Trans. Nonferrous Met. Soc. China 20(2010) s921-s925

Numerical simulation on thixo-co-extrusion of double-layer tube with A356/AZ91D
WANG Kai-kun(王开坤), SUN Jian-lin (孙建林), MENG Hai-feng (孟海峰),
DU Yan-mei (杜艳梅), WANG Xi (王晰)
School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China
Received 13 May 2010; accepted 25 June 2010
Abstract: Based on analysis of the main forming methods for double-layer tube, a new short-term forming process called thixo-co-extrusion was put forward in producing double-layer tube by combining the semi-solid forming technology and multi-billet extrusion technology. By means of forward extrusion with shaft, a finite element model of thixo-co-extrusion with A356/AZ91 was constructed by ABAQUS FEM software. The distributions of temperature field and velocity field as well as the contact force during thixo-co-extrusion were studied. The diffusion on the interfaces between inner and outer metals was analyzed. The simulation results show that, in the beginning of thixo-co-extrusion, the uneven wall thickness can appear. To thickness ratio of 5:5, a double layer tube with good inner and outer wall combination can be realized if VA356 is 0.12 m/s and VAZ91 is 0.20 m/s.
Key words: semi-solid forming; double-layer tube; thixo-co-extrusion; numerical simulation
1 Introduction Double-layer composite tube also called double-coated tube or pipe, is manufactured by combining two different properties of metals, which takes the excellent performance of the two metals and overcomes their shortcomings, and it has good economic efficiency. Therefore, the double-layer tube was used in aerospace and electronics industries widely[1-2].
Conventionally, the production of double-layer is conducted by drawing or extrusion, but the production line is long, the efficiency is low and the material consumption is very high[1]. Since thixo-forming is suitable to all the alloys with wide solidification temperature range and becomes increasingly popular in manufacturing near-net shape parts, an innovative metal forming method called thixo-co-extrusion is put forward in producing double-layer tub[3-5]. The basic theory is as follows: both semi-solid billets of A356 and AZ91 are extruded simultaneously, combining the advantages of semi-solid forming and multi-billet extrusion. This method not only conceives short processes, but also ensures the manufacture of the composite tube with excellent integration. Aluminum alloy A356 and magnesium alloy AZ91 were selected because of their relatively mature investigation and large scale usage in industry[6-9]. To predict possible defects in the part of double-layer tube, FEM simulation on thixo-co-extrusion of aluminum and magnesium alloys were conducted by commercial software ABAQUS[10-12]. The temperature fields at different deformation stages, stress distribution were studied. The interface variations between inner and outer metals were analyzed. The results can provide important theoretical basis in improving the quality of the double-layer tube.
2 Finite element modeling
2.1 Extrusion material and billet size
Magnesium alloy AZ91 and aluminum alloy A356 were selected as the investigating object, because both magnesium alloy AZ91 and aluminum alloy A356 have wide solidification temperature and the forming process can be controlled easily; the semi-solid temperature of A356 is near to that of AZ91, therefore, the billet reheating and the forming die preheating can use the same facility; both alloys belong to the Al-Mg-Si alloy system, the semi-solid diffusion between these two alloys is possible. The nominal are shown in Tables 1 and 2. In order to simplify the simulation process in this study, the AZ91 billet (inner billet in Fig.1) was defined as column-shaped, the A356 billet (outer billet in Fig.1) was ring-shaped. The height of both billets is 50 mm,and the inner diameter is 30 mm.
Table 1 Nominal compositions of AZ91D alloy (mass fraction,%)Table 1 Nominal compositions of AZ91 alloy (mass fraction,%)
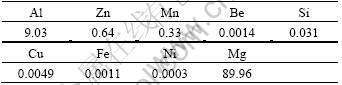
Table 1 Nominal compositions of AZ91D alloy (mass fraction,%)Table 2 Nominal compositions of A356 alloy (mass fraction,%)

2.2 Modeling and meshing
In semi-solid state, the A356 and AZ91 alloys have a certain degree of viscosity, therefore, visco-plastic model was adopted. During the thixo-co-extrusion process, the heat exchange is very complex and the extrusion velocity is very high, therefore, in dealing with the boundary conditions, we assume that heat transfer approach between semi-solid slurry and forming dies is thermal conduction. The coefficient of convection between the produced part and the forming die is constant. The thermal radiation is converted into convection heat transfer mode.
Double-layer tube has a wide choice of dimensions for meeting project requirements. In this study, the diameter of the shaft in Fig.1 is 10 mm, the produced double layer tube has a wall thickness of 10 mm. Three kinds of interfaces are investigated. The ratios of the inner wall thickness (AZ91) and outer wall thickness (A356) are 3.5: 6.5, 5:5 and 7:3, hereafter named as thickness ratios 3.5: 6.5, 5:5 and 7:3. Since the die structure and the double-layer tube are symmetrical, only half of the model at different wall thickness ratios is shown in Fig.2.
