
Numerical simulation on thixoforging of electronic packaging shell with SiCp/A356 composites
WANG Kai-kun(王开坤) 1, WANG Fu-yu(汪富玉)1, CHEN Xue-jun(陈学军)2,
WANG Lu(王 璐)2, MA Chun-mei(马春梅)1
1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. East China Research Institute of Electronic Engineering, Hefei 230088, China
Received 13 May 2010; accepted 25 June 2010
Abstract: Based on the research of modern electronic packaging materials, thixo-forming technology was used to fabricate electronic packaging shell. The process of thixo-extrusion with SiCp/A356 composites was simulated by the finite element software DEFORM-3D, then the flow velocity field, equivalent strain field and temperature field were analyzed. The electronic packaging shell was manufactured by extrusion according to the results from numerical simulation. The results show that thixo-forming technology can be used in producing electronic package shell with SiCp/A356 composites, and high volume fraction of SiCp with homogeneous distribution can be achieved, being in agreement with the requirements of electronic packaging materials.
Key words: thixo-forming; SiCp/A356 composites; electronic packaging shell; numerical simulation
1 Introduction
With the development of aerospace and large scale integration circuit, the application of electronic packaging materials has grown rapidly in recent years. Electronic packaging materials with high thermal conductivity and low thermal expansion coefficient have come into general application in the fields of electronic semiconductors[1-2]. Considering the factors of high thermal conductivity, low thermal expansion coefficient and lightweight, aluminum-matrix composites reinforced by SiC particles are the best ones to be used as a new type of electronic packaging materials[3-5].
On the other hand, with the rapid development of various electronic systems toward lightweight, high reliability and long life, aluminum-matrix composites reinforced by SiC particles has been applied more and more extensively, in which thermal expansion coefficient is precisely controlled in a certain range, and the thermal conductivity is perfectly commensurate with various connecting materials[6]. However, recently, there are some difficulties in preparation of electronic packaging composites with high volume fraction of SiCp in aluminum alloy. First, SiC/Al composites are very difficult to machine; the forming method needs to be developed. Second, the further development tendency of preparation technology of electronic packaging is more net-shaping, simple and convenient. Therefore, the present forming method of powder injection in the preparation of electronic packaging composites with high volume fraction of SiC should be further developed, or should be replaced by other technologies[7-11].
Compared with the conventional forming processes, the semi-solid metal forming has many technical advantages: higher viscosity than full liquid, leading to laminar flow, which has opened up a new way for producing low-cost composites; low solidification shrinkage, leading to a more precise dimension product; net-shape forming, filling much more complicated shapes with thinner section; lower casting temperature and less latent heat, resulting in less thermal shock to the die[12-15]. Liquid and solid segregation has long been considered as negative characteristic in semi-solid forming. However, in our study, a new forming method called thixo- extrusion is put forward in producing electronic packaging shell of A356 aluminum alloy reinforced by SiCp[11]. The basic theory is the separation of solid phase and liquid phase during thixoforming, of which small SiC particles flow with the liquid phase ahead of solid phase, so that the electronic packaging shell with high content of SiC particles would be produced satisfying the requirements of electronic packaging.
In this work, simulation was performed on the thixoforming of semi-solid billet by using finite element software DEFORM-3D, and then experiments were conducted to verify the simulation results.
2 Numerical simulation
2.1 Boundary conditions and modelling
The fundamental assumptions[16] are as follows:
1) Semi-solid metal billet is a single-phase medium;
2) The semi-solid metal billet is assumed to be continuous and incompressible fluid;
3) The forming die is a rigid body and there is no elastic deformation;
4) Semi-solid slurry satisfies Carreau viscosity model:
 (1)
(1)
where η∞ is the viscosity when the shear rate is infinity, Pa?s; η0 is the viscosity when the shear rate is 0, Pa?s; λ is time constant; n is the Power-law index.
where Vij is the temperature gradient in shear direction;
5) The friction relationship between the die and billet satisfies shear friction model:
f=mfk (2)
where f is the friction load, N; mf is the friction factor; k is the shear yield stress of the material, MPa.
Fig.1 shows the typical three-dimensional graph of electronic packaging shell, in which the thickness of the bottom and wall is 1 mm. The billet was prepared by semi-solid SiCp/A356 composites. The environmental temperature for simulation was 20 °C; the die preheating temperature was 300 °C; the stroke of upper die was 9 mm; the extrusion speed was 100 mm/s; the thixo- forming temperature was 580 °C.
