铜,呈游离态均匀分布,切削时在刀头与屑的接触局部受热而瞬间熔化(热脆),这有助于改变切屑的形状,并起到润滑工具的作用,故其切削性能良好。无铅铋锑黄铜中分布有铋单质颗粒及含锑化合物第二相粒子,与刀刃接触时在剪切应力作用下易于破碎,断口处接触的金属发生应力集中,很容易萌生裂纹并扩展,使切屑很快断裂而不连续长大,减小切屑的尺寸,从而提高了无铅铋锑黄铜的切削性能。
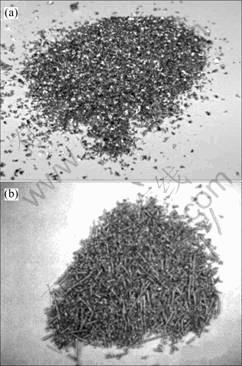
(a) Bi-Sb黄铜;(b) HPb59-1黄铜
图10 合金试样切屑示意图
Fig.10 Photos of cuttings of alloy
3 结 论
a. 添加Bi和Sb的黄铜晶内和晶界处都有白色粒子分布,在晶界处大多为单质Bi颗粒,而晶内则为含Sb化合物。
b. 添加Bi和Sb的黄铜抗拉强度为478.9 MPa,伸长率为15.1%,断面收缩率为29.3%,而屈服强度大约为295 MPa,其综合力学性能优异。
c. 添加Bi和Sb的黄铜脱锌腐蚀性能良好,脱锌层厚度约为323 μm,但其腐蚀机理有待进一步研究。
d. 添加Bi和Sb黄铜的切削性能比HPb59-1铅黄铜的优,替代铅黄铜具有可行性。
参考文献:
[1] Karalekas P C, Craun G F Jr. Lead and other trace metals in drink water in the boston metropolitan area[J]. J New England Water Works Assoe, 1976, 90: 160-172.
[2] 徐 进, 徐立红. 环境铅污染及其毒性的研究进展[J]. 环境与职业医学, 2005, 25(3): 271-274.
XU Jin, XU Li-hong. Environmental lead pollution and progress in the study of lead toxicity[J]. Journal of Environmental and Occupational Medicine, 2005, 25(3): 271-274.
[3] 李晓欣, 朱冬生. 欧盟RoHS指令的有害物质替代研究[J]. 电机电器技术, 2005(1): 34-36.
LI Xiao-xin, ZHU Dong-sheng. Substitutes for restrictive materials mentioned in ROHS directive[J]. Electrical Appliances, 2005(1): 34-36.
[4] Jang Y H, Kim S S, Kim I S. Effect of alloying elements on elevated temperature tensile ductility of Bi added, Pb-free brass[J]. Journal of the Korean Institute of Metals and Materials, 2004, 42(7): 537-542.
[5] You S J, Choi Y S, Kim J G. Stress corrosion cracking properties of environmentally friendly unleaded brasses containing bismuth in mattsson’s solution[J]. Materials Science and Engineering A, 2003, 345(122): 207-214.
[6] Nakano A, Higashiiriki K, Rochman N T. Removal of lead from brass scrap by compound-separation method[J]. Journal of the Japan Institute of Metals, 2005, 69(2): 198-201.
[7] Myerson A S. Treating brass components to eliminate leachable lead: US, 6191210[P]. 2001-02-20.
[8] Downey J P. Reducing lead leachate in brass plumbing components: US, 5454876[P]. 1995-10-03.
[9] Joe S L. Leaching of lead from brass plumbing fixtures: US, 5707421[P]. 1998-08-12.
[10] Hisashi T, Keiichiro O, Yoshito S. Lead-free copper base alloy material: Japan, 2000-169919[P]. 2000-11.
[11] Hiroyuki T. Lead-free free-cutting brass alloy material and production method thereof: Japan, 2003-277855[P]. 2003-02.