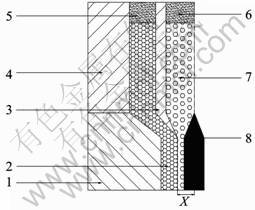
Fig.1 Schematic model of forward extrusion with shaft: 1 Extrusion die; 2 Outer billet; 3 Inner cylinder; 4 Outer cylinder; 5 Outer punch; 6 Inner punch; 7 Inner billet; 8 Shaft
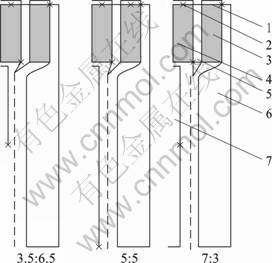
Fig.2 Modelling of forward extrusion with shaft with different thickness ratios: 1 Outer punch; 2 Inner punch; 3 A356 billet; 4 AZ91 billet; 5 Inner cylinder; 6 Outer cylinder; 7 Shaft
The initial grid size for the two billets is 0.5 mm, cell type is CAX4RT, A356 grid number is 20 × 100, AZ91 grid number is 10 × 100.When the thickness ratio changes, the grid for billet with relative large dimension will be 0.2 mm. The self-adaptive grid technology is applied so as to ensure the smooth running of the simulation and at the same time the simulation accuracy can be improved. The initial temperature of the forming die is 300 ?C, the initial temperature of the AZ91 billet is 580 ?C, and the initial temperature of the A356 billet is 580 ?C. The friction coefficient is 0.2.
3 Results and discussion 3.1 Temperature field at different extrusion speeds
Fig.3 shows the temperature distribution of the thixo-co-extrusion under the condition that the A356 extrusion speed is 0.08 m/s, the AZ91 extrusion speed is 0.1m/s, and the thickness ratio is 5:5. One can observe that after the two billets contacting each other at the forming area, the temperature of aluminum alloy A356 is decreased to 510 ?C and the temperature of magnesium alloy is decreased to 535 ?C, both of them are below the semi-solid temperature requirements for thixo-forming. Therefore, the extrusion speed needs to be improved.
When the aluminum alloy extrusion speed is increased to 0.12 m/s, the AZ91 extrusion speed is 0.1 m/s,the temperature field of the thixo-co-extrusion with different thickness ratios can be got in Fig.4. As shown in Fig.4, after 0.08 s downward moving of the extrusion punch, the temperatures of the two deformed billets are still within the semi-solid temperature range, which makes it possible that the thixo-co-extruded A356 and AZ91 alloys can combine with each other at the semi-solid state. The certain element diffusion and chemical reaction can take place on the interface of double layer tube with the A356 layer and AZ91 layer. Since the outer layer A356 flows faster than the inner layer AZ91 in the beginning, the uneven wall thickness appears. A stable and uniform double layer tube can be produced only after the velocities of the outer punch and inner punch are reasonably optimized.
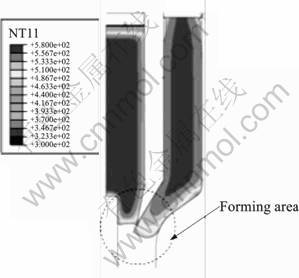
Fig.3 Temperature field of thixo-co-extrusion with thickness ratio of 5:5 (v(A356) = 0.08 m/s, v(AZ91) =0.1 m/s)
3.2 Distribution of velocity field with different thickness ratios
When both billets are extruded at the same speed of 0.12 m/s, after 0.07 s, the distribution of the velocity field with different thickness ratios is shown in Fig.5. With the increase of the thickness ratio, the dark area (the dark part in the cloud) in the extruded magnesium billet is also increased, which is consistent with the volume conservation. Since high thickness ratio leads to relative thicker wall thickness of the inner wall in the extruded double layer tube, if the extruding speed is the same, the large volume of magnesium billet is needed to form the inner layer of the thixo-co-extruded double layer tube. According to the constant volume flux, the flowing velocity of the extruded magnesium billet is reduced, and the corresponding dark area is increased. On the other hand, since the magnesium billet AZ91 is in contact with the shaft, which has a preheating temperature about 300 ?C, below the semi-solid temperature of the AZ91 alloy, which can lead to slow flowing of the extruded magnesium billet. If the magnesium alloy AZ91 flows slowly, the dead zone appears. Therefore, a small interface ratio is selected when both billets are extruded at the same speed.
As shown in Fig.5, if v(A356) = v(AZ91), no double layer tube with good interface can be produced with the three thickness ratios. Therefore, the extrusion speed mush be optimized so that the inner AZ91 and the outer A356 can fully contact in the thixo-co-extruded double layer tube.