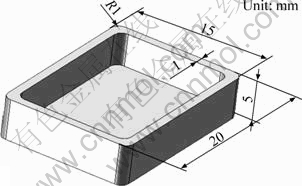
Fig.1 Three-dimensional graph of electronic packaging shell (Wall thickness: 1 mm)
Fig.2 shows the mesh generation results of billet and die. The die movement law was as follows: first, upper die moved downward until it contacted with the lower die; second, lower extrusion rod moved upward to extrude the billet until the cavity was fully filled; at last, the forming parts were ejected by lower extrusion rod.
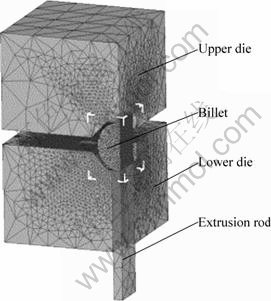
Fig.2 Mesh generation of billet and dies
During thixoforming of SiCp/A356 composites, the material properties and comparability of simulation with real conditions were determined by mechanical model. The flow stress of the semi-solid slurry was got by using the isothermal compression data of SiCp/A356 composites. The true stress-strain curves at semi-solid temperatures are shown in Fig.3. It can be observed that, as the forming temperature increases, the true stress of billets gradually decreases, so the forming temperature has a significant impact on the flow of semi-solid slurry. Therefore, under the conditions of clamping, high semi-solid forming temperature in the extrusion should be selected. At lower temperature, few liquid phases exist, SiC particles are not easy to flow with the liquid, and high forming stress is required. When the forming temperature rises, the liquid phase fraction increases, sliding between solid phase and liquid phase is relatively easy, and SiC particles flow easily with the liquid, so the forming stress becomes small. Therefore, the higher the forming temperature, the more easily the SiC particles flow with the liquid phase, so high volume fraction of SiC particles could be achieved in the produced electronic packaging shell.
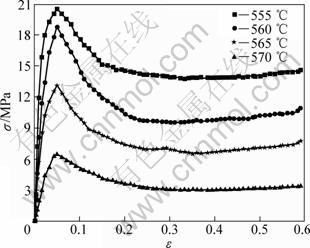
Fig.3 True stress-strain curves of SiCp/A356 composites at semi-solid temperatures ( =0.1 s-1)
=0.1 s-1)
2.2 Simulation results
2.2.1 Analysis of flow velocity field
Fig.4 shows the flow velocity field distribution during slurry filling process. One can observe that as the upper die finished its stroke, the semi-solid slurry has not flowed into the die cavity, as shown in Fig.4(a). As the lower extrusion rod moved up, one fan-shaped intense deformation zone (Zone Ⅰ) and two non-flow “dead zones” (ZoneⅡ) formed (Fig.4(b)), wherein the “dead zone” can prevent the oxide skin of billet flowing into the cavity, which is beneficial. When the slurry contacted with the side-wall of the package forming cavity, it could only flow to two side cavities, then a small conical-shaped “new dead zone” (Zone Ⅲ) formed. Fig.4(c) indicated that the flow velocity on the upper area of the billet was faster than that at sides, thus more liquid phase would flow to the side-walls. Due to the segregation of solid phase and liquid phase in thixo-forming, SiC particles would flow with liquid phase, being in front of the solid phase, therefore, the bottom and four side-walls of the electronic packaging shell would contain higher percentage of SiC particles.
2.2.2 Analysis of equivalent strain field
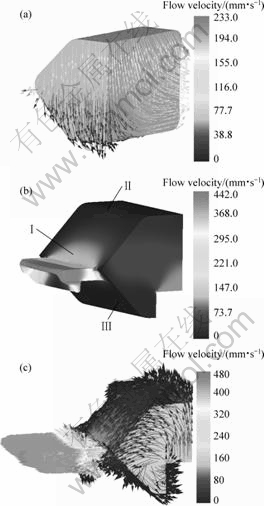
Fig.4 Flow velocity field distribution during slurry filling process: (a) At end of upper die stroke; (b) 15% stroke of lower extrusion rod; (c) 50% stroke of lower extrusion rod
Fig.5 shows the equivalent strain field during thixo-extrusion process. At the end of the upper die stroke as shown in Fig.5(a), upper and lower part of the billet almost did not deform. Figs.5(b) and (c) show that the equivalent strain was large in the thin-wall shell, and the maximum equivalent strain reached about 3.75, therefore, it would be easier to form thin-wall shell. Since SiC particles were apt to flow with the liquid phase, the forming parts would contain more SiC particles. Fig.5(c) shows that the maximum equivalent strain existed in the four side-walls, therefore, more serious separation of the material occurred there. The filling speed of the slurry around the package bottom is higher than that at the side walls during thixo-extrusion process. The reason is that the area at the package bottom is larger than that at side walls, so the flow resistance is small.