[12] 郭均华, 何幼其, 石航行, 等. 无铅易切削黄铜合金: CN, 200310109162.0[P]. 2003-12-03.
GUO Jun-hua, He You-qi, SHI Hang-xing, et al. Unleaded easy-cutting brass: CN, 200310109162.0[P]. 2003-12-03.
[13] 李 勇, 许 方. 无铅易切削黄铜的研究现状及其展望[J]. 广东有色金属学报, 2006, 4(16): 267-270.
LI Yong, XU Fang. Research situation and outlook of free-cutting nonleaded brass[J]. Journal of Guang Dong Nonferrous Metals, 2006, 4(16): 267-270.
[14] 庞晋山, 肖寅听. 无铅易切削黄铜的研究[J]. 广东工业大学学报, 2001, 18(3): 63-66.
PANG Jin-shan, XIAO Yin-xin. Study of nonleaded easy-cutting brass[J]. Journal of Guangdong University of Technology, 2001, 18(3): 63-66.
[15] 汪治军, 张天莉. 绿色易切削无铅黄铜棒的研制[J]. 有色金属加工, 2004, 33(6): 10-11.
WANG Zhi-jun, ZHANG Tian-li. Research and development of free-cutting nonleaded brass rod[J]. Nonferrous Metals Processing, 2004, 33(6): 10-11.
[16] 黄劲松, 彭超群, 章四琪, 等. 无铅易切削镁黄铜的组织与性能[J]. 材料科学与工程学报, 2006, 24(6): 854-857.
HUANG Jin-song, PENG Chao-qun, ZHANG Si-qi, et al. Microstructure and properties of cutting lead-free brass containing magnesium[J]. Journal of Materials Science & Engineering, 2006, 24(6): 854-857.
[17] 王艳杰, 刘 刚, 刘关强. 易切削硫铜和碲铜棒材工艺试制及组织与性能[J]. 2005, 21(5): 39-42.
WANG Yan-jie, LIU Gang, LIU Guan-qiang. Trial production of easy cutting sulphur copper and tellurium copper and their structures and properties[J]. Non-Ferrous Mining and Metallurgy, 2005, 21(5): 39-42.
[18] 黄劲松, 彭超群, 章四琪, 等. 无铅易切削铜合金[J]. 中国有色金属学报, 2006, 9(16): 1486-1493.
HUANG Jin-song, PENG Chao-qun, ZHANG Si-qi, et al. Lead free cutting copper alloys[J]. The Chinese Journal of Nonferrous Metals, 2006, 9(16): 1486-1493.
[19] XIAO Lai-rong, SHU Xue-peng, YI Dan-qing, et al. Microstructure and properties of nonleaded free-cutting brass containing stibium[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6): 1055-1059.
[20] 杨 斌, 张丽娜, 刘柏雄, 等. 无铅易切削硒铋黄铜的研究[J]. 热加工工艺, 2007, 36(1): 11-13.
YANG Bin, ZHANG Li-na, LIU Bai-xiong, et al. Research on lead-free & free cutting Se-Bi brass[J]. Hot Working Technology, 2007, 36(1): 11-13.
[21] 舒学鹏, 肖来荣, 易丹青, 等. 锑黄铜组织与性能研究[J]. 铸造, 2008, 57(1): 59-62.
SHU Xue-peng, XIAO Lai-rong, YI Dan-qing, et al. Research of the microstructure and property of stibium brass[J]. Foundry, 2008, 57(1): 59-62.
[22] Mattson E, Svensson L. Corrosion[J]. NACE, 1972, 28(11): 200-205.
收稿日期:2008-01-17;修回日期:2008-04-21
基金项目:国家“十一五”重点课题支撑计划资助项目(2006BRE03B02)
通信作者:肖来荣(1968-),男,湖南邵阳人,教授,从事无铅易切削黄铜合金研究;电话:0731-8830137;E-mail: xiaolr368@sina.com