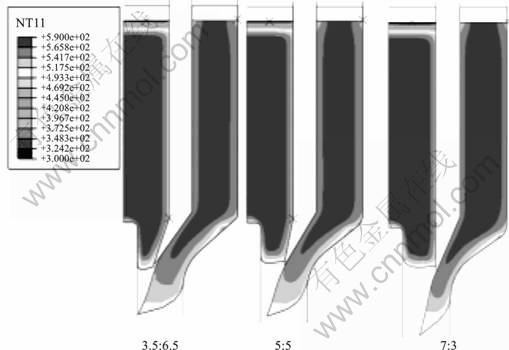
Fig. 4 Temperature field of thixo-co-extrusion with different thickness ratios (v(A356) = 0.12 m/s, v(AZ91) =0.1 m/s)
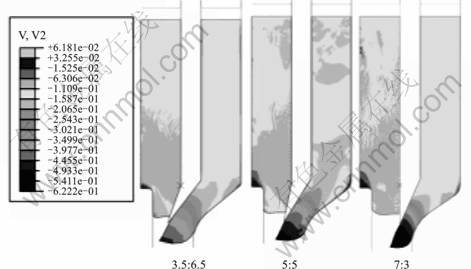
Fig. 5 Distribution of velocity field with different thickness ratios (v(A356) = v(AZ91) = 0.12 m/s)
3.3 Contact force on double layer interface
When v(A356)= 0.12m/s, v(AZ91) = 0.20m/s, the contact force on the interface between the AZ91 and A356 in thixo-co-extruded double layer tube is shown in Fig.6. As shown in Fig.6, after punch running of about 0.06s, the billets of aluminum alloy A356 and magnesium alloy AZ91 begin to contact with each other and the contact force appears correspondingly. Throughout the thixo-co-extrusion process, the contact force is in a state of oscillation, being approximately 80 kN. If the thickness ratio changes from 5 : 5 to 3.5 : 6.5, as shown in Figs.6 (a) and (b), the contact force seems to decrease to a small extent. The existence of the contact force certifies that there exists a contact pressure between the double layer interface, and the pressure welding between interfaces can thereby be guaranteed.
3.4 Diffusion on double layer interface
There are two stages during the process of thixo-co-extrusion of double-layer tube with A356/AZ91. The first stage is the pressure welding under pressure and friction, while the second stage is the inter-diffusion welding. The non-steady diffusion equation in one-dimensional infinite medium is solved by error function solution during the process of diffusion and bonding of Mg and Al atoms, as shown in Eq.(1). Under different initial conditions, the error function solution can be got by concerning the atoms of Mg and Al near the diffusion interface. Since the diffusion coefficient and diffusion temperature are directly related, so Eq.(1) reflects the relationships among element concentration, heating temperature, diffusion time and diffusion distance. During the process of thixo-co-extrusion, the concentration distribution of Al and Mg in the second stage can be controlled through the transition layer [13-14].
 (1)
(1)
where D is diffusion coefficient, μm2/s; x is diffusion distance, μm; t is diffusion time, s; c is diffusion concentration, mol/L; c0 is initial concentration, mol/L.

Fig.6 Contact force on interface with different thickness ratios (v(A356) = 0.12 m/s, v(AZ91) = 0.20 m/s): (a) With thickness ratio of 5:5; (b) With thickness ratio of 3.5:6.5
According to EYRAKOB’s formula, the element diffusion distance has much relationship with diffusion time, diffusion rate and diffusion temperature, as shown in Eq.(2). The diffusion distance is in direct proportion with the square root of time, and can be increased by extending the holding time, shortening the latent period or increasing the concentration difference. During the dissimilar metal welding of Mg/Al alloys, the heating temperature and holding time can be determined according to the relationship among the intermediate zone width of Mg/Al diffusion bonding, heating temperature and holding time. A good combination with high performance of the A356/AZ91 double layer tube can be got only after the optimization of the controlling parameters above [15].
 (2)
(2)
where x is the diffusion distance, μm; Ci is the element content, %; DC is the content difference of both sides on the interface, %; D is the diffusion coefficient, μm2/s; t is the holding time, s; t0 is the latent time, s.
During our present investigation, the following problems exist during the thixo-co-extrusion of dissimilar alloys of aluminum alloy and magnesium alloy in semi-solid state. First, as the thermal expansion coefficient of magnesium alloy AZ91 is slightly higher than that of aluminum alloy A356, the internal thermal stress appears during the welding process of the two different kinds of alloys. Second, the welding of heterogeneous materials is prone to produce eutectic compound with low melting point, in most case with characteristic of brittleness. During the thixo-co-extrusion of magnesium alloy AZ91 and aluminum alloy A356, intermetallic compounds of MgAl and Mg3Al2 can be found on the interface. However, the preheated billets of AZ91 and A356 are always skin-cut before being extruded during thixo-co-extrusion. The refractory metal oxide compounds on the billet surface, which can negatively affect the welding property of the two alloys, are cut away. In addition, billet reheating is always performed under the protection of inert gas, the appearance of active oxide compounds on the surfaces of aluminum and magnesium billets can be avoided to a great extent.