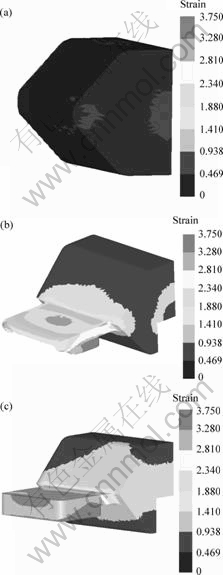
Fig.5 Equivalent strain field distribution during thixo-extrusion process: (a) At end of upper die stroke; (b) 55% stroke of lower extrusion rod; (c) At end of lower extrusion rod stroke
2.2.3 Analysis of temperature field
Fig.6 shows the temperature field distributions of the billet under different extrusion rod strokes. It could be observed that the temperature of the billet decreased gradually from the center to the outside at various stages of deformation. The reason is that thermal conduction and strong thermal radiation exist during thixo-extrusion process, leading to much heat loss. Due to friction between the surface of billet and dies, the flow front of the billet has a certain drum shape in the horizontal direction, as shown in Fig.6(a). It could also be found that as the lower extrusion rod moved up, the billet was always in the semi-solid temperature range (Figs.6(b) and (c)), and this kind of situation made SiC particles flow into the forming part with the liquid phase more easily.
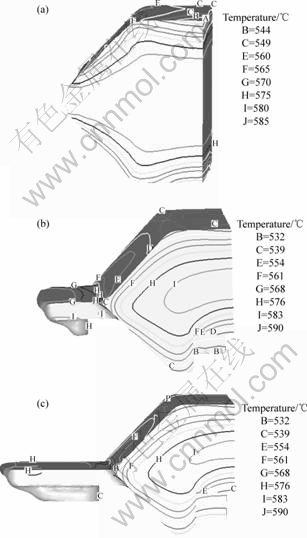
Fig.6 Temperature distributions of billet with different extrusion rod strokes: (a) At end of upper die stroke; (b) 15% stroke of lower extrusion rod; (c) 50% stroke of lower extrusion rod
3 Experimental
The SiCp/A356 composites containing 22% (volume fraction) SiC were made by casting, in which the size of SiC particles was 10-50 μm. They were cut into specimens with size of d30 mm×45 mm.
Fig.7 shows the schematic drawing of thixo- extrusion for electronic packaging shell. The forming billet was heated to 580 °C in a pipe heating furnace before being transferred to the die. In order to avoid scratching and sticking, the die was sprayed with graphite grease as lubricant on the inner surfaces when it was preheated to 250-300 °C. At the same time, the die and billet should reach the temperatures as required, so as to save time and ensure the smooth running of the thixoforming process.
The experimental results showed that the forming part had high quality and good appearance, the distribution of SiC particles in the part was uniform, its average SiC volume percentage reached to about 42% and the average size of the particles was less than 30 μm. Upper extrusion rod; 6 Guide sleeve; 7 Upper die; 8 Guide pole; 9 Billet; 10 Lower die; 11 Lower plate; 12 Lower extrusion rod
And it was also found that the large SiC particles did not flow into the forming parts with the liquid-phase.
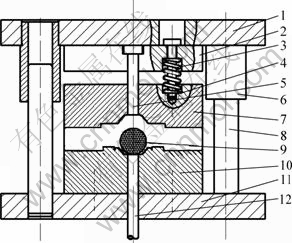
Fig.7 Schematic drawing of thixo-extrusion for electronic packaging shell: 1 Upper plate; 2 Backing plate; 3 Spring; 4 Screw; 5
4 Conclusions
1) Based on the analysis of modern electronic packaging industry and the metal flow characteristics in semi-solid forming, a new forming technology of thixo-forming was used in manufacturing electronic packaging shell with SiCp/A356 composite.