In thixo-co-extrusion of double layer tube, although some simple models of diffusion can be obtained, the characteristics of microstructure in the area of contact interface and the nature of integration is still not very clear. This complex semi-solid forming process could be fully understood only after a complete comprehension of both semi-solid aluminum alloy A356 and magnesium alloy AZ91 from physical-chemical aspects.
4 Conclusions
1) The temperature field, velocity field and the contact force during thixo-co-extrusion were simulated. A double layer tube with good inner and outer wall combination can be realized if v(A356) is 0.12 m/s, v(AZ91) is 0.20 m/s and the thickness ratio is 5:5.
2) The contact force on the interfaces has guaranteed pressure welding and atom diffusion during thixo-co-extrusion of A356/AZ91. The simulation results provide an important theoretical basis for future experiments.
References
[1] CHEN Yun-hai, CAO Zhi-xi. Application and development of plastic forming technique for double metal combined pipe[J]. Process Equipment & Piping, 2006, 43(5): 16-18. (in Chinese)
[2] XIE Jian-xin. Advanced processing technologies of materials[M]. Beijing: Metallurgical Industry Press, 2004. (in Chinese)
[3] DU Yan-mei, WANG Kai-kun, ZHANG Peng. FEM simulation on extrusion of double-layer tube of aluminum and magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(2): 208-216. (in Chinese)
[4] WANG Kai-kun. Multilayer tube thixo-co-extrusion technology and its equipment. CN101020201[P]. 2007-03-16.
[5] WANG Kai-kun. Manufacturing electronic packaging shell of SiC reinforced composites by means of semi-solid forming. CN101069920[P]. 2007-11-14.
[6] WANG K K, KOPP R, HIRT G. Thixo-forging and thixo-joining of an integrated product[J]. Steel Research International, 2006, 77(5): 349-354.
[7] YAN Hong-hua, ZHENG Xiao-ping, WANG Hai-bo. Numerical simulationin of semi-solid AZ91D magnesium alloy thixoforming[J]. Journal of Plasticity Engineering, 2006, 6(3): 104-107. (in Chinese)
[8] GUO Hong-Min, YANG Xiang-Jie, WANG Jia-Xuan. Pressurized solidification of semi-solid aluminum die casting alloy A356[J]. Journal of Alloys and Compounds, 2009, 485(1/2): 812-816.
[9] CHEN Qiang, LUO Shou-jing, ZHAO Zu-de. Microstructural evolution of previously deformed AZ91D magnesium alloy during partial remelting[J]. Journal of Alloys and Compounds, 2009, 477(1/2): 726-731.
[10] WANG Kai-kun, WANG Fu-yu, MENG Hai-feng. Numerical simulation of thixo-co-extrusion for double-layer tube with equal wall thickness[J]. Forging & Stamping Technology, 2010, 35(1): 40-43. (in Chinese)
[11] ZHUANG Zhuo, ZHANG Fan, CEN Song. ABAQUS nonlinear FEM analysis and examples [M]. Beijing: Science Press, 2008. (in Chinese)
[12] ZHANG Zhao-hui, LIAO Qiu-jin, CHENG Jin-wei, WANG Fu-chi. Numerical simulation to the process of solid phase bonding for Cu/A1 bimeta1 composite by hydrostatic extrusion[J]. Material Engineering, 2006(10): 34-36. (in Chinese)
[13] YUTAKA S, SEUNG P, HWAN C, MASATO M. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys[J]. Scripta Materialia, 2004, 50(9): 1233-1236.
[14] LIU Peng, LI Ya-jiang, GENG Hao-ran. A study of phase constitution near the interface of Mg/Al vacuum diffusion bonding[J]. Materials Letters, 2005, 59(16): 2001-2005.
[15] DU Yan-mei, WANG Kai-kun, ZHANG Peng. Prospect on thixo-co-extrusion of multi-layer tube[J]. Light Alloy Fabrication Technology, 2009, 37(1): 6-10. (in Chinese)
(Edited by HE Xue-feng)
Foundation items: Project (2007AA03Z119) supported by the National High Technology Research and Development Program of China; Projects (2102029, 2072012) supported by Beijing Natural Science Foundation
Corresponding author: WANG Kai-kun; Tel: +86-10-62333997; E-mail: kkwang@mater.ustb.edu.cn