2) The distributions of flow velocity field, equivalent strain field and temperature field were simulated during thixo-forming of electronic packaging shell. Due to the segregation of solid phase and liquid phase in thixoforming, SiC particles would flow with liquid phase, being ahead of the solid phase, therefore, the bottom and four side-walls of the electronic packaging shell would contain high content of SiC particles.
3) The electronic package shells made by thixo-extrusion had good appearance. The SiCp content reached to about 42% (volume fraction), and the average size of particles was less than 30 μm. All of these are in full agreement with the requirements of the electronic packaging materials.
References
[1] LI Y, WONG C P. Recent advances of conductive adhesives as a lead-free alternative in electronic packaging: Materials, processing, reliability and applications [J]. Materials Science and Engineering R: Reports, 2006, 51: 1-35.
[2] CUI Y, WANG L F, REN J Y. Multi-functional SiC/Al composites for aerospace applications [J]. Chinese Journal of Aeronautics, 2008, 21(6): 578-584.
[3] ZWEBEN C. Metal-matrix composites for electronic packaging [J]. JOM, 1992, 44(7): 15-23.
[4] PREMKUMA M K. Al/SiC for power electronics packaging [C]//Proceedings of the 3rd International Symposium and Exhibition on Advanced Packaging Materials Processes, Properties and Interfaces. Braselton, GA, USA, 1997: 162-165.
[5] ZHAO H F, TANG W Z, LI C M, CHEN G C, LU F X, CAI Y H, GUO H, ZHANG R Q, ZHANG P W. Thermal conductive properties of Ni-P electroless plated SiCp/Al composite electronic packaging material [J]. Surface & Coatings Technology, 2008, 202: 2540-2544.
[6] CHINE C W, LEE S L, LIN J C, JAHN M T. Effects of Sip size and volume fraction on properties of Al/Sip composites [J]. Materials Letters, 2002, 52(4): 334-341.
[7] JACOBSON D M. Spray-formed silicon-aluminum [J]. Advanced Materials & Processes, 2000, 157(3): 36-39.
[8] HEMAMBAR C, RAO B S, JAYARAM V. Al-SiC electronic packages with controlled thermal expansion coefficient by a new method of pressureless infiltration [J]. Materials and Manufacturing Processes, 2001, 16(6): 779-788.
[9] QUIGLEY O, MONAGHAN J, REILLY P O. Factors affecting the machinability of Al/SiC metal-matrix composite [J]. Journal of Materials Processing Technology, 1994, 43(1): 21-36.
[10] REN S B, QU X H, GUO J, HE X B, QIN M L, SHEN X Y. Net-shape forming and properties of high volume fraction SiCp/Al composites [J]. Journal of Alloys and Compounds, 2009, 4(1/2): 1-7.
[11] WANG K K. Preparation of electronic packaging shell with SiC particle reinforced composite by means of semi-solid forming: China Patent, 200710119013.0[P]. 2007-11-14.
[12] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metallurgical and Materials Transactions A, 1991, 22(5): 957-981.
[13] HIRT G, BLECK W, B?HRIG-POLACZEK A, SHIMAHARA H, P?TTQEN W, AFRATH C. Semi solid casting and forging of steel [J]. Solid State Phenomena, 2006, 116/117: 34-43.
[14] KOPP R, KALLWERT J, MOELLER T, SEIDL I. Forming and joining of commercial steel grades in the semi-solid state [J]. Journal of Materials Processing Technology, 2002, 130/131: 562-568.
[15] WANG K K, KOPP R, HIRT G. Investigation on forming defects during thixo-forging of aluminum alloy AlSi7Mg [J]. Advanced Engineering Materials, 2006, 8(8): 724-730.
[16] MA Chun-mei. Numerical simulation and experimental investigation on electronic packaging shell fabricated by thixo-extruding [D]. Beijing: University of Science and Technology Beijing, 2009. (in Chinese)
(Edited by YANG Bing)
Foundation item: Project(2007AA03Z119) supported by the National High-tech Research and Development Program of China; Projects(2102029, 2072012) supported by the Natural Science Foundation of Beijing, China
Corresponding author: WANG Kai-kun; Tel: +86-10-62333997; E-mail: kkwang@mater.ustb.edu.cn
DOI: 10.1016/S1003-6326(09)60362-9

